FANUC0i系统操作面板示意图及操作说明
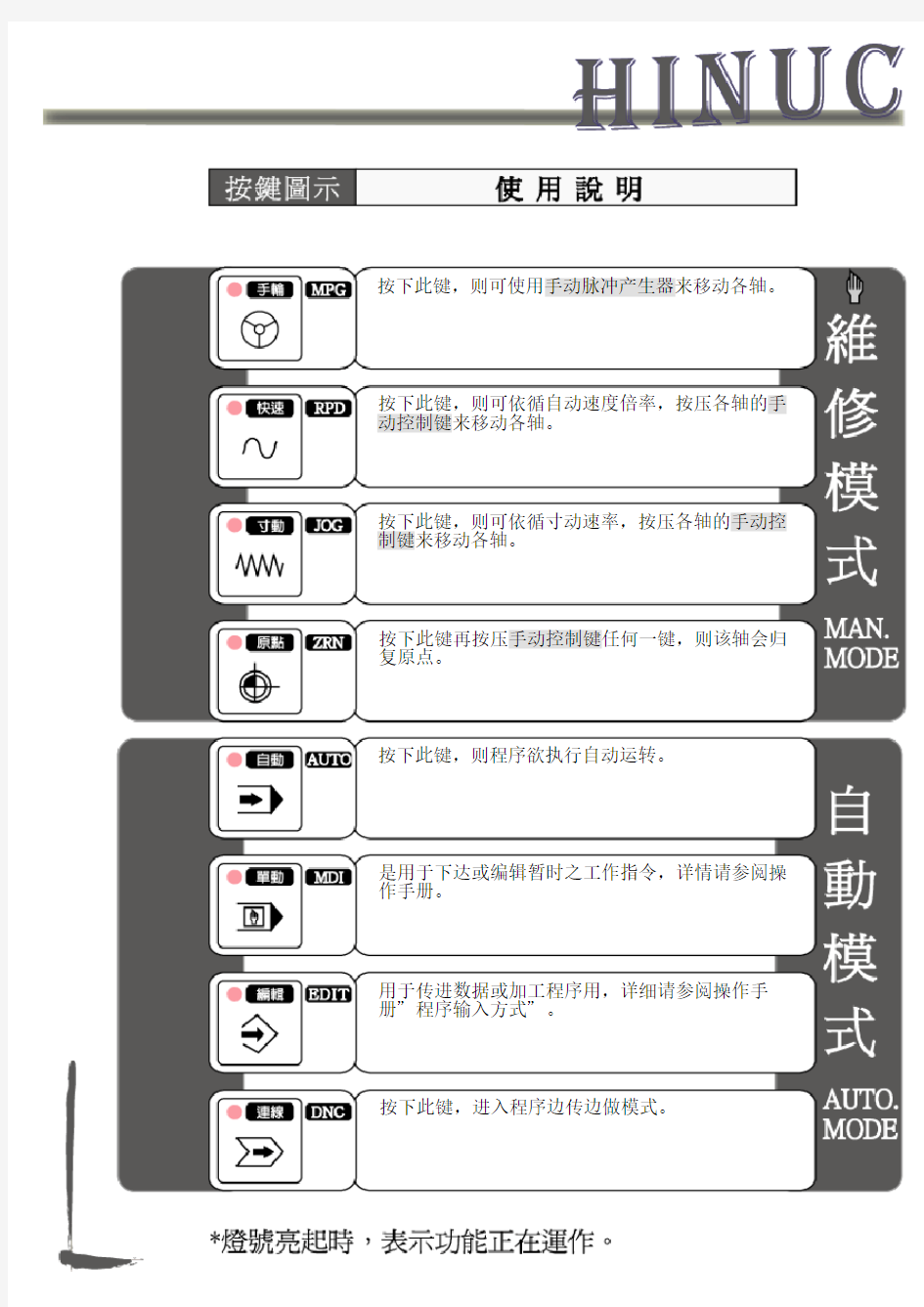
按下此键,则可使用手动脉冲产生器来移动各轴。按下此键,则可依循自动速度倍率,按压各轴的手动控制键来移动各轴。
按下此键,则可依循寸动速率,按压各轴的手动控制键来移动各轴。
按下此键再按压手动控制键任何一键,则该轴会归复原点。
按下此键,则程序欲执行自动运转。
是用于下达或编辑暂时之工作指令,详情请参阅操作手册。
用于传进数据或加工程序用,详细请参阅操作手册”程序输入方式”。
按下此键,进入程序边传边做模式。
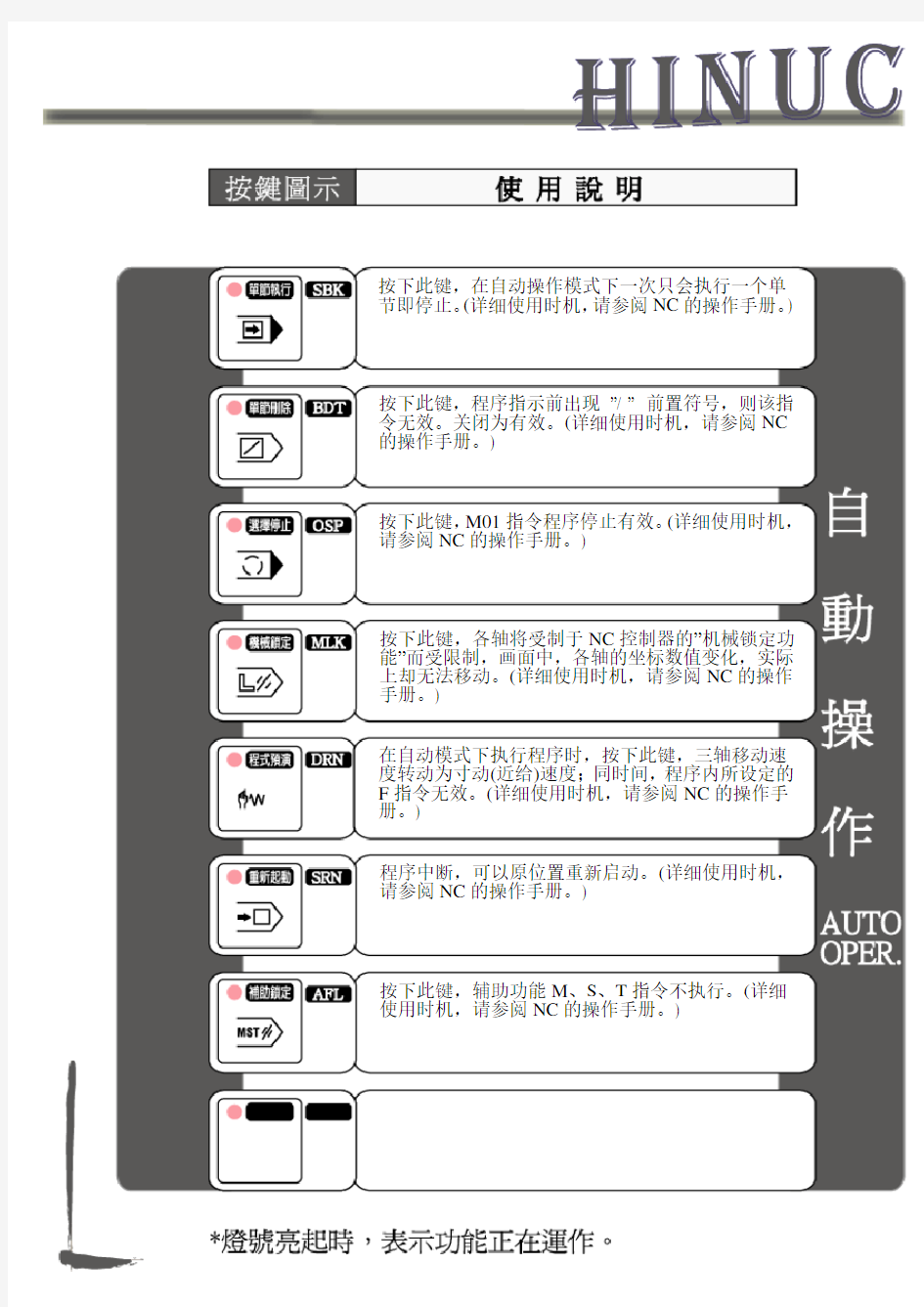
按下此键,在自动操作模式下一次只会执行一个单节即停止。(详细使用时机,请参阅NC的操作手册。) 按下此键,程序指示前出现”/ ” 前置符号,则该指令无效。关闭为有效。(详细使用时机,请参阅NC 的操作手册。)
按下此键,M01指令程序停止有效。(详细使用时机,请参阅NC的操作手册。)
按下此键,各轴将受制于NC控制器的”机械锁定功能”而受限制,画面中,各轴的坐标数值变化,实际上却无法移动。(详细使用时机,请参阅NC的操作手册。)
在自动模式下执行程序时,按下此键,三轴移动速度转动为寸动(近给)速度;同时间,程序内所设定的F指令无效。(详细使用时机,请参阅NC的操作手册。)
程序中断,可以原位置重新启动。(详细使用时机,请参阅NC的操作手册。)
按下此键,辅助功能M、S、T指令不执行。(详细使用时机,请参阅NC的操作手册。)
X轴正方向寸动,或快速移动。
X轴反方向寸动,或快速移动。
Y轴正方向寸动,或快速移动。
Y轴反方向寸动,或快速移动。Z轴正方向寸动,或快速移动。
Z轴反方向寸动,或快速移动。
第四轴正方向寸动,或快速移动。第四轴反方向寸动,或快速移动。
在原点模式下,按下此键,各轴自动回机械坐标原点。
机械工作灯操作按钮。
机械冲屑按钮。(选配)
快速近给及原点复归,三轴移动速度百分之为F0速的(一般设定300 mm/min)。
(ps:随着面板的不同,可透过左图旋钮或是按键来选择倍率!)
快速进给及原点复归,三轴移动速度百分之25。
