二重卷边封罐工艺
马口铁封口质量检查资料
三片罐封口的工艺 摘要:本文主要从封口结构和原理入手论述了三片罐封口工艺的各种影响因素,并从实际生产环节和品管检查角度,阐明了目前各种食品饮料罐的封口和质量如何进行综合管制。 关键词:封口结构和原理;二重卷边影响因素;三级检验网络 马口铁三片罐目前从总体市场形势看虽然较往年,且整体质量存在,主要表现在:补涂膜性能、焊缝、封口、杀菌密封性等方面。本文仅就空罐生产过程中有关封口工艺方面的综合管制谈几点看法,仅供参考。 一、从封口原理上分析二重卷边的影响因素 马口铁三片罐(或两片罐)的封口工艺是靠二重卷边作业法完成的。二重卷边法指两个具有不同沟槽形状的卷封滚轮,通过先后顺序的两次进给运动在罐身与罐盖结合处,使罐盖钩边与罐身翻边相钩合、压紧,从而达到密封目的方法。简单地说,即表现头道卷边钩合,二道卷边压紧成型。 在封口设备中,卷封滚轮、上压头和托罐盘通常被称为封口三要素。滚轮正确的沟槽形状、压头的合理位置及托罐盘合适的推动力是确保正常卷封的必要条件。(参见图A1)不难看出,封口三要素作为封口设备的基本组成部件,也是影响二重卷边的基本因素。 影响二重卷边主要有以下几个因素: 1.口铁材料的物理性能 如材质、硬度等,特别是相对较小罐径(如202D径罐)若马口铁材质薄、硬度大,其密封性要求的难度便会大些,因为这种情况下二重卷边的过程中材料受力发生的塑变较小,而皱纹却会较大。 2.合适的卷封压力 如图A1所示,在相对罐身的旋转运动过程中,滚轮沟槽在与罐盖结合处卷封力P是由径向力Pr、轴向力Pa和切向力PT三个不同方向作用力的合成。其中头道卷封力P(1)的作用主要表现为罐身、盖周边材料的弯曲变形,二道卷封力P(2)主要压紧表现为塑性变形。两道卷封力的计算是通过能量守衡和塑性变形进行的。一般二道卷封力为头道卷封力的2~3倍。 实际的操作过程中,合适的卷封力是靠卷封滚轮、压头和托罐盘三者之间合适的配合位置关系完成的(如滚轮与压头的里外间隙的配合调整等)。 3.空罐的工艺
封口机工作原理
二重卷封法 金属罐根据结构特点可以分为两片罐和三片罐。两片罐主要由罐身和罐盖组成,其罐身和罐底为一体结构,罐身与罐盖通过卷封操作形成卷封结构而结合。三片罐由罐身、罐盖和罐底组成,罐身通过焊接形成桶状结构,罐盖与罐底和罐身均是通过二重卷封法结合。二重卷边法是金属罐最典型的封口方法,它是指罐身的翻边和罐盖的圆边在封口机中进行卷封,使罐身和罐盖相互卷合并压紧形成紧密重叠的卷边。二重卷封技术在把罐盖与罐身连接起来的同时形成不透气的密封状态和光滑的卷边,提高金属罐的外观质量,延长产品的货架寿命。二重卷封的工作原理是:两个具有不同沟槽形状的头道滚轮和二道滚轮,按先后顺序,与罐体及底盖接合边缘重复地相对滚转,使两者边缘因弯曲变形而相互紧密地配合,在底盖盖钩内有弹性填料物,因受挤压而充塞于罐体与底盖之间的卷边全部缝隙中,从而形成良好的密封。二重卷边的质量参数主要有迭接率、紧密度和接缝盖钩完整率,其中最重要的是迭接率,要求它们的值要高于50% 。 1-1 二重卷边内、外部结构尺寸Fig.1-1 Inside dimensions and external dimensions of double seam 如图1-1 所示是金属罐的二重卷边结构。[12、17、21-22]tb为罐身板的板材厚度,tc为罐盖板的板材厚度。W为卷边宽度(seam width),它是从卷边外部测得的平行于卷边叠层的最大尺寸。T 为卷边厚度(seam thickness),它从卷边外部测得的垂直于卷边叠层的最大尺寸。图中C为埋头度(countersink depth),它是从二重卷边顶部至靠近卷边内壁盖肩平面的距离:C = W +α式(1-1)中,W是卷边宽度,α是埋头度系数。
