设备点检保养作业标准

编制审核批准版本
项目序号
符号
12
3456
1231
2341
23121
2
334
1
2
部位编号
点检频次
责任岗位
符号
1日操作人员2日操作人员3日操作人员4月操作人员5
月
操作人员
部位
编号
周期(h)
工时(h)
责任岗位
符号
1每班0.5h 2
1周
0.5h
切割时出现斜面:1、检查锯条是否张紧2、检查导向轴承是否完好3、检查切削液
喷嘴两侧是否喷射切削液正常【图三】序号③清理喷嘴
喷嘴喷射正常,无堵塞
切削液喷嘴无堵塞,循环正常,防止锯条过热,造成断锯、下斜面等故障。点检方法
完好无破损
目视
一、开关机操作
名称
清扫切屑、料头
切削液喷嘴
部位名称
保养内容
开机操作
关机操作
1
2
保养部位图示
按下主轴下行按钮【图一】序号⑤,下行至切割位置。点检标准
两侧喷嘴喷射正常,无堵塞【图六】所示循环正常,各接口无渗漏,【图七】所示检查水箱液位是否低于2/3液位。少则增加【图八】所示
检查液压油位是否低于2/3液位。少则增加【图十】所示保养方法/标准
目视更换新锯条后,应先磨合锯条。低速慢进跑合3锯后在按正常速度作业。夹紧固定板螺栓【图三】序号②严禁拧死,防止夹紧缸整体窜动。C、【设备保养作业标准】——记录文件《维护保养记录》
重点关注事项
目视循环水喷嘴旋转夹紧旋钮至夹紧位置【图一】序号②,夹紧工件。按下切割“开始”按钮【图一】序号④,开始切割。
旋转调速器,【图一】序号⑥,选择合适切割速度。方法及要点说明
图示及指示说明
设备名称查看设备状态及交接班记录。确认机床是否正常。
旋转设备左侧电源开关接通电源【图一】序号①,此时电源指示灯亮设备及周围地面无切屑、杂物
设备编号
设备操作、点检、保养作业标准
A.【设备操作作业标准】——操作“应知”“应会”内容
卧式锯床清洁清扫循环水箱尺寸调整电机三角带
2
B、【设备点检作业标准】——记录文件《设备点检表》
三
、安全及异常处理
1
点检部位图示
目视故障处理流程
目视根据材料宽度调整两导向臂距离,左侧导向臂【图三】序号①应尽量靠近工件,已缩短导向距离,确保切割精度。
4
液压油管路与循环水管路如位置不正确,调整锯轮张紧轮滑座上的三个调整螺栓【图五】序号②,使锯轮偏转来调节锯条在在锯轮上的前后位置,直至准确位置。
根据工艺要求下料尺寸,调整前后送料架定尺位置【图二】序号①
1
2
常见异常
更换锯条
原材料取走后,将主轴降至最低点,最后将电源开关关闭【图一】序号①。将锯带套在两个锯轮上,【图四】序号①
利用张紧丝杠【图五】序号①使锯轮移动,使锯带稍紧。
液压油箱更换锯条时,必须戴手套进行操作,防止割伤手。
切割稳定杆原材料时,最多并排切割四根,严禁超载使用。二、加工及调整操作
原材料切割完成后,锯条自动停止运动,主轴应自动上行至上死点。主轴停止后,将夹紧旋钮【图一】序号②旋至松开位置,将工件松开。调整好定尺位置后,利用挡圈【图二】序号②将其锁定。
拨动锯轮,观察锯条在两个锯轮轮缘上的位置是否正确,运转是否稳定。锯齿部分应漏出轮缘,不许压到轮缘上。
K
K
K
【图一】
①
③
【图八】
【图九】 ①
【图十】
【图十一】
【图三】 ①
②
【图二】
⑥
②
④
⑤
① ②
【图三】
①
②
③
① ①
【图四】
【图五】
②
喷嘴
【图六】
【图七】 【图七】 【图八】
切削液箱
【图九】 【图十】
电机皮带
①
② 【图三】
31月0.5h 41月0.5h 83个月2h 操作人员9
3个月
2h
操作人员
安全戴手套
要戴
眼镜穿保护鞋戴安全帽人机工程关键操作
K
技巧操作
测量
操作人员
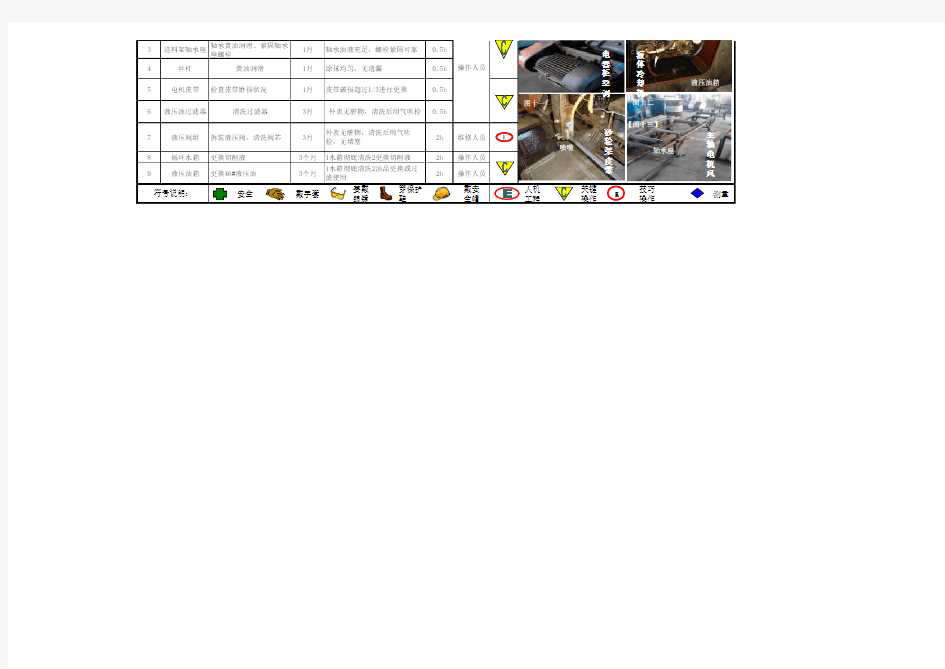
涂抹均匀,无遗漏轴承油液充足,螺栓紧固可靠1水箱彻底清洗2油品更换或过滤使用
K
丝杠黄油润滑
拆装液压阀,清洗阀芯3月0.5h
符号说明:76
维修人员外表无脏物,清洗后用气吹检,无堵塞
2h 1水箱彻底清洗2更换切削液液压油箱
更换46#液压油
0.5h
液压油过滤器
清洗过滤器
电机皮带检查皮带磨损状况
1月外表无脏物,清洗后用气吹检送料架轴承座
轴承黄油润滑、紧固轴承座螺栓
5更换切削液3月
循环水箱皮带破损超过1/3进行更换液压阀组【图十三】
电器柜空调 液体冷却机
砂轮架皮带 主轴电机风液压油箱
图十一
喷嘴
图十二 轴承座