FANUC 系统数控机床误差过大报警处理4页
FANUC 系统数控机床误差过大报警处理数控机床编码器、光栅尺、反馈电缆伺、服放大器、伺服电机或传动机构出现故障时往往系统会触发误差过大报警,如FANUC系统的410#报警和411#报警。
410#报警:SERVO ALARM:n- TH AXIS- EXCESS ERROR
报警解释:①第n轴的停止位置偏差值超过参数1829的设定值。②在简易同步控制中,同步补偿量超过参数8325的设定值。
411#报警:SERVO ALARM:n- TH AXIS- EXCESS ERROR
报警解释:第n轴移动时的位置偏差值超过参数1828的设定值。
一、工作原理
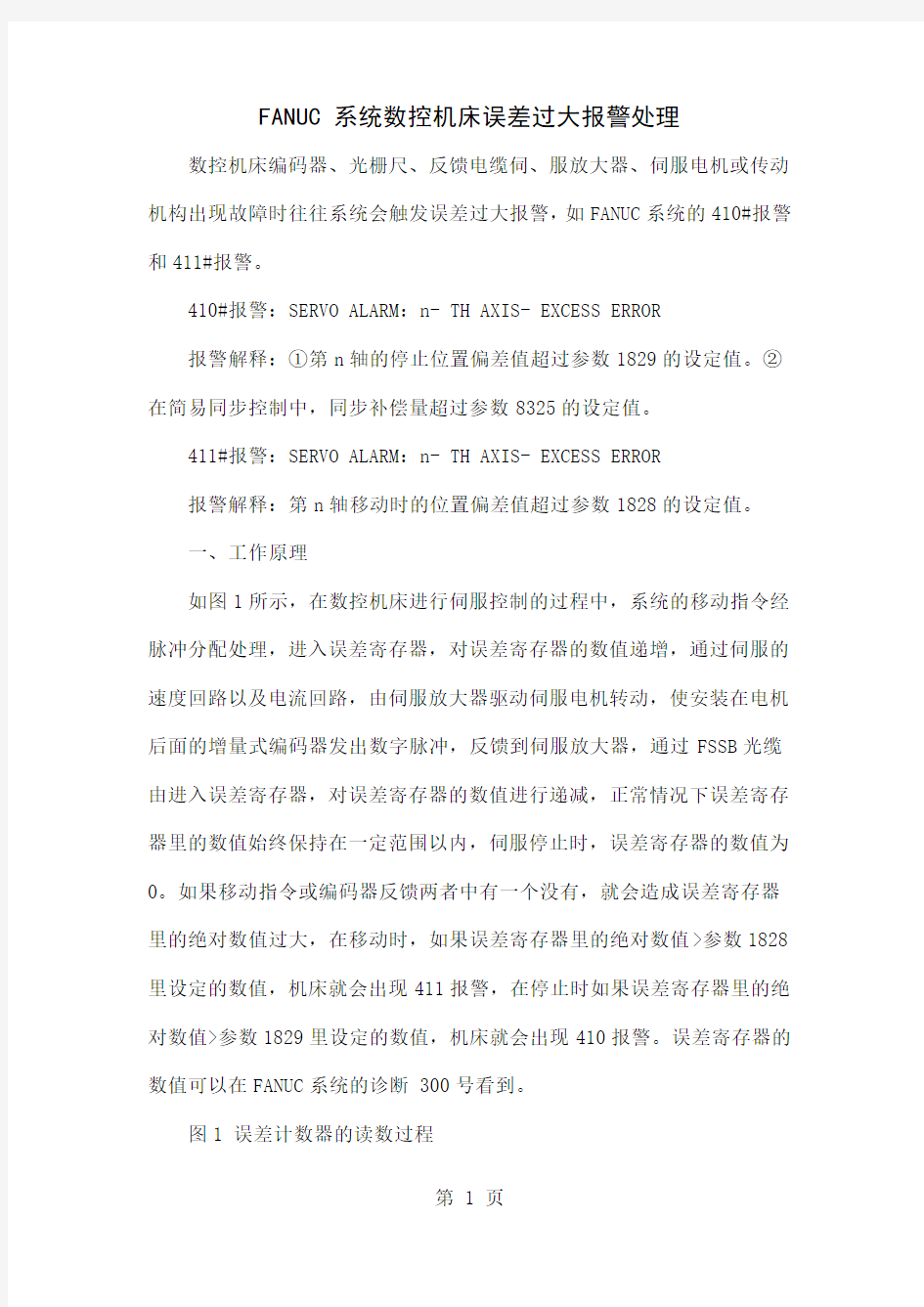
如图1所示,在数控机床进行伺服控制的过程中,系统的移动指令经脉冲分配处理,进入误差寄存器,对误差寄存器的数值递增,通过伺服的速度回路以及电流回路,由伺服放大器驱动伺服电机转动,使安装在电机后面的增量式编码器发出数字脉冲,反馈到伺服放大器,通过FSSB光缆由进入误差寄存器,对误差寄存器的数值进行递减,正常情况下误差寄存器里的数值始终保持在一定范围以内,伺服停止时,误差寄存器的数值为0。如果移动指令或编码器反馈两者中有一个没有,就会造成误差寄存器里的绝对数值过大,在移动时,如果误差寄存器里的绝对数值>参数1828里设定的数值,机床就会出现411报警,在停止时如果误差寄存器里的绝对数值>参数1829里设定的数值,机床就会出现410报警。误差寄存器的数值可以在FANUC系统的诊断 300号看到。
图1 误差计数器的读数过程
二、故障原因
通过以上分析可知,每当伺服使能接通,或者轴定位完成时,都要进行上述误差比较。当以上误差比较超值后,就会出现410#报警,即停止时的误差过大。当伺服轴执行插补指令时,指令值随时分配脉冲,反馈值也随时读入脉冲,误差计数器随时计算实际误差值。当指令值、反馈值其中之一不能正常工作时,均会导致误差计数器数值过大,即产生411#移动中误差多大报警。
那么哪些环节会导致上述两种情况的发生呢?通过维修记录的统计,多数情况下是发生在反馈环节上。另外机械过载、全闭环振荡等都容易导致上述报警的发生,现将典型情况归纳如下:①编码器损坏;②光栅尺放大器故障;③光栅尺脏或损坏;④反馈电缆损坏,断线、破皮等;⑤伺服放大器故障,包括驱动晶体管击穿、驱动电路故障、动力电缆断线虚接等;
⑥伺服电机损坏,包括电机进油、进水、电机匝间断路等;⑦机械过载,包括导轨严重缺油,导轨损伤、丝杠损坏、丝杠两端轴承损坏,联轴器松动或损坏等。
三、实例分析
实例1:某FANCU 0iTB数控系统半闭环控制数控车床,Z轴移动时出现411#报警。首先通过伺服诊断画面观察Z轴移动时的误差值。通过观察,发现Z轴低速移动时位置偏差数值尚未得到及时调整就出现了411#报警。这种现象是比较典型的指令与反馈不协调,有可能是反馈丢失脉冲,也有可能是负载过大而引起的误差过大。
由于是半闭环系统,所以反馈装置就是电动机后面的脉冲编码器,该
机床使用FANCU 0iTB数控系统,并且X和Z轴均配置αi系列数字伺服电机,所以编码器的互换性好,并且比较方便,因此维修人员首先更换了两个轴的脉冲编码器。但是完成后故障依旧存在,初步排除了编码器问题。通过查线、测量,确认反馈电缆即连接也没有问题。视线转向外围机械部分,技术人员将电机与机床脱离,将电动机从联轴器上拆下,通电旋转电机,无报警,排除了数控系统和伺服电机故障。检查机械传动部分,使用扳手手动旋转丝杠,发现丝杠很沉,明显超出正常值,说明进给轴传动链存在机械故障,通过钳工检修,修复Z轴丝杠机械问题,重新安装电动机,机床工作正常。
实例2:某FANUC 0iMC系统半闭环立式数控铣床,Y轴解除急停开关后数秒随即产生410#报警。
410#报警是由于停止时误差过大引起的,一般也是由于反馈、驱动、外围机械这三种因素引起的。凡是这类误差过大的报警,首先要观察伺服运转(SV-TURN)画面。通过观察,发现松开急停开关后“位置偏差”数值快速加大,并出现报警,此时机床窜动一下并停止。
如何快速简易的判断位置编码器故障?可以先按下急停开关,用手动或借助工具使电动机转动。此时,如果SV-TURN画面中位置偏差也跟着变化,说明编码器没有问题。使用此方法,通过伺服诊断画面看到反馈脉冲良好,基本排除脉冲编码器及反馈环节的问题。经过仔细观察发现,通电时间不长,电动机温升可达60~70度。通过摇表测量,发现电动机线圈对地短路,更换电机后,机床工作正常。
四、结语
数控机床的伺服系统发展应用
数控机床的伺服系统发展应用 20世纪50年代出现数控机床以来,作为数控机床重要组成部分的伺服系统,随着新材料、电子电力、控制理论等相关技术的发展,经历了从步进伺服系统到直流伺服系统再到今天的交流伺服系统的过程。交流伺服技术的日益发展,交流伺服系统将逐步全面取代直流伺服系统。 数控(Numerical Control)是数控技术的简称。它是利用数字化的信息对机床及加工过程进行控制的一种方法。数控系统是数控机床的重要部分,它随着计算机技术的发展而发展。现在的数控系统都是由计算机完成以前硬件数控所做的工作,为特别强调,有时也称为计算机数字控制系统。计算机数字控制CNC(Computer Numerical Control)系统是以微处理器技术为特征,并随着电子技术、计算机技术、数控技术、通讯技术以及精密测量技术的发展而不断发展完善的一种先进加工制造系统。