球墨铸铁化学成分
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。
1、碳及碳当量的选择原则:
碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。
2、硅的选择原则:
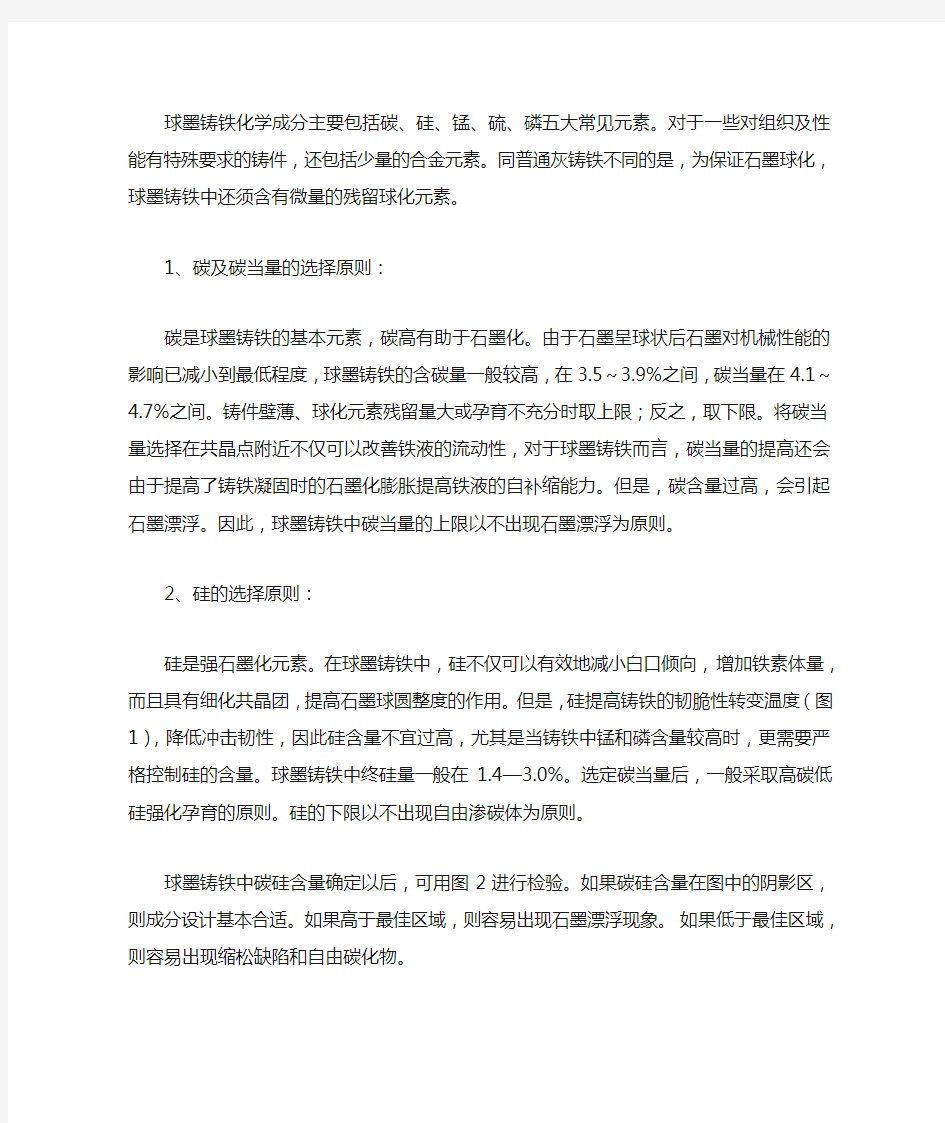
硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在1.4—3.0%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。
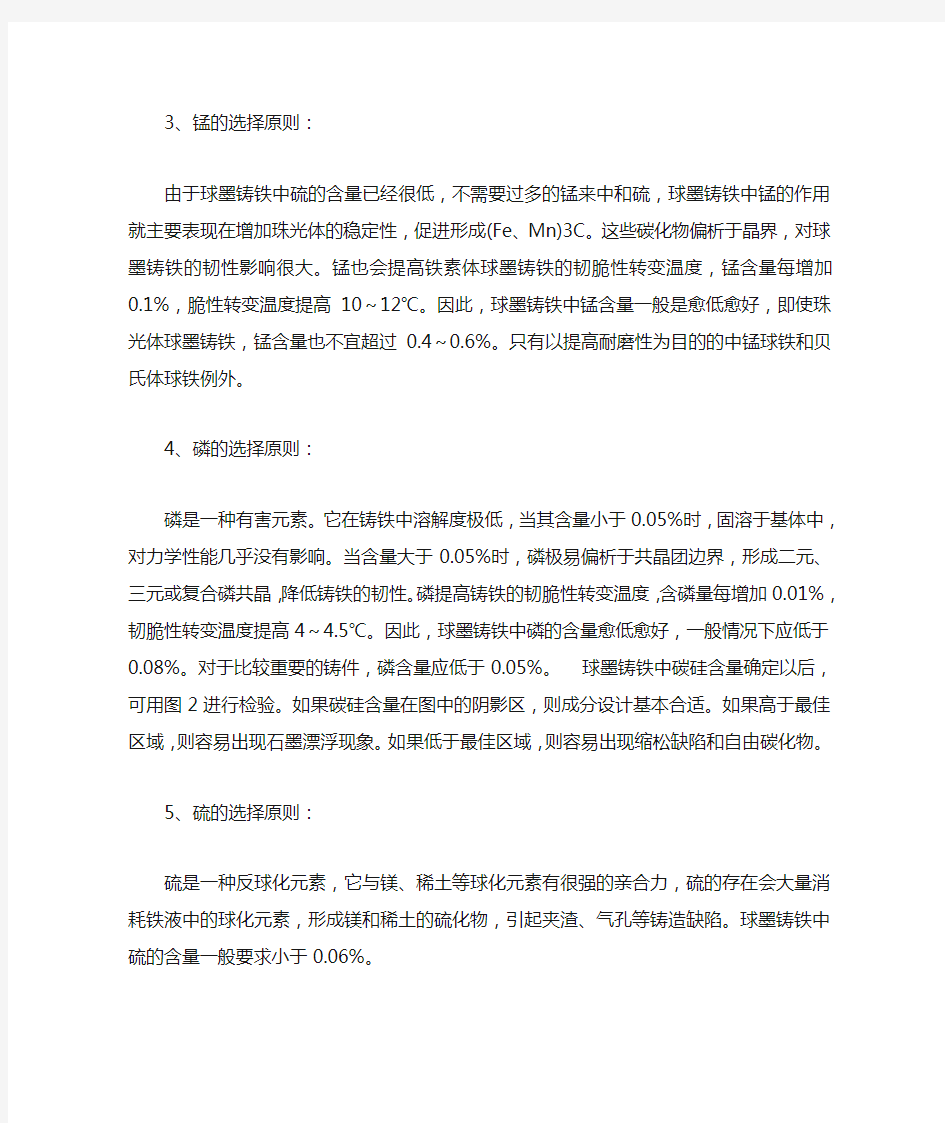
球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。
3、锰的选择原则:
由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加0.1%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。
4、磷的选择原则:
磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加0.01%,韧脆性转变温度提高4~4.5℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于0.08%。对于比较重要的铸件,磷含量应低于0.05%。球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。
5、硫的选择原则:
硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。
球墨铸铁化学成分
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。? 1、碳及碳当量的选择原则:? 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在~%之间,碳当量在~%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。? 2、硅的选择原则:? 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在—%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。? 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则:? 由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过~%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。? 4、磷的选择原则:? 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于%时,固溶于基体中,对力学性能几乎没有影响。当含量大于%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加%,韧脆性转变温度提高4~℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于%。对于比较重要的铸件,磷含量应低于%。????球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。? ?5、硫的选择原则:? 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于%。
常用金属材料中各种化学成分对性能的影响
常用金属材料中各种化学成分对性能的影响 .生铁: 生铁中除铁外,还含有碳、硅、锰、磷和硫等元素。这些元素对生铁的性能均有一定的影响。 碳(C):在生铁中以两种形态存在,一种是游离碳(石墨),主要存在于铸造生铁中,另一种是化合碳(碳化铁),主要存在于炼钢生铁中,碳化铁硬而脆,塑性低,含量适当可提高生铁的强度和硬度,含量过多,则使生铁难于削切加工,这就是炼钢生铁切削性能差的原因。石墨很软,强度低,它的存在能增加生铁的铸造性能。 硅(Si):能促使生铁中所含的碳分离为石墨状,能去氧,还能减少铸件的气眼,能提高熔化生铁的流动性,降低铸件的收缩量,但含硅过多,也会使生铁变硬变脆。 锰(Mn):能溶于铁素体和渗碳体。在高炉炼制生铁时,含锰量适当,可提高生铁的铸造性能和削切性能,在高炉里锰还可以和有害杂质硫形成硫化锰,进入炉渣。 磷(P):属于有害元素,但磷可使铁水的流动性增加,这是因为硫减低了生铁熔点,所以在有的制品内往往含磷量较高。