快速近给及原点复归,三轴移动速度百分之50。快速近给及原点复归,三轴移动速度百分之100。
显示各轴之进给单位及速度。
(自动模式下,切削进给百分比为0到200,于手动模式为直接为进给速度。可透过左图旋钮来选择倍率)
按下此键,则三轴滑道面强制手动润滑。
前门门锁打开按钮。(选配)
在自动和MDI模式下,加工程序启动。
在自动和MDI模式下,加工程序停止,待命。(待定)
(待定)
(待定)
(待定)
显示主轴运转之”文件位”、”速度”与”倍率”。
按下此键,主轴速度百分比减少,按一次减少10%。按下此键,主轴速度百分比为100%
按下此键,主轴速度百分比减少,增加10%。
显示主轴运转速度倍率。
手动(维护)模式下,按下此键,主轴正转。
手动(维护)模式下,按下此键,主轴停止转动。
手动(维护)模式下,按下此键,主轴反转。
按下此键,则切削液泵浦以程序自动控制。(选配)按下此键,切削液泵浦运转停止。(选配)
按下此键,则切削液泵浦以手动运转。(选配)
按下此键,则螺旋排屑机运转,进行排屑作用。(选配)
按下此键,则排屑机停止。(选配)
按下此键,则螺旋排屑机反转,放开则螺旋排屑机停止。(选配)
向左旋转(OFF)代表不能修改,向右旋转(ON)代表程序与参数可编修。
1、为防止程序被编辑、取消或修改,故设立本钥匙
予以管制,向右旋转(ON)为程序可保护。
2、本钥匙如果向左旋转(OFF),在模式选择下仍需
选择程序编辑的位置,才能对程序予以编辑、取消或修改,否则仍然无效。
按下此键,则刀库正转。(选配)
按下此键,刀库可使用(刀库正转、刀库反转两键)。(选配)
按下此键,则刀库反转。(选配)
显示主轴上刀具之号码。
显示刀套上刀具之号码。
灯亮表示该轴位于原点的位置。
灯亮,油压系统异警。
灯亮状态,可以执行换刀。
灯亮表示润滑油油面过低或是压力检知异常,应立
即填加,否则程序无法执行。
空气异常警示,表示空气单元有异常或气压不足。
切削液异常警示,表示切削单元有异常或泵浦马达
损坏。
表示主轴过负载或其它之有关主轴的异常警示。
按下此按钮,系统进入紧急停止状态。
按下此键,在配合手轴式或手动控制键可移动轴
( 此开关为过行程时使用)。
:这个符号表示”手动模式”!
:这个符号表示”指示灯号”!