CNC系统框图见图1所示,它由数控程序、输入输出设备、操作面板、CNC装备、可编程控制器(PLC)、主轴伺服系统、进给伺服系统、检测装备和一些电气辅助装置等组成。 伺服系统是以驱动装置—电机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统,它包括伺服驱动器和伺服电机。数控机床伺服系统的作用在于接受来自数控装置的指令信号,驱动机床移动部件跟随指令脉冲运动,并保证动作的快速和准确,这就要求高质量的速度和位置伺服。数控机床的精度和速度等技术指标往往主要取决于伺服系统。 数控机床的伺服系统发展与分类 数控机床的伺服系统应满足以下基本要求: 精度高 数控机床不可能像传统机床那样用手动操作来调整和补偿各种误差,因此它要求很高的定位精度和重复定位精度。 图1 CNC系统框图 快速响应特性好 快速响应是伺服系统动态品质的标志之一。它要求伺服系统跟随指令信号不仅跟随误差小,而且响应要快,稳定性要好。在系统给定输入后,能在短暂的调节之后达到新的平衡或是受到外界干扰作用下能迅速恢复原来的平衡状态。 调速范围大 由于工件材料、刀具以及加工要求不同,要保证数控机床在任何情况下都能得到最佳的切削条件,伺服系统就必须有足够的调速范围,既能满足高速加工要求,又能满足低速进给要求。调速范围一般大于1:10000。而且在低速切削时,还要求有较大稳定的转矩输出。
FANUC数控系统技术概述
FANUC 数控系统简介 一、FANUC数控系统的发展 FANUC 公司创建于1956年,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。1976年FANUC公司研制成功数控系统5,随时后又与SIEMENS 公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻新。 1979年研制出数控系统6,它是具备一般功能和部分高级功能的中档CNC 系统,6M适合于铣床和加工中心;6T适合于车床。与过去机型比较,使用了大容量磁泡存储器,专用于大规模集成电路,元件总数减少了30%。它还备有用户自己制作的特有变量型子程序的用户宏程序。 1980年在系统6的基础上同时向抵挡和高档两个方向发展,研制了系统3和系统9。系统3是在系统6的基础上简化而形成的,体积小,成本低,容易组成机电一体化系统,适用于小型、廉价的机床。系统9是在系统6的基础上强化而形成的具备有高级性能的可变软件型CNC系统。通过变换软件可适应任何不同用途,尤其适合于加工复杂而昂贵的航空部件、要求高度可靠的多轴联动重型数控机床。 1984年FANUC公司又推出新型系列产品数控10系统、11系统和12系统。该系列产品在硬件方面做了较大改进,凡是能够集成的都作成大规模集成电路,其中包含了8000个门电路的专用大规模集成电路芯片有3种,其引出脚竟多达179个,另外的专用大规模集成电路芯片有4种,厚膜电路芯片22种;还有32位的高速处理器、4兆比特的磁泡存储器等,元件数比前期同类产品又减少30%。由于该系列采用了光导纤维技术,使过去在数控装置与机床以及控制面板之间的几百根电缆大幅度减少,提高了抗干扰性和可靠性。该系统在DNC方面能够实现主计算机与机床、工作台、机械手、搬运车等之间的各类数据的双向传送。它的PLC装置使用了独特的无触点、无极性输出和大电流、高电压输出电路,能促使强电柜的半导体化。此外PLC的编程不仅可以使用梯形图语言,还可以使用PASCAL语言,便于用户自己开发软件。数控系统10、11、12还充实了专用宏功能、自动计划功能、自动刀具补偿功能、刀具寿命管理、彩色图形显示CRT 等。 1985年FANUC公司又推出了数控系统0,它的目标是体积小、价格代,适用于机电一体化的小型机床,因此它与适用于中、大型的系统10、11、12一起组成了这一时期的全新系列产品。在硬件组成以最少的元件数量发挥最高的效能为宗旨,采用了最新型高速高集成度处理器,共有专用大规模集成电路芯片6种,其中4种为低功耗CMOS专用大规模集成电路,专用的厚膜电路3种。三
FANUC常见报警的解释
第一章常见报警的解释 1.1 368报警(串行数据错误) 上图中368报警以及相关编码器报警的原因有: (1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。 (2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。 (3)伺服放大器的控制侧电路板损坏。 解决方案: (1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。 (2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏, 所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443 , 610 00009 N000 443 443 X軸Y 軸車 由軸 軸軸 軸軸 Z A X Y Z A CNV. COOLING CNV. COOL ING CNw COOLING CNV. COOL I NG CMV. COOL TNG CNV. COOL TNG CNV. COOL ING CNCOOL ING COOLIMG FAN FAN FAILURE FAN FAILURE FAN FA 1 LURE FAN FA I LURE FAN FA T LURE FAN FAILURE FAJM FAILURE FAN FA 1 LURE STOP I N PSM EDIT * * * * 狀** *** 桦■叫 1 1 :51 :0 7L J IALARM?ΛESSAG∣過程y 9059SPN 1 上图报警是电源模块控制板内风扇损坏导致的报警(使用α i电源模块时),报警时电源模块PSM的LED显示2 ”,主轴放大器SPM的LED显示59 ”。 拆下电源模块控制板后,风扇位置如下图所示: 1.3 主轴放大器SPM内冷风扇故障