然而磷的存在又使铁增加硬脆性,优良的生铁含磷量应少,有时为了要增加流动性,含磷量可达1.2%。硫(S):在生铁中是有害元素,它促使铁与碳的结合,使铁硬脆,并与铁化合成低熔点的硫化铁,使生铁产生热脆性和减低铁液的流动性,顾含硫高的生铁不适于铸造细件。铸造生铁中硫的含量规定最多不得超过0.06%(车轮生铁除外)。 2.钢: 2.1元素在钢中的作用 2.1.1 常存杂质元素对钢材性能的影响 钢除含碳以外,还含有少量锰(Mn)、硅(Si)、硫(S)、磷(P)、氧(O)、氮(N)和氢(H)等元素。这些元素并非为改善钢材质量有意加入的,而是由矿石及冶炼过程中带入的,故称为杂质元素。这些杂质对钢性能是有一定影响,为了保证钢材的质量,在国家标准中对各类钢的化学成分都作了严格的规定。 1)硫 硫来源于炼钢的矿石与燃料焦炭。它是钢中的一种有害元素。硫以硫化铁(FeS)的形态存在于钢中,FeS和Fe形成低熔点(985℃)化合物。而钢材的热加工温度一般在1150~1200℃以上,所以当钢材热加工时,由于FeS化合物的过早熔化而导致工件开裂,这种现象称为“热脆”。含硫量愈高,热脆现象愈严重,故必须对钢中含硫量进行控制。高级优质钢:S<0.02%~0.03%;优质钢:S<0.03%~0.045%;普通钢:S<0.055%~0.7%以下。 部分常用钢的牌号、性能和用途1 《信息来源:无缝钢管》
常用材料标准及化学成分表 (1)
常用材料所用标准及化学成分表 标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Cu Ni Cr Mo V Nb 备注 1 ASTM A216 WCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件① 2 WCC 0.25 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.0 3 … 铸件① 3 ASTM A352 LCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 4 LCC 0.2 5 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 5 LC3 0.15 0.50~ 0.80 0.04 0.045 0.60 … 3.00~ 4.00 … … … … 铸件 6 LC9 0.13 0.90 0.04 0.045 0.45 0.30 8.50~ 10.0 0.50 0.20 0.03 … 铸件 7 ASTM A105 A105 0.35 0.60~ 1.05 0.035 0.04 0.10~ 0.35 0.40 0.40 0.30 0.12 0.08 …锻件②
标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Ti Ni Cr Mo V W 备注 8 ASTM A182 304 0.08 2.00 0.045 0.03 1.00 … 8.00~ 11.0 18.0~ 20.0 … … … 锻件 9 316 0.08 2.00 0.045 0.03 1.00 … 10.00~ 14.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 10 316L 0.03 2.00 0.045 0.03 1.00 … 10.00~ 15.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 11 321 0.08 2.00 0.045 0.03 1.00 0.70 9.00~ 12.0 17.0~ 19.0 …… …锻件③
轴承钢牌号、化学成分及标准对比
调研报告内容: 1、概述(研究目的与意义) 2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景) 3、技术、市场分析(重点介绍) 3.1 国内生产现状 (包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍) 3.2市场分析 (包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等) (重点介绍) 4、可行性分析 莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等) 5、其它: 特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)