2020年数控车床操作面板操作参照模板
实验一:通过模拟数控机床面板操作 实现数控机床回零(或回参考点)操作 一、开机、数控仿真系统进入 鼠标左键点击“开始”按钮,在“程序”目录中弹出“数控加工仿真系统”的子目录,在接着弹出的再下级子目录中点击“加密锁管理程序”,如图1-1所示。 图1-1 进入数控加工仿真系统界面 加密锁程序启动后,屏幕右下方工具栏中出现的图标,表示加密锁管理程序启动成功。此时重复上面的步骤,在最后弹出的目录中点击“数控加工仿真系统”,系统弹出“用户登录”界面,如图1-2所示。 图1-2 用户登录界面 进入数控加工仿真系统有以下两种方法: 1.点击“快速登录”按钮,直接进入。 2.输入用户名和密码,再点击“登录”按钮后。 二、数控机床(车床或铣床)与系统的选择(FANUC0i) 1.选择机床类型 打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并按确定按钮,此时界面如图1-3所示。 图1-3 选择机床 三、数控机床操作面版主要内容的熟悉 为了更好地了解数控车床操作面板上各个按键的功用。掌握数控车床的调整,做好加工前的准备工作,首先需要熟悉面板操作。 1.FANUC 0I MDI键盘操作说明 图1-4 FANUC 0I MDI键盘 1)MDI键盘说明 图1-4所示为FANUC0I系统的MDI键盘(右半部分)和CRT界面(左半部分)。MDI键盘用于程序编辑、参数输入等功能。MDI键盘上各个键的功能列于表1-1。
表1-1 MDI键盘说明 软键实现左侧中显示内容的向上翻页;软键实现左侧 软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实现光实现字符的输入,点击键后再点击字符键,将输入右下角的字符。例如:点击将在 击软键后再点击将在光标所处位置处输入软键中实现字符的输入,例如:点击软键将在光标所在位置输入“ 字符,点击软键后再点击将在光标所在位置处输入“
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸 (按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选定后,电磁炉 便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁定或解除工作状态,关机 也会自动解除锁定。 ●火锅煎炒烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设 定,按“增大”或“减小”键设定时间。 ●烧水泡茶煮饭热奶暖酒煲汤煲粥蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定, 按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状态无此作用。 ●增大减小调节定时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“”报警提示音,风扇旋转分钟将机内余热吹散后停止转动。风扇停止转动后才可 拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至-80℃后,维持该温度约秒进行巴氏灭菌,并自动转入保温,分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再进行自动功能。 五、安全保护功能
华中数控系统操作面板按键的用途.docx
华中数控系统操作面板按键的用途图1华中世纪星车床数控系统的操作面板 ㈠功能菜单 在显示器的下方有十个功能按键,从“F1”到“F10”(相当于FANUC 系统中的软键),通过这十个功能按键,可完成对系统操作界面中菜单命令的操作,系统操作界面中菜单命令由主菜单和子菜单构成,所有主菜单和子菜单命令都能通过功能按键“F1”~“F10”来进行操作。主菜单分别是:F1为“自动加工”、F2为“程序编辑”、F3为“参数”、F4为“MDI”、F5为“PLC”、F6为“故障诊断”、F7为“设置毛坯大小”、F9为“显示方式”。每一主菜单下分别有若干个子菜单。 ㈡NC键盘 NC键盘用于零件程序的编制、参数输入、MDI 及系统管理操作等,见图4。 图4? NC键盘 1.“Esc”键:按此键可取消当前系统界面中的操作。 2.“Tab”键:按此键可跳转到下一个选项。 3.“SP”键:按此键光标向后移并空一格。 4.“BS”键:按此键光标向前移并删除前面字符。 5.“Upper”键:上档键。按下此键后,上档功能有效,这时可输入“字母”键与“数字”键右上角的小字符。 6.“Enter”键:回车键,按此键可确认当前操作。 7.“Alt”键:替换键,也可与其它字母键可组成快捷键。
谢谢你的观赏 8.“DEL”键:按此键可删除当前字符。 9.“PgDn”键与“PgUp”键:向后翻页与向前翻页。 10.“▲”键、“▼”键、“?”键与“?”键:按这四个键可使光标上、下、左、右移动。 11.“字母”键、“数字”键和“符号”键:按这些键可输入字母、数字以及其他字符,其中一些字符需要配合“Upper”键才能被输入。 ㈢机床控制面板见图5 图5 机床控制面板 1. 方式选择按键。方式选择按键的作用是把数控车床的操作方式进行了分类,在每一种操作方式下,只能进行相应的操作。方式选择按键共有五个,分别是“自动”操作方式、“单段”操作方式、“手动”操作方式、“增量”操作方式和“回零”操作方式。 (1)“自动”操作方式:按此键进入自动运行方式,在自动方式下可进行连续加工工件、模拟校验加工程序、在MDI 模式下运行指令等操作。进入自动方式后在系统主菜单下按“F1”键进入“自动加工”子菜单,再按“F1”选择要运行的程序,然后按一下“循环启动”键自动加工开始。在自动运行过程中按一下“进给保持”键程序暂停运行,进给轴减速停止,再按一下“循环起动”键,程序会继续运行。 (2)“单段”操作方式:在自动运行方式下按此键进入单程序段执行方式,这时按一下“循环启动”键只运行一个程序段。 (3)“手动”操作方式:按此键进入手动操作方式。在手动方式下通过 谢谢你的观赏
数据采集操作方法和步骤