伺服系统原理及发展趋势 王刚
伺服系统原理及发展趋势 姓名:王刚学号:50128523405 摘要:伺服系统是机电产品中的重要环节,其控制性能反映了机电设备的控制质量。高性能的伺服系统可以提供灵活、方便、准确、快速的驱动。本文在理解《伺服驱动与控制技术》这门课程的理论基础上,介绍了伺服系统的发展过程和伺服系统的分类、原理,并具体阐述了伺服系统的发展趋势。 关键词:伺服系统;控制;电机;发展 Abstract:Servo-system is the important link in the mechanical-electrical products ,its control property reflects the control quality of mechanical-electrical device.High-performance servo system can provide a flexible, convenient, accurate and fast driver. Based on understanding the servo drive and control technology based on the theory of this course, the developing of the Servo-system are introduced and the classification, the principle of the servo system, and expounds the development trend of servo system in detail. Keyword:Servo-system;Control;Motor;developing 引言 伺服系统是用来精确地跟随或复现某个过程的反馈控制系统。又称随动系统。在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或位移速度、加速度的反馈控制系统,其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角)。最基本的伺服系统包括伺服执行元件(电机、液压缸等)、反馈元件和伺服驱动器。
FANUC报警总表
A 报警列表 A.1 报警列表(CNC) (381) (1) 与程序操作相关的报警(PS报警) (381) (2) 与后台编辑相关的报警(BG报警) (381) (3) 与通讯相关的报警(SR报警) (381) (4) 参数写入状态下的报警(SW报警) (401) (5) 伺服报警(SV报警) (401) (6) 与超程相关的报警(OT报警) (405) (7) 与存储器文件相关的报警(IO报警) (405) (8) 请求切断电源的报警(PW报警) (406) (9) 与主轴相关的报警(SP报警) (406) (10) 过热报警(OH报警) (408) (11) 其他报警(DS报警) (408) (12) 与误动作防止功能相关的报警(IE报警) (410) A.2 报警列表(PMC) (411) A.2.1 显示在PMC报警画面的信息 (411) A.2.2 PMC系统报警信息 (414) A.2.3 操作错误 (415) A.2.4 I/O通信错误 (423) A.3 报警列表(串行主轴) (426) A.4 错误代码列表(串行主轴) (431) A.1 报警列表(CNC) (1) 与程序操作相关的报警(PS报警) (2) 与后台编辑相关的报警(BG报警) (3) 与通讯相关的报警(SR报警) 这些报警种类的报警号为公用的编号。 根据报警的状态,以 PS“报警号”例)PS0003 BG“报警号”例)BG0085 SR“报警号”例)SR0001 的方式予以显示。 报警号信息内容 0001 TH错误输入设备的读入过程中检测出了TH错误。 引起TH错误的读入代码和是从程序段数起的第几 个字符,可通过诊断画面进行确认。 0002 TV校验错误在单程序段的TV检测中检测出了错误。 通过将参数TVC(No.0000#0)设定为0可以使系统 不进行TV检测。 0003 数位太多指定了比NC指令的字更多的允许位数。此允许位 数根据功能和地址而有所不同。 0004 未找到地址 NC语句的地址+数值不属于字格式。 或者在用户宏程序中没有保留字、或不符合句法时 也会发出此报警。 0005 地址后无数据不是NC语句的地址+数值的字格式。 或者用户宏程序中没有保留字、或不符合句法时会 发出此报警。 0006 负号使用非法在NC指令的字、系统变量中指定了负号。 0007 小数点使用非法在不允许使用小数点的地址中指定了小数点。或者 指定了2个或更多个小数点。
伺服作业