1、概述(研究目的与意义) 作为合金钢的一种,轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。目前,我国轴承钢总产量已达220万t左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。世界公认轴承钢的生产水平是一个国家冶金水平的标志。对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。我国的一些知名特钢生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50万吨的水平)等特点。 莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1万吨左右),与国际、国内的知名特钢生产企业相比差距明显。根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。 2、轴承钢研究国内外研究与发展现状(发展过程、现状及发展前景) 2.1国内外轴承钢钢种系列发展状况 轴承用钢的质量是所有合金钢中要求最严格、检验项目最多的钢种。世界公认轴承钢的水平是一个国家冶金水平的标志。随着科学技术迅猛发展,轴承钢使用条件日益恶劣,对轴承提出了非常苛刻的要求。由于轴承的工作环境、使用条件不同,除了大量生产高碳铬轴承钢外,还发展了渗碳轴承钢、中碳轴承钢、不锈轴承钢、高温轴承钢等系列钢种。 高碳铬轴承钢是轴承钢的代表钢种,各国对之都有专用的技术标准。例如, ISO/FDIS683-17中纳标的高碳铬轴承钢钢种有: 100Cr6、100CrMnSi4-1、100CrMnSi6-4、100CrMnSi6-6、100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。美国的ASTM A295的高碳铬轴承钢包括:52100、5195、UNSK19526、1070M、5160。此外,美国对高淬透性的高碳铬轴承钢,有专用标准ASTM A485,其包括的钢种有: Grade1~Grade4、100CrMnSi4-4、100CrMnSi6-4、100CrMnSi6-6、100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。 中国的高碳铬轴承钢(GB/T18254-2002)包括的钢种有: GCr15、GCr15SiMn、GCr4、GCr15SiMo、GCr18Mo。 渗碳轴承钢的表面经渗碳处理后具有高硬度和高耐磨性,而心部仍有良好的
球墨铸铁化学成分完整版
球墨铸铁化学成分集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。 1、碳及碳当量的选择原则: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。 2、硅的选择原则: 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在1.4—3.0%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则: 由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加0.1%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。 4、磷的选择原则: 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加0.01%,韧脆性转变温度提高4~4.5℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于0.08%。对于比较重要的铸件,磷含量应低于0.05%。球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 5、硫的选择原则: 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。
球墨铸铁中所含的化学成分及其含量对性能的影响
球墨铸铁简介: 球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁是20世纪五十年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。球墨铸铁已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料。所谓“以铁代钢”,主要指球墨铸铁。 析出的石墨呈球形的铸铁。球状石墨对金属基体的割裂作用比片状石墨小,使铸铁的强度达到基体组织强度的70~90%,抗拉强度可达120kgf/mm2,并且具有良好的韧性。球墨铸铁除铁外的化学成分通常为:含碳量3.6~3.8%,含硅量2.0~3.0%,含锰、磷、硫总量不超过1.5%和适量的稀土、镁等球化剂。 制造步骤: (一)严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量 (二)铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失(三)进行球化处理,即往铁液中添加球化剂 (四)加入孕育剂进行孕育处理 (五)球墨铸铁流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则 (六)进行热处理
