塑胶模具DFM_用英文对照超级实用
DFM常用中英文对照
1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.
2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.
3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.
4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.
5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.
6、前模/后模斜内行位。
Inner angle slider at cavity / core side.
7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.
8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.
9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.
10、此处有薄钢位,强度不足而且不容易冷却。
The strength of this area is too weak and it is hard to cool because the thin steel.
11、此处有尖角,填充困难。
It is hard to fill for this area because the sharp feature.
12、此处料位太厚,会有缩水,建议减胶改善。
We suggest to reduce some wall thickness to avoid the sink mark for this position.
13、