二重卷边封口不严的原因
二重卷边封口不严的原因 : 假卷——卷边身钩与盖钩没有咬合,问题是在罐身的运输与传送过程中引起的翻边损坏,罐身翻边形状不合格,罐盖圆边缺陷或损坏,封口时罐盖未对准罐身等。 大塌边——封罐时由于罐身或罐盖边缘严重碰瘪,使罐身与罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出,原因是在罐身运输的输送过程中造成的翻边损坏,罐身翻边形状不合格,罐盖圆边损坏或圆边过大,封口时罐盖未对准罐身等。 跳封——由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧,原因是封罐机运行速度太快,二道封口轮缓冲弹簧太软,罐身接缝处太厚等。 卷边不完全——由于罐盖在压头上打滑或封口滚轮转动不良等原因造成的局部卷边未完全压紧,其特点是卷边的一部分有正常的厚度,一部分则超厚。原因是托盘压力偏小,罐盖与压头的尺寸或锥度不合适,压头磨损,压头轴高度调节不当,与托盘之间间距过大,托盘弹簧失灵,压头或托盘上有油,压头轴向有窜动,定位不准等。 卷边“牙齿”——盖钩和身钩未叠接,在卷边下缘所形成的V形或突出,原因是一道封口轮的封口曲线不理想,预封机或头道封口滚轮调得太松,封口轮磨损。二道封口轮调得太紧会加剧牙齿缺陷,罐盖造形设计不理想,罐盖在承胶面上有皱纹,卷边内夹入杂物或罐盖内密封胶过多,托盘压力太大,实罐罐装量过多,封口轮轴承运转不灵活等。 卷边碎裂——罐身接缝处卷边外层铁皮断裂,原因是二道封口轮调得太紧,罐盖材料有缺陷,盖内密封过多,卷边内夹入杂物,由于头道封口轮调得太紧,引起罐盖折边过长。紧密度不符合要求,原因是一道封口轮曲线不合
理,封口轮调整不合适,一道封口轮曲线磨损严重,罐盖承胶面形状不合理或罐盖承胶面有皱纹,封口轮轴承运转不灵活等。 卷边损伤——卷边部位外表的损伤或涂层的脱落,原因是一道封口轮曲线不合理,一道或二道封口轮卷封曲面的光洁度低或轮调整紧等。
卷边式封口机械二重卷边原理
6.4.1卷边原理 卷边封口机是指用滚轮将金属盖与包装容器开口处相互卷曲勾合来封闭包装容器的机器,又称封罐机。金属罐头的封口都是采用这种方法,即金属罐。它通常用镀锡铁板(俗称马口铁)或铝板制造,其板材是经过轧压加工的,金属组织结构致密,具有强度高、铺性大、加工性能优良、罐体的容重比(即体积同罐体重量之比)大等特点。马口铁三片罐大多使用低碳马口铁板,分别制造出带凸缘的罐身和罐盖,并在罐盖凸缘的封口结合部位涂上橡胶或树脂材料配制的胶液,形成具有弹韧性的密封用薄膜层,采用双重卷边封a法将罐身与罐盖的凸缘卷封成坚固牢实的密封性封底连接。已封底的罐筒体称为空罐,经检验合格后方可供充填产品。铝质2片罐直接采用挤压加工法制造而成空罐。 卷边有二重卷缝(或称双重卷缝)、三重卷缝等形式,其中以二重卷边封口居多。图6 -19所示为二重卷边封口原理图。 6.4.1.1二重卷边的形成过程 如图6-19所示,先将加了盖的罐体由送罐机输送至封罐机工作台的上、下压头间压住。随后由传动机构及卷封径向送进装置的作用,头道卷边滚轮首先移近并接触罐身,随着头道卷边滚轮继续向罐身中心移动,将罐盖的卷封凸缘滚挤至罐身筒体的凸缘之下,逐渐产生弯曲并相互逐渐钩合成要求形状;完成头道卷边封口的滚轮便立即退开;二道卷边滚轮在凸轮作用下向罐中心做径向送进运动,对已卷曲的罐身和罐盖凸缘进一步进行滚压,使其形成更紧密的封口,完成双重卷边封口的整个过程。 6.4. 1. 2卷边滚轮的形状 卷边封口的总径向进给距离对于每种规格的罐是固定值,它分别由头道卷封作业和二道滚封作业先后完成。根据卷边封口中罐身和罐盖封边凸缘变形卷曲程度和确保卷边封接缝的高质量,一般使头道卷边时卷边滚轮的径向进给距离为总的径向进给距离的80% ,二道卷封作业滚轮的径向进给距离则为总径向进给距离的20%。