伺服控制系统的控制特性 1.引言 随着社会的发展,伺服控制系统在现代社会的作用就越来越大,运用范围也越来越广。从最开始的主要运用与军事方面到工业的方方面面都离不开伺服控制系统。伺服系统最初是用于船舶的自动驾驶、火炮控制和指挥仪中,后来逐渐推广到很多领域,特别是自动车床、天线位置控制、导弹和飞船的制导等。 2.伺服运动控制系统简介 2.1概念 用来精确地跟随或复现某个过程的反馈控制系统称为伺服控制系统。又称随动系统。在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或位移速度、加速度的反馈控制系统,其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角)。伺服系统的结构组成和其他形式的反馈控制系统没有原则上的区别。 2.2分类 伺服系统按所用驱动元件的类型可分为机电伺服系统、液压伺服系统和气动伺服系统,机电伺服系统又分步进式伺服系统、直流电动机(简称直流电机)伺服系统、交流电动机(简称交流电机)伺服系统。按控制方式划分,有开环伺服系统、闭环伺服系统和半闭环伺服系统等。 (1)开环系统 它主要由驱动电路,执行元件和机床3大部分组成。常用的执行元件是步进电机,通常称以步进电机作为执行元件的开环系统为步进式伺服系统,在这种系统中,如果是大功率驱动时,用步进电机作为执行元件。驱动电路的主要任务是将指令脉冲转化为驱动执行元件所需的信号。 (2)闭环系统 闭环系统主要由执行元件、检测单元、比较环节、驱动电路和机床5部分组成。在闭环系统中,检测元件将机床移动部件的实际位置检测出来并转换成电信号反馈给比较环节。常见的检测元件有旋转变压器、感应同步器、光栅、磁栅和编码盘等。通常把安装在丝杠上的检测元件组成的伺服系统称为半闭环系统;把安装在工作台上的检测元件组成的伺服系统称为闭环系统。由于丝杠和工作台之间传动误差的存在,半闭环伺服系统的精度要比闭环伺服系统的精度低一些。比较环节的作用是将指令信号和反馈信号进行比较,两者的差值作为伺服系统的跟随误差,经驱动电路,控制
FANUC i系统常见有报警信息的故障排除
FANUC 0i系统常见有报警信息的故障排除 ??? FANUC 0i数控系统具有较强的自诊断功能,对于一些常见的故障,通过报警信息,对应维修说明书,能够解决许多问题。下面介绍几个常见报警故障的处理方法。 1、500好报警(超行程报警)的排除方法 在数控机床操作的过程中超行程报警经常出现,由于惯性的原因,当移动轴压下行程开关时,需减速停止,同时,系统出现500号报警,并同时显示报警信息为过行程及过行程的坐标轴。 下面是解除“500 过行程:+X”报警的基本步骤: 1)进给轴选择旋钮拨到“X”轴处; 2)进给倍率选择旋钮拨到“× 1”处; 3)旋转手摇脉冲发生器使X轴向负方向移动,离开极限位置; 4)按下MDI键盘上的“RESET”键,报警信息消失。 2、90号报警(返回参考点位置异常)的排除方法 报警条件:当返回参考点位置偏差过大或CNC没有收到伺服电机编码器转信号,出现90号报警。 解除步骤: 1)确认DGN.300中的值(允许位置偏差量)大于128。否则提高进给速度,改变倍率。2)确认电机回转是否大于1转。小于1转,说明返回的起始位置过近。调整到远一些。 3)确认编码器的电压是否大于4.75V(拆下电机后罩,测编码器印制板的+5――0V),如果低于4.75V,更换电池。 4)如果不是上述问题,一定是硬件出了问题:更换编码器。 3、401号报警(伺服准备信号报警) 报警条件:伺服放大器的准备信号(VRDY)没有接通,或者运行时信号关断。 解除步骤: 1)PSM控制电源是否接通;
2)急停是否解除; 3)最后的放大器JX1B插头上是否有终端插头; 4)MCC是否接通,如果除了PSM连接的MCC外,还有外部MCC顺序电路,同样要检查。 5)驱动MCC的电源是否接通; 6)断路器是否接通; 7)PSM或SPM是否发生报警。 如果伺服放大器周围的强电电路没有问题,更换伺服放大器;如果以上措施都不能解决问题,更换主轴控制卡。 ------------------------------------------ FANUC 0i系统常见无报警信息的故障排除 1、诊断功能的使用 数控系统发生故障后,如无报警信息,通过系统的诊断画面进行故障判断。系统的诊断画面在机床出现异常时,诊断功能提供的报警信号和监控数据为故障判断提供了判断的依据。 ????? 调出诊断画面的操作方法如下: 诊断号的注释见附录2 2、利用诊断功能诊断故障 如何有效地使用诊断功能提供的诊断信息来帮助查找和排除故障呢?这一定是我们最为关注的问题。接着来学习如何使用诊断功能去解决一些在实际中经常出现的一些隐性故障。 (1)诊断号000为1时,表明系统正在执行辅助功能(M指令)。在辅助功能的执行过程中,000号将会保持为1,直到辅助功能执行完了信号到达为止。因此,当出现辅助功能执行时间超出正常值时,可能是辅助功能的条件未满足。所以出现无报警的异常,查找故障点时,若诊断号000为1,可以首先检查辅助功能所要完成的机床动作是否已经完成。 故障现象:一数控机床在自动运行状态中,每当执行M8(切削液喷淋)这一辅助功能指令时,加工程序就不再往下执行了。此时,管道是有切削液喷出的,系统无任何报警提示。
伺服控制系统
交流伺服运动控制系统 班级电气5班 学号 2015345 姓名李宏阳
