上位机与欧姆龙PLC的通信与监控设计
上位机与PLC的通信与监控设计 (1)
2008-07-15 10:37:28 来源:互联网
本文探讨了实现PLC的上位链接系统通信的方法,以及要实现上位机对下PLC控制的PLC编程。通过上位机对PLC的监视与控制,可用方便的实现工厂生产过程的自动化监控。
关键字:上位机[7篇] PLC[935篇] 通信[144篇] 监控[269篇]
1 引言
PLC是专为工业控制而设计的专用计算机,其体积小,具有高可靠性和很强的抗干扰能力,因而在工业控制中得到了广泛的使用。随着工业的自动化程度的提高,对PLC的应用提出了更高的要求:更快的处理速度,更高的可靠性,控制与管理功能一体化。控制与管理一体化也就是将计算机信息处理技术,网络通信技术应用于PLC,使PLC用于下位分散控制,用计算机提供图形显示界面,同时对下位机进行监控。本文讨论的是上位计算机与欧姆龙CPM2A型PLC的通信与监控设计。
2 通信协议
2.1 CPM2A 的通信链接方式
CPM2A有三种通信联系方式:上位链接系统、同位链接系统、ComPoBus通信系统。工厂自动化系统中常把三种系统复合起来一起使用来实现工厂自动化系统要求的多级功能。复合型PLC网络中,上位链接系统处于最高位,负责整个系统的监控优化。
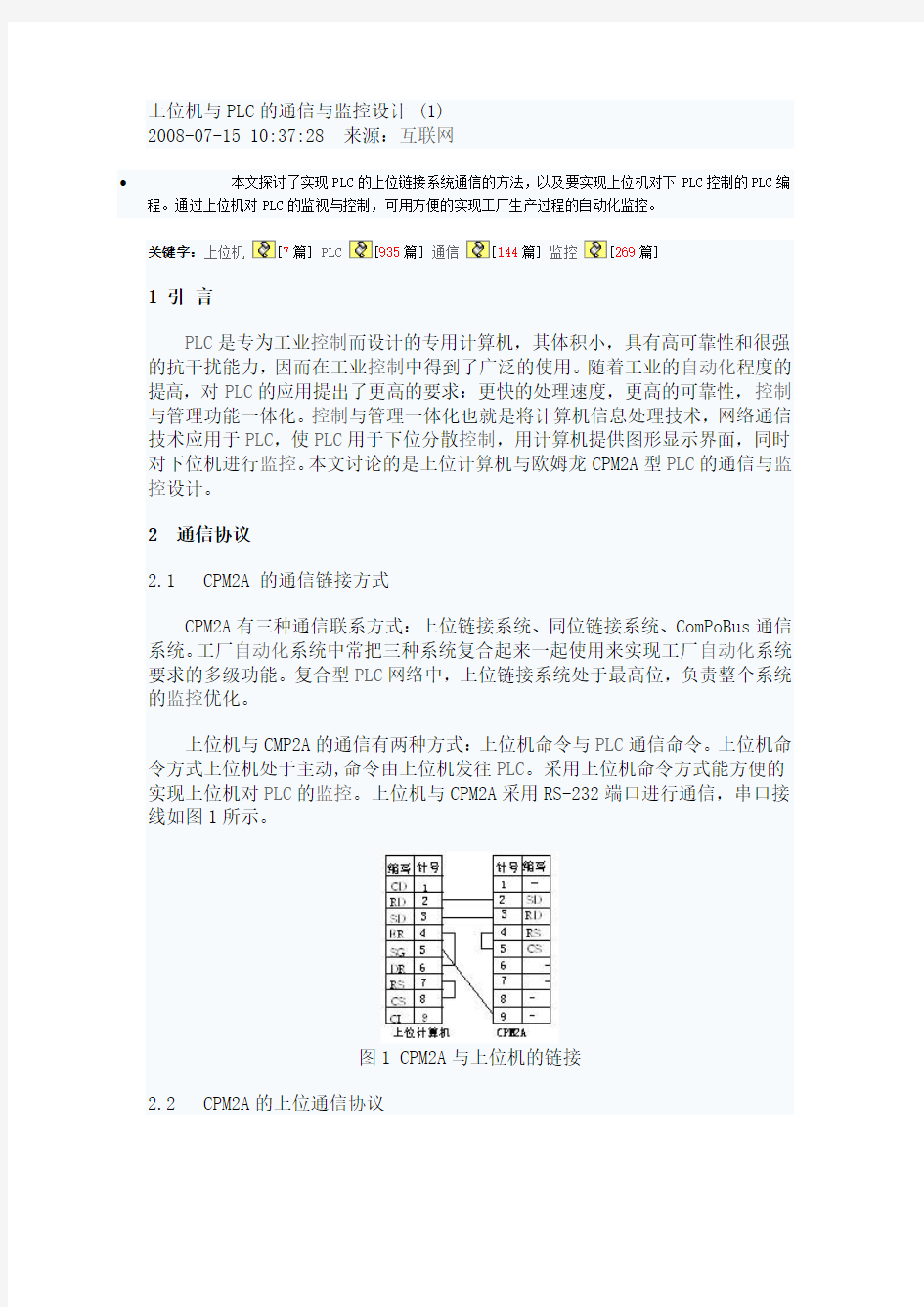
上位机与CMP2A的通信有两种方式:上位机命令与PLC通信命令。上位机命令方式上位机处于主动,命令由上位机发往PLC。采用上位机命令方式能方便的实现上位机对PLC的监控。上位机与CPM2A采用RS-232端口进行通信,串口接线如图1所示。
图1 CPM2A与上位机的链接
2.2 CPM2A的上位通信协议
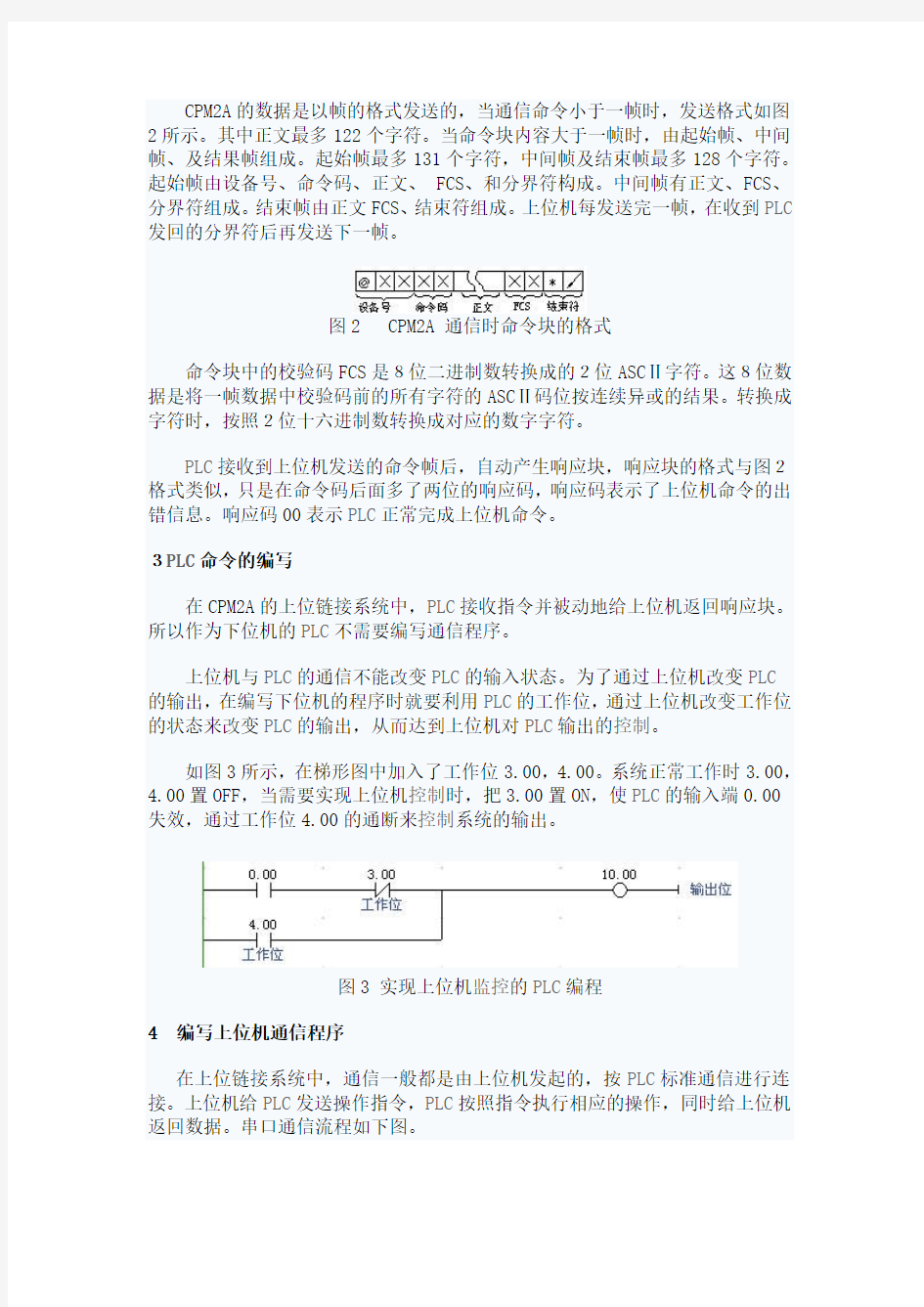
CPM2A的数据是以帧的格式发送的,当通信命令小于一帧时,发送格式如图2所示。其中正文最多122个字符。当命令块内容大于一帧时,由起始帧、中间帧、及结果帧组成。起始帧最多131个字符,中间帧及结束帧最多128个字符。起始帧由设备号、命令码、正文、 FCS、和分界符构成。中间帧有正文、FCS、分界符组成。结束帧由正文FCS、结束符组成。上位机每发送完一帧,在收到PLC 发回的分界符后再发送下一帧。
图2 CPM2A 通信时命令块的格式
命令块中的校验码FCS是8位二进制数转换成的2位ASCⅡ字符。这8位数据是将一帧数据中校验码前的所有字符的ASCⅡ码位按连续异或的结果。转换成字符时,按照2位十六进制数转换成对应的数字字符。
PLC接收到上位机发送的命令帧后,自动产生响应块,响应块的格式与图2格式类似,只是在命令码后面多了两位的响应码,响应码表示了上位机命令的出错信息。响应码00表示PLC正常完成上位机命令。
3PLC命令的编写
在CPM2A的上位链接系统中,PLC接收指令并被动地给上位机返回响应块。所以作为下位机的PLC不需要编写通信程序。
上位机与PLC的通信不能改变PLC的输入状态。为了通过上位机改变PLC
的输出,在编写下位机的程序时就要利用PLC的工作位,通过上位机改变工作位的状态来改变PLC的输出,从而达到上位机对PLC输出的控制。
如图3所示,在梯形图中加入了工作位3.00,4.00。系统正常工作时3.00,4.00置OFF,当需要实现上位机控制时,把3.00置ON,使PLC的输入端0.00失效,通过工作位4.00的通断来控制系统的输出。
图3 实现上位机监控的PLC编程
4 编写上位机通信程序