由于2个卷边滚轮向罐身中心移动的距离有很大差别,因此两道卷边滚轮的沟槽有不同的形状,头道卷边滚轮的沟槽窄而深,二道卷边滚轮的沟槽宽而浅,如图6-19所示。 卷边滚轮的轮槽工作表面在卷封作业中与罐盖、罐身的卷封凸缘直接接触,并受滚、挤压作用,容易使轮槽表面磨损、疲劳和胶合失效,因此,卷封滚轮的轮槽工作表面应具有高的硬度、高的强度和低的表面粗糖度。制造卷封滚轮用材料为优质钢、合金钢或工具钢,要进行热处理或表面化学热处理,提高其表面硬度、强度和抗磨性能。 卷边封口作业中,卷封滚轮与罐间的相对运动一般有2种形式: (1)罐与压头转动,卷封滚轮做径向送进; (2)罐与压头不转动,卷封滚轮既向罐身中心做径向运动又绕着罐体中心做回转运动。 在第1种形式中,罐身绕自身轴线转动,容易使罐内物料因离心力而被甩出罐外,造成
自动控制原理基础教程 第三版 胡寿松 第三章
3-1 设随动系统的微分方程为:T x 0 + x 0 = K2u u = K1[r(t) ?x f ] T f x f + x f = x0 其中T,T f, K2 为正常数。如果在外作用r(t)=1+t 的情况下,使x0 对r(t)的稳态误差不大于正常数ε0 ,试问k1 应满足什么条件? 见习题3-20 解答 3-2 设系统的微分方程式如下: (1)0.2c (t) = 2r(t) (2)0.04c (t) + 0.24c (t) + c(t) = r(t) 试求系统的单位脉冲响应k(t)和单位阶跃响应h(t)。已知全部初始条件为零。解:(1)因为0.2sC(s) = 2R(s)单位脉冲响应:C(s) = 10/ s k(t) = 10 t ≥ 0单位阶跃响应h(t) C(s) = 10/ s2h(t) = 10t t ≥ 0 (2)(0.04s2 + 0.24s +1)C(s) = R(s)C 单位脉冲响应:C k t 单位阶跃响应h(t) C(s) = s[(s + 253) 2 +16] = 1s ?(s +s3+)26 +16 h t 3-3 已知系统脉冲响应如下,试求系统闭环传递函数Φ(s)。 (1)k(t) = 0.0125e?1.25t
(2)k(t) = 5t +10sin(4t + 450 ) (3)k(t) = 0.1(1?e?t /3 )解: (1)Φ(s) = 0.0125 s +1.25 (2)k(t) = 5t +10sin4t cos450 +10cos4t sin450 Φ(s) = s 52 + 5 2 s2 +416 + 5 2 s2 +s 16 = s52 + 5 2 ss2 ++16 4 (3)Φ(s) = 0.1 ?0.1 s s +1/3 3-4 已知二阶系统的单位阶跃响应为 h(t) =10 ?12.5e?1.2t sin(1.6t + 53.1o ) 试求系统的超调量σ%、峰值时间tp和调节时间ts。 解:h(t) = 1?1 2 e?ξωn t n 1?ξβ= arccosξσ% = e?πξ/ p 1?πξ2ωn t s =ξω3.5nξ= cosβ= cos53.10 = 0.6 σ% = e?πξ/ 1?ξ2 = e?π0.6/ 1?0.62 = e?π0.6/ 1?0.62 = 9.5%π π t p = 2ωn = 1.6 =1.96(s)1?ξ t s = 3. 5 == 2.92(s) ) 1 sin(2β ω ξ+ ?t 2 1ξ?t=
卷边式封口机
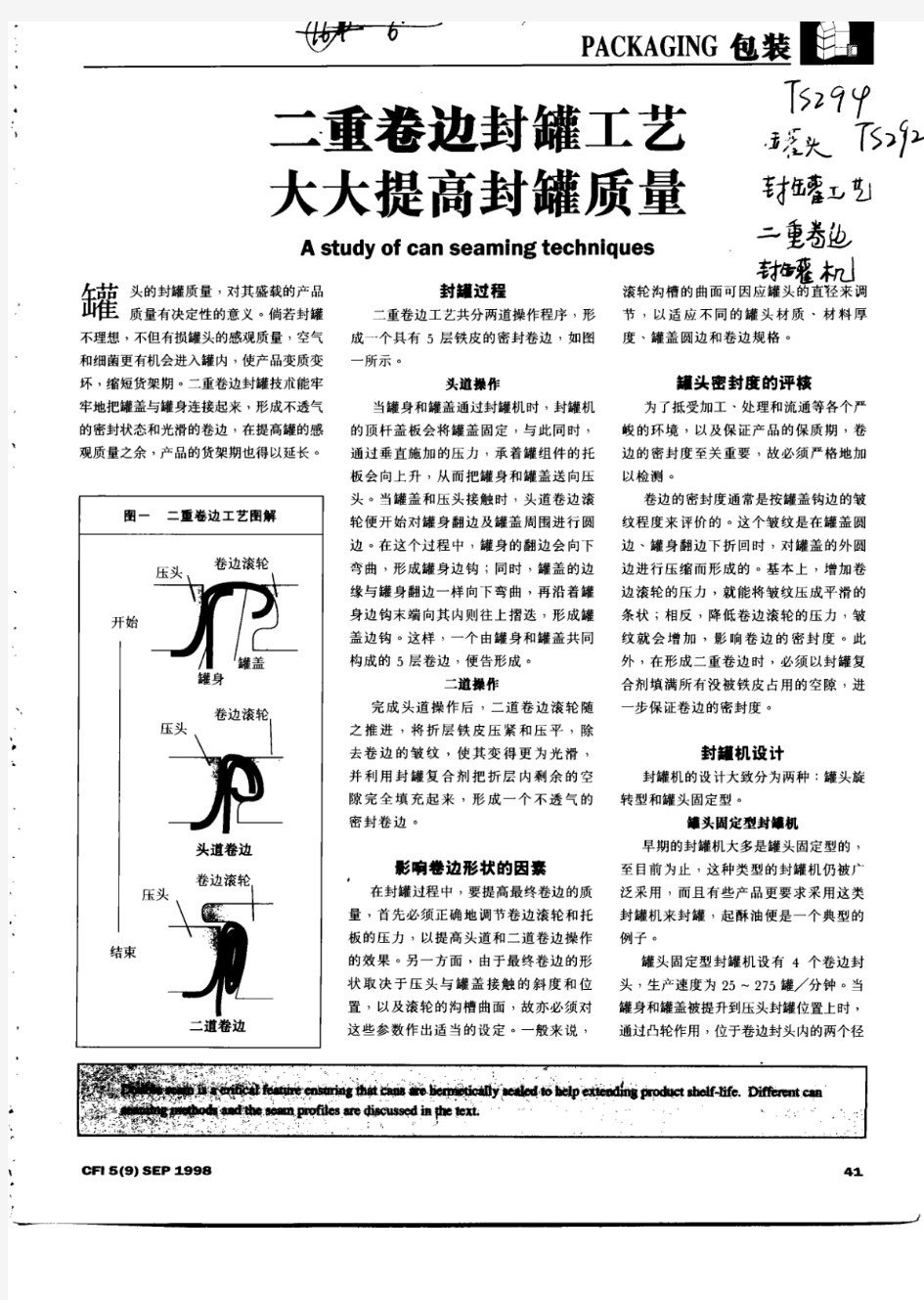