1.引言 随着社会的发展,伺服控制系统在现代社会的作用就越来越大,运用范围也越来越广。从最开始的主要运用与军事方面到工业的方方面面都离不开伺服控制系统。伺服系统最初是用于船舶的自动驾驶、火炮控制和指挥仪中,后来逐渐推广到很多领域,特别是自动车床、天线位置控制、导弹和飞船的制导等。 伺服控制系统在整个社会发展中的地位越来越重要,我们主要可以去了解控制策略、控制方法、系统设计(包括交直流伺服、数控、视觉伺服、液压伺服、.气动伺服、机器人伺服等系统)、伺服电动机(包括永磁同步电机、步进电机、直线电机、开关磁阻电机等电机的设计、新原理、新材料、新结构和电机磁场与性能分析及软件分析平台)、伺服控制前沿技术、行业信息、应用案例、伺服器件、传感器、工业通信、新产品等关于伺服控制系统的知识。 2.伺服运动控制系统简介 2.1概念 用来精确地跟随或复现某个过程的反馈控制系统称为伺服控制系统。又称随动系统。在很多情况下,伺服系统专指被控制量(系统的输出量)是机械位移或位移速度、加速度的反馈控制系统,其作用是使输出的机械位移(或转角)准确地跟踪输入的位移(或转角)。伺服系统的结构组成和其他形式的反馈控制系统没有原则上的区别。 2.2指标要求 (1)系统精度要高 伺服系统精度指的是输出量复现输入信号要求的精确程度,以误差的形式表现,可概括为动态误差,稳态误差和静态误差三个方面组成。在伺服控制系统中一般系统精度越高越好。 (2)稳定性要好 伺服系统的稳定性是指当作用在系统上的干扰消失以后,系统能够恢复到原来稳定状态的能力;或者当给系统一个新的输入指令后,系统达到新的稳定运行状态的能力,在实际运用中我们希望系统的这一能力越强越好。 (3)响应速度要快 响应特性指的是输出量跟随输入指令变化的反应速度,决定了系统的工作效率.响应速度与许多因素有关,如计算机的运行速度,运动系统的阻尼和质量等。在生产运用中我们希望响应速度是越快越好。 (4)工作频率范围要宽 工作频率通常是指系统允许输入信号的频率范围.当工作频率信号输入时,系统能够按技术要求正常工作;而其它频率信号时,体统不能正常工作。根据我们的实际需求我们希望一个系统的工作频率的范围要比较宽,这样才能将伺服控制系统用于实际生产。 2.3体系架构
FANUC 0i系统故障报警信息
FANUC 0i系统故障报警信息 [ 内容简介] 总结本次故障,虽然在报警信号信息屏幕上所显示的是系统报警,给人的第一感觉就是数控系统出现问题了,但不是绝对都是这样的,这个故障就是一个例外,这实质上是一个外围故障。 1、报警信息的查看方法 数控系统可对其本身以及其相连的各种设备进行实时的自诊断。当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。这样,就可以根据屏幕上显示的内容采取相应的措施。 一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示: FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。大大方便了对机床故障的跟踪和统计工作。显示报警履历的操作如下:
2、FANUC 0i数控系统报警的分类 FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。 表7.1FANUC 0i数控系统报警分类 3、常见报警的故障排除思路 数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。如何能
迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。 在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i 数控系统提供的丰富的维修功能进行故障排除的方法。为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。系统报警是数控系统生产厂家在数控系统传递到机床厂家之前就编写好的,是固定不变的,机床厂家没法对其进行编辑和增删。 在一般情况下,外围故障的发生机率较系统故障的机率要高。不同结构类型的机床就会有不同的外围故障,而若要能够做到对外围故障做出快速准确的定位和排除,就必须对你所要维修的机床的机械结构、电气原理、数控系统、各个机床动作、操作方法有一个全面的认识。若在机床正常的时候,对机床的每一个动作进行仔细的观察,便能够在机床异常(也就是说机床动作不能正常进行)时,根据平时观察所得与之对比,从而做到对故障的快速诊断与排除。与此同时,高效地使用FANUC 0i系统提供的丰富的维修功能,包
进给伺服系统的常见故障及诊断(转)
进给伺服系统的常见故障及诊断(转) 进给伺服系统的常见故障及诊断 最近几年,由于我公司生产的需要,引进了不少的数控机床。这些机床在运转中也出现过各种故障,其中进给伺服系统的故障相对较多。要想解决进给伺服系统故障应首先对数控机床的进给系统有个初步的认识。 从原理上说,数控机床的伺服系统应包括从位置指令脉冲给定到实际位置输出的全部环节,即包括位置控制、速度控制、驱动电机、检测元件、机械传动部件等部分。但在很多系统中,为了制造方便,通常将伺服系统的位置控制部分与CNC 装置制成一体,所以,人们平时习惯上所说的机床伺服进给系统,一般是指伺服进给系统的速度控制单元、伺服电动机、检测元器件部分,而不包括位置控制部分。 数控机床所采用伺服进给系统按控制系统的结构可以分为 开环控制、闭环控制、半闭环控制、以及混合控制。按伺服进给系统使用的伺服电动机的类型,半闭环、闭环数控机床常用的伺服进给系统可以分为起直流伺服驱动和交流伺服 驱动两大类。在20世纪70年代至80年代的数控机床上,一般均采用直流伺驱动;从80年代中、后期起,数控机床上多采用交流伺服驱动。 直流伺服驱动系统一般按其主回路采用的功率放大元器件
