木工刀具加工方式介绍 一

木工刀具加工方式介绍一
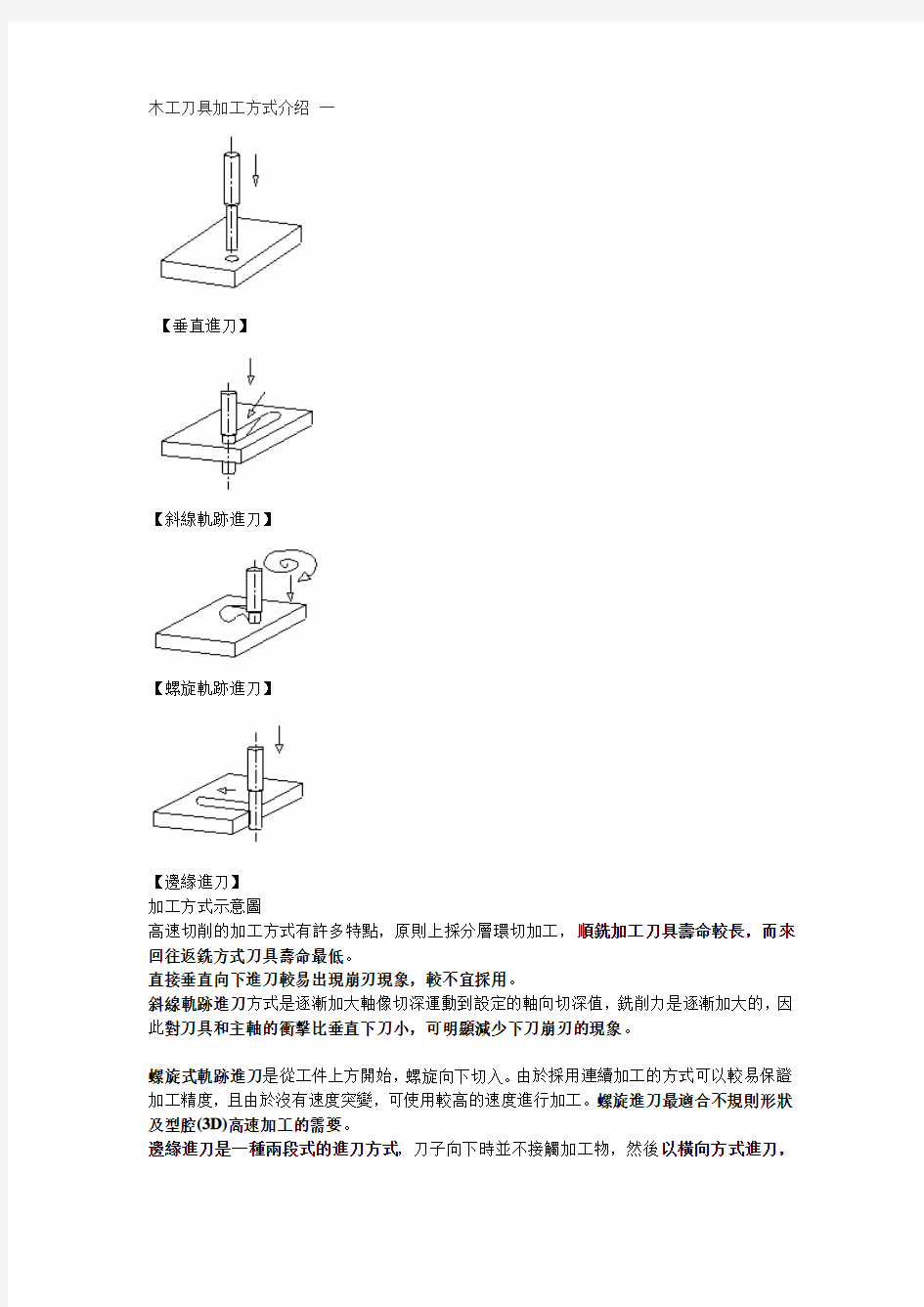
【垂直進刀】
【斜線軌跡進刀】
【螺旋軌跡進刀】
【邊緣進刀】
加工方式示意圖
高速切削的加工方式有許多特點,原則上採分層環切加工,順銑加工刀具壽命較長,而來回往返銑方式刀具壽命最低。
直接垂直向下進刀較易出現崩刃現象,較不宜採用。
斜線軌跡進刀方式是逐漸加大軸像切深運動到設定的軸向切深值,銑削力是逐漸加大的,因此對刀具和主軸的衝擊比垂直下刀小,可明顯減少下刀崩刃的現象。
螺旋式軌跡進刀是從工件上方開始,螺旋向下切入。由於採用連續加工的方式可以較易保證加工精度,且由於沒有速度突變,可使用較高的速度進行加工。螺旋進刀最適合不規則形狀及型腔(3D)高速加工的需要。
邊緣進刀是一種兩段式的進刀方式,刀子向下時並不接觸加工物,然後以橫向方式進刀,
以避免垂直進刀的發生。另外在CNC機器上,邊緣進刀的電腦程式相對的比斜線軌跡進刀程式容易編寫。
加工中心常用刀具参数
加工中心常用刀具参数(普通机) 刀具转速进刀切削吃刀量退刀 d32r5 1900 1500 1800 0.6 1300 d25r5 2100 1300 1500 0.6 1200 d20r5 2200 1100 1300 0.5 800 d16r0.5 2400 1000 1100 0.4 800 d12r0.5 2600 800 1000 0.35 600 d10r0.5 2800 700 800 0.35 600 d8r0.5 3000 600 600 0.3 500 d6r0.5 3200 450 500 0.25 400 d12 2800 800 1000 0.35 600 d10 2800 700 800 0.35 600 d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600 d10r5 3600 700 800 0.25 600 d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400 d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250 加工中心常用刀具参数(高速机) 刀具转速进刀切削吃刀量退刀 d16r0.5 6500 1000 1100 0.35 800 d12r0.5 7000 800 1000 0.3 600 d10r0.5 7500 700 800 0.3 600 d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400 d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200 d12r6 8500 600 800 0.25 600 d10r5 8800 500 650 0.2 600 1
刀具分类
一、刀具分类 刀具材料的种类很多,常用的材料有工具钢、硬质合金、陶瓷和超硬材料四大类。 1、碳素工具钢 碳素工具钢是指碳的质量分数为0.65%~1.35%的优质高碳钢。用做刀具的牌号一般是T10A和T12A。常温硬度60~64HRC。当切削刃热至200~250℃时,其硬度和耐磨性就会迅速下降,从而丧失切削性能。碳素工具钢多用于制造低速手用工具,如锉刀、手用锯条等。 2、合金工具钢 为了改善碳素工具钢的性能,常在其中加入适量合金元素如锰、铬、钨、硅和钒等,从而形成了合金工具钢。常用牌号有9SiCr、GCrl5、CrWMn等。合金工具钢与碳素工具钢相比,其热处理后的硬度相近,而耐热性和耐磨性略高,热处理性也较好。但与高速钢相比,合金工具钢的切削速度和使用寿命又远不如高速钢,使其应用受到很大的限制。因此,合金工具钢一般仅用于取代碳素工具钢,作一些低速、手动刀具,如手用丝锥、手动铰刀、圆板牙、搓丝板等。 3、高速钢 高速钢是一种含钨、铝、铬、钒等合金元素较多的高合金工具钢。高速钢主要优点是具有高的硬度、强度和耐磨性,且耐热性和淬透性良好,其允许的切削速度是碳素工具钢和合金工具钢的两倍以上。高速钢刃磨后切削刃锋利,故又称之为“锋钢”和“白钢”。高速钢是一种综合性能好、应用范围较广的刀具材料,常用来制造结构复杂的刀具,如成形车刀、铣刀、钻头、铰刀。拉刀、齿轮刀具等。 高速钢按其用途和性能不同,可分普通高速钢和高性能高速钢;按其化学成分不同,又可分为钨系高速钢和钨钼系高速钢。 1) 普通高速钢是指加工一般金属材料用的高速钢。常用牌号有W18Cr4V和W6Mo5Cr4V2。 ① W18Cr4V属钨系高速钢,它具有性能稳定,刃磨及热处理工艺控制方便等优点,但因钨价较高,且使用寿命短故使用较少。 ② W6Mo5Cr4V2属钨钼系高速钢,它的碳化物分布均匀,抗弯强度,冲击韧度和高温塑性都比W18Cr4V好,但磨削工艺略差。因其使用寿命长、价格低,故被广泛使用。 2) 高性能高速钢是在普通高速钢中再加入一些合金元素,以进一步提高它的耐热性、耐磨性。其切削速度可达50~lOOm/min。主要用于不锈钢、耐热钢、高强度钢等难加工材料的切削加工。有高钒高速钢和超硬高速钢等。 ①高矾高速钢(W12Cr4V4Mo)由于钒、碳含量的增加提高了耐磨性,刀具寿命比普通高速钢提高2~4倍,但是随着钒含量的提高使其磨削性能变差。故使用较少。 ②超硬高速钢是为了加工一些难以加工的材料而发展起来的。其常温硬度。高温硬度、耐热性和耐磨性都比普通高速钢高,具有良好的综合性能,可以加工