在上位链接系统中,通信一般都是由上位机发起的,按PLC标准通信进行连接。上位机给PLC发送操作指令,PLC按照指令执行相应的操作,同时给上位机返回数据。串口通信流程如下图。
图4 通信流程图
4.1 编写上位通信程序
编写通信程序可以采用高级语言或者汇编语言,下面给出的例子是用Delphi 编写的上位机与CPM2A型PLC通信程序.通信采用标准通信模式。通信界面如图5。
图5 通信界面
//程序初始化:
procedure TForm1.Init_PLC(nPort:integer);
begin
if MSComm.PortOpen then
MSComm.PortOpen:=False;
https://www.360docs.net/doc/f33883283.html,mport:=nPort;
//通信端口选择
MSComm.Settings:=‘9600,e,7,1‘;
//1位起始位,7位数据位,偶效验,2位停止位,9600bps MSComm.PortOpen:=True;//打开串口
end;
//FCS校验
function FCS(s:string):variant;
vari,len,tmpVar:integer;
DataCheck:byte;
f1,f2:byte;
begin
f1:=0;
f2:=0;
DataCheck:=0;
len:=length(s);
tmpVar:=0;
for i:=1 to len do
begin
DataCheck:=ord(DataCheck) xor ord(s[i]);
end;
f1:=DataCheck and $0f;
f2:=DataCheck and $f0;
f2:=f2 shr 4;
result:=inttostr(f2)+inttostr(f1);
end;
// 调用MSComm控件实现PLC通信
procedure TForm1.HandShake_PLC;
var
tmpByte1,tmpByte2:char;
tmpVar:string;
s:string;
begin
Init_PLC(1);
&nbs
p; s:=Edit1.text;
tmpVar:=s+inttostr(FCS(s))+‘*‘+chr(13); MSComm.RThreshold:=0;
MSComm.Output:=tmpVar;
//向串口输出数据
sleep(1000);// 延时
tmpVar:=MSComm.Input;
//从串口读取数据
tmpByte1:=tmpVar[5];
tmpByte2:=tmpVar[6];
if tmpByte1=chr(48)& tmpByte2:=chr(48);
//校验码等于00,PLC正常完成操作
then
begin
Showmessage(‘发送的数据正确‘);
else
Showmessage(‘发送的数据有问题‘);
//end;
end;
上位机与PLC的通信与监控设计 (2)
2008-07-15 10:37:28 来源:互联网
本文探讨了实现PLC的上位链接系统通信的方法,以及要实现上位机对下PLC控制的PLC编程。通过上位机对PLC的监视与控制,可用方便的实现工厂生产过程的自动化监控。
关键字:上位机[7篇] PLC[935篇] 通信[144篇] 监控[269篇]
4.2 实现上位机对PLC的监控
编写通信程序建立了上位机与PLC的连接.在PLC的任何工作方式下都可以通过”读”指令读取PLC的状态.从而对PLC进行监视.只有当PLC的工作方式为监视的情况下才可以通过上位机对PLC进行控制.所以在需要上位机实施控制的系统里面PLC都必须设置为监视工作方式.