类型,又分为“晶闸管调速方式”(简称为SCR速度控制系统)和“晶体管脉宽调制调速方式”(简称PWM速度控制系统)两类。在控制上可以采用模拟量控制或数字量控制,,因此,在某些场合还可以分为模拟式与数字式两种类型。 交流伺服系统一般采用PWM调制信号控制功率晶体管进行驱动放大的主回路,并按其指令信号与控制形式,分为模拟式伺服与数字式伺服两类。初期的交流伺服系统一般是模拟式伺服系统,而目前使用的交流伺服系统通常都是采用数字量控制的全数字式交流伺服系统。 在多年的维修工作中,处理过许多有关数控机床进给伺服系统的故障,我针对进给伺服系统的常见故障做了归纳总结。常见的进给伺服故障有以下几种: 1、超程 当进给运动超过由软件设定的软限位或者硬限位开关位置时,就会发生超程报警,一般会在数控系统的显示器上显示报警内容,根据数控系统的说明书及电气原理图,即可排除,解除报警。注意:如果机床的某个轴未行使至终端位置而发生超程报警,通常是由于机床在行驶过程中限位开关线断或限位开关被东西卡住。 2、过载 通常当进给运动的负载过大,频繁正、反向运动以及传动链润滑不良或斜铁有研伤,电机动力线接地、电机温度检测开
发那科机器人常见故障代码和故障处理方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
伺服系统的特点、分类及发展方向
伺服系统的特点、分类及发展方向 伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。 数控机床伺服系统的作用在于接受来自数控装置的指令信号,驱动机床移动部件跟随指令脉冲运动,并保证动作的快速和准确,这就要求高质量的速度和位置伺服。以上指的主要是进给伺服控制,另外还有对主运动的伺服控制,不过控制要求不如前者高。数控机床的精度和速度等技术指标往往主要取决于伺服系统。 一、伺服系统的基本要求和特点 1.对伺服系统的基本要求 (1)稳定性好:稳定是指系统在给定输入或外界干扰作用下,能在短暂的调节过程后到达新的或者回复到原有平衡状态。 (2)精度高:伺服系统的精度是指输出量能跟随输入量的精确程度。作为精密加工的数控机床,要求的定位精度或轮廓加工精度通常都比较高,允许的偏差一般都在0.01~0.00lmm之间。 (3)快速响应性好:快速响应性是伺服系统动态品质的标志之一,即要求跟踪指令信号的响应要快,一方面要求过渡过程时间短,一般在200ms以内,甚至小于几十毫秒;另一方面,为满足超调要求,要求过渡过程的前沿陡,即上升率要大。 2、伺服系统的主要特点 (1)精确的检测装置:以组成速度和位置闭环控制。
fanuc伺服驱动器的常见故障(1)
FANUC交流速度控制单元有多种规格,早期的交流伺服为模拟式,目前一般都使用数字式伺服,在数控机床中,常用的规格型号有以下几种: 1)与FANUC交流伺服电动机AC0、5、10、20M、20、30、30R等配套的模拟式交流速度控制单元。它是FANUC最早的AC伺服产品,速度控制单元采用正弦波PWM控制,大功率晶体管驱动。在结构形式上,可以分单轴独立型、双轴一体型、三轴一体型三种基本结构。单轴独立型速度控制单元,常用的型号有 A06B-6050-H102/H103/H104/H113等;双轴一体型速度控制单元,常用的型号有A06B-6050-H201/H202/H203等;三轴一体型速度控制单元,常用的型号有A06B-6050-H401/H402/H403/H404等,多与FANUC 11、0A、0B等系统配套使用。 2)与FANUC交流S (L、T)系列伺服电动机配套的S (L、C)系列数字式交流伺服驱动器,它是FANUC中期的AC伺服产品,驱动器采用全数字正弦波PWM控制,IGBT驱动。其中,S系列用量最广,规格最全;L 系列只有单轴型结构,常用的型号有A06B-6058-H001-H007/H102/H103等;C系列有单轴型、双轴型两种结构,常用的单轴型有A06B-6066-H002-H006等规格,常用的双轴型有A06B-6066-H222~H224/H233、H234、H244等规格。 作为常用规格,S系列有单轴型、双轴型、三轴型三种结构,常用的单轴型有 A06B-6058-H001~H007/H023/H025等;常用的双轴型有A06B-6058-H221~H231/H251-H253等规格;常用的三轴型有A06B-6058-H331-H334等规格;多与FANUC 0C、11、15系统配套使用。 3)与FANUC α/αC/αM/αL系列伺服电动机配套的FANUC α系列数字式交流伺服驱动器,它是FANUC 当前常用的AC伺服产品,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。FANUC α系列数字式交流速度控制单元有如下两种基本结构形式: ①各驱动公用电源模块(PSM)、伺服驱动单元(SVM)为模块化安装的结构形式,驱动器可以是单轴型、双轴型与三轴型三种结构。常用的单轴型有A06B-6079-H101~H106等,常用的双轴型有 A06B-6079-H201~H208等规格,常用的三轴型有A06B-6079/6080-H301~H307等规格,多与FANUC 0C、15A/B、16A/B、18A、20、21系统配套使用。 ②电源与驱动器一体化(SVU型)的结构形式,各驱动器单元可以独立安装,有单轴型、双轴型两种结构,常用的单轴型有A06B-6089-H10l~H106等规格,常用的双轴型有A06B-6089-H201~H210等规格,多与FANUC 0C、0D、15A/B、16A/B、18A、20、21系统配套使用。 