常用刀具材料分类、特点及应用
常用刀具材料分类、特点及应用 刀具材料的切削性能直接影响着生产效率、工件的加工精度、已加工表面质量和加工成本等,所以正确选择刀具材料是设计和选用刀具的重要容之一。 1.刀具材料应具备的性能 金属切削时,刀具切削部分直接和工件及切屑相接触,承受着很大的切削压力和冲击,并受到工件及切屑的剧烈摩擦,产生很高的切削温度,即刀具切削部分是在高温、高压及剧烈摩擦的恶劣条件下工作的。因此,刀具切削部分材料应具备以下基本性能。 1.1 高的硬度和耐磨性 硬度是刀具材料应具备的基本特性。刀具要从工件上切下切屑,其硬度必须比工件材料的硬度大。 耐磨性是材料抵抗磨损的能力。一般来说,刀具材料的硬度越高,耐磨性就越好。组织中硬质点(碳化物、氮化物等)的硬度越高,数量越多,颗粒越小,分布越均匀,则耐磨性越高。但刀具材料的耐磨性实际上不仅取决于它的硬度,而且也和它的化学成分、强度、纤维组织及摩擦区的温度有关。 1.2 足够的强度和韧性 要使刀具在承受很大压力,以及在切削过程常要出现的冲击和振动的条件下工作,而不产生崩刃和折断,刀具材料就必须具有足够的强度和韧性。 1.3 高的耐热性 耐热性是衡量刀具材料切削性能的主要标志。它是指刀具材料在高温下保持硬度、耐磨性、强度和韧性的性能。 1.4 导热性好 刀具材料的导热性越好,切削热越容易从切削区散走,有利于降低切削温度。刀具材料的导热性用热导率表示。热导率大,表示导热性好,切削时产生的热量就容易传散出去,从而降低切削部分的温度,减轻刀具磨损。
1.5 具有良好的工艺性和经济性 既要求刀具材料本身的可切削性能、耐磨性能、热处理性能、焊接性能等要好,且又要资源丰富,价格低廉。 2.常用刀具材料分类、特点及应用 刀具材料可分为工具钢、高速钢、硬质合金、瓷和超硬材料等五大类。常用刀具材料的主要性能及用途见表2-1。
木工刀具
在整个21世纪中,金属切削加工仍是机械制造业的主导方法,切削加工(包含磨削)不仅占其90%以上的份额,而且刀具消耗费用占制造成本的2%~5%。无论是专机设备还是柔性制造单元,CNC制造系统都是当今金属切削工业中的主流。而在CNC 制造系统中,工具刀柄和切削刀具的投入可占整个系统投入的10%甚至更多。柔性制造单元和专机设备系统的效率和能力在很大程度上取决于所采用的刀具和工具辅助系统的技术水平。 一、全球机械加工工业市场、机床市场和切削刀具工业 全球机械加工工业市场变得既活跃又具有过度的全球竞争性。在贸易和技术的频繁往来之中,发达国家与发展中国家在竞争能力上的差别也日趋混同。同时,对产品的低成本、高性能、高品质、更快捷的交货期的需求,使新产品和新技术的发展有了史无前例的发展速度和空间。 近年来,金属切削和金属成型机床的消费市场从390亿美元减少到360亿美元,其原因之一是加工中心的广泛使用。在美国加工中心的拥有量由20世纪80年代初的11%提高到现在的25%。在世界范围内,预期在1998年到2005年将由45亿美元可望达到66亿美元。在此同时,传统的铣削机床市场预计在同期内将从16亿美元下降到15亿美元。在未来的十年中,超过50%的制造业的加工需求可能将由加工中心来完成。 世界切削工具的市场份额约为100亿美元,预计工具的消耗量在近期内将每年增长3%以上。1998年世界切削工具市场消耗比率如下:铰刀2%、拉刀/滚刀7%、合金立铣刀7%、丝锥6%、车刀23%、高速钢立铣刀7%、镗刀8%、锯片11%、钻头12%、铣削刀具17%。随着高速加工理念被人们普遍接受,CBN和金刚石切削刀具的全球需求量预计从1998年的5%到2005年将提高到11%。 2000年,许多刀具制造商都发现硬质合金刀具需求量的增长超过40%以上。这种增长可能标志着HSS刀具越来越多地在许多制造领域内被硬质合金刀具取代而失去了往日的辉煌。 二、国外金属切削刀具的现状和发展态势 1.切削工具材料和涂层技术 不同种类的切削工具材料都有所进步,包括高速工具钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼(PCBN)和聚晶金刚石(PCD)。高速工具钢(HSS) 是高韧性的刀具材料,能制作成其他材料不能制作的各种复杂几何形状和尺寸的锋利切削刀具。而高耐磨性的CBN和PCD超硬材料则适用于高速、小进给量加工。介于上述两种材料之间的是硬质合金、金属陶瓷和陶瓷刀具材料,这些材料广泛使用于各种切削速度和进刀量需求的加工工业领域。 与刀具材料同步发展的还有化学涂层CVD和物理涂层PVD技术,如今几乎75%的硬质合金刀具为涂层刀具,其中CVD涂层约占80%。 当代CVD涂层的特点是多层涂层。其涂层结构包括TiCN、TiC、TiN、ZrCN和Al2O3。通过对CVD工艺的良好控制,刀具制造商现在可提供质量稳定的从5μm到20μm厚度的涂层刀具,以及用于高硬度材料工件加工的单层涂层厚度不超过0.2μm的多层涂层合金刀具。 PVD物理涂层技术使在金属陶瓷和硬质合金基体上的涂层厚度为2μm到5μm的硬质涂层已经进入了商业化。典型的商业化涂层方式包括TiN、TiCN、TiAlN、CrN、TiB2,还有诸如TiN/TiAlN的多层涂层。PVD涂层工艺具有的独特优势是:可以给锐利的切削刃面提供超细晶粒、平滑、低摩擦和防止高温热裂的涂层。 纳米PVD涂层(每层涂层厚度甚至薄到2nm,例如TiN/TiAlN涂层)和纳米复合涂层(TiN或TiAlN纳米结晶被植入Si3N4的矩阵之中)正处于研发阶段。 新近发展的硬质合金刀具涂层包含外部用PVD TiN或者TiAlN涂层与内部CVD TiN/TiCN/TiN涂层的结合。内部CVD涂层可提供极好的基体粘合力和耐磨性,而外部PVD涂层提供一个坚固的、超细晶粒的、不易脆裂的、表面光滑的刀具表层。这种CVD-PVD相互结合的涂层有助于延长刀具在难加工金属材料和钢材加工的断续切削时刀具使用寿命。新型的PVD TiCN或TiAlN涂层的金属陶瓷刀具,在用于车削和铣削钢材、不锈钢和铸铁的精加工和半精加工过程中,其可靠性已经得到改进。它们的化学成分稳定,具有高红硬性和维持高速切削的能力,确保了降低被加工零件的尺寸误差,获得良好的表面质量,高的效率以及