球墨铸铁中所含的化学成分及其含量对性能的影响 球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响
常用金属材料中各种化学成分对性能的影响
常用金属材料中各种化学成分对性能的影响 1.生铁: 生铁中除铁外,还含有碳、硅、锰、磷和硫等元素。这些元素对生铁的性能均有一定的影响。 碳(C):在生铁中以两种形态存在,一种是游离碳(石墨),主要存在于铸造生铁中,另一种是化合碳(碳化铁),主要存在于炼钢生铁中,碳化铁硬而脆,塑性低,含量适当可提高生铁的强度和硬度,含量过多,则使生铁难于削切加工,这就是炼钢生铁切削性能差的原因。石墨很软,强度低,它的存在能增加生铁的铸造性能。 硅(Si):能促使生铁中所含的碳分离为石墨状,能去氧,还能减少铸件的气眼,能提高熔化生铁的流动性,降低铸件的收缩量,但含硅过多,也会使生铁变硬变脆。 锰(Mn):能溶于铁素体和渗碳体。在高炉炼制生铁时,含锰量适当,可提高生铁的铸造性能和削切性能,在高炉里锰还可以和有害杂质硫形成硫化锰,进入炉渣。 磷(P):属于有害元素,但磷可使铁水的流动性增加,这是因为硫减低了生铁熔点,所以在有的制品内往往含磷量较高。然而磷的存在又使铁增加硬脆性,优良的生铁含磷量应少,有时为了要增加流动性,含磷量可达1.2%。 硫(S):在生铁中是有害元素,它促使铁与碳的结合,使铁硬脆,并与铁化合成低熔点的硫化铁,使生铁产生热脆性和减低铁液的流动性,顾含硫高的生铁不适于铸造细件。铸造生铁中硫的含量规定最多不得超过0.06%(车轮生铁除外)。 2.钢: 2.1元素在钢中的作用 2.1.1 常存杂质元素对钢材性能的影响 钢除含碳以外,还含有少量锰(Mn)、硅(Si)、硫(S)、磷(P)、氧(O)、氮(N)和氢(H)等元素。这些元素并非为改善钢材质量有意加入的,而是由矿石及冶炼过程中带入的,故称为杂质元素。这些杂质对钢性能是有一定影响,为了保证钢材的质量,在国家标准中对各类钢的化学成分都作了严格的规定。 1)硫 硫来源于炼钢的矿石与燃料焦炭。它是钢中的一种有害元素。硫以硫化铁(FeS)的形态存在于钢中,FeS和 Fe 形成低熔点(985℃)化合物。而钢材的热加工温度一般在1150~1200℃以上,所以当钢材热加工时,由于 FeS 化合物的过早熔化而导致工件开裂,这种现象称为“热脆”。含硫量愈高,热脆现象愈严重,故必须对钢中含硫量进行控制。高级优质钢:S<0.02%~0.03%;优质钢:S <0.03%~0.045%;普通钢:S<0.055%~0.7%以下。 2)磷 磷是由矿石带入钢中的,一般说磷也是有害元素。磷虽能使钢材的强度、硬度增高,但引起塑性、冲击韧性显著降低。特别是在低温时,它使钢材显著变脆,这种现象称"冷脆"。冷脆使钢材的冷加工及焊接性变坏,含磷愈高,冷脆性愈大,故钢中对含磷量控制较严。高级优质钢: P <0.025%;优质钢: P<0.04%;
铸铁牌号对照表及性能
铸铁 牌 号 (白心)可锻铸铁性能及相关数据 '); //--> 材料名称:(白心)可锻铸铁 牌号:KTB450-07
标准:GB 9440-88 ●特性及适用范围: 坯料在氧化性介质中进行脱碳退火,焊接性较好,只适宜铸造壁厚在15mm以下的铸件。国内应用较少,国外有用作水暖管件的 ●化学成份:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%. ●力学性能: (1)抗拉强度σb (MPa) 当试棒直径:d=9mm时,≥400;d=12mm时,≥450;d=15mm时,≥480 (2)条件屈服强度σ0.2 (MPa) 当试棒直径:d=9mm时,≥230;d=12mm时,≥260;d=15mm时,≥280 (3)伸长率δ (%) 当试棒直径:d=9mm时,≥10;d=12mm时,≥7;d=15mm时,≥4 (4)硬度:≤220HB (5)试样尺寸,试棒直径:d=9mm;d=12mm;d=15mm ●热处理规范及金相组织: 热处理规范:(由供方定) 金相组织:小断面尺寸:铁素体。大断面尺寸:表面区域--铁素体;中间区域--珠光体+铁素体+退火碳;心部区域--珠光体+退火碳 中日美部分不锈钢化学成分对比表 '); //-->