上位机只需要设置PLC的相应工作位就可以实现对PLC的控制.下图为PLC 上位机控制过程。图a表示PLC正常工作时输出由输入0.00控制,当需要把PLC 的控制转由上位机控制时,只需要通过向PLC输入@00RR00030001,置3.00为ON,切断0.00的通路,这样输出10.00就转由4.00控制,当输入@00WR00040001时,4.00为ON,输出位10.00产生输出。
(a)PLC正常工作
(b)上位机控制
图6 PLC的上位机控制
5 结束语
本文探讨了实现PLC的上位链接系统通信的方法,以及要实现上位机对下PLC控制的PLC编程。通过上位机对PLC的监视与控制,可用方便的实现工厂生产过程的自动化监控。
参考文献
[1] 弭洪涛,毕国忠等.PLC应用技术.北京:中国电力出版社2004
[2] 宋伯生.PLC编程理论算法及技巧. 北京:机械工业出版社2006
欧姆龙PLC知识
SCL2指令应用案例 条件:变送器的输出信号为0-10V,对应温度为-100--200摄氏度;CP1H的模拟量输入量程设置为0-10V, 分辨率选择6000 目的:使用SCL2指令将模拟量转换得到的数据0-6000(BIN)对应缩放到-100--200(BCD)摄氏度显示 输出。 程序如下: SCL2控制字解释: 200:CP1H的模拟量输入通道1 D100:偏移量(带符号BIN)详见下图 D101:ΔX(带符号BIN)详见下图 D102:ΔY(BCD)详见下图 D200:转换结果通道 结果:程序执行后就可以实现0-6000(BIN)转换到-100--200(BCD)摄氏度显示了。 注:因为BCD数是以十六进制来表示十进制数据的,因此对应的温度值应该用16进制方式去监视。例如:当200CH中的数据是&4000(即6.66V电压输入),那么用十六进制监控数据D200应该显示#100。 &符号表示十进制数;#表示十六进制数。
SCL指令应用案例 条件:变送器的输出信号为0-10V,对应压力为0-400MPa;CP1H的模拟量输入量程设置为0-10V,分辨 率选择6000。 目的:使用SCL指令将模拟量转换得到的数据0-6000(BIN)对应缩放到0-400MPa(BCD)显示输出。 程序如下: 结果:程序执行后就可以实现0-6000(BIN)转换到0-400(BCD)的压力值了。 注:因为BCD数是以十六进制来表示十进制数据的,因此对应的压力值应该用16进制方式去监视。例如:当200CH中的数据是&3000(即5V电压输入),那么用十六进制监控数据D200应该显示#200。 &符号表示十进制数;#表示十六进制数。 使用CPM1A-AD041的模块采集模拟量4-20ma的信号,该模拟量信号取自一位移传感器信号,代表一个0-100mm的距离,要怎么才能把输入通道里 的数据转换成所对应的这个距离值呢?
上位机监控软件的开发
深圳PLC编程、深圳上位机编、承接自动化项目深圳变频节能改造项目、自动化设备改造 与维修、PLC程序修改解密、上位机软件定制、免费提供自动化解决方案咨询。 1、工业过程控制系统: 提供西门子、S7-200, S7-300, S7-400,三菱FX1N FX2N,施耐德、欧姆龙、松下、台达、LG、AB 等主流PLC编程,研华、泓格模块、安装于防爆区域P+F turck、MTL远程I/O产品 选型、组态编程,各种通讯转换模块、HM I 、现场温度、压力仪表选型。为您的项目提供解决方案咨询,技术方案、投标协议图纸等制作、现场设备程序编写、组态、调试、用户培训验收等技术服务。 2、上位机软件: 软件根据您的项目需求可以提供LabVIEW、VC、VB 等软件平台,同时为了方便您对数据的 查询和处理,提供SQLSERVE R MySq卜嵌入式数据库SQLite等数据库系统,软件具备实时曲线、棒图、历史曲线、打印报表、企业内部局域网连接客户端实现联网查询功能,界面友好丰富。可更具具体需求开发相应功能。软件支持串口RS485\RS422\RS232以太网接口、 下位机包括PLC采集模块、各种智能仪表等。 组态软件编程:Wincc、iFix、组态王等应用范围各工控项目监控软件、仪表模块初始化调试软件、数据采集和仪器控制软件 3、变频节能改造项目:变频节能改造:水泵、风机、空压机、注塑机、中央空调、恒压供水等 VB/VC 等上位机软件开发 硫化机PLC上位机监控软件的开发 作者:佚名来源:本站整理发布时间:2009-6-17 13:16:00 [收藏][评论]随着硫化机自动控制水平的不断提高,硫化机的温度压力数据采集记录方法经历了圆盘记录仪、打点式记录仪、智能化无纸记录仪乃至目前较先进的上位机监控系统。上位机监控系统界面友好、控制安全可靠、精度高、数据存储量大,已越来越受用户青睐。笔者采用电阻式触摸平板电脑作为上位机,把现场数据通过传感器采集经PLC处理后送入上位机,组成一个 监控系统。 1监控系统构成 整个监控系统由A/ D模块、D/ A模块、CPU传感器、电气转换器、平板电脑组成,如图 1 所示。 上位机对数据进行分析、存盘、综合处理、打印、报警、图形显示、人机对话,并可通过数据传送对PLC进行控制。 2监控软件的设计 2.1 窗体设计在软件的编程过程中,人机界面(MM ,)非常重要,因为它直接与操作员产生信息交流,友好的人机界面要求能真实再现控制设备的状态以及准确的采集所需参数的数据,这主要依靠
共通技术-iFIX与欧姆龙PLC连接手册
iFIX与欧姆龙PLC通讯连接手册 目录 1 概述 (1) 1.1 iFIX与欧姆龙PLC连接的通讯驱动 (1) 1.2 通讯驱动安装 (2) 2 iFIX使用OMR驱动与欧姆龙PLC串口连接 (5) 2.1 OMR驱动支持PLC系列及读写寄存器区域 (5) 2.2 OMR驱动配置 (5) 2.3 数据库标签建立 (9) 3 iFIX使用OMF驱动与欧姆龙PLC以太网连接 (10) 3.1 OMF驱动支持PLC系列及可读写区域 (10) 3.2 OMF驱动配置 (11) 3.3 设置路由表 (14) 3.4 FINSGateway设置 (15) 3.5 建立数据库标签 (17) 4 iFIX使用OMS与欧姆龙PLC以太网连接 (19) 4.1 OMS驱动支持PLC系列及可读写区域 (19) 4.2 OMS驱动配置 (19) 4.3 设置路由表 (22) 4.4 FINSGateway设置 (23) 4.5 建立数据库标签 (26) 5 iFIX使用OPC与欧姆龙PLC以太网连接 (28) 5.1 OPC驱动支持PLC系列及可访问寄存器 (28) 5.2 OPC驱动配置 (30) 5.2.1 Sysmac OPC Server配置 (30) 5.2.2 OPC Client配置 (32) 5.3 设置路由表 (36) 5.4 FINSGateway设置 (37) 5.5 建立数据库标签 (40)