CNC加工中心刀具的选择与切削用量的确定
CNC加工中心刀具的选择与切削用量 的确定 收藏此信息打印该信息添加:佚名来源:未知 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用C AD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。 现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 1.数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。 根据刀具结构可分为: 1)整体式; 2)镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种; 3)特殊型式,如复合式刀具,减震式刀具等。
根据制造刀具所用的材料可分为: 1)高速钢刀具; 2)硬质合金刀具; 3)金刚石刀具; 4)其他材料刀具,如立方氮化硼刀具,陶瓷刀具等 从切削工艺上可分为 : 1)车削刀具,分外圆、内孔、螺纹、切割刀具等多种; 2)钻削刀具,包括钻头、铰刀、丝锥等; 3)镗削刀具; 4)铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。 数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: 1)刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; 2)互换性好,便于快速换刀; 3)寿命高,切削性能稳定、可靠; 4)刀具的尺寸便于调整,以减少换刀调整时间; 5)刀具应能可靠地断屑或卷屑,以利于切屑的排除; 6)系列化,标准化,以利于编程和刀具管理。 2.数控加工刀具的选择
木工加工中心详细介绍(英文对照)
圆盘式自动换刀加工中心 Disk Auto-tool Changer CNC Machine Center 型号:CC-MS1325AD Model: CC-MS1325AD 性能特点FEATURES: 1. 床体钢结构后壁方管焊接,经振动时效处理,坚固耐用,不易变形。 2. Z轴采用德国滚珠丝杆,台湾高精度30方轨,精度高更耐用。X.Y轴采用齿条传动,速度更快,更好的提高效率,节省成本。 3.软件兼容性强,可兼容type3/artcam/castmate/文泰等多种CAD/CAM设计制作软件,具有刀具补偿、中文显示、后台编辑、主轴多点定位、模拟操作显示、故障显示功能。 4.台湾宝元(或者新代)控制系统,操作更简便,斗笠式自动换刀系统,更省时安全。 5.驱动系统采用日本安川伺服电机、驱动器。功能齐全、性能稳定、可靠性高。 6.意大利HSD自动换刀风冷主轴,精度高寿命长。自动换刀系统操作安全,节省时间。 晨灿木工加工中心https://www.360docs.net/doc/263770148.html, 7.手动注油系统,维护、保养更方便。 8.六分区真空吸附吸夹两用台面,加工异形工件更加轻松自如,吸力更强,可达250立方/小时。 9.拥有断点续雕、断点恢复、加工时间预测等功能。 10.软件预处理功能可以纠正软件中的错误,而且和各种国际上用的软件代码有兼容性,比如MASTERCAM, TYPE3 和ARTCAM。3D空间曲线预算法可以保证多线的均匀度,以及曲线的速度和精度.
FEATURES: 1.Whole machine is welded with seamless steel structure; the stability is excellent, not easy to be deformed. 2.Z axis adopts Germany-made ball-screw and Taiwan made H30 linear orbit, with high precisionand long lifetime. X and Y axes adopt rack and pinion transmission, faster working, higher efficiency and low cost. 3. Excellent compatibility: CAD/DAM designing software e.g. Type 3/Artcam/Castmate/Wentai etc. 4. Adopting Taiwan-made Baoyua(LNC)control system, separate keyboard control system and color LCD screen makes the machine have perfect performance. 