球墨铸铁性能及相关数据 '); //--> 材料名称:球墨铸铁 牌号:QT600-3 标准:GB 1348-88 ●特性及适用范围: 为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。能通过各种热处理改变其性能。主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件 ●化学成份: 碳 C :3.56~3.85 硅 Si:1.83~2.56 锰 Mn:0.49~0.70 硫 S :0.016~0.045 磷 P :0.035~0.058 镁 Mg:0.041~0.067 注:RxOy:0.033~0.049 ●力学性能: 抗拉强度σb (MPa):≥600 条件屈服强度σ0.2 (MPa):≥370 伸长率δ (%):≥3 硬度:190~270HB ●热处理规范及金相组织: 热处理规范:(由供方定,以下为某试样的热处理规范,供参考) 930℃,2h正火空冷, 600℃,2h,回火空冷 金相组织:珠光体+铁素体
球墨铸铁化学成分
球墨铸铁化学成分标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。 1、碳及碳当量的选择原则: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在~%之间,碳当量在~%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。 2、硅的选择原则: 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在—%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则:
由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过~%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。 4、磷的选择原则: 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于%时,固溶于基体中,对力学性能几乎没有影响。当含量大于%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加%,韧脆性转变温度提高4~℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于%。对于比较重要的铸件,磷含量应低于%。球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 5、硫的选择原则: 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于%。
化学成分对钢材性能的影响
列表整理化学成分对钢材性能的影响 钢是以铁和碳为主要成分的合金,虽然碳和其他元素所占比例甚少,但却左右着钢材的性能。 1、碳 碳时各种钢中的重要元素之一,在碳素结构钢中则是铁以外的最主要元素。碳是形成钢材强度的主要成分,随着含碳量的提高,钢的强度逐渐增高,而塑性和韧性下降,冷弯性能、焊接性能和抗锈性能等也变劣。碳素钢按碳含量区分,小于0.25%的为低碳钢,介于0.25%和0.6%之间的为中碳钢,大于0.6%的为高碳钢。含碳量超过0.3%时,钢材的抗拉强度很高,但却没有明显的屈服点,且塑性很小,含碳量超过0.2%时,钢材的焊接性能开始恶化。因此,规范推荐的钢材,含碳量均不超过0.22%,对于焊接结构则严格控制在0.2%以内。 2、硫 硫是有害元素,常以硫化铁形式夹杂于钢中。当温度达800~1000℃时,硫化铁会熔化使钢材变脆,因而在进行焊接或热加工时,有可能引发热裂纹,称为热脆。此外,硫还会降低钢材的冲击韧性、疲劳强度、抗锈蚀性能和焊接性能等。非金属硫化物夹杂经热轧加工后还会在厚钢板中形成局部分层现象,在采用焊接连接的节点中,沿板厚方向承受拉力时,会发生层状撕裂破坏。因而应严格限制钢
材中的含硫量,随着钢材牌号和质量等级的提高,含硫量的限制值由0.05%依次降至0.025%,厚度方向性能钢板(抗层状撕裂钢板)的含硫量更限制在0.01以下。 3、磷 磷可提高钢的强度和抗锈蚀能力,但却严重地降低钢的塑性、韧性、冷弯性能和焊接性能,特别是在温度较低时促使钢材变脆,称为冷脆。因此,磷的含量也要严格控制,随着钢材牌号和质量等级的提高,含磷量的限值由0.045%依次降至0.025%。但是当采用特殊的冶炼工艺时,磷可作为一种合金元素来制造含磷的低合金钢,此时其含量可达0.12%~0.13%。 4、锰 锰是有益元素,在普通碳素钢中,它是一种弱脱氧剂,可提高钢材强度,消除硫对钢的热脆影响,改善钢的冷脆倾向,同时不显著降低塑性和韧性。锰还是我国低合金钢的主要合金元素,其含量为0.8%~1.8%。但锰对焊接性能不利,因此含量也不宜过多。 5、硅 硅是有益元素,在普通碳素钢中,它是一种强脱氧剂,常与锰共同除氧,生产镇静钢。适量的硅,可以细化晶粒,提高钢的强度,而对塑性、韧性、冷弯性能和焊接性能无显著不良影响。硅的含量在一般镇静钢中为0.12%~0.3%,
