《表面结构》word版
表面结构(表面粗糙度)
GB/T131-1993<机械制图表面粗糙度符号、代号及其注法>已经于2007年2月1日由GB/T131-2006<产品几何技术规范(GPS) 技术产品文件中表面结构的表示法>所代替。(说明考虑到GB/T131-2006实施不久,下文仍然采用表面粗糙度的描述。)
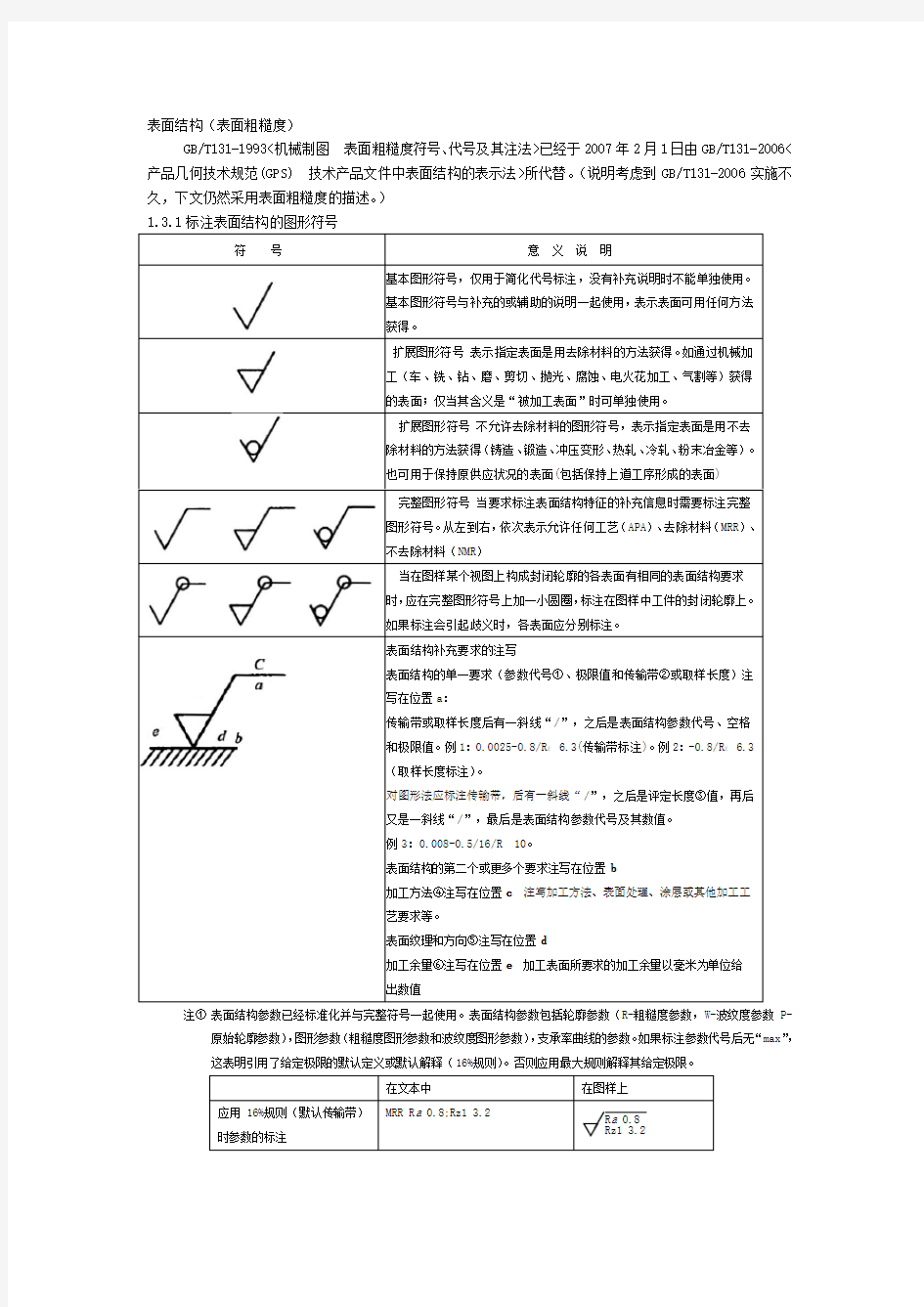
1.3.1标注表面结构的图形符号
符号意义说明
基本图形符号,仅用于简化代号标注,没有补充说明时不能单独使用。
基本图形符号与补充的或辅助的说明一起使用,表示表面可用任何方法
获得。
扩展图形符号表示指定表面是用去除材料的方法获得。如通过机械加
工(车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等)获得
的表面;仅当其含义是“被加工表面”时可单独使用。
扩展图形符号不允许去除材料的图形符号,表示指定表面是用不去
除材料的方法获得(铸造、锻造、冲压变形、热轧、冷轧、粉末冶金等)。
也可用于保持原供应状况的表面(包括保持上道工序形成的表面)
完整图形符号当要求标注表面结构特征的补充信息时需要标注完整
图形符号。从左到右,依次表示允许任何工艺(APA)、去除材料(MRR)、
不去除材料(NMR)
当在图样某个视图上构成封闭轮廓的各表面有相同的表面结构要求
时,应在完整图形符号上加一小圆圈,标注在图样中工件的封闭轮廓上。
如果标注会引起歧义时,各表面应分别标注。
表面结构补充要求的注写
表面结构的单一要求(参数代号①、极限值和传输带②或取样长度)注
写在位置a:
传输带或取样长度后有一斜线“/”,之后是表面结构参数代号、空格
和极限值。例1:0.0025-0.8/R Z 6.3(传输带标注)。例2:-0.8/R Z 6.3
(取样长度标注)。
对图形法应标注传输带,后有一斜线“/”,之后是评定长度③值,再后
又是一斜线“/”,最后是表面结构参数代号及其数值。
例3:0.008-0.5/16/R 10。
表面结构的第二个或更多个要求注写在位置b
加工方法④注写在位置c注写加工方法、表面处理、涂层或其他加工工