5. Adopting high-torque Japan-made YASKAMA servo motor and driver, with steady working capability and high positioning precision. 6. Adopting Italy-made HSD air-cooling spindle make the machine have high precision, long life-time and steady working capacity. Auto-tool changer system makes the machine safer and save time. 7. Auto oil-injection system makes the maintenance more convenient. 8. Vacuum table with 6 vacuum zones, which can adsorb different size materials and has strong suction of 23 /hour. 9. Has the function of re-carving after break point and power failure. Has the function of forecasting process time. 10. Advanced file pretreatment function can correct the error in the files and is compatible with the process codes of multiple national and international software.(such as Mastercam, Type3,Arecam) .Advance 3D space curve prediction algorithm can make sure of the evenness of polyline and speed and precision of curve lines. https://www.360docs.net/doc/263770148.html, 适用材料:Applicable industries: 木质加工:加工各种家具如门,窗,橱柜,工艺木门,屏风等 广告:雕刻和切割各种铭牌,亚克力水晶字等。 工艺品:在礼物或者纪念品上雕刻各种图形或语言文字 Wood processing: processing of various furniture such as door, window, cabinet, craft wooden door, screen and so on. Advertisement: engraving and cutting various labels and number plate. Art craft: engraving characters of any languages and graphics on gifts and souvenirs. 适用材料:木材,铝塑板,塑料板,密度板,波浪板,水晶版等广告材料;以及人草软大理石等非金属和轻金属材料。 Applicable materials: Wood, aluminum board, plastic, density board, wave board, PVC, acrylic,crystal, light marble and other nonmetal materials and light metal materials. 雕刻效果Processing effect: 可以雕刻各种平面雕刻,切割,镂空,铣底,浮雕等各种效果。 Our router may carve various shade vulture, relief and etc. And it can do : Engraving, cutting , milling , drillin g , ect…
常用刀具材料
常用刀具材料
常用刀具材料 常用刀具材料分为:工具钢(包括碳素工具钢、合金工具钢、高速钢),硬质合金,超硬刀具材料(包括陶瓷,金刚石及立方氮化硼(CBN)等) 1.、工具钢用于制造刀具的材料具有高强度、高硬度、高耐磨性、高热硬性、足够的塑性和韧性的性能要求。 (1)碳素工具钢 碳素工具钢,简称碳工钢,碳的质量分数一般为0.65%~1.3%,属高碳钢。常用的碳素工具钢有T7A、T8A、T10A、T12A等。 (2)合金工具钢 合金工具钢包括低合金、中合金、高合金工具钢。碳的质量分数一般为0.9%~1.1%,通常加入合金元素有Cr、Mn、Si、W、V等,钢中合金元素总的质量分数为4%~5%者称为低合金;5%~10%者称为中合金;大于10%者称为高合金,常用的合金工具钢有9SiCr、9Mn2V、CrWMn等,工作温度不超过300℃。 (3)高速钢 高速钢是主要用于制作高速切削金属的刀具的高碳高合金莱氏体工具钢。是美国的F.W.泰勒和M.怀特于1898年创制的,碳的质量分数一般为 0.7%~1.5%,加入质量分数约为4%的Cr,此时的钢具有很好的切削加工性能,因此又称为锋钢。钢中加入W、Mo等能保证高的热硬性,加入V可提高耐磨性。高速钢的工艺性能好,强度和韧性配合好,主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。除用熔炼方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。 高速钢按其性能分成两大类:普通高速钢和高性能高速钢。 2、硬质合金 硬质合金属于粉末冶金材料,即由难熔金属硬质化合物(硬质相)和金属粘结剂(粘结相)经粉末冶金方法制成的。通常使用的硬质合金主要以碳化物作为硬质相,以钴作为粘结相通过高温烧结而成。