企业数据质量整理和采集工作操作方法 声明:1、企业要如实根据职工养老手册采集职工养老历史和养老账户信息,如采集不全或不准确的,2014年1月以后,社保所有数据公开到网上的就会是不完整的数据或错误数据。为了避免信息公开后产生的麻烦,企业要争取在13年9月底前录入职工基本信息理顺清楚职工的养老保险缴费信息,为以后网上申报和个人网上查询打好基础。 2、以下操作步骤必须严格按照说明一步步操作,不能省掉任何一步。 操作步骤:一、打开网页:https://www.360docs.net/doc/235294595.html,,或直接百度搜索“威海市人力资源和社会保障局”-->网上查询——>单位网上申报,账号为:缴费发票中间的号码;密码为:123456 二、浏览器设置: 1.打开网上申报页面,https://www.360docs.net/doc/235294595.html,,点击网上查询- ->单位网上申报。 2.点击【工具】---【Internet选项】 3.打开界面后,点击【安全】---选中【可信站点】---然后点击【站点】 4.点击【站点】打开界面后,点击【添加】按钮(之前已经添加过的显示在‘网站’下), 添加后点击【关闭】。 5.点击【工具】---【Internet选项】---点击【安全】---【自定义级别】,找到ActiveX 控件和插件,将于ActiveX有关的选项都选择‘启用’,然后点击【确定】。 6.登录界面,点击【驱动下载】,默认安装下载的文件。(不安装将不能正常打印)。 三、使用数据质量整理功能之前,确保网上申报其他申报业务都处理完毕,不存在状态为草稿、已提交、正在处理的申报,也就是首页的前三项用户信息都是“0”笔。操作流程如下: 1.采集单位信息。先点击【系统管理】->数据同步,之后:【首页】->【数据质量整理】->【单位信息 采集】。然后提交单位采集的申报。提交后持营业执照和税务登记证复印件到社保审核。 2.打印缴费人员基本信息核对表。功能位置:【首页】->【数据质量整理】->【打印核对表】。 进入页面后,选择需要打印核对表的人员(可多选),点击【打印缴费人员基本信息核对表】按钮即可完成打印。 3.下发缴费人员基本信息核对表。 将打印的核对表下发给单位职工。职工可以对照打印的表格中的各项信息与自己手中的材料或手册上的是否一致,如果存在不一致的情况,可以直接在核对表上修改,同时准备相应的养老本和身份证,修改完成后,上交给单位的劳资人员。注意:如果身份证号和姓名不对的,请持养老本和身份证原件(不要拿核对表)到社保窗口处修改,之后单位做下一批采集时,先做一次数据同步,再打印新的核对表。核对表只打印到2011年,2012年后的不需要核对。2010年1月以后办理跨市养老保险转移的,不用采集威海市以外转入的信息,社保系统自动处理。
巴可放映机-巡检操作指导
巴可放映机-巡检操作指导 目的:为了更详细的了解放映机可能潜在的故障 整体巡检进度时间大约需要(I) 120分钟或(II)240分钟 巡检步骤如下: 一、检查影厅信息:5分钟 1、检查机房温度/湿度/通风/信息并记录入《巴可数字放映机现场检查维护报告》 2、询问影院方银幕的增益情况、银幕尺寸、投影距离、使用年限并记录入《巴可数字放映机现场检查维护报告》 3、主观的影像质量评价。发黄?发白?灰暗?是否需要进行光路清洁?与影院主管协商该事宜。 二、清洁:10分钟(注意不要用气泵清洁) 1、清洁整体机器外壳灰尘。用干净的抹布擦拭,如有难以擦拭的污渍请将抹布蘸清水进行擦拭。注意勿擦拭电路部分。 2、将机器外壳打开。清洁放映机自带的3片过滤网。S1如果HEPA 较黑(不透光)无法继续使用,建议用户购买更换(作标记)。S2可用毛刷将灰尘扫去,或用清水冲洗。注意:需要保证过滤网完全干燥后才能装入放映机。 3、检查各进风口情况。有灰尘的需要毛刷扫除用吸尘器将灰尘吸走,切记不能用高气压类气泵进行吹气。 4、将各电路板拔出,用毛刷将板卡上的灰尘扫去 5.。放映窗玻璃清洁。
三、光学部件: 光路I:20分钟,除引擎光管内部以外的光路 1、将镜头拔出,用镜头布清洁镜头内外面的灰尘。 2、打开光闸,用镜头布擦拭引擎出光口。 3、将灯箱拔出,用镜头布擦拭折射镜(Cold mirror),擦拭引擎光入口(integrator rod)。 4、将氙灯从灯箱内拿出,放置于安全的地方暂存。擦拭反光碗、滤光镜UV。如有污迹,需进行特殊清洁处理。光路II:120分钟,包括引擎光管内部全部光路 见引擎内部光路清洁 四、冷却系统:3分钟 1、检查排风机的风速。C系列需满足8-12米/秒。B系列需满足12-15米/秒。注意风扇状况。 2、检查液体压力。S1满足气压指针1-1.5pa值。S2液面高于MIN 低于MAX值。 五、氙灯/灯箱:3分钟 1、状况,观察氙灯运行情况。记录当前情况。稳定?闪烁?变黑?询问备用灯情况。 2、记录当前灯工作时的电流、功率(对应亮度测量值)。 3、记录当前灯使用寿命情况、点灯次数。记录该机器所使用最长/最短氙灯寿命。 4. 检查灯箱阳极支架(R863206K,R863207K)是否已更新(InfoT
控制面板按键操作及屏显功能说明精编版
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状 态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能, 可按顺序循环选择,当功能选定后,电磁炉便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”, 电磁炉便会锁定或解除工作状态,关机也会自动解除锁定。 ●火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或 “减小”键调节火力,按“定时”键进入时间设 定,按“增大”或“减小”键设定时间。 ●烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热/火力 按上述键进入快速加热状态,按“增大”或“减 小”键调节火力,按“定时”键进入时间设定, 按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状 态无此作用。 ●增大/减小调节定时、火力、温度的大小,但在自 动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。
自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-80℃后, 维持该温度约30秒进行巴氏灭菌, 并自动转入保温,10分钟后自动关 机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220V AC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。4.因自动功能受机器的初始温度影响较大,若刚使
千户集团数据采集工作操作指南企业使用
千户集团数据采集工作操作指南企业使用 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
2016年总局千户集团数据采集工作操作指南 2016年3月 本方案适用于“总局千户集团成员企业财务数据采集”(以下简称“千户数据采集”)工作,对“千户数据采集”工作的主要环节和流程进行说明,请按此文档内容组织开展“千户数据采集”工作。
目录
一、千户集团数据采集范围 本次“千户数据采集”工作开展采集的企业数据为2011至2015年度的以下各类型数据,包括: (一)企业电子账套数据。包括账套信息、科目信息、余额信息和凭证信息等。 (二)企业填报数据。包括企业科目与财政部标准科目对应关系,财务报表及编制规则,以及其他财务资料(如财务审计报告,财务报表附注)等。 部分集团已在2014和2015年度开展过数据采集,本次采集工作只对缺失的部分进行补充即可。 二、千户集团数据采集方式 本次“千户数据采集”工作,采取“成员单位对总部、总部对省局、省局对总局”的方式开展。由企业集团总部统一部署其全部成员单位开展电子财务数据采集工作;企业集团总部集中收集和校验各成员单位电子财务数据后,汇总报送至企业集团总部所在省税务机关;企业集团总部所在省局税务机关对集团电子财务数据进行收集并最终传递给税务总局大企业司;税务总局集中各省税务机关采集的企业电子财务数据,实现数据在全国的共享。