艺要求等。
表面纹理和方向⑤注写在位置d
加工余量⑥注写在位置e 加工表面所要求的加工余量以毫米为单位给
出数值
注①表面结构参数已经标准化并与完整符号一起使用。表面结构参数包括轮廓参数(R-粗糙度参数,W-波纹度参数P-原始轮廓参数),图形参数(粗糙度图形参数和波纹度图形参数),支承率曲线的参数。如果标注参数代号后无“max”,这表明引用了给定极限的默认定义或默认解释(16%规则)。否则应用最大规则解释其给定极限。
在文本中在图样上
应用16%规则(默认传输带)时参数的标注MRR R a 0.8;Rz1 3.2
R a 0.8
Rz1 3.2
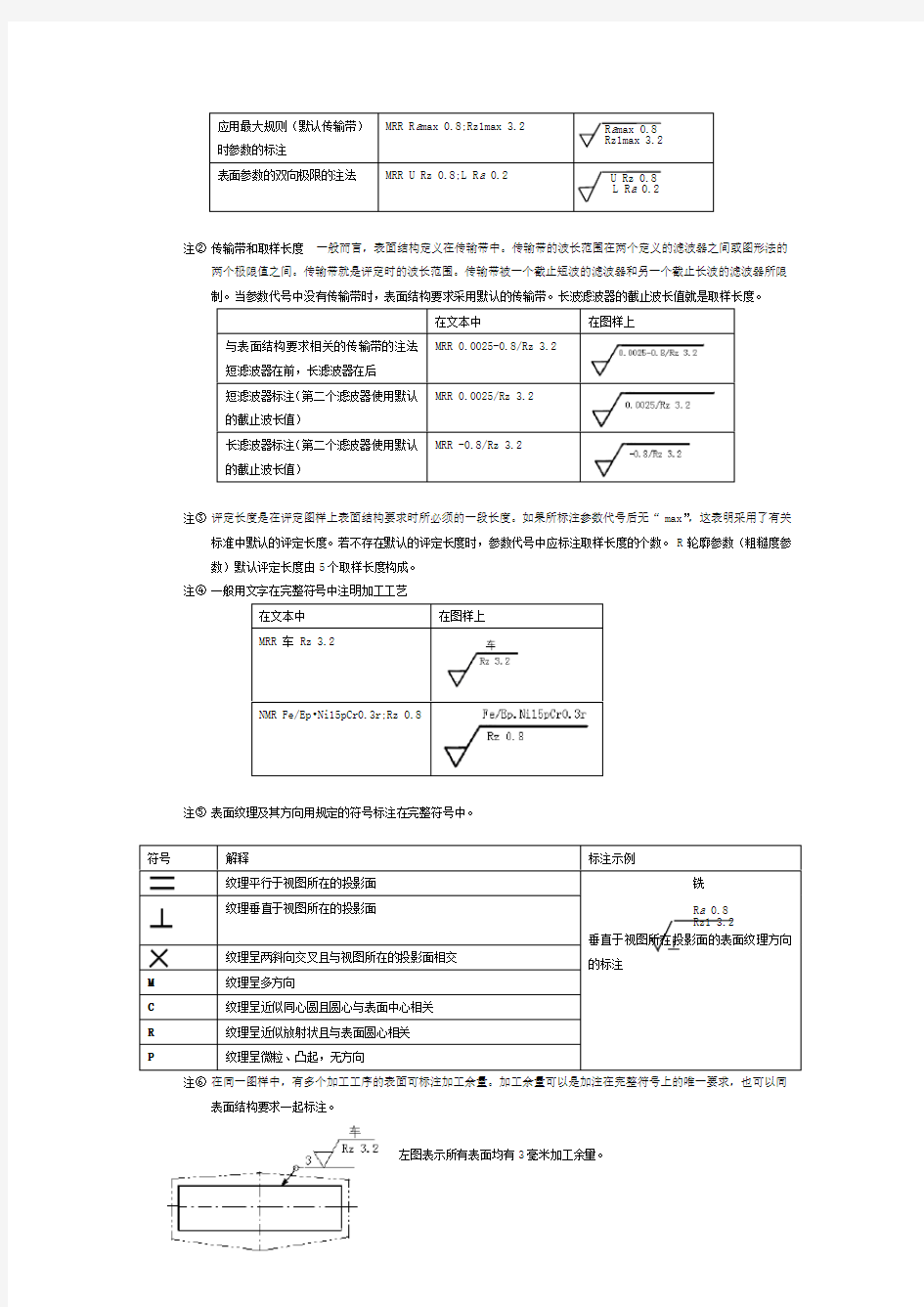
应用最大规则(默认传输带)时参数的标注
MRR R a max 0.8;Rz1max 3.2
R a max 0.8 Rz1max 3.2 表面参数的双向极限的注法
MRR U Rz 0.8;L R a 0.2
U Rz 0.8 L R a 0.2
注② 传输带和取样长度 一般而言,表面结构定义在传输带中。传输带的波长范围在两个定义的滤波器之间或图形法的
两个极限值之间。传输带就是评定时的波长范围。传输带被一个截止短波的滤波器和另一个截止长波的滤波器所限制。当参数代号中没有传输带时,表面结构要求采用默认的传输带。长波滤波器的截止波长值就是取样长度。
在文本中
在图样上
与表面结构要求相关的传输带的注法短滤波器在前,长滤波器在后 MRR 0.0025-0.8/Rz 3.2
短滤波器标注(第二个滤波器使用默认的截止波长值)
MRR 0.0025/Rz 3.2 长滤波器标注(第二个滤波器使用默认的截止波长值)
MRR -0.8/Rz 3.2
注③ 评定长度是在评定图样上表面结构要求时所必须的一段长度。如果所标注参数代号后无“max ”,这表明采用了有关
标准中默认的评定长度。若不存在默认的评定长度时,参数代号中应标注取样长度的个数。R 轮廓参数(粗糙度参数)默认评定长度由5个取样长度构成。 注④ 一般用文字在完整符号中注明加工工艺
在文本中 在图样上 MRR 车 Rz 3.2