木工机械与刀具实习报告
木工机械与刀具,在木材加工工厂所起到的作用不言而喻。现在的各种家具几乎都实现机械化生产。随着科技不断地向前发展,新科技、新材料、新工艺不断涌现。电子技术、数字控制技术、激光技术、微波技术以及高压射流技术的发展,给家具机械的自动化、柔性化、智能化和集成化带来了新的活力,使机床的品种不断增加,技术水平不断提高,给家具生产带来快速、经济、便捷的生产。锯、刨、钻、铣、砂,每一道工序都用到不同机械,以及各种各样的刀具。家具生产离不开木工机械。 和机用两种,在成批和大量生产中都应用机用的木工刀具。机用的木工刀具分为锯、刀片、铣刀、钻头和榫孔加工刀具5类。 木工锯用于锯切木材的刀具,有圆锯、带锯、条锯、链锯和筒锯等多种,以圆锯和带锯最为常用。当锯口与木纹平行时称纵切(剖分),锯口与木纹垂直时称横切(截断),后者采用的圆锯齿形与前者不同,以利于横切时割断纤维 刀片带刃口的平板状刀具,用于木材的平面加工或剖切加工。将不同参数的刀片装在各种机床上,可以进行不同方式的加工,如刨切、旋切、刮光和剪切等。刨切用于平面加工,刀片或工件一般作直线运动。在特定条件下(如减小切削角)刨切能切制薄木,薄木是一种优质的装饰材料。旋切时,木料绕固定的中心旋转,刀片向中心作连续的直线运动,将木料切制成带状薄木(单板),用以生产胶合板。剪切用于胶合板生产时裁剪单板。 木工铣刀具有一个或多个刀齿的回转刀具。通过工件与铣刀的相对运动,各刀齿依次间歇地切去工件的余量。木工铣刀按装卡方式分为带孔套装铣刀和带柄铣刀两类。套装铣刀的结构有整体式、镶片式和组合式 3种。铣刀广泛用于细木工生产中加工平面、成形面、榫孔、、榫头、槽孔和雕刻等工作。与切削金属用的铣刀相比,木工铣刀具有较大的前角和后角,以便获得锋利的刃口,减小切削阻力。其另一特点是切削齿数较少,具有更大的容屑空间。木工铣刀的材料除了工具钢和合金钢外,也广泛采用硬质合金,以提高生产效率和刀具寿命。 木工钻头木工钻头是端部有刃口的杆状或螺旋状刀具, 用于加工通孔或盲孔。木工钻头与木工立铣刀不同之处是侧面无刃口,木工钻头除了有主切削刃外,外缘有尖的沉割刃,用以切断木纤维,使孔的侧面更平整。 榫孔加工刀具用于加工榫孔的专用刀具式样很多,有空心方凿、带钻头的空心方凿、链式打眼刀和机用凿子等。空心方凿的端面有月牙形刃口,用以在钻孔周围切出方角。带钻头的空心方凿是钻头和方凿相组合的刀具,钻头装在空心方凿里面。链式打眼刀是一种连续转动的链条式的多齿刀具,它加工榫孔时类似于铣削或纵向锯切。用机用凿子开榫孔时,凿子作上下往复的切削运。 为了加深对理论知识的理解与巩固,学校决定组织我们专业进行“木工机械与刀具实习”。这一次实习,是我们2008级木材科学与工程专业,第二次走出学校,进入企业、工厂、车间,提前近距离接触实际操作的一个本专业认知实习。此次实习,我们参观的企业有昆明三德木业有限公司、昆明森工有限责任公司、
加工中心的刀具及参数选择
加工中心的刀具及参数选择 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为: ①整体式; ②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;
③特殊型式,如复合式刀具,减震式刀具等。 根据制造刀具所用的材料可分为: ①高速钢刀具; ②硬质合金刀具; ③金刚石刀具; ④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。 从切削工艺上可分为: ①车削刀具,分外圆、内孔、螺纹、切割刀具等多种; ②钻削刀具,包括钻头、铰刀、丝锥等; ③镗削刀具; ④铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: ⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; ⑵互换性好,便于快速换刀; ⑶寿命高,切削性能稳定、可靠; ⑷刀具的尺寸便于调整,以减少换刀调整时间; ⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除; ⑹系列化,标准化,以利于编程和刀具管理。 二、数控加工刀具的选择 刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因
刀具的分类和保养