4)与FANUC β系列伺服电动机配套的FANUC β系列数字式交流伺服驱动器,它亦是FANUC当前常用的AC伺服产品,采用电源与驱动器一体化(SVU型)的结构,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。可以使用PWM接口、I/OLink接口,亦可以采用光缆接口。型号为 A06B-6093-H101~H104/H151~H154//H111-H114,多与FANUC 0TD、PM01等经济型数控系统配套使用。 5)与FANUC αi系列伺服电动机配套的FANUCα i系列伺服驱动器是FANUC公司的最新产品,它在FANUC α系列的基础上作了性能改进。产品通过特殊的磁路设计与精密的电流控制以及精密的编码器速度反馈,使转矩波动极小,加速性能优异,可靠性极高。电动机内装有脉冲/转极高精度的编码器,作为速度、位置检测器件,使系统的速度、位置控制达到了极高的精度。 α i系列驱动器由电源模块(PSM)、伺服驱动器(SVM)、主轴驱动器(SPM)等组成,伺服驱动与主轴驱动共用电源模块,组成伺服/主轴一体化的结构。伺服驱动模块有单轴型、双轴型、三轴型三种基本规格。标准型(FANUC αi系列)为200VAC输入,常用的单轴型有A06B-6114-H103~H109等,双轴型有 A06B-6114-H201-H211等,三轴型有A06B-6114-H301~H304等。高电压输入型(FANUC α i(HV)系列)为400VAC 输入,常用的单轴型有A06B--6124-H102~H109等,双轴型有A06B-6124-H201-H211等,目前尚无三轴型结构。FANUC αi系列交流数字伺服配套的数控系统主要有FANUC 0i、FANUC 15i/150i、 FANUC16i/18i/l60i/180i/20i/21i等。
FANUC系统常见报警中文对照及解决方法资料
FANUC系统常见报警中文对照及解决方法 1005 X AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位 X轴锁住,不能移动 设D493=1进入修调方式.检查继电器,电磁阀,开关及线路 1006 Y AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 机械手臂在主轴側 Y轴锁住,不能移动. 设D499=1进入修调方式.检查继电器,电磁阀,开关及线路 1007 Z AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 机械手臂在主轴側 ZY轴锁住,不能移动. 设D499=1进入修调方式.检查继电器,电磁阀,开关及线路
1010 SPINDLE TOOL NOT CLAMP 产生状态及原因 主轴刀具未夹紧。 主轴不能旋转。 检查主轴刀具夹紧开关,确认动作正常后, 同时按下键和键,清除报警。 1011 SPINDLE TOOL NOT UNCLAMP 产生状态及原因 主轴刀具未松开。 主轴不能旋转。 检查主轴刀具松开开关,确认动作正常后, 同时按下键和键,清除报警。 1012 SPINDLE ORIENTAL NOT COMPLETE 产生状态及原因 主轴定向未完成(F45.7没输出)。 不能进行刀具交换。 检查主轴定向开关是否工作正常。 1013 M FUNCTION DID NOT COMPLETE 产生状态及原因 在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行. 检查是哪一个M功能未执行。
FANUC数控系统PMC功能的妙用完整版
F A N U C数控系统P M C功能的妙用标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
pmc 意思PMC与PLC分别是什么共同点和区别 PLC (Programmable Logic Controller)用于通用设备的自动控制,称为可编程控制器。PLC用于数控机床的外围辅助电气的控制,称为可编程序机床控制器(Programmable Machine Controller/Programmable Machine Tool Controller)。有些数控系统厂商,如FANUC,等将其称之为PMC,而另一些如SIEMENS,还是将其称之为PLC。 也就是说PMC是PLC的一个子集,某些厂商将专用于数控机床的PLC称为PMC,所以PMC 和PLC是非常相似的。与传统的继电器控制电路相比较,PMC的优点有:时间响应快,控制精度高,可靠性好,控制程序可随应用场合的不同而改变,与计算机的接口及维修方便。另外,由于PMC使用软件来实现控制,可以进行在线修改,所以有很大的灵活性,具备广泛的工业通用性。 你们的概念都十分模糊或者说干脆不懂。PLC是最基本的逻辑控制,为什么机床叫的PLC 叫PMC,M就是MACHINE,他体现出了区别,首先PLC 对外只有INPUT,OUTPUT的概念,而PMC增加了与数控系统的专用接口,FANUC用F和G地址来区分,SIEMENS用DB来区分,举个例子,比如主轴旋转指令,PLC处理时先有主轴旋转指令输入信号,然后根据逻辑要求处理完后直接有输出外围设备直接执行,而PMC有输入信号后,有可能要先传送到PMC 处理互锁信号(如卡盘夹紧,刀具锁紧,防护门关闭)然后PMC再将处理结果传送到数控系统专用地址,然后数控系统将指令发给伺服系统执行,数控系统如果执行或没有执行都要将信号在传送给PMC,PMC再处理执行或没有执行的输出。FANUC的PMC是属于专用的PLC,地址有详细的划分,不能独立出来使用。SIEMENS的PLC是以标准S7-300为基础的,他将一些必要的动作已经编辑好了标准功能块,如FC8是刀具管理,FC9同步子程序控制。FC13手轮单元控制,FC15是PMC控制轴定位等等功能。 、 PMC输出 (BEIJING FANUC 0i MC)