三、数据采集工作时间安排 企业集团总部所在省税务机关应于3月31日前完成采集对应企业集团电子财务数据的工作。 企业集团总部所在省税务机关应于4月5日前对电子财务数据采集工作开展情况、数据情况、存在问题、工作建议等进行全面总结,并报送至税务总局可控FTP(报送地址请参考总局相关文件内容)。 四、数据采集工作流程说明 本次数据采集工作使用税友软件集团开发的“数据采集工具”进行企业财务数据的提取。数据采集功能能够支持的财务数据版本及类型请参考“附件1.采集工具支持范围”。 对于不能直接使用数据采集工具开展数据采集工作的企业,可以按照“附件2.数据接口规范”文件中的要求,由企业自行导出企业的财务数据。对于银行业企业,由于银行业的业务数据量较大,银行业的凭证数据可以按照“附件3.银行业企业补充数据接口规范”文件中内容进行处理。 为了能够清晰准确的开展企业财务数据的分析工作,银行业企业除对业务数据进行处理外,还需要对其财务数据单独进行导出,即银行业最终应生成完整的业务数据和财务数据两部分数据内容。
巴可面板操作说明
目录 一.Encore处理器的接口说明二.Encore控制面板的键位区说明三.Encore控制台菜单说明四.Encore的简易说明
一.Encore处理器介绍
二.面板介绍
三.Encore控制台菜单说明 Encore Controller菜单HOME(菜单首页) 这是LC(大型控制台)菜单,SC(小型控制台)不包括最后两项。(一)INPUT(输入)
要选择某个窗口后才能进入INPUT菜单,当前状态是所选窗口的属性,包括所在的1目的地(一台控制主机的情况下默认1,多台的时候根据情况调节)、2输入接口(可调,DVI、HD-15、BNC)、3信号格式(不可调,自动识别)、4输入类型(一般根据信号自动识别、不可调)、5空间颜色(RGB、SMPTE一般为RGB)、6取样模式(不可调自动识别)、7对比度(调节当前窗口信号,范围75%-125%)、8亮度(调节当前窗口信号,范围75%-125%)、9伽马值(调节当前窗口信号,范围1.0-3.0)、10输入同步类型(一般是自动识别,可调H/V、CSync、SOG、Auto)、11补偿(默认是off,除特殊情况一般不更改)、12部分同步(是调节模拟信号用,默认是160mv)、13锐度(-10-10)。 1.HOME(主菜单) 按下HOME返回主菜单 2.CFG(配置菜单) 按下CFG菜单显示的是当前窗口和SOURCE SELECTION里的键关联关系,例如1A对应1、SRC_3对应3。包括文件号码(不可选)、文件名(不可选)、删除申请到哪里。
A、B ACK(返回上一级菜单) B、SAVE(存储当前设置) C、D ELETE(删除当前设置) 3.AR(宽高比调整菜单) 按下AR菜单显示当前窗口的比例,包括模式(可手动调节16:9、4:3、5:4、3:2、1:1、Custom) 如果选择Custom,下面会出现Ratio,调节具体一个比例数值。 A、B ACK(返回上一级菜单) B、SAVE(存储当前设置) 4.SAVE(存储) 按下SAVE存储当前设置 5.APPLY FORMAT(应用格式)
最新fanuc-0i数控系统操作面板和手动操作教学文案
FANUC-0i数控系统操作面板和手动操作面板如图所示 (1)MODE SELECT(方式选择开关):选择操作方式的开关,有以下几种方式。 ①编辑(EDIT)编缉方式 ②自动(MEM或AUTO)存储运转方式(或称自动加工) ③MDI MDI手动数据输入方式 ④手动(JOG)手动连续进给方式 ⑤手轮手动连续进给方式 ⑥快速快速进给方式 ⑦回零(REF或ZRN)手动返回参考点方式 ⑧ DNC 联机通信、计算机直接加工控制方式 ⑨示教示教方式 操作步骤: 1.手动回参考点 手动回机床原点(参考点):将手动操作面板上的操作方式( MODE ) 开关置“REF.RETURN (回零)”档位,先将手动轴选择为Z轴,再按下“+”移动方向键,则Z轴将向参考点方向移动,一直至回零指示灯亮。然后分别选择Y、X轴进行同样的操作。 2.工作台的手动调整 工作台拖板的手动调整是采用方向按键通过产生触发脉冲的形式或使用手轮通过产生手摇脉冲的方式来实施的。和手柄的粗调、微调一样,其手动调整也有两种方式。 (1)粗调:置操作方式开关为“JOG(手动连续进给)”方式档。先选择要移动的轴,再按轴移动方向按钮,则刀具主轴相对于工作台向相应的方向连续移动,移动速度受“JOG FEEDRA TE”(快速倍率)旋钮的控制,移动距离受按压轴方向选择钮的时间的控制,即按即动,即松即停。采用该方式无法进行精确的尺寸调整,当移动量大时可采用此方法。(2)微调:本机床系统的微调需使用手轮来操作。将方式开关置为“手轮”方式档。再在手轮中选择移动轴和进给增量,按“逆正顺负”方向旋动手轮手柄,则刀具主轴相对于工作台向相应的方向移动,移动距离视进给增量档值和手轮刻度而定,手轮旋转360o,相当于100个刻度的对应值。
巴可DLP大屏Encore控制台简单操作
巴可DLP大屏Encore控制台简单操作 1、背景设定 A、背景通道的选择 按下BGA或BGB键,在触摸屏上可选择背景的输入方式,选定按下FORCE ACQUIRE (强制识别),可以更改背景。(在按键闪烁并按键上方红灯熄灭时方可操作)。一般选择DVI输入(就是背景计算机) B、背景信号设定 所有需要通过背景计算机播放的文件,都要事先存储到背景计算机中。(最好两台都存储,保证一台出现问题也不影响播出) 图片格式、视频格式要是计算机能够识别的格式,每个栏目都可在计算机中存储自己的目录方便调用。 当我们以图片为背景时,选定图片点击右键将其设置成桌面背景。 当我们以图像为背景时,用计算机安装的KMPlayer播放,将播放器设置成全屏、循环播放。 根据背景墙的规模计算后的宽高比,编辑的图片和图像也要按照这个比例制作。例如背景墙显示分辨率为3072×1536,图片和图像的编辑最好能保持或者高于这个分辨率,这样能够显示更好的效果。 2、窗口设定 线路的通道 巴可控制器接口定义可能和控制台窗口调出键不一致,(控制器的1A,1B可能对应控制台的3A,3B。)所以信号源连接时要注意。 3、窗口信号的通道选择 按下窗口键(1A等),在触摸屏右边小键盘区按下Input键进入窗口通道选择界