卷边式封口机 卷边式封口机通常用于金属罐的封口,习惯上称之为封罐机。金属罐常用二重卷边法即将罐身和罐盖的结合边缘弯折变形,互相紧密钩合,实现密封封口。 一、二重卷边的形成过程 使罐体与罐盖的周边牢固、紧密钩合而形成的五层(罐盖三层、罐体两层)卷边缝自边缝的过程,称作二重卷边。为了提高罐体与罐盖的密封性,在盖子内侧预先涂上一层弹性胶膜(如硫化乳胶)或其他填充材料。 二重卷边大多采用滚轮进行两道滚压作业完成。 (1)头道卷边见图1,在未卷边前的位置如实线所示,头道卷边结束后则如虚线所示。当罐盖和压头接触时,头道卷边辊轮便开始对罐身翻边及罐盖周围进行圆边。在这个过程中,罐身的翻边会向下弯曲,形成罐身边钩;同时,罐盖的边缘与罐身翻边一样向下弯曲,再沿着罐身边钩末端向其内侧住上折叠,形成罐盖边钩。这样,一个由罐身和罐盖共同构成的5层卷边,便告形成。注意:当沿径向进给3.22mm 左右时,头道卷边滚轮立即离开,此时二道卷边滚轮继续沿罐盖的边缘移动,如图2所示。 (2)二道卷边开始位置见图2(a),结束位置见图2(b)。二道卷边能使罐美盖 和罐体的钩合部分进一步压紧、压平,除去卷边的皱纹,使其变得更为光滑,其沿径向进给量为0.8mm左右,两次进给量共约4mm。 由此可见,头道和二道卷边滚轮的结构形状不同。通常,头道卷边滚轮的沟槽窄而深,而二道卷边滚轮的沟槽则宽而浅。 二、卷封机构 为了形成二重卷边,作为执行构件的卷边滚轮相对于罐身必须完成某种特定的运动。 若卷封圆形罐,卷边滚轮相对罐身应同时完成两种运动,即周向旋转运动和径向进给运动。 若卷封异形罐,卷边滚轮相对罐身应同时完成三种运动,即周向旋转运动、径向进给正动和按异形罐的外形轮廓所作的仿型运动。 两道卷边滚轮相对罐身所作的卷边运动是通过卷封机构实现的,由于实现这种运动有多种组合方式,因而出现不同结构的卷封机构。 三、影响二重卷边的主要因素 1.影啊二重卷边的基本因素
14空罐二重卷封结构检验
空罐二重卷封结构检验 1 目的 确保空罐二重卷封结构符合工艺标准要求。 2 适用范围 适用于已封盖空罐二重卷封的检验。 3 检验仪器及试剂 3.1 仪器: 二重卷封投影仪(厂家: 天津澳玛, 型号:GJY-30、精度: 0.01mm 、 );切割机(厂家:天津澳玛,) 3.2 试剂:无 4 安全要求 4.1 在罐路抽检过程中,防止伤到手指。 4.2 在罐路上抽罐过程中注意脚下打滑,造成摔伤。 5 抽样及判定 6 检验步骤 6.1 在卷封机出口转盘处按照压头的编号顺序抽取一组空罐,用记号笔标明顺序号。如图1。 6.2 每一只样罐二重卷封结构取 3点检测,检测点的分布位置。如图 2。 6.3 将样罐卷封上沿卡放在切割机 V 型固定夹槽之间。如图 4。 6.4 按下电源键,启动切割机电机。右手按住紧固的空罐,向前推动,防止切割过程震动或样罐脱离固端。 6.5 使用专用工具将切好的卷封向内顶进去,形成 U 型的缺口。用橡皮将切口截面的铁屑 擦掉,以保证投影图形的清晰。如图 4。 6.6 检测系统操作步骤: 启动GJY-30二重卷边投影仪, 显示屏上是23单色,将放大倍数调至30,视场5—6mm,分辨率1 0线对∕mm 。
6.7 将卷封切割截面放在投影仪的投影光源处,调整罐体的位置,使卷封投影图形清晰。如 图5。移动游标卡尺,读取BH长度、CH长度、OL长度、W宽度的数值并准确记录。图6。 6.8 其他部位的检测可按照6.3-6.7步骤进行。 图1 按照卷封机压头编号顺序抽样图2 卷封测量点分布 图3 将切好的卷封向内顶进去图4 将样罐固定在切割机V型夹槽里 图5 卷封截面放在投影光源处图6 卷封结构各项指标检测结果 7 记录 8 异常处理 8.1 每一只样罐测量三个部位,在检测的三个部位中只要有一个部位的测量结果不符合标准 要求,则判定该只样罐二重卷封结构不合格。在卷封检测的指标中以叠接长度、叠接率为合
封管实验报告