钢材材质化学成分对照表
钢材材质化学成分对照表低合金高强度结构钢GB/T 1591-94 牌号等级 化学成份% M n S i ≤ P ≤ S ≤ V N b T i C ≤ A l ≥ C r ≤ Ni≤ Q 2 9 5 A . 8 - 1 . 5 . 5 5 . 4 5 . 4 5 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 1 6 Q 2 9 5 B . 8 - 1 . 5 . 5 5 . 4 . 4 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 1 6 Q 3 4 5A 1 . - 1 . 6 . 5 5 . 4 5 . 4 5 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 2 - . 2
Q 3 4 5B 1 . - 1 . 6 . 5 5 . 4 . 4 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 2 - . 2 Q 3 4 5C 1 . - 1 . 6 . 5 5 . 3 5 . 3 5 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 2 - . 2 . 1 5 Q 3 4 5D 1 . - 1 . 6 . 5 5 . 3 . 3 . 2 - . 1 5 . 1 5 - . 6 . 2 - . 2 . 1 8 . 1 5 Q 3 4 5E 1 . - 1 . 5 5 . 2 5 . 2 5 . 2 - . 1 5 - . 2 - . 1 8 . 1 5
钢材化学成份及性能对照表新.docx
牌号 SPHC DD11 (StW22) SPCC St12(DCO1 ) DC04 St37-2G St44-3G St52-3G SS330 SS400 SS540 St33 S235JR (ST37-2) S355J0 (St52-3) SPHT1 SPHT2 SPHT3 SAPH310 SAPH370 SAPH400 SAPH440 QSTE340 QSTE380 QSTE420 QSTE460 QSTE500 B440QZR B480QZR Q195 Q215A Q215B Q235A Q235B Q235C Q235D SAE1008 SAE1010 SAE1020 SAE1022 10 20 45 37Mn5 40Cr Q345B (16Mn) Q345C (16MnAl) 25Mn 常用材料化学成份及机械性能对照表 化学成份( %)机械性能 伸长率 C Si Mn S P Alt屈服强度 Mpa抗拉强度 Mpa( % ) ≤ 0.15≤0.05≤0.60≤0.035≤ 0.035≥ 0.010------≥ 270≥27 ≤ 0.12≤0.05≤0.60≤0.035≤ 0.035≥ 0.010170 ~ 360≤ 440≥22 ≤ 0.15------≤0.60≤0.025≤ 0.10------------≥ 270≥25 ≤ 0.10------≤0.50≤0.025≤ 0.035≥ 0.015140 ~ 280≥ 270≥24 ≤ 0.08------≤0.40≤0.020≤ 0.025≥ 0.015130 ~ 210≥ 270≥34 ≤ 0.17------≤1.00≤0.030≤ 0.035≥ 0.015≥215360 ~ 510≥20 ≤ 0.20------≤1.30≤0.030≤ 0.035≥ 0.015≥245430 ~ 580≥18 ≤ 0.20------≤1.60≤0.030≤ 0.035≥ 0.015≥325510 ~ 680≥16 ≤ 0.15≤0.30≤0.95≤0.035≤ 0.035------≥205330 ~ 430≥26 ≤ 0.21≤0.30≤1.40≤0.035≤ 0.035------≥245400 ~ 510≥21 ≤ 0.30≤0.25≤1.60≤0.035≤ 0.035------≥400≥ 540≥16 ------------------≤0.040≤ 0.040------≥185310 ~ 540≥10 ≤ 0.17≤0.35≤1.40≤0.035≤ 0.035------≥235360 ~ 510≥17 ≤ 0.20≤0.55≤1.60≤0.030≤ 0.030------≥355510 ~ 680≥14 ≤ 0.10≤0.35≤0.50≤0.035≤ 0.035------------≥ 270≥30 ≤ 0.18≤0.35≤0.60≤0.035≤ 0.035------------≥ 340≥25 ≤ 0.25≤0.350.30 ~0.90≤0.035≤ 0.035------------≥ 410≥20 ≤ 0.10≤0.30≤0.50 ≤0.035≤ 0.035 ≥185≥ 310≥33 ≤0.75≥225≥ 370≥32 ≥ 0.010 ≤ 0.21≤0.30≤1.40≥255≥ 400≥31 ≤0.025≤ 0.030 ≤1.50≥305≥ 440≥29 ≤1.30≥340420 ~ 540≥19 ≤ 0.12≤0.50 ≤1.40 ≤0.025≤ 0.030 Nb ≤ 0.09≥380450 ~ 590≥18 ≤1.50V ≤0.20≥420480 ~ 620≥16 ≤1.60 Ti ≤ 0.15 ≥460520 ~ 670≥14 ≤1.70≥500550 ~ 700≥12 ≤ 0.12≤0.50≤1.30≤0.025≤ 0.030 ------ ≥320440 ~ 570≥15 ≤ 0.16≤0.50≤1.50≤0.035≤ 0.030≥355480 ~ 580≥21 ≤ 0.12≤0.30≤0.50≤0.040≤ 0.035------≥195315 ~ 430≥33 ≤ 0.15≤0.35≤1.20≤0.050≤ 0.045------≥215335 ~ 450≥31 ≤ 0.15≤0.35≤1.20≤0.050≤ 0.045------≥215335 ~ 450≥31 ≤ 0.22≤0.35≤1.40≤0.050≤ 0.045------≥235370 ~ 500≥26 ≤ 0.20≤0.35≤1.40≤0.045≤ 0.045------≥235370 ~ 500≥26 ≤ 0.17≤0.35≤1.40≤0.040≤ 0.040------≥235370 ~ 500≥26 ≤ 0.17≤0.35≤1.40≤0.035≤ 0.035------≥235370 ~ 500≥26 ≤ 0.10≤0.15≤0.50≤0.020≤ 0.020------ 180Mpa 热轧320Mpa 热轧28% 热轧 0.08 ~ ------0.30 ~0.60≤0.035≤ 0.035------ 0.13/300Mpa 冷拉/370Mpa 冷拉/20% 冷拉 0.18 ~ ------0.30 ~0.60≤0.030≤ 0.050------210Mpa 热轧380Mpa 热轧25% 热轧 0.23/350Mpa 冷拉/460Mpa 冷拉/15% 冷拉 0.18 ~ ≤0.150.70 ~1.00≤0.025≤ 0.030------ 0.23 ≥490≥ 36027% 0.17 ~ 0.07 ~0.35 ~0.65≤0.035≤ 0.035------------360 ~ 460≥20 0.130.37 0.17 ~0.17 ~0.35 ~0.65≤0.035≤ 0.035------------420 ~ 530≥24 0.230.37 0.42 ~0.17 ~ 0.50 ~0.80≤0.035≤ 0.035------------≥ 590≥14 0.450.37 0.34 ~0.20 ~ 1.25 ~1.50≤0.015≤ 0.020------------≥ 720≥18 0.390.35 0.37 ~0.17 ~0.50 ~0.80≤0.035≤ 0.035------------≥ 720≥14 0.440.37 ≤ 0.20≤0.50≤1.70≤0.035≤ 0.035------≥345470 ~ 630≥24 ≤ 0.20≤0.50≤1.70≤0.030≤ 0.030≥ 0.015≥345470 ~ 630≥24 0.22 ~0.17 ~ 0.70 ~1.00≤0.035≤ 0.035------------≥ 530≥20 0.290.37 标准 BQB302 BQB402 BQB403 BQB410 BQB303 BQB310 GB/T70 SAE J1397 GB/T69 9 兴澄标 准 GB/T307 7 GB/T159 1 GB/T69 9
常用材料化学成份及机械性能1
常用材料化学成份及机械性能
28 15CrMo G GB5310 管 0.12-0.18 0.17-0.37 0.03 0.03 0.4-0.7 0.8-1.1 0.3 0.4-0.5 5 Cu :0.2 440-640 235 21 Akv J:35 29 15CrMog GB713 板 0.12-0.18 0.15-0. 4 0.03 0.03 0.4-0.7 0.8-1.2 0.3 0.45-0. 6 Cu :0.3 450-590 295 19 Akv J:31 30 15CrMoR GB6654 板 0.12-0.18 0.15-0. 4 0.03 0.03 0.4-0.7 0.8-1.2 0.3 0.45-0. 