面。在触摸屏上选择需要输入的通道,选定按下FORCE ACQUIRE(强制识别)。在这个界面我们可以对窗口中的图像进行亮度、对比度进行调整。(在按键闪烁并按键上方红灯熄灭时方可操作) 4、窗口的调整 按下窗口键(1A等),可以通过控制台右上角的操纵杆对其进行大小、区域的调节。(在按键闪烁并按键上方红灯熄灭时方可操作) 5、模式的存储 为方便使用,可根据不同的栏目分别设置不同的模式。巴可控制台的Preset Section(预存)区提供8页每页8个共64组存储模式。 存储的方法是先根据栏目的需要设置模式,然后按下Learn+要存的地方(如Learn+1,表示当前模式存储到预存区1里面)。 Delete+“?”表示要删除“?”这项。 Next、Previous是选择上一项和下一项。 Page+“?”表示要到第“?”页。红灯在数字上面亮起,就表示当前在红灯下面的数字显示的页。 6、巴可控制台抓帧的操作 背景层不能在背景墙上(主监上)(即BGA、BGB上方的红灯不能亮起)。 点开一个窗口或背景(按键闪烁,红灯熄灭)。 按下Frame Grab(如果是动态视频,先按下Freeze使图像静止)。进入FRAME GRAB 的菜单(在触摸屏上显示)。 按下触摸屏左下角的CAPTURE,显示capturing后,Name显示一个UNSAVE_FG_X (1-3)文件,Format显示截取图像的分辨率。 按下SAVE,进入FRAME SAVE菜单,在Save Location处选择存储位置(1-100),
巴可面板操作说明
一.En core处理器的接口说明 二.En core控制面板的键位区说明 三.En core控制台菜单说明 四.En core的简易说明
一.En core处理器介绍 Video 卩「口匚essor Rear Psnel The figure below illustrates the Video Processor rear panel: Figure 2-2. Video Processor Rear Panel 端口名称
面板介绍
Asped Ratio 伽fXJ IMt 11 Sizing Werau 「 HT皿 ■HR MWO W*wal VAjrf^w VPOWflM SAVE f FO?WE Md RE 三.En core控制台菜单说明 Encore Controller 菜单HOM(菜单首页) 这是LC (大型控制台)菜单,SC (小型控制台)不包括最后两项。(一)INPUT (输入) FORCE ACQUIRE Oversan pie SO「中尿j"」 ME暂 Tqp Edje cotaR BAL J MMC E RGB Cc^or Ba-anc? Menu Cot>r BaJante- ——[隠商赳L ??ICflrnFrt H?d由纳吠辭 Gffl Er^hntu Gnrtraa^
要选择某个窗口后才能进入 INPUT 菜单,当前状态是所选窗口的属性,包括所在的 1 目的地(一台控制主机的情况下默认 1,多台的时候根据情况调节)、2输入接口(可调, DVI 、HD — 15、BNC )、3信号格式(不可调,自动识别)、4输入类型(一般根据信号自动 识别、不可调)、5空间颜色(RGB 、SMPTE —般为RGB )、6取样模式(不可调自动识别)、 7对比度(调节当前窗口信号,范围 75 %— 125 %)、8亮度(调节当前窗口信号,范围 75 % —125 %)、9伽马值(调节当前窗口信号,范围 1.0— 3.0 )、10输入同步类型(一般是自动 识别,可调 H/V 、CSync 、SOG 、Auto )、11补偿(默认是of ,除特殊情况一般不更改)、 12部分同步(是调节模拟信号用,默认是 160mv )、13锐度(-10 — 10)。 1 . HOME (主菜单) 按下HOME 返回主菜单 2. CFG (配置菜单) 按下CFG 菜单显示的是当前窗口和 SOURCE SELECTION 里的键关联关系,例如1A 对 应1、SRC_3对应3。包括文件号码(不可选)、文件名(不可选)、删除申请到哪里。 「 APPLY FORMAT L_ J FORCE [ 曲 CQUIRF ___ _____> N A V A R SIZING COLOR RAI ANCE ADJ CFG SAVE
FANUC系统部分操作面板简介
;k;lm/n 部分面板按键功能说 明(FANUC) 一、FANUC0系统MDI面板 : FANUC0系统MDI面板各键功能说明表 键名称功能说明 RESET 复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途 退出自动操作循环与输入、输出过程等。 OUTPT START 输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备。 地址与数字键按下这些键,输入字母、数字与其它字符。 INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以 后,必须按下此键才能输入到CNC内。另外,与外部设备通信时, 按下此键,才能启动输入设备,开始输入数据到CNC内。CURSOR 光标移动键用于在CRT页面上,移动当前光标。 PAGE 页面变换键用于CRT屏幕选择不同的页面。 POS 页 面 切 换 键位置显示键在CRT上显示机床当前的坐标位置。 PRGRM 程序键在编辑方式,编辑与显示在内存中的程序。 在MDI方式,输入与显示MDI数据。MENU OF SET 参数设置键刀具偏置数值与宏程序变量的显示的设定。 DGNOS PRGRM 自诊断的参数键设定与显示参数表及自诊表的内容*
OPRALARM 报警号显示键按此键显示报警号* AUXGRAPH 辅助图形图形显示功能,用于显示加工轨迹。 ALTER 编 辑 键 替代键用输入域内的数据替代光标所在的数据。 DELET 删除键删除光标所在的数据。 INSRT 插入键将输入域之中的数据插入到当前光标之后的位置上。CAN 取消键取消输入域内的数据。 EOB 回车换行键结束一行程序的输入并且换行。 *表示尚未开发的功能键 二、FANUC0系统车床标准面板 FANUC0系统车床标准面板功能说明表 按钮名称功能说明MODE(模式选择旋 钮) EDIT 编辑模式用于直接通过操作面板输入数控 程序与编辑程序。 AUTO 自动模式进入自动加工模式。 REF 回零模式机床回零;机床必须首先执行回 零操作,然后才可以运行。 MDI MDI模式单程序段执行模式。 STEP/HANDLE 单步/手轮方式手动方式,STEP就是点 动;HANDLE就是手轮移动。 JOG 手动方式手动方式,连续移动。 DRY RUN 空运行模式按照机床默认的参数执行程序 DNC DNC模式从计算机读取一个数控程序。运行控制按钮START 循环启动程序运行开始;模式选择旋钮在 “AUTO”或“MDI”位置时按 下有效,其余模式下使用无效。 HODE 进给保持程序运行暂停,在程序运行过程 中,按下此按钮运行暂停。按 “START”恢复运行。
BARCO大屏幕显示系统软件applo简明使用手册
BARC O