刀具的分类: 刀具大致可分为片刀、切刀、砍刀、尖刀、前切后砍刀、烤鸭刀、羊肉片刀、馅刀、剪刀、镊子刀、刮刀、刻刀等10多种。 (一)片刀专门用来片切大肉片、肉丝等用的刀。其特点是体轻,身窄而薄,刀口锋利,使用起来灵活方便。 (二)切刀刀身略宽,长短适中,应用范围较广。既能切块、片、丁、丝、条,又能用于加工略带碎小骨头或质地稍硬的原料。 (三)砍刀刀身比切刀稍长而厚,呈拱形。它的根部和前端都比较锋利。主要用途是砍带骨和质地坚硬的原料,如砍猪头、鸡、鸭、鹅等。 (四)尖刀刀形前尖后宽,呈三角形,重量较轻。一般用于剖鱼和剔骨。此刀在制作西餐菜肴时用得较多。 (五)前切后砍刀刀身的大小与一般切刀相同。刀的根部较切刀略厚,重量一般为1-1.5kg,特点是既能切又能砍,使用较方便。 (六)烤鸭刀形状和片刀相似,不同之处在于刀身比片刀略窄而短。此刀转用片熟烤鸭。(七)羊肉片刀这种刀一般重500g左右,特点是刀刃中部呈弓形,刀身较薄,刃口锋利,是切涮羊肉片的专用刀。 (八)馅刀刀较薄、较长,重量一般不超过1kg,刀刃锋利。适用于排剁蔬菜之类的馅儿,如白菜、萝卜等。 (九)剪刀多用于整理鱼虾等原料。如剪虾须和剪鱼鳍等。 (十)镊子刀镊子刀长度约为20厘米,前半部是刀,呈三角状;后半部是镊子(也就是刀柄部分)。它主要是用于小料加工,镊毛和制作拼盘。
(十一)刮刀体形较小,刀刃不太锋利,多用于刮鱼鳞或刮去菜墩子上的污物等 (十二)刻刀是用于食品雕刻的刀具 (十三)礤刀用来擦丝或条。刀的形状较多,从其形状上可分为圆头刀,方头刀,马头刀,和尖头刀几种。 刀具的保养 (一)保持刀面清洁每次使用完之后要用干净的抹布擦干净。长期不用,在道具表面涂抹少许色拉油,防止生锈。 (二)保持刀刃锋利所使用的刀具必须经常保持刀刃锋利,只有这样,才能切出较好的形状。不同用途的刀不能混用。 (三)掌握正确的磨刀方法新刀开刃,先用粗磨石磨,再用细磨石墨,然后用油石精磨(四)注意刀具的存放,刀具不用时及时收入刀架或刀盒,定期对厨刀进行消毒。(五)
四工序开料机优缺点对比
四工序开料机一款经济型的板式家具开料机设备。板式家具数控设备要求很高,现在市面上的四工序数控开料机普遍配置较高。一般会选用带控制面板的新代系统或维宏NK260系统,配备大功率伺服系统,大功率切割主轴等配置。 四工序数控开料机的优势: 1.用途广:柜体柜门两用,对于中小型橱柜、衣柜加工厂来说,本身产量不高,对于设备的加工效率没有太高要求,但是希望能一机两用,既可以做门板又可以做柜体,这样既能提高设备利用率,又能避免花高价买设备的风险。而且自己加工门板的好处是可以自己控制加工质量和加工时间。
2.价格低:四工序数控开料机相对于双工序排钻开料机与加工中心排钻开料中心来说,价格较低,对于预算不高的橱柜、衣柜厂,能花很少的钱,就可以达到不错的加工效果。 3.操作简单,故障率低:四工序数控开料机相对于自动换刀的加工中心或自动换钻头的排钻开料中心来说,结构比较简单,比较容易上手,故障率也低,单个主轴出故障,也不耽误加工生产。 四工序数控开料机的劣势: 1.加工效率低:四工序数控开料机支持四把刀自动换刀功能。与双工序排钻开料机相比较,无法多钻头同时打孔,做柜体加工效率比双工序排钻低很多。四工序数控开料机一天柜体加工量一般为
40-50张。而双工序排钻则是60-70张。与圆盘换刀加工中心相比较,换刀数量太少,如果做门板,单个门型四把刀够用了,而面对不同客户多种门板造型的话,四把刀数量远远不够,加工效率和加工效果比木工加工中心低的多。 2、机头过重:因为四个主轴重量很重,对于Z轴伺服电机的性能要求很高。因此四工序数控开料机一般选用两个大功率6KW主轴,两个3.5KW或2.2KW小功率主轴,另外Z轴伺服电机一定要加抱闸。 3、质量参差不齐:市面上有价格五六万的四工序设备,也有比雅斯数控生产的高端十二三万的机器。价格差异非常大,这是由四
常用刀具材料分类特点及应用
金属切削原理读书报告 常用刀具材料分类特点及应用 姓名: 班级: 学号: 2014年5月7日
摘要 本文在阅读有关论文和专著的基础上对现阶段常用的刀具材料进行了总结和分析,总结出了碳素工具钢、合金工具钢、高速钢、硬质合金、陶瓷、金刚石、立方碳化硼等刀具材料的特点及应用范围,同时针对几种常见的切削工序中刀具材料的应用做了简单的分析。
目录 摘要 (1) 1刀具材料的发展历史 (2) 2 常用刀具材料及特点 (2) 2.1 碳素工具钢 (2) 2.2 合金工具钢 (3) 2.3 高速钢 (4) 2.4 硬质合金 (5) 2.5 陶瓷 (7) 2.6 超硬材料 (9) 3 刀具材料的典型应用 (10) 3.1 工件材料与刀具材料 (10) 3.2 加工条件与刀具材料 (11) 4 总结 (11) 5 参考文献 (12)
1刀具材料的发展历史[1] 刀具材料的发展在人类的生活、生产中有着很大的重要性。 18世纪中叶, 在欧洲出现了工业革命以后, 切削刀具一直是用碳素工具钢制造, 其成分与现代的T10、T12相近。1865年,英国罗伯特?墨希特发明了合金工具钢,其牌号有9CrSi、CrWMn等。随着对加工效率要求的提高,新的刀具材料在不断更新。1898年,美国机械工程师泰勒和冶金工程师怀特发明了高速钢。进入20世纪,人们不断寻求新型刀具材料。20世纪20年代中期到30年代初,出现了钨钴类和钨钛类硬质合金。然而硬质合金刀具仍不能满足现代高硬度工件材料的超精密加工的要求,于是更新的刀具材料相继出现。20世纪30年代出现了氧化铝陶瓷,后来又有氦化硅陶瓷到50年代和60年代又制造出人造立方氮化硼和人造聚晶金刚石。 总而言之,20世纪中,刀具材料发展的速度比过去快得多,其种类、类型、数量和性能均有大幅度的发展。 2 常用刀具材料及特点 对于金属切削刀具来说,切削过程中要承受很大的压力,同时会与工件、切屑相互接触的表面产生摩擦力,切削产生的热量使得刀具温度上升,产生一定的热应力。因此刀具材料应能满足这样几个要求:高的硬度和耐磨性、足够的强度和韧性、良好的热物理性能和耐热冲击性能、良好的工艺性以及经济性。目前在机械加工中常用的刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金、陶瓷、金刚石和立方氮化硼等。[2]不同刀具材料的性能有所不同,因此在应根据具体的切削条件选择合适的刀具材料。下面将分别介绍每种刀具材料。 2.1 碳素工具钢 按照GB/T13304《钢分类》第1部分“钢按化学成分分类”,碳素工具钢属于非合金钢。按照标准第2部分“钢按主要质量等级和主要性能及使用特性分类”,碳素工具钢属于特殊质量非合金钢。碳素工具钢牌号及化学成分见表1