NMR Fe/Ep ?Ni15pCr0.3r;Rz 0.8
注⑤ 表面纹理及其方向用规定的符号标注在完整符号中。
注⑥ 在同一图样中,有多个加工工序的表面可标注加工余量。加工余量可以是加注在完整符号上的唯一要求,也可以同
表面结构要求一起标注。
左图表示所有表面均有3毫米加工余量。
符号
解释
标注示例
纹理平行于视图所在的投影面 铣
R a 0.8 Rz1 3.2
垂直于视图所在投影面的表面纹理方向
的标注
纹理垂直于视图所在的投影面
纹理呈两斜向交叉且与视图所在的投影面相交 M 纹理呈多方向
C 纹理呈近似同心圆且圆心与表面中心相关 R 纹理呈近似放射状且与表面圆心相关 P
纹理呈微粒、凸起,无方向
1.3.2表面结构要求在图样和其他技术产品文件中的注法
表面结构要求对每一表面一般只标注一次,并尽可能注在相应的尺寸及其公差的同一视图上。所标注的表面结构要求一般是对完工零件表面的要求。要使表面结构的注写和读取方向与尺寸的注写和读取方向一致。
1.表面结构符号、代号的标注位置与方向
(1)表面结构要求可标注在轮廓线或者它的延长线上,其符号应从材料外指向接触表面。必要时,表面结构符号也可用带箭头或黑点的指引线引出标注。
(2)在不致引起误解时,表面结构要求可以标注在给定的尺寸线上。
(3)表面结构要求可以标注在形位公差框格的上方。
(4)圆柱和棱柱表面的表面结构要求只标注一次。如果每个棱柱表面有不同的表面结构要求,则应分别单独标注。
2.表面结构要求的简化注法
(1)有相同表面结构要求的简化注法如果在工件的多数(包括全部)表面有相同的表面结构要求,则其表面结构要求可统一标注在图样的标题栏附近。此时(除全部表面有相同要求的情况外),表面结构要求的符号后面应有:在圆括号内给出无任何其他标注的基本符号;在圆括号内给出不同的表面结构要求;不同的表面结构要求应直接标注在图形中。
(2)多个表面有共同要求的注法当多个表面有相同的表面结构要求或图纸空间有限时,可以采用简化注法。可用带字母的完整符号,以等式的形式,在图形或标题栏附近,对有相同表面结构要求的表面进行简化标注;可以用表面结构符号,以等式的形式给出对多个表面共同的表面结构要求。