1 概述 iFIX的驱动程序主要是完成硬件设备(包括PLC,电度表,电量监测仪,模拟量模块等)和组态监控软件IFIX动态数据交换,以完成上位监控软件的监视与控制功能。 iFIX有两种模式的I/0驱动:基于串口的驱动程序和基于TCP/IP的驱动程序。 两种驱动程序的安装包里都包含以下五个文件: setup.exe 驱动的安装文件 setup.dll 驱动安装文件的动态库 license 驱动的授权安装文件 xxx.inf 驱动程序安装过程中的安装配置文件,其中XXX为三个字母驱动程序名 [注: 在IFIX 中所有的驱动程序名都只能且只能有三个字母] Server.Cab 驱动程序安装包 1.1 iFIX与欧姆龙PLC连接的通讯驱动 目前iFIX与欧姆龙PLC通讯连接驱动主要有两种: 1、由组态软件厂商开发的基于串口(Hostlink)或TCP/IP的驱动程序,如OMR(OMRON COM),基于串口Hostlink协议,可直接与欧姆龙PLC连接;IGS,基于OMRON FINS EtherNet、OMRON FINS Series、Hostlink 等。 2、基于中间接口软件开发的通讯驱动,需安装FINSGateway软件。例如,OMF、OMS、OMRON Sysmac OPC Server。 其中OMR、OMF驱动属于iFIX 6.X版本,版本较旧,支持访问的PLC寄存器区存在较多的限制(具体见每一种通讯连接说明),一般不建议使用; OMS驱动属于较新的驱动,对欧姆龙新型PLC CS/CJ/CP系列全面兼容,可访问的寄存器区几乎无限制,推荐客户使用; OMRON Sysmac OPC Server和通用的OPC驱动一样,主要是提供欧姆龙过程设备的通用接口。 IGS驱动是目前iFIX主推的通讯驱动,兼容当前主流PLC设备开发出各种通讯驱动,支持自动化行业200多种主流PLC。
欧姆龙PLC停车位控制课程设计
《电气控制与PLC课程设计》设计题目:停车场车位PLC控制 班级:__电管121 ____ 学号:_____9876543210___ ___ 姓名:______大灰狼___ _______ 指导教师:______刚刚刚刚_________ 日期:2015年7月12日
第一章引言 (3) 第二章系统总体方案设计 (3) 2.1停车场车位控制系统控制要求 (3) 2.2停车场车位控制系统设计要求 (4) 2.3停车场车位控制系统设计思想 (5) 2.4停车场车位控制系统设计方法 (5) 第三章停车场车位控制系统的硬件电路设计 (6) PLC概述 (6) 3.1 主电路的设计 (7) 3.2 停车场车位控制系统I/O分配表 (8) 3.3停车场车位控制系统I/O接线图 (9) 第四章停车场车位控制系统的设计程序梯形图 (9) 第五章停车场车位控制系统系统调试仿真图 (9) 结束语 (9) 设计参考书 (10) 相关网址 (10) 附录: (10) 附录1停车场车位控制系统的设计程序梯形图 (10) 附录2停车场车位控制系统系统调试仿真图 (13)
行车道行车道 入口出口 出口车辆检测器 出口车辆防砸检测器入口车辆防砸检测器 入口车辆检测器 车位显示指示灯 车位已满指示灯 剩余车位指示LED 图16车位停车场模拟示意图 入口道闸 出口道闸 1#车位2#车位3#车位4#车位5#车位6#车位7#车位8#车位 9#车位10#车位11#车位12#车位13#车位14#车位15#车位16#车位 车位车辆检测器 第一章 引言 课程设计的主要目的是通过某一生产设备的电气控制装置的设计实践,了解一般电气控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。通过设计也有助于复习、巩固以往所学的知识,达到灵活应用的目的。电气设计必须满足生产设备和生产工艺的要求,因此,设计之前必须了解设备的用途、结构、操作要求和工艺过程,在此过程中培养从事设计工作的整体观念。 课程设计应强调能力培养为主,在独立完成设计任务的同时,还要注意其他几方面能力的培养与提高,如独立工作能力与创造力;综合运用专业及基础知识的能力,解决实际工程技术问题的能力;查阅图书资料、产品手册和各种工具书的能力;工程绘图的能力;书写技术报告和编制技术资料的能力。随着进口汽车大量涌入和 国内汽车工业的不断发展,大中城市的汽车数量剧增,从而引发了停车管理问题。近几年,我国的停车场管理技术不断完善,计算机技术、通信技术、网络技术的发展又使停车场管理的系统功能得以提高。现在小区区停车场管理系统重点要做到准确指示车辆进出,车辆进入时给与司机准确的车位数量与具体位置,车辆进入后,记录车辆数量,车辆离开时,减少车辆数量。车辆进出指示可完全由PLC 作为中央控制来处理,停车场空位指示可利用价格较不高的数码管显示。停车场车位管理系统,它由固定在停车场中的管理控制器、埋设在车位处的电动车位锁及移动控制器相互连接构成;管理控制器包括传感器接收模块、逻辑控制电路及驱动控制电路;电动车位锁的电源端与驱动控制电路的电源输出端连接;移动控制器中设有数据读写控制电路、无线遥控发射模块及电池,该无线遥控发射模块通过移动控制器外部设置的遥控天线与管理控制器的接收天线进行无线信号连接,具有极大的实用价值。本文主要运用可编程控制器(PLC )对停车场进出及停放指示进行管理的方案。 第二章 系统总体方案设计 2.1停车场车位控制系统控制要求 1).停车场有16个车位,系统设置一个总控按钮,按一下系统工作,再按一下系统停止工作,并设置一个总控按钮指
上位机图形监控组态软件详细技术规定
图形监控组态软件的详细技术要求说明 概述 运行平台(向下兼容): 服务器操作系统:Windows Server 2012 64 位中文标准版: 客户端操作系统:Windows 8/win7 R2 64 位: 关系型数据软件:Microsoft SQL Server 2014 Standard&Enterprise。 实时数据通信/处理服务器从现场 PLC、RTU 等控制器中或第三方系统的数据源实时采集数据,并对数据进行处理和运算(包括实时数据的采集、报警处理、数据加工等)。用户通过监控计算机获取系统的各种实时数据,以图形、动画、趋势等各种方式展示,并进行监视和控制:对于需要即时归档存储的数据,实时数据通信/处理服务器直接将这些数据推入实时历史数据进行存储,且用户能够在监控计算机的监控画面中方便的直接调用历史数据的趋势、数据查询、数据统计报表等。如:1)实时的监控画面:2)实时/历史报警:3)实时/历史的趋势:4)各种报表:5)数据挖掘: 6)系统内各种数据的任意查询等。 系统总体架构要求采用基于系统平台的整体解决方案来架构系统,支持面向对象的开发技术和.NET、C#、Java等高级编程语言,采用面向对象的设计,以设备为中心,具备设备对象及代码重用性。为了确保系统维护管理的高效性,该重用性应通过面向对象设计方式实现,包括对所有对象的派生和继承等: 能够对系统进行集中开发、集中诊断和集中管理,支持以部署(Deploy)的方式来远程部署和管理整个应用工程。平台具有良好的开放性,支持 OPC、DDE 和Suitelink 等通讯协仪,并且能够提供支持厂区一、二期 I/O 设备的设备驱动程序,包括:PLC、控制器、智能分析仪、RTU 等,即提供这些设备的驱动程序不需用户再另外购买: 通过工程师站可以完成对数据采集、数据处理、模型构建、组态配置、应用功能开发、远程分布式部署和工程管理等功能模块的创建和管理维护。工程师站可以在线的对整个系统操作员站、中央服务器负责的数据采集、数据处理等功能进行动态的在线开发、调试、配置和管理维护,而不影响正在运行的系统功能行,修改维护完成后,能够进行不停机的系统功能更新和部署。 客户端只作为监视控制功能,核心数据处理工作与客户端分离,由中央服务