常用刀具材料分类、特点、应用及发展
金属切削原理 读书报告 《常用刀具材料分类、特点及应用》 姓名 学号 班级 学院 二○一五年五月
摘要 机械制造工业是制造业最重要的组成之一,它担负着向国民经济的各个部门提供机械装备的任务。我国现代化建设的发展速度在很大程度上要取决于机械制造工业的发展水平,因此,从这个意义上说,机械制造工业的发展水平是关系全局的。机械制造中的加工方法很多,其中材料去除加工精度较高、表面质量较好,有很强的加工适应性,是目前机械制造中应用最广泛的加工方法。材料去除加工时,刀具在工作时,要承受很大的压力。同时,由于切削产生的金属塑性变形以及各部的摩擦,使刀具切削刃上产生很高的温度和受到很大的应力,在这样的条件下,刀具将迅速磨损或破损。因此刀具材料性能应满足;高的硬度和耐磨性、足够的强度和韧性、高的耐热性、良好的热物理性能和耐热冲击性能、良好的工艺性能和经济性等要求。常用的刀具材料有高速钢、硬质合金、涂层刀具以及其他刀具材料包括陶瓷、金刚石和立方氮化硼等。其中陶瓷材料和超硬刀具材料对常规刀具材料的竞争越来越激烈,且所占比重快速增长。随着上述刀具材料的发展,使车削加工的切削速度提高了100多倍,而且新刀具材料出现的周期也越来越短。但在较长时间内,各种刀具材料将仍是相互补充,相互竞争。 关键词:刀具材料性能,刀具材料分类,刀具材料特点,刀具材料应用
目录 引言 (3) 第一章绪论 (3) 1.1金属切削技术的发展概况 (3) 1.2金属切削材料的研究意义 (4) 第二章刀具材料性能 (4) 2.1刀具切削环境 (4) 2.2刀具材料性能要求 (4) 2.3刀具材料主要性能 (6) 第三章刀具材料分类 (7) 3.1高速钢 (7) 3.1.1 普通高速钢 (8) 3.1.2高性能高速钢 (8) 3.1.3粉末冶金高速钢 (9) 3.2硬质合金 (9) 3.2.1钨钴类硬质合金 (10) 3.2.2钨钛钴类硬质合金 (10) 3.2.3钨钛钽(铌)钴类硬质合金 (11) 3.2.4硬质合金的选用 (11) 3.3涂层刀具 (12) 3.4其它刀具材料 (13) 3.4.1陶瓷材料 (13) 3.4.2金刚石 (14) 3.4.3立方氮化硼(简称CBN) (15) 第四章刀具材料发展 (15) 参考文献 (16)
木工雕刻机刀具使用指南
木工雕刻机刀具使用指 南 Document number:PBGCG-0857-BTDO-0089-PTT1998
雕刻机刀具使用指南 雕刻刀,同心度高,刃口锋利,可做精密3D雕刻加工。 2.高密度板,实木推荐使用棱齿铣刀。 3.多层板,夹板加工,推荐使用双刃直槽铣刀。 4.精密小型浮雕加工,推荐使用圆底刻刀。 5.密度板切割加工(广告开模用),推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。 6.铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。 7.上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。 8.金属雕刻加工,推荐使用单刃,双刃直槽平底尖刀。 9.压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。 10.压克力镜面雕刻加工推荐使用金刚石雕刻刀。 11.粗加工刨花板等推荐使用多条纹铣刀。 12.金属模具加工铣刀,推荐使用钨钢铣刀,表面镀紫黑色加硬钛。
13.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 粘刀一般有两种情况: 材料融化粘在刀具上。该现象一般出现在加工非金属材料中,主要原因是切削热大,导致材料融化,解决的方法有: 1)更换锋利的刀具:锋利的刀具可以减少切削热。 2)降低主轴转速:降低了主轴转速相应就降低了切削线速度,这样就降低切削热的产生。可以避免材料融化。 3)加大进给速度:进给速度提高了,刀具在一个位置停留的时间就减少了,这样单位体积材料接受的切削热就减少了,避免了材料的融化。 材料不融化粘在刀具上。该现象主要是出现在加工金属材料中,特别是加工钢材料时容易容易出现的现象,主要原因是切削线速度过低,切削热过大。解决的方法有: 1)改善冷却方法:改变冷却液施加的位置,加在刀具切出的位置,有较好的冷却效果。 2)更换锋利的刀具:锋利的刀具可以减少切削热,可以改善这种现象。 3)如果可以调整主轴转速,将主轴转速调高。 4)减小进给速度。 雕刻机刀具的基本常识与注意事项:
加工中心所用铣刀的种类