6 Cu :0.3 450-590 295 19 Akv J:35 CLOSE | BACK | PRINT | RSS | TO TOP 表格二: 序号 钢种 牌号 标准号 类型 化学成份 Other C Si S P Mn Cr Ni Mo Other ób ós δ5 HB 1 奥氏体不锈钢 00Cr17Ni14M o2 GB1220 棒 0.03 1 0.03 0.035 2 16-18 12-15 2-3 480 177 40 187 ψ%:60 2 00Cr17Ni14M o2 GB4237 板 0.03 1 0.03 0.035 2 16-18 12-15 2-3 480 177 40 187 3 00Cr17Ni14M o2 GB/T149 76 管 0.03 1 0.03 0.035 2 16-18 12-15 2-3 480 175 35 4 00Cr19Ni10 GB1220 棒 0.03 1 0.03 0.035 2 18-20 8-12 480 177 40 187 ψ%:60 5 00Cr19Ni10 GB4237 板 0.03 1 0.03 0.035 2 18-20 8-12 480 177 40 187 6 00Cr19Ni10 GB/T149 76 管 0.03 1 0.03 0.035 2 18-20 8-12 480 175 35 7 0Cr17Ni12Mo 2 GB1220 棒 0.8 1 0.03 0.035 2 16-18.5 10-14 2-3 520 205 40 187 ψ%:60 8 0Cr17Ni12Mo 2 GB4237 板 0.8 1 0.03 0.035 2 16-18 10-14 2-3 520 205 40 187 9 0Cr17Ni12Mo 2 GB/T149 76 管 0.8 1 0.03 0.035 2 16-18.5 10-14 2-3 520 205 35
碳素结构钢化学成分和力学性能
碳素结构钢化学成分和力学性能 根据GB 700—88 1 牌号和化学成分 1.1 钢的牌号和化学成分(熔炼分析)应符合表1规定 表1 注:1)Q235A B级沸腾钢锰含量上限为0.60 % 1.1.1 沸腾钢硅含量不大于0.07 %;半镇静钢硅含量不大于0.17 %;镇静钢硅含量下限值为 0.12% 1.1.2 D级钢应含有足够的形成细晶粒结构的元素,例如钢中酸溶铝含量不小于0.015 %或 全铝含量不小于0.020 %。 1.1.3 钢中残余元素铬、镍、铜含量应各不大于0.30 %,氧气转炉钢的氮含量应不大于 0.008 %。如供方能保证,均可不做分析。 经需方同意.A级钢的铜含量。可不大于0.35 %。此时.供方应做铜含量的分析.并在质量证明书中注明其含量。 1.1.4 钢中砷的残余含量应不大于0.080 %。用含砷矿冶炼生铁所冶炼的钢。砷含量由供需双方 协议规定。如原料中没有含砷.对钢中的砷含量可以不做分析。 1.1.5在保证钢材力学性能符合本标准规定情况下,各牌号A级钢的碳、碓锰含量和各牌号
其他等级钢碳、锰含量下限可以不作为交货条件,但其含量 (熔炼分析)应在质量证明书中注明。 1.1.6 存供直商品钢锭(包括连铸坯)、钢坯时,供方应保证化学成分(熔炼分析)符合表1 规定?但为保证轧制钢材各项性能;={=合本标准要求?各牌号A 、B 级钢的化学成分可以根据需 方要求进行适当j 周整.另订协议。 1.2 成品钢材、商品钢坯的化学成分允许偏差应符合 沸腾钢成品钢材和商品钢坯化学成分偏差不作保证。 5.2 冶炼方法 钢由氧气转炉、平炉或电炉冶炼?除非需方有特殊要求,并在合同中注明,冶炼方法 般由供方 自仃:臭定。 2力学性能 钢材的拉伸和冲击试验应符合表 2规定,弯曲试验应符合表3规定 表2 拉伸 试 验 冲击试 验 屈服点b S N / mm2 伸长率S 5% V 型 抗拉 冲 钢材厚度(直径),mm 钢材厚度(直径),mill 击 等 强度 功 牌号 温 度 级 >l 6 b b (纵 >l 6 >60 >100 向) >60 ~ >100 ? >l < 16 >40 ~ 60 100 150 50 N / 16 ? 40 >40 ~ 60 100 ? 150 >15C J mm2 40 不 不小于 不小于 小 于 315? Q195 - (195) (185) - - - - 430 33 32 - - - - - - Q2I5 A 2I5 205 195 185 175 165 335? 3l 30 29 28 27 26 - - B 450 20 27 A B 375? 20 Q235 C 235 225 2l5 205 195 185 500 26 25 24 23 22 21 27 D -20 A 410? 22 2l - - Q255 B 255 245 235 225 215 205 550 24 23 20 19 20 27 Q275 - 275 265 255 245 235 225 490~ 20 l9 18 17 l 6 l 5 - - GB 222中表1的规定