嵌入式监控系统上位机软件设计
ABSTRACT ABSTRACT
加etothedevelopmentofvideosurveillanceteehnolog又the3rdgenerationofdigita- surveillancesystem,whieh15basedonthenetwork,hascomeintobeing.Thebasietheory15to transformanalogsignalintodigitaldata,andthensendittoPCelientsthroughnetworkfor deeoding,Playingandstoring.AsetoffullydeveloPedelientsoftware,whiehisdesignedfora multi一elient/multi一serverembeddedsurveillancesystem,15introdueedinthisdissertation. Funetionsineludinglogin、Parameterreading/访riting、commandinteractionete.arefulfilledwith thiselientsoftware. ChaPter1introdueesthebaekgroundofthissubjectandthehistoryofsurveillaneesystem,then analysestheeurrentstatusanddeveloPdirectionofthisfield,andthesignifieaneeofthissubjeet. ChaPter2introdueesthecategoryofsurveillancesystem,comParesdifferentkindsof surveillaneesystemsandsomeimPortanttechnologies. ChaPter3deseribestheoveralldesignframeofthesystemaildthecontrollogiestrategy. ChaPter4deseribestheoveralldesignofthiselienisoftware,inehidingthedeveloP environment,coronnunicationwayandProtocol. ChaPter5exPlainseverydetailduringthedesignofthiselient50如are,inchidingtheGUI design,DelPhiProgramandtheinteractiondetailsbetweenclientandserver. Ch即ter6coneludestheresearchworkofthisdissertation,andgivestheProsPeetoffurther research. Keywords: Embeddedsurveillaneesystem:G班:clientsofiware;DelPhi7.0 犷 目录 目录 致谢................................................……,...........…… 摘要.................................................................……II ABSTRACT 111 目录.................................................................……1V 1绪论............................................,.. (1) 1.1课题背景及研究内容 (1) 1.2监控系统发展历史 (2) 1.2.1一对一监视系统 (2) 1.2.2控制电路系统 (2) 1.2.3处理器监控系统 (2) 1.2.4外挂多媒体的监控系统 (3) 1.2.5过渡型数字视频监控系统 (3) 1.2.6数字媒体监控管理系统 (4)
基于欧姆龙PLC的抢答器控制系统课程设计
中南民族大学 指导教师樊金荣陈勉2013 年 5 月 30 日
目录 引言 (1) 第一章课题要求 (2) 1.1 设计目的 (2) 1.2 控制要求 (2) 1.3 设计任务 (2) 第二章 PLC概述 (3) 2.1 PLC简介 (3) 2.2 PLC的用途 (3) 2.3 PLC的特点 (4) 2.4 PLC的分类 (4) 第三章控制系统总体方案设计 (5) 3.1 PLC的体系结构 (5) 3.2控制程序流程图设计 (6) 3.2系统变量定义及分配表 (7) 3.3系统接线图设计 (7) 3.3控制系统程序设计思路图 (8) 第四章控制系统人机界面设计 (8) 4.1 人机界面软件简介 (8) 4.2 人机界面制作过程 (9) 第五章系统调试及结果分析 (12) 5.1 系统调试 (12) 5.2 结果分析 (13) 小结与心得体会 (13) 附录 (14)
引言 近年来随着科技的飞速发展以及我国经济和文化事业的发展,PLC的应用不断地走向深入,同时带动传统的控制检测技术的不断更新。可编程控制器由于其优良的控制性能,极高的可靠性,在各行各业中的应用日益广泛普及。在很多公开竞争场合要求有公正的竞争裁决,诸如证券、股票交易及各种智力竞赛等,因此出现了抢答器。最初的抢答器是由优先权编码器构成的逻辑电路,其运算速度慢、线路复杂、可靠性不高,功能也比较简单,特别是当抢答路数很多时,实现起来就更加困难。因此,一种能够体现竞赛的公开,公平,公正性的竞赛抢答器成为一种需求。对于抢答器,其广泛用于电视台、商业机构、企事业工会组织、俱乐部及学校等单位组织举办各种知识、技术竞赛及文娱活动时作抢答之用,为竞赛增添了刺激性、娱乐性,在一定程度上丰富了人们的业余生活,并且给人的视觉效果非常好,是各单位开展素质教育、精神文明、娱乐活动的必备产品。 本设计将以PLC为核心设计了一个较为简单的抢答器系统。其中包括系统结构图,程序指令,梯形图以及输入输出端子的分配方案,人机界面。本设计的抢答器系统控制方便,灵活。 关键词:PLC 可编程控制器抢答器
地下矿山供水监控系统设计与上位机软件开发
地下矿山供水监控系统设计与上位机软件开发供水系统是矿山生产的关键环节之一,近年来国内外大中型矿山企业的安全生产监控系统开始逐步研制并装备。与此同时,我国矿山工业生产总体水平大幅提升,加快矿山供水系统现代化建设的步伐是实现安全高效矿井建设的必经之路,采用一种对管网水压控制能力有较好效果的控制方法已经迫在眉睫。本文以辽阳某地下矿山的供水系统为背景,通过对生产现状的分析,进行系统的总体设计,包括硬件选型、软件设计、通讯功能等,并以对管网参数的实时监控为目标,提出具有良好控制效果的控制策略对管网水压进行控制,同时开发地下矿山供水监控系统的上位机软件。对矿区管网水压的控制是研究供水系统的关键问题,针对供水系统的非线性、随机性、大惯性和纯滞后特性,本文提出了 PID控制、模糊PID 控制和基于Smith预估的模糊PID控制三种控制策略。 常规的PID控制处理复杂系统时难以获得满意的静、动态性能,模糊控制适合解决模型具有诸多不确定性的复杂系统,Smith预估可以消除纯滞后对系统稳定性带来的不良影响。本文首先确定供水系统模型,设计相应的控制器并进行各控制策略的仿真分析,其次针对变模型参数及抗干扰性方面进行仿真验证,最终得到采用基于Smith预估的模糊PID方法控制效果最好的结论,能使系统的鲁棒性、适应性得到提高,在工业背景中具有一定的应用前景。另一方面,通过剖析企业需求,确定上位机软件的基本功能及数据库的主要信息,建立数据表的关键字段。本文上位机软件主要分为八个功能,分别是用户管理、通讯、参数设置、实时曲线、历史曲线、历史数据查询、异常数据查询、操作记录查询功能,数据库主要开发用户管理、参数设置、采层参数设计模块,并配置有远程操作、数据自动备份及WEB发布功能。 通过设计可视化客户端界面,链接数据库储存的数据,实时显示供水系统的工作情况。系统客户端开发工具为 Visual Basic 6.0,数据库平台为 SQL Server 2008。