BARCO大屏幕显示系统软件简明使用手册 Apollo控制软件 1. 简介 在现代应用的大屏幕显示墙上,应用窗口的大小,类型,数量,和位置均 没有限制,但这也会容易造成在大屏幕上产生混乱,例如重要的报警窗口被次要的视频窗口所覆盖。所以在任何情況下一個合适的大屏幕管理软件是不可缺少的,本项目配备了 BARCO 自行开发的Apollo 大屏幕管理软件,它可以: 将大屏幕分成不同的区域以达到整齐效果,设定布局 (layouts) 把窗口固定或限制窗口的位置来防止窗口重叠。 要显示特定的信息时会自动启动或停止应用程序及利用预先设定的布局排列窗 口将最重要的操作程序自动化,例如遇到紧急情況時切换到特定的显示布局。监控,安排,管理控制中心內的资源包括显示大屏幕及其他共享的设备。 所有大屏幕管理功能可通过安装在操作者的工作站或大屏幕控制器本身的简易 图像介面上选用,在Apollo 大屏幕管理软件中利用鼠标点击便能切换到预设的布局,內含已在布局编辑器中排列及储存的窗口。相应的应用程序也会自动被启动,这样可使操作者专注于他们日常的实际工作。显示中的窗口可以就预设的权限和区域被互动地移动或调整大小,但要注意的是操作大屏幕管理软件時并不会影响窗口显示中的內容或因操作一个窗口而影响別的窗口的显示质量。 投影机的参数也可由 Apollo 大屏幕管理软件控制,例如灯泡使用计数器,灯泡开关,状态信息,对比度和亮度都可互动地控制。Apollo 大屏幕管理软件不仅仅限于管理大屏幕,它也可控制其他外部设备装置,例如UPS,矩阵切换器等,将它们整合成一个操作系统。
如果操作者拥有权限,便可监控所有硬件的参数及作互动式操作,预设的权限防 止操作者进行错误或未经授权的操作以保障安全和有效的操作环境。 开放的 Apollo 应用程序介面接口 (API) 及指令介面接口 (command interfaces) 容许使用者简易地将大屏幕管理软件的功能和客戶的应用程序整 合使用,系统整合者可接触大屏幕管理的特点,容許他们自定义操作介面及操作 布局,为 Apollo 进行第二次开发。 本地网络通讯系统容许在大屏幕控制器中运行的大屏幕管理服务器和工作站中 的大屏幕管理客戶端使用本地网络进行通讯,容许操作者控制所有大屏幕功能,包括外部的网络设备装置如数据库服务器或SNMP服务器。在不会影响目前的配 置下也可加入更多的设备。在安装或需要修改配置时,可选用附带的互动式配置 工具软件,利用预定的图示来编辑整个大屏幕显示系统的结构。 2.使用 在完全使用巴可系统的时候,请确保项目所提供的所有软件都已安装。控制器系统启动后(在起动时APOLLO软件、鼠标上大屏软件会随 系统启动)开启服务PC(DELL)如果此机器没有关机可以直接使用APOLLO软件。打开服务PC里APOLLO软件的“资源管理器”(开始-程序-Barco Apollo-Explorer)。 可看到如下界面大屏幕预览桌面显示设定桌面
数控机床操作面板图文详解[1]
数控车床编程和操作 实训指导书 实训一数控车床程序编辑及基本操作实验 一. 实训目的: 1.了解数控车削的安全操作规程 2.掌握数控车床的基本操作及步骤 3.对操作者的有关要求 4.掌握数控车削加工中的基本操作技能 5.培养良好的职业道德 二. 实训内容: 1.安全技术(课堂讲述) 2.熟悉数控车床的操作面板与控制面板(现场演示) 3. 熟悉数控车床的基本操作 ①数控车床的启动和停止:启动和停止的过程 ②数控车床的手动操作:手动操作回参考点、手动连续进给、增量进给、手轮进给 ③数控车床的MDI运行:MDI的运行步骤 ④数控车床的程序和管理 ⑤加工程序的输入练习 三. 实训设备: CK6132数控车床 5台 四. 实训步骤: (一)熟悉机床操作面板 图3.1-1 GSK980T面板 1.方式选择
EDIT: 用于直接通过操作面板输入数控程序和编辑程序。 AUTO:进入自动加工模式。MDI:手动数据输入。 REF:回参考点。HNDL:手摇脉冲方式。 JOG:手动方式,手动连续移动台面或者刀具。 置光标于按钮上,点击鼠标左键,选择模式。 2.数控程序运行控制开关 单程序段机床锁住辅助功能锁定空运行 程序回零手轮X轴选择手轮Z轴选择 3.机床主轴手动控制开关 手动开机床主轴正转手动关机床主轴手动开机床主轴反转 4.辅助功能按钮 润滑液换刀具 5.手轮进给量控制按钮 选择手动台面时每一步的距离:0.001毫米、0.01毫米、0.1毫米、1毫米。置光标于旋钮上,点击鼠标左键选择。 6.程序运行控制开关 循环停止循环启动 MST选择停止 7.系统控制开关 NC启动 NC停止 8.手动移动机床台面按钮
电影机操作流程
1.0目的 规范巴可20C放映机的操作使用,确保仪器与使用人员的安全,保证测试结果的准确性。 2.0适用范围 适用于巴可20C放映机用2000W,3000W,4000W电影灯测试。 3.0岗位职责 负责放映机的日常维护保养及灯泡性能测试。 4.0操作流程 一、安装电影灯 a.取出灯箱 b.打开进风口盖 取出灯箱时,双手紧握灯箱上下把将进风口盖子下方两纽扣拧松,然后将手,将灯平行拉出三分之二后,左盖子取下 手平托主灯向下方然后放置于工作 台上。
c.取下滤光镜 d.安装电影灯阳极插销 将滤光镜四角纽扣拧松,然后将灯箱下方阳极插销拔出,然后将电影平放置工作台上,注意镜片不灯阳极安装在插销上,并用内六角扳手能弄花将固定螺丝拧紧。 e.阴极安装适配器 f.电影灯装箱 将阴极拿起,然后将适配器旋在阴极上将电影等拿起,阴极平放进阴极插销再用内六角扳手将适配器上固定螺丝拧孔,然后右手拖着灯阳极,左手将阳紧。阳极插销扣好,再将滤光镜盖上。
g.固定阴极h.将灯箱装入机器并固定螺丝 将阳极固定好后,左手扶住阳极,将灯箱装入机器并用螺丝刀将灯箱上的用内六角扳手将阴极固定,固定固定螺丝杆拧紧 好后用力推轴,检查一下是否固定 二、启动放映机 a.启动放映机开关 b.点击连接并登入用户密码 将灯箱安装好后,将电影及电源开启,当指示灯停止闪烁并常亮时,点击显指示灯闪烁示屏上“连接”,进入如图页面,再点 左下角用户,登入用户密码,如果要 更换其它型号灯,点击右侧功能选项 “安装”,然后选取“灯”,在型号菜 单里选取相应的型号,接着在光输出 菜单中选取相应的光频率参数,并调 整好档位(按功率的90%来计算)
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ?开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ?功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选左后,电磁炉便会自动默认工作。 ?童锁任选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁泄或解除工作状态,关机也会自动解除锁定。 ?火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按"定时”键进入时间设定,按“增大”或“减小”键设定时间。 ?烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ?保温按此键进入自动保温状态。 ?快速加热/火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“泄时”键进入时间设左,按“增大”或“减小”键设建时间。 ?定时按此键,进入时间设泄状态,但在自动功能状态无此作用。 ?増大/减小调节泄时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60C,恒温吸水,加热至水干后,进入炯饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-804C后,维持该温度约30秒进行巴氏火菌,并自动转入保温,10分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220VAC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待 机状态。 3.将盛有料理的专用锅具苣于电磁炉而板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在泄温时,因锅具材质、形状及环境温度不同,实际温度与设立温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再