封罐过程及马口铁二重卷边检查实验 05食品科学与工程(食品营养方向2班)江玉颖200530600603 摘要本实验通过操作台式封罐机,认识了解封罐机二个滚轮的沟槽的形状及 在二重卷缝中它们的作用和运动状况。加深对封罐机结构的了解,同时提高实践技能。通过剖开已封好的罐头,检查罐的封口结构的质量。 关键词二重卷边封罐质量迭接率紧密度 1前言 常用的食品包装容器一一马口铁罐、铝箔罐的底和盖都是采用二重卷缝(double seams)的办法进行密封的。罐体和罐身之间进行卷合过程,称为二重卷边作业过程。二重卷缝质量检查主要分为外观质量检查和卷边剖开检查两部分。在生产过程中,应按时对罐头二重卷缝质量进行抽样检查,及时发现问题,及时加以纠正。 2实验材料、仪器与设备 2.1 实验材料 5133型罐,202型罐盖 2.2 实验仪器与设备 手板式封罐机,扳手,未封盖的三片罐以及检测工具,罐盖切割机,卡尺、锉刀、钳子,显微镜、多媒体电脑 2.3 实验方法 2.3.1 观察滚轮行状,找出头道滚轮和二道滚轮。 2.3.2操作台式封罐机,封罐3个。 2.3.3外观质量检查 用游标卡尺测量二重卷缝的各种尺寸,如卷边厚度、卷边宽度、埋头度等,把所测数据填入表1中。 用肉眼观察卷边外部的全周有无假封、大塌边、快口、卷边“牙齿”、铁舌、卷边碎裂、跳封、卷边不完全、双线、垂唇、填料挤出等现象,其中对垂唇、铁舌、卷边“牙齿”等必要时须进行计量检测。将观察到的缺陷填入表1中。 2.3.4 封口结构质量检查 在封口结构的三个部位用卷边切割机或卷边专用锯切取卷边截面,用剪刀剪下,用显微镜和多媒体电脑检测接缝对面卷边截面的身钩长度、盖钩长度、理论叠接长度和叠接长度,算出叠接率:测量卷边截面的身钩和盖钩长度。再用锉刀
自动控制原理基础教程第三版胡寿松第一章课后答案
1-2 仓库大门自动控制系统原理示意图。试说明系统自动控制大门开闭的工作原理,并画出系统方框图。 题1-2图仓库大门自动开闭控制系统 解当合上开门开关时,电桥会测量出开门位置与大门实际位置间对应的偏差电压,偏差电压经放大器放大后,驱动伺服电动机带动绞盘转动,将大门向上提起。与此同时,和大门连在一起的电刷也向上移动,直到桥式测量电路达到平衡,电动机停止转动,大门达到开启位置。反之,当合上关门开关时,电动机反转带动绞盘使大门关闭,从而可以实现大门远距离开闭自动控制。系统方框图如下图所示。 1-4 题1-4图为水温控制系统示意图。冷水在热交换器中由通入的蒸汽加热,从而得到一定温度的热水。冷水流量变化用流量计测量。试绘制系统方块图,并说明为了保持热水温度为期望值,系统是如何工作的?系统的被控对象和控制装置各是什么? 题1-4图水温控制系统原理图 解工作原理:温度传感器不断测量交换器出口处的实际水温,并在温度控制器中与给定温度相比较,若低于给定温度,其偏差值使蒸汽阀门开大,进入热交换器的蒸汽量加大,热水温度升高,直至偏差为零。如果由于某种原因,冷水流量加大,则流量值由流量计测得,通过温度控制器,开大阀门,使蒸汽量增加,提前进行控制,实现按冷水流量进行顺馈补偿,
保证热交换器出口的水温不发生大的波动。 其中,热交换器是被控对象,实际热水温度为被控量,给定量(希望温度)在控制器中设定;冷水流量是干扰量。 系统方块图如下图所示。这是一个按干扰补偿的复合控制系统。 1-5 题1-5图为工业炉温自动控制系统的工作原理图。分析系统的工作原理,指出被控对象、被控量及各部件的作用,画出系统方框图。 题1-5图 炉温自动控制系统原理图 解 加热炉采用电加热方式运行,加热器所产生的热量与调压器电压c u 的平方成正比,c u 增高,炉温就上升,c u 的高低由调压器滑动触点的位置所控制,该触点由可逆转的直流电动机驱动。炉子的实际温度用热电偶测量,输出电压f u 。