【昆仑通态】PLC_欧姆龙_HostLink&Fins驱动使用详解
目录 1 欧姆龙PLC通讯方式说明 (1) 1.1 驱动设备简介 (3) 1.2 PLC的接线 (3) 1.3 通讯参数的设置 (3) 1.4 驱动对各系列PLC的支持 (6) 1.5 FINS驱动简要介绍及与Host Link驱动对比 (6) 2 驱动的基本使用 (6) 2.1 欧姆龙驱动通讯协议和通讯方式 (6) 2.2 欧姆龙驱动通讯连接方式 (6) 2.3 欧姆龙构件驱动的添加 (6) 2.4 欧姆龙构件采集通道 (6) 2.5 欧姆龙构件内部属性设置 (8) 2.6 欧姆龙驱动设备命令 (11) 3 驱动通讯的典型应用方案 (15) 4 常见问题及解决方案 (16) 4.1 根据通讯状态返回值判断的问题 (16) 4.2 通讯连接不上问题 (17) 4.3 新旧型号PLC寄存器说明 (17) 4.4 欧姆龙PLC数据读取速度慢问题 (17) 前言
1欧姆龙PLC通讯方式说明 1.1驱动设备简介 本驱动构件用于MCGS软件通过HostLink串口读写欧姆龙PLC设备的各种寄存器的数据。 本驱动构件支持欧姆龙C、CV、CS/CJ、CP系列部分型号的PLC。具体见第3节 驱动类型串口子设备,须挂接在“通用串口父设备”下才能工作 通讯协议采用欧姆龙HostLink(C-Mode)协议 通讯方式一主一从、一主多从方式。驱动构件为主,设备为从。 1.2PLC的接线 通讯连接方式: <1>采用欧姆龙串口编程电缆与PLC的HostLink串口或RS232扩展串口通讯。通讯电缆 接线请参见 图1 <2>采用RS422方式与PLC的RS422扩展通讯板通讯, 通讯电缆接线请参见相应硬件连 接手册。 HostLink串口或RS232扩展口接线图: 图1 注: 1.通讯扩展板及部分型号的PLC引脚定义与此有所不同,具体请查看相应手册确认接线 方式,并参照其说明进行接线。 2.如果是自制电缆请注意,PLC RS232端并非标准RS232,4和5是短接的。 1.3通讯参数的设置 “通用串口父设备”通讯参数设置如下:
欧姆龙PLC初级培训教材
欧姆龙PLC初级培训教材
PLC初级培训教材 第一章电气系统及PLC简介 一、设备电气系统结构简介设备电气系统一般由以下几部分组成 1、执行机构:执行工作命令 陶瓷行业中常见的执行机构有:电动机(普通、带刹车、带离合)、电磁阀(控制油路或气路的通闭完成机械动作)、伺服马达(控制调节油路、气路的开度大小)等。 2、输入元件:从外部取入信息 陶瓷行业中常见的输入元件有:各类主令电器(开头、按扭)、行程开关(位置)、近接开关(反映铁件运动位置)、光电开关(运动物体的位置)、编码器(反映物体运动距离)、热电偶(温度)、粉位感应器粉料位置)等。 控制中心:记忆程序或信息、执行逻辑运算及判断 常见控制中心部件有各类PLC、继电器、接触器、热继电器、等。 电源向输入元件、控制中心提供控制电源;向执行机构提供电气动力。 二、简单的单台电动机电气系统 例:一台星——角启动的鼠笼式电动机的电气系统 1、一次线路图 2、二次线路图 A B C T Q JC1 R R JC1 SJ JC1 JCJ JCJ JCJ SJ JCY JCJ A
3、上图看出,二次回路图中为实现延时控制,要使用一个时间继电器,而在 陶瓷行业中,星——角启动控制可说是一种非常简单的例子,若在陶瓷生产设备上全部采用继电器类来实现生产过程的自动控制,要使用许多的继电器、时间继电器等其它一些电气产品,而该类产品占空间大,且运行不是十分可靠。 三、PLC简介 1、可编程序控制器 早期的PLC只能做些开关量的逻辑控制,因而叫PLC,但近年来,PLC采用微 处理器作为中央处理单元,不仅有逻辑控制功能,还有算术运算、模拟量处理甚至通信联网功能,正确应称为PC,但为了与个人计算机有所区别,仍称其为PLC。 2、PLC的特点 1>、灵活、通用 控制功能改变,只要改变软件及少量的线路即可实现。 2>、可靠性高、抗干扰能力强 ①硬件方面:采用微电子技术开关动作由无触点的半导体电路及大规模集成电路完成, CPU与输入输出之间,采用光电隔离措施,隔离了它们之间电的联系。 ②软件方面:有自身的监控程序,对强干扰信号、欠电压等外界环境定期检查,有故障 时,存现状态到存储器,并对其封闭以保护信息;监视定时器WTD,检查程序循环状态,超出循环时间时报警;对程序进行校验,程序有错误进输出报警信息并停止执行。 3>、使用简单 采用自然语言——梯形图语言编程方式,编程容易,更改方便。输入输出接口可以与各种开关、传感器、继电器、接触器、电磁阀连接,接线简单。 4>、功能强、体积小 纵向——PLC不仅可能完成各种条件控制,还能完成模/数、数/模转换并进行数字运算,可以完成对模拟量的控制;横向——可以控制一台至几台设备,还可实现远距离控制;重量轻,体积小,便于安装。 3、PLC控制思路 以前面的星——角起动二次回路为例。 按控制等效电路可分为三个部分:输入部分、输出部分及控制部分。 1>、输入部分: 接收由各种主令电器发出的操作指令及由各种反映设备状态信息的输入元件传来的各种状态信息。PLC的一个输入点单独对应一个内部继电器,当输入点与输入用的公用脚COM接
上位机监控软件的开发讲课稿
深圳PLC编程、深圳上位机编、承接自动化项目,深圳变频节能改造项目、自动化设备改造与维修、PLC程序修改解密、上位机软件定制、免费提供自动化解决方案咨询。 1、工业过程控制系统: 提供西门子、S7-200,S7-300,S7-400,三菱FX1N,FX2N,施耐德、欧姆龙、松下、台达、LG、AB等主流PLC编程,研华、泓格模块、安装于防爆区域P+F、turck、MTL远程I/O产品选型、组态编程,各种通讯转换模块、HMI、现场温度、压力仪表选型。为您的项目提供解决方案咨询,技术方案、投标协议图纸等制作、现场设备程序编写、组态、调试、用户培训验收等技术服务。 2、上位机软件: 软件根据您的项目需求可以提供LabVIEW、VC、VB等软件平台,同时为了方便您对数据的查询和处理,提供SQLSERVER、MySql、嵌入式数据库SQLite等数据库系统,软件具备实时曲线、棒图、历史曲线、打印报表、企业内部局域网连接客户端实现联网查询功能,界面友好丰富。可更具具体需求开发相应功能。软件支持串口RS485\RS422\RS232、以太网接口、下位机包括PLC、采集模块、各种智能仪表等。 