FANUC Oi B数控系统操作面板说明
FANUC Oi B数控系统操作面板说明 您现在的位置: FANUC Oi B数控系统操作面板说明 一、机床操作面板结构及功能说明 机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。 二、操作面板说明 1.CYCLE START 程序执行启动按钮(带灯) 自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。 2.FEED HOLD进给保持按钮(带灯) 自动执行程序期间,按下此按钮,机床运动轴即减速停止。 3.MODE SELECT方式选择开关,选择机床的工作方式 1)EDIT:编辑方式 2)AUTO:自动方式 3)MDI:手动数据输入方式 4)JOG:点动进给方式 5)HANDLE:手摇脉冲发生器进给方式 6)RAPID:手动快速进给方式 ?)ZRN:手动返回机床参考零点方式 8)DNC:DNC工作方式 9)TEACH.H:手轮示教方式 4,FEEDRATE OVERRIDE进给速率修调开关 以给定的F指令进给时,可在0—150%的范围内修改进给率。JOG方式时,亦可用其改变JOG速率。 5.BDT程序段跳步功能按钮(带灯) 自动操作时此按钮接通,程序中有“\”的程序段将不执行。 6.SBK单程序段执行按钮(带灯) 自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。 7.DRN空运行功能按钮(带灯) 自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。 8.Z AXIS LOCK Z轴锁定功能按钮(带灯) 自动执行程序时,此按钮接通,可禁止Z轴方向的移动 9. MLK机床锁定按钮(带灯) 自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。 10. OPS程序段选择停功能按钮(带灯)
常用各种数控机床控制面板功能简介说课讲解
常用各种数控机床控制面板功能简介 芷江民族职业中专学校李俊新 本讲座将主要介绍数控机床的控制面板卜各种按钮开关的功能。这部分内容主要是供数控机床实际操作人员参考。由于不同类型的数控机床用户,根据各自生产的产品、生产规模及工艺流程,对于数控机床操作工的要求是不完全相同的。而这里介绍的只是一般通用的数控机床上一些常用控制按钮所具备的功能,因此,如同在以前反复强调的,这里介绍的内容绝不能代替每台机床本身的产品说明书,以及数控机床供应商所提供的培训。操作人员必须根据自己的工作性质及具体要求,通过仔细阅读机床产品说明书,以及实际的动手操作,来详细了解和真正掌握自己所操作的数控机床上各个按钮开关的具体功能。 数控机床控制面板按钮(开关)一般分为两个组成部分——控制部分与操作部分。下面即分别介绍这两类按钮的功能。 1.数控机床控制功能按扭介绍 控制部分按钮的基本任务是通过显示屏进行数据处理。例如:直接输入加工程序;编辑或改动储存在控制器内的程序;输入及调整刀具修正值,等等。另外,通过控制部分面板中的按钮,可以在显示屏上显示各种机床的状态数据,例如各运动轴的即日寸位置,主轴卜的刀具号以及控制系统的其他参数。 下面列出—些属于控制功能部分的按钮,并简单介绍一下其
功能: 【POWER】——控制面板上的电源开关按钮。注意,此按钮仅为控制器的电源开关。机床本身有一个总电源开关,但不在控制面板上。需将总开关接通后,控制器电源开关才能起作用。 【POSITION】——“位置”按钮。按动此钮,显示屏上显示各运动轴的即时位置。包括“机器坐标”和“加工坐标”值。 【PROGRAM】——“程序”按钮。将正在执行的加工程序显示在显示屏上。可用于编辑和改动程序。也可用于自动运转过程中监视程序。 【OFFSET】——“修正值”按钮。将修正值数据页面显示在显示屏上。操作人员可以输入或调整修正值。 【INPUT】——“输入”键。将数据输至控制器,相当于普通电脑的“回车’’键。 【REST】——“重置”键。若在编辑程序时,按动此键,将使光标回到程序起始点;若在程序执行期间按动此键,将终止执行程序,所有正在执行的指令将被立即取消。 【A】-【Z】——字母键。输入字母用。其功能与一般电脑键盘相同(但通常无小写)。 【1】-【O】——数字键。输人数字用。 ←↑↓→——光标控制键。通过按动相应键,可移动显示屏上光标的位置。 2.数控机床操作部分按钮(开关)功能介绍
高低温试验箱TEMI880控制面板操作方法
高低温试验箱TEMI880控制面板操作方法 (1)简介: 原装韩国进口,中英文液晶显示LCD触摸式面板,画面对谈式输入数据, 温度可程控,背光灯17段可调,曲线显示,设定值/显示值曲线。可分别显示多种警报,故障发生时可通过屏幕显示故障,消除故障,消除误操作。多组PID控制机能,精密监控功能,且以数据形式显示于屏幕上。 (2)规格: a.显示器:320X240点、30行X40字的LCD液晶显示荧屏 b.精度:温度±0.1℃+1digit c.分辨率:温度±0.1. 东莞市勤卓环境测试设备有限公司TEL:(0769)82205656 fax:(0769)83718518 d.温度斜率:0.1~9.9可设定 f.温度入力信号:PT100Ω X 1(干球) g.温度变换出力:-100~200℃相对于1~2V h.P.I.D控制出力:温度1组 i电源:AC85V~264V RS-485,RS-232计算机联机功能及联机软件(软件赠送) j.数据记忆保存EEPROM(可保存10年以上) (3)画面显示功能: a.画面对谈式数据输入, 屏幕直接触摸选项
b.温度设定(SV)与实际(PV)值直接显示(中英文表示) c.可显示目前执行程序号码,段次,剩余时间及循环次数 d.运转累计时间功能 e.温度程序设定值以图形曲线显示,具实时显示程序曲线执行功能 f.具单独程序编辑画面, 直接输入温度及时间 g.具有上下限待机及警报功能具9组P.I.D参数设定,P.I.D自动演算,干球自动校正 东莞市勤卓环境测试设备有限公司,关于更多高低温试验箱的操作方法和规程,请查询:https://www.360docs.net/doc/235294595.html,