f u 作为系统的反馈电压与给定电压r u 进行比较,得出偏差电压e u ,经电压放大器、功率放大器放大成a u 后,作为控制电动机的电枢电压。 在正常情况下,炉温等于某个期望值T °C ,热电偶的输出电压f u 正好等于给定电压r u 。此时,0=-=f r e u u u ,故01==a u u ,可逆电动机不转动,调压器的滑动触点停留在某个合适的位置上,使c u 保持一定的数值。这时,炉子散失的热量正好等于从加热器吸取的热量,形成稳定的热平衡状态,温度保持恒定。 当炉膛温度T °C 由于某种原因突然下降(例如炉门打开造成的热量流失),则出现以下的控制过程,控制的结果是使炉膛温度回升,直至T °C 的实际值等于期望值为止。 ?→T C ?→↑→↑→↑→↑→↑→↓→↓T u u u u u c a e f θ1C ↑ 系统中,加热炉是被控对象,炉温是被控量,给定量是由给定电位器设定的电压r u (表征炉温的希望值)。系统方框图见下图。
易开盖卷封技术
封口工序 封口是在包装容器内维持真空的条件下,食品与外界环境隔绝不再因受外界空气及微生物的污染而引起腐败,密封质量不符合要求会使食品与空气接触而氧化变质。马口铁罐封口方法是双重卷边法——用两个具有不同沟槽形状的卷封滚轮,将预先翻边的罐身与法兰状的罐盖内侧周边相互卷曲、钩合。玻璃罐主要采用旋合式封口——利用夹爪、摩擦轮或摩擦带,使带凸爪的金属瓶盖与瓶口有螺旋凸缘的玻璃瓶相对转动并使其沿螺旋线轴向移动,以使盖顶的密封胶紧紧压在瓶口端部而形成封口。软罐头主要采用热封封口。封口质量的问题分别有以下几个方面: (1)二重卷边封口不严的原因: 假卷——卷边身钩与盖钩没有咬合,问题是在罐身的运输与传送过程中引起的翻边损坏,罐身翻边形状不合格,罐盖圆边缺陷或损坏,封口时罐盖未对准罐身等。 大塌边——封罐时由于罐身或罐盖边缘严重碰瘪,使罐身与罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出,原因是在罐身运输的输送过程中造成的翻边损坏,罐身翻边形状不合格,罐盖圆边损坏或圆边过大,封口时罐盖未对准罐身等。 跳封——由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧,原因是封罐机运行速度太快,二道封口轮缓冲弹簧太软,罐身接缝处太厚等。 卷边不完全——由于罐盖在压头上打滑或封口滚轮转动不良等原因造成的局部卷边未完全压紧,其特点是卷边的一部分有正常的厚度,一部分则超厚。原因是托盘压力偏小,罐盖与压头的尺寸或锥度不合适,压头磨损,压头轴高度调节不当,与托盘之间间距过大,托盘弹簧失灵,压头或托盘上有油,压头轴向有窜动,定位不准等。 卷边“牙齿”——盖钩和身钩未叠接,在卷边下缘所形成的V形或突出,原因是一道封口轮的封口曲线不理想,预封机或头道封口滚轮调得太松,封口轮磨损。二道封口轮调得太紧会加剧牙齿缺陷,罐盖造形设计不理想,罐盖在承胶面上有皱纹,卷边内夹入杂物或罐盖内密封胶过多,托盘压力太大,实罐罐装量过多,封口轮轴承运转不灵活等。 卷边碎裂——罐身接缝处卷边外层铁皮断裂,原因是二道封口轮调得太紧,罐盖材料有缺陷,盖内密封过多,卷边内夹入杂物,由于头道封口轮调得太紧,引起罐盖折边过长。紧密度不符合要求,原因是一道封口轮曲线不合理,封口轮调整不合适,一道封口轮曲线磨损严重,罐盖承胶面形状不合理或罐盖承胶面有皱纹,封口轮轴承运转不灵活等。 卷边损伤——卷边部位外表的损伤或涂层的脱落,原因是一道封口轮曲线不合理,一道或二道封口轮卷封曲面的光洁度低或轮调整紧等。 (2)玻璃瓶封口不严的原因:进瓶转盘与护瓶架之间的间隙大小不均或整机动作不协调而引起破瓶。搓拧皮带带速过大使瓶口压破或带速过小使瓶盖密封不严等。 (3)热封袋口密封不牢或封口处于烧穿或破损的原因:前者主要是由于封口温度太低或封口压力及热封时间不够;袋口有杂物使封口不牢;热封器粘结熔化了的塑料;制袋时成形器与材料没有对中,使袋接缝边没有对齐。后者主要是热封时间过长或温度过高或压力过大所引起。