组态软件编程:Wincc、iFix、组态王等 应用范围各工控项目监控软件、仪表模块初始化调试软件、数据采集和仪器控制软件 3、变频节能改造项目: 变频节能改造:水泵、风机、空压机、注塑机、中央空调、恒压供水等 VB/VC等上位机软件开发 硫化机PLC上位机监控软件的开发 作者:佚名来源:本站整理发布时间:2009-6-17 13:16:00[收藏] [评论] 随着硫化机自动控制水平的不断提高,硫化机的温度压力数据采集记录方法经历了圆盘记录仪、打点式记录仪、智能化无纸记录仪乃至目前较先进的上位机监控系统。上位机监控系统界面友好、控制安全可靠、精度高、数据存储量大,已越来越受用户青睐。笔者采用电阻式触摸平板电脑作为上位机,把现场数据通过传感器采集经PLC处理后送入上位机,组成一个监控系统。 1 监控系统构成 整个监控系统由A/D模块、D/A模块、CPU、传感器、电气转换器、平板电脑组成,如图1所示。 上位机对数据进行分析、存盘、综合处理、打印、报警、图形显示、人机对话,并可通过数据传送对PLC进行控制。 2 监控软件的设计 2.1 窗体设计
欧姆龙PLC交通灯控制设计(完整篇)
欧姆龙PLC控制交通灯控制设计(完整) 运行过程如下表所示:当按钮开关SB1合上后,东西方向绿灯亮25S,绿灯开始闪烁3S,黄灯亮2S。此过程中南北方向一直为红灯亮。然后,跳转东西方向红灯亮30S,而此过程中南北方向的绿灯亮25S,绿灯闪烁3S后,黄灯亮2S,如此循环……与其顺序是:东西绿灯和黄灯亮30S的时间里,南北红灯亮30S,此时,绿灯亮25S,闪3S,后黄灯亮2S后灭,按 下停止控制开关SB2后,所有交通灯都灭。 I/O分配: 输入端:SB1 :00000,启动按钮 SB2 :00001,停止按钮 输出端:Y0 :01100,南北红灯30秒 Y1 :01101,东西绿灯25秒+3秒闪烁 Y2 :01102,东西黄灯2秒 Y3 :01103,东西红灯30秒 Y4 :01104,南北绿灯25秒+3秒闪烁 Y5 :01105,南北黄灯2秒
I/O 分配表如下: 接线图: 梯形图:
欧姆龙PLC交通灯控制系统语句表 LD 0.00 OR 200.00 ANDNOT 0.01 OUT 200.00 LD 200.00 ANDNOT TIM005 TIM 000 #250 LD TIM000 TIM 001 #30 LD TIM001 TIM 002 #20 LD TIM002 TIM 003 #250 LD TIM003 TIM 004 #30 LD TIM004 TIM 005 #20 LD 200.00 ANDNOT TIM002 OUT 11.00 LD 200.00 ANDNOT TIM000 LD TIM000 ANDNOT P_1s ANDNOT TIM001 ORLD OUT 11.01 LD TIM001 ANDNOT TIM002 OUT 11.02 LD TIM002 ANDNOT TIM005 OUT 11.03 LD TIM002 ANDNOT TIM003 LD TIM003 ANDNOT P_1s ANDNOT TIM004 ORLD OUT 11.04 LD TIM004 ANDNOT TIM005 OUT 11.05
欧姆龙CP1H串口通讯
*********************************************** 读取D寄存器内容 @00FA08000020000000000FC00010182000000000173* 读取D0 @00FA00C000020000FC0000000001010000000132*D0 里面数值为1 @00FA08000020000000000FC00010182000000001073* 读取D0-D15 @00FA00C000020000FC0000000001010000000F000000010000000600000000000000 00000000003000000000000000000041* *********************************************** 写D寄存器内容 @00FA08000020000000000FC000102820000000001000171* 写D0值1 @00FA00C000020000FC000000000102000030* 返回值(固定)@00FA08000020000000000FC000102820001000001000273* 写D1值2 @00FA08000020000000000FC000102820002000001000371* 写D2值3 *********************************************** 读取W寄存器内 @00FA08000020000000000FC000101B100000000010A* 读取W0的数据@00FA00C000020000FC0000000001010000000132* @00FA00C000020000FC0000000001010000F8004D* @00FA08000020000000000FC000101B1000900000103* 读取W9 @00FA08000020000000000FC000101B1000F0000017C* 读取W15 @00FA08000020000000000FC000101B1000000000209* 读取W0和W1的数据@00FA00C000020000FC0000000001010000F80000004D* *********************************************** 写W寄存器内 @00FA00000000001023100000000010176* W0.00置ON @00FA00000000001023100000200010075* W0.02置OFF @00FA00000000001023100020200010176* W2.02置ON @00FA00400000000102000040* 返回值总结:蓝色为W的地址,红色为位地址,黑色为1值ON,为0值OFF *********************************************** 以下是自己用VB辨析的一个通讯试验软件
上位机监控系统