FANUC常见伺服报警及解决方法
FANUC常见伺服报警及解决方法 SV0301:APC报警:通信错误 1、检查反馈线,是否存在接触不良情况。更换反馈线; 2、检查伺服驱动器控制侧板,更换控制侧板; 3、更换脉冲编码器。 SV0306:APC报警:溢出报警 1、确认参数No.2084、No.2085是否正常; 2、更换脉冲编码器。 SV0307:APC报警:轴移动超差报警 1、检查反馈线是否正常; 2、更换反馈线。 SV0360:脉冲编码器代码检查和错误(内装) 1、检查脉冲编码器是否正常; 2、更换脉冲编码器。 SV0364:软相位报警(内装) 1、检查脉冲编码器是否正常; 2、更换脉冲编码器。 3、检查是否有干扰,确认反馈线屏蔽是否良好 。 SV0366:脉冲丢失(内装)报警 1、检查反馈线屏蔽是否良好,是否有干扰; 2、更换脉冲编码器。 SV0367:计数丢失(内装)报警 1、检查反馈线屏蔽是否良好,是否有干扰; 3、更换脉冲编码器。 SV0368:串行数据错误(内装)报警 1、检查反馈线屏蔽是否良好; 2、更换反馈线; 3、更换脉冲编码器。 SV0369:串行数据传送错误(内装)报警 1、检查反馈线屏蔽是否良好,是否有干扰源; 2、更换反馈线; 3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警 1、检查分离型接口单元SDU是否正常上电; 2、更换分离型接口单元SDU。 SV0385:串行数据错误(外置)报警 1、检查分离型接口单元SDU是否正常; 2、检查光栅至SDU之间的反馈线; 3、检查光栅尺。 SV0386:数据传送错误(外置) 1、检查分离型接口单元SDU是否正常; 2、检查光栅至SDU之间的反馈线; 3、检查光栅尺。 SV0401:伺服准备就绪信号断开 1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。 2、检查MCC回路; 3、检查EMG急停回路; 4、检查驱动器之间的信号电缆接插是否正常; 5、更电源单元。 同步控制中SV0407:误差过大报警 1、检查同步控制位置偏差值; 2、检查同步控制是否正常。 移动轴时SV0409报警 1、检查移动时该轴的负载情况; 2、确认机械是否卡死; 3、确认伺服参数设定是否正常; 4、更换伺服电机; 5、更换伺服驱动器。 SV0410:停止时误差过大报警 1、检查机械是否卡死; 2、对于重力轴,抱闸的24VDC供电是否正常,检查抱闸是否正常松开; 3、脱开丝杆等相关机械部分的连接,单独驱动电机,若正常,找MTB检查机械部分;若故障依旧,更换电机或伺服驱动器。 SV0411:移动时误差过大报警 1、查看负载情况,若负载过大。 2、检查机械是否卡死; 3、对于重力轴,抱闸的24VDC供电是否正常,检查抱闸是否正常松开; 4、脱开丝杆等相关机械部分的连接,单独驱动电机,若正常,找MTB检查机械部分;若故障依旧,伺服驱动器。
FANUC系统PMC编程.doc
FANUC系统 PMC 编程重点 FANUC系统的 PMC 在哪里呢我们似乎无法看见完全的 PMC。其实, FANUC PMC是典型的与CNC集成在一起的内装式 PLC,其 CPU和存储器就在 CNC控制单元的主板上。因此, FANUC PMC控制系统的硬件如图 1 所示。 I/O 单元与 PMC CPU通过接口JD1A/JD51A传输信号,而机床侧输入输出元件与 I/O 单元则通过接口 CB104、CB105、CB106、 CB107 传输信号。 图1 FANUC PMC硬件组成 相关实用书籍推荐
1 外部标准输入 / 输出信号 FANUC机床侧标准输入/ 输出信号接入电路如图 2 所示。输出信号电路中中间继电器线圈上要并联二极管,以便当线圈断电时,为感应电流提供放电回路,否则极易损坏驱动电路。这个二极管称为续流二极管。
图2 FANUC外部标准输入 / 输出信号 2 PMC 地址及信号种类 (1)地址表示 每个 PMC 输入 / 输出接口( interface )信号用地址( address)来区别。所谓地址是指与机床侧的输入 / 输出信号、与 CNC之间的输入 / 输出信号、内部继电器、计数器、保持型继电器、数据表等各信号的存在场所的号码。
PMC 地址由字节组成,即一个地址可以表示8 个信号。地址由地址号和位号组成,地址号的前面必须要有一个字母,它表示信号的种类。如图 3 所示。 图3 PMC 地址表示 某一个信号可以采用助记符(symbol)来方便记忆,如这个地址表示第 4 轴回参考点时的减速信号, *DEC4(通常是英文简写)就是其助记符;是紧停信号,*ESP就是其助记符。 (2)地址种类 FANUC PMC地址种类( address type )主要有 X、Y、G、F 等,如图 4 所示。 CNC 与 PMC 之间的 G、 F 信号及地址是由FANUC公司确定的,PMC 编程者只可使用不能改变。而CNC