卷边式封口机综述
卷边式封口机综述 摘要:封口机是将充填有包装物的容器进行封口的机械。卷边式封口机通常用于金属罐的封口,习惯上称之为封罐机。金属罐的密封通常是指罐身的翻边和罐盖的圆边在封口机中进行卷封,使罐身和罐盖紧密结合。[1]二重卷边法即将罐身和罐盖的结合边缘弯折变形,互相紧密钩合,实现密封封口。 关键词:二重卷边;封口;压头;托盘 Crimping Sealer Review Class: 12 Food (2) Name: Zheng Yong student number: 1202062004 Abstract: The sealer is filled with containers were sealed packaging machinery. Crimping sealer usually used for metal cans sealed customary call seamer. Metal cans sealed cans usually refers to the circular flange and lid edges volume enclosed in sealing machine, making cans and lids closely. [1]The law is about double seamed cans and lids binding edge bending deformation, hooking each other closely to achieve a hermetic seal. Keywords: double seamed; seal; ram; tray 前言: 包装过程包括充填、裹包、封口等主要工序,以及与其相关的前后工序,如清洗、堆码和拆卸等此外,包装还包括计量或在包装件上盖印等工序。使用机械包装产品可提高生产率,减轻劳动强度,适应大规模生产的需要,并满足清洁卫生的要求。金属罐的使用始于1810年,英国人Peter Durand[2]首先使用镀锡薄钢板制造空罐,并获得专利。当时仅用剪刀和烙铁等工具进行手工制作。1849年,美国人Henry Evans发明了底盖冲床,奠定了三片罐造技术的基础。1852年Steranson发明了底盖焊接机,1887年制成了罐身制造机,1893年发明了二重卷边封口机。随着科学技术的发展、制罐设备的不断改进,各式各样的封口机得到了迅速发展。同时人们生活水平的提高和生活质量的改进,对商品多样化、功能化和个性化的需求日趋明显。为了适应市场上多种类型多种层次用户的需求,
马口铁罐封口质量 文档 (2)
影响二重卷边封口质量原因: 假卷——卷边身钩与盖钩没有咬合,问题是在罐身的运输与传送过程中引起的翻边损坏,罐身翻边形状不合格,罐盖圆边缺陷或损坏,封口时罐盖未对准罐身等。大塌边——封罐时由于罐身或罐盖边缘严重碰瘪,使罐身与罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出,原因是在罐身运输的输送过程中造成的翻边损坏,罐身翻边形状不合格,罐盖圆边损坏或圆边过大,封口时罐盖未对准罐身等。 跳封——由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧,原因是封罐机运行速度太快,二道封口轮缓冲弹簧太软,罐身接缝处太厚等。 