工控机监控系统 一、系统概述: 监控系统上位机选用华北工控机,P4CPU,256M内存80G硬盘;操作系统为WINDOWS 2000 SP4简体中文版;开发环境为WINCC5.1;与PLC通讯使用工业以太网;通讯规程为S7 FUNCTION。 需要软件: 1WINDOWS 2000 SP4 2SIMATIC NET 05/2000 3WINCC V5.1 4STEP7 V5.3 需要安装以下软件授权 1WINCC RC1024 或RC64K TAGE (A9WRC330 ,A9WRC430) 2SIMATIC NET-IE -S7 (A9SNEX90) 3WINCC USER ARCHIVES (A9W ARC12) 4 STEP7 V5.3授权STEP 7-BASIS V5.3 (A1710453) 同时还要安装WINCC安装盘下\WinCC-Hotfix\文件夹中的文件。 二、启动系统: 在确认上位机电源及通讯线连接无误后,打开上位机电源。操作员可根据屏幕上的提示,输入密码进行注册登录即可进入监控系统运行状态。 三、画面功能介绍: 1.主流程图: 主画面的上方有整条生产线的动态流程图,它可通过显示不同的颜色来反映出各机组设备的实际运行状况。 灰色:设备没有送电; 黑色:设备甩机架; 绿色:设备合闸正常运行; 红色:设备发生重故障; 点击主流程图中各架轧机的设备号会弹出不同的子画面,这些子画面上罗列了各架轧机的运行条件。每个运行条件前都有一个信号灯,信号灯为灰色时,该启动条件还不满足;信号灯为红色时,该启动条件还有故障未排除。 只有当子画面上所有条件前的信号灯都显示为绿色时,该架轧机才能顺利起车。当传动装置确已合闸,设备号会显示为绿色。 在活套设备号下方显示的是每个活套的实际角度和电流。 当过钢时,流程图上可动态显示红钢的真实位置。 在主画面右上角有“根数统计”值,显示的是轧制至成品机架的钢的根数。当操作员点击“根数清零”按键时,过钢根数会清零,然后重新开始计数。 在主轧线的下方是各架轧机的数据显示,包括设定线速度、实际线速度、实际转速、电流以及级联量。操作员可根据这些数据对轧制情况进行调整和操作。 2.轧制规程 点击“轧制规程”功能键即可进入“轧制规程表”子画面。该画面分三
欧姆龙plc课程设计 搬运物品机械手
年级:2008级 院系:计算机科学学院自动化专业 姓名:000 学号:08064009 指导老师:樊金荣 2011年5月2日
目录 一.课程设计目的 (3) 1.机械手的工作原理 (3) 1.1.1机械手的概述 (3) 1.1.2 机械手的工作方式 (3) 二.课程设计题目和要求 (4) 三.设计内容 (5) 1.设计思路 (5) 2.输入和输出点分配表及原理接线图 (6) 3.顺序功能图 (7) 4.机械手流程图 (8) 四.仿真测试........................................ 错误!未定义书签。 1 连续测试................................... 错误!未定义书签。 2 单步测试................................... 错误!未定义书签。 五.设计总结 (13) 参考文献 (14) 附录 (14)
一.课程设计目的 1.机械手的工作原理 1.1.1机械手的概述 机械手是在机械化、自动化生产过程中发展起来的一种新型装置。近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。 机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。 机械手通常应用于动作复杂的场合来代替人的反复的操作,从而节省人的劳动,普通继电器由于其体积和接口等各方面限制,经常被应用于动作简单的电气及流水线控制,而PLC 以其可靠性高、抗干扰能力强;控制系统构成简单、通用性强; 编程简单、使用、维护方便;组合方便、功能强、应用范围广; 体积小、重量轻、功耗低等有点被广泛应用于类似机械手的控制动作复杂的场合,本设计正是以PLC控制为基础从而实现机械手的各种动。 例如: (1)机床加工工件的装卸,特别是在自动化车床、组合机床上使用较为普遍。 (2)在装配作业中应用广泛,在电子行业中它可以用来装配印制电路板,在机械行业中它可以用来组装零部件。 (3)可在劳动条件差,单调重复易子疲劳的工作环境工作,以代替人的劳动。 (4)可在危险场合下工作,如军工品的装卸、危险品及有害物的搬运等。 (5)宇宙及海洋的开发。 (6)军事工程及生物医学方面的研究和试验。 1.1.2 机械手的工作方式 机械手电气控制系统,除了有多工步特点之外,还要求有自动控制和手动控制等操作方式。工作方式的选择可以很方便地在操作面板上表示出来。当旋钮打向回原点时,系统自动地回到左上角位置待命。当旋钮打向自动时,系统自动完成各工步操作,且循环动作。当旋钮打向手动时,每一工步都要按下该工步按钮才能实现。本设计按要求只设计出单步和连续控制。 机械手传送工件系统示意图,如图所示。
PLC上位机监控界面与程序编制(双产软化水)(选材介绍和界面制作过程)
摘要 本设计以三菱FX1N-40MR可编程控制器主机作为下位机,北京昆仑通态自动化软件科技有限公司的MCGS组态(Monitor and Control Generated System)软件6.2通用版作为上位机PC机的监控软件,计算机采取RS232接口,PLC(可编程控制器)采取RS485作为通讯接口,RS232接口与RS485接口的连接和转换采取三菱FX-485-PC-IF转换器;编程软件采取三菱GX Developer编程软件,编程电缆采用专用SC-09通信电缆。在以上硬件和软件的支持下做成双产软化水监控界面。 实践证明,选择的正确性。在无数次的实验失败后,成功实现了下位机PLC(可编程控制器)与上位机PC机的通迅,做到上位机PC机对下位机PLC(可编程控制器)的监控。在此基础下,利用MCSG组态(Monitor and Control Generated System)软件做了监控界面,经过调试,监控界面基本实现所需功能。 关键词:PLC与PC通迅;MCGS;PLC
Abstract The design takes the Mitsubishi FX1N-40MR programming controller as the crew and the MCSG(Monitor and Control Generated System software6.2common edition of Kunlun auto software technology company in Beijing)as a upper monitoring software.The computer takes RS232as interface.the PLC takes RS485. The connection between RS232and RS485uses the Mitsubishi FX-485-PC-IF Converter.Mitsubishi GX Developer as the programming software.Those above contribute to the double-demineralized water monitoring interface. Practise proved that the choice is right.After a number of fairness I finally communicate between the crew and upper monitor.Upon this I made the controlling interface with the Monitor and Control Generated System Software.After debug it finally achieve the basic demands. Key Words:the communication between PLC and PC;MCGS;PLC