加工中心所用铣刀的种类 铣刀主要用于卧式铣床加工平面。圆柱铣刀一般为整体式。铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。 (一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。圆柱铣刀一般为整体式。 铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。铣刀有粗齿和细齿之分。粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。细齿铣刀的齿数多,工作平稳,适合于精加工。圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30…—45*。 (二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。面铣刀的主切削刃分 布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、
硬质合金可转位式面铣刀等形式。 (1)整体式面铣刀。由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定 的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。 (2)硬质合金整体焊接式面铣刀。这种面铣刀由硬质合金刀片与合金钢刀体焊接而成, 结构紧凑,切削效率高。由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。 (3)硬质合金可转位式面铣刀。这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽 中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。 (三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。它主要用于 立式铣床上凹槽、台阶面和成型面等。立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。立铣刀也有粗机床电器齿和细齿之分,粗齿铣刀的刀齿为3—6个,一般用于粗加工;细齿铣刀的刀齿为5~10个,适合于精加工。 立铣刀的直径范围是2—80mm,其柄部有直柄、莫氏锥柄和7:24锥柄等多种形式。为了提高生产效率,除采用普通高速钢立铣刀外,数控铣床上还普遍采用硬质合金螺旋齿
木工刀具基础知识
木工刀具基础知识 ----------专业最好文档,专业为你服务,急你所急,供你所需------------- 文档下载最佳的地方 木工刀具基础知识 1.用刀具的机器有:四面刨、立轴机、刨花机、万能锯、手工车床、双头剪。 2.直的线条用四面刨,不足400mm 长的都须备长料过四面刨,四面刨加上套圈也可用在立轴机上(右刀或左刀),刀的钨钢片不好订做时,考虑做组合刀具,组合刀具尺寸不可自相予盾,须息息相关,外径同样,轴径一样,过四面刨考虑线条太厚或太薄,分清线型是一开二后四面刨,还是四面刨后一开二,工序流程要分清。 3.一般面板刀型要立轴机,注明材质,以便供应商选择钨钢片的硬度或密度及钢性强度。有弧形的刀具都需用立轴机,弧形是两边有弯弧,需做一正一反共2把刀。一定要注意弧形的部件是否需卧打式或立打式,一定要分清,可以参考#400 大碗碟上柜顶线刀具(组合刀),单立轴为逆转,双立轴有一正转,或一逆转,轴径为φ30mm。 4.公母刀或指接刀需注意配套画图或注明清楚。 5.刀具逆转方向: 四面刨右刀或上刀为逆转,左刀或下刀为顺转,进料0为参照物,只要记住木材进料和刀具转向须相反,刀具方向不可有一致性,单立轴为逆转,刨花机为顺转;四面刨轴径为φ40mm, 立轴机轴径为φ30mm,刨花机轴径为φ12.7mm,万能锯轴径为φ25.4mm,万能锯为顺转。 6.刀具的编码规则: (1)立轴刀流水号表示刀的数量或组合刀A,B,C(其中偶数为顺转,奇数为逆转) (2)四面刨流水号 A表示左刀,B表示右刀,C上刀,D下刀,1表示数量 S
(3)平刀以高度为准,表示100H的平方 (4)槽刀以开槽用的刀叫槽刀 (5)刨花刀,分常规则刨花刀,清底刨花刀,普通刨花刀属易耗品,画图存档 时分成轴承刨花刀,雕刻刀,龙珠刀。 7.四面刨刀: 主要用于四面刨机上,对部件进行纵向无弯曲的备料成形。钢锋刀:主要用于单压刨、双压刨、手压刨等刨光类机器上,对部件表面进行刨光。 (1) 锯片:主要用于双剪机、自动双剪机、立轴机、吊锯、纵锯、平台锯、裁 板机、自动封边机等机器上面,部件进行切齐、开小线、开口、修边、定宽、截头等加工。 (2) 锯条:主要用于带锯、线锯机上,对部件进行精略锯割等加工。 (3) 钻头:主要用于各式打孔机、刻花机上,对部件进行打孔作业。 8.直柄式钻头: 主要用于加工部件的内外牙孔、木榫孔、水平扣孔、层玻孔、& P: 9.刀具的 切削底径: 相对刀切削最小两点间的距离,底径一般为φ100或φ65,也可用φ90或 φ80。用模块打的底径需小于工作物的圆弧R的大小,不可大于 ----------专业最好文档,专业为你服务,急你所急,供你所需------------- 文档下载最佳的地方 此圆角 10.刀具的切削外径: 相对刀切削最大两点间的距离,最大一般为φ150,一般齿数为4T,万能锯为 12T或8T,槽刀齿数为6T或8T,刨花机为2T,平刀为4T,四面刨为4T。