=
=
未指定工艺方法的多个表面结构要求的简化注法
=
要求去除材料的多个表面结构要求的简化注法
=
不允许去除材料的多个表面结构要求的简化注法
=
1.3.3
B/T131-1993和 GB/T131-2006在表面结构要求的图形标注方面比较
B/T131-1993
GB/T131-2006
说明主要问题的示例 1
R a 只采用“16%规则”
2
除了R a “16%规则”的参数
3
“最大规则”
4
R a 加取样长度
5
——
传输带
6
除R a 外其他参数及取样长度
7
R a 及其他参数
8
评定长度中的取样长度个数如果不是5
9
——
下限值
10
上、下限值
1.3.4 各级表面结构(表面粗糙度)的表面特征、经济加工方法及应用举例(见表1-26) 表1-26各级表面结构(表面粗糙度)的表面特征、经济加工方法及应用举例
表面结构(表面粗糙度)
表面外观情况
获得方法举例
应用举例
级别
名称
粗
面
明显可见刀痕
毛坯经过粗车、
粗刨、粗铣等加工方法所获得的表面
一般的钻孔、倒角、没有要求的自由表面
可见刀痕
微见刀痕
半 光
可见加工痕迹
精车、精刨、精铣、刮研和粗磨 支架、箱体和盖等的非配合面,一般
螺纹支承面
面微见加工痕迹箱、盖、套筒要求紧贴的表面,键和键槽的工作表面
看不见加工痕迹
要求有不精确定心及配合特性的表
面,如支架孔、衬套、带轮工作表面
光面
可辨加工痕迹方向
金刚石车刀精
车、精铰、拉刀
加工、精磨、珩
磨、研磨、抛光
要求保证定心及配合特性的表面,如
轴承配合表面、锥孔等
微辨加工痕迹方向
要求能长期保持规定的配合特性,如
标准公差为IT6、IT7的轴和孔
不可辨加工痕迹方向
主轴的定位锥孔,d<20mm淬火的精
确轴的配合表面
最光面
暗光泽面
超精磨、研磨抛
光、镜面磨
保证精确的定位锥面、高精度滑动
轴承表面
亮光泽面
精密机床主轴颈、工作量规、测量
表面、高精度轴承滚道
镜状光泽面
精密仪器和附件的摩擦面、用光学
观察的精密刻度尺
雾状镜面
坐标镗床的主轴颈、仪器的测量表
面
(注:素材和资料部分来自网络,供参考。请预览后才下载,期待你的好评与关注!)