卷边不完全——由于罐盖在压头上打滑或封口滚轮转动不良等原因造成的局部卷边未完全压紧,其特点是卷边的一部分有正常的厚度,一部分则超厚。 原因是托盘压力偏小,罐盖与压头的尺寸或锥度不合适,压头磨损,压头轴高度调节不当,与托盘之间间距过大,托盘弹簧失灵,压头或托盘上有油,压头轴向有窜动,定位不准等。 卷边“牙齿”——盖钩和身钩未叠接,在卷边下缘所形成的V形或突出,原因是一道封口轮的封口曲线不理想,预封机或头道封口滚轮调得太松,封口轮磨损。二道封口轮调得太紧会加剧牙齿缺陷,罐盖造形设计不理想,罐盖在承胶面上有皱纹,卷边内夹人杂物或罐盖内密封胶过多,托盘压力太大,实罐罐装量过多,封口轮轴承运转不灵活等。 卷边碎裂——罐身接缝处卷边外层铁皮断裂,原因是二道封口轮调得太紧,罐盖材料有缺陷,盖内密封过多,卷边内夹人杂物,由于头道封口轮调得太紧,引起罐盖折边过长。紧密度不符合要求,原因是一道封口轮曲线不合理,封口轮调整不合适,一道封口轮曲线磨损严重,罐盖承胶面形状不合理或罐盖承胶面有皱纹,封口轮轴承运转不灵活等。 卷边损伤——卷边部位外表的损伤或涂层的脱落,原因是一道封口轮曲线不合理,一道或二道封口轮卷封曲面的光洁度低或轮调整紧等。
封口作业规程
1.铁听罐头 1.1封口操作及质量检查要求 1.1.1封口机开机前,应对各油杯,油孔和滚轮轴承加入食用油,并转动手轮带动机头转动数圈,检查各部件是否正常。生产过程中,每次调机校车后,特别是调整压头或调紧滚轮后,也应先转动手轮,情况正常后方可开机运转。 1.1.2开机空车运转,进一步观察各部位运转情况,并开启真空试封一罐,进行卷边结构外观检查和三率检测,检测结果记录于“罐头二重卷边解剖检验原始记录”、“罐头二重卷边目测检验原始记录”。卷边质量符合要求后才投入正式生产,否则要停机校车,直至合格。校车时记录于“封口机校车记录”。 1.1.3正常生产时,应设专人逐罐检查卷边外观质量,封口操作工每半小时及生产结束前每机头取1罐目测检查封口及外观质量,封口专职检验员每2小时及生产结束前每机头取1罐解剖检测卷边结构,并做好检测记录。 1.1.4检测中发现质量缺陷必须立即停机校车,校车后经检验合格方可进行生产。停机校车必须做详细的检测记录和校车记录。 1.1.5封罐时封罐机上的真空表一般要求在0.035Mpa以上,封口专职检验员每小时对每台封罐机检查记录一次封罐机的真空度、汤温和罐中心温度,记录于“排气后罐头中心温度及真空封罐机真空度检查记录”。 1.1.7发现严重质量缺陷时,除了立即停机校车外,还必须扩大一倍抽样复验,复验仍有问题时,应将从上一次检测时间至本次检测之间的全部产品隔离,并通知相关部门进行分析、评估。具体操作按《封口偏差处理程序》执行。 1.1.8生产过程中,除按规定做好卷边质量的外观检查和解剖检测外,操作人员和检验员还应经常注意充填物料是否正确和是否加满,罐盖代号是否正确,真空度是否符合要求。 1.1.9封口后应有专人逐罐检查封口外观质量,剔除废次品罐,并经常抽查净重。剔除的次品罐应放入盛装不合格品的红色塑料箱或有不合格标识的专用容器内。 1.1.10对封口外观检查剔除的不合格品罐应及时作开罐处理。开罐后的原料应经严格的清洗检查,并经检验员确认后或经金属探测仪检查后方可重新装罐。 1.1.11充填: a.要求封口前每罐加满。 b.封口加汤的过滤布每4小时应拆下检查清洗(有用到过滤布得产品)。生产结束后所有的汤水管阀门都要开启,并用热水冲洗管道内壁。锅内剩余的汤汁应排净,不宜放置过夜使用。所有生产工器具按卫生要求清洗消毒。 c.当六叉内有未封口的罐头时,禁止关闭真空,防止因突然关闭真空时把真空室内的油垢倒吸入罐内。 d.按规定做好封口机的卫生清洗和加油保养工作。特别要注意保持真空室内干净,禁止有油垢或装罐物料的堆积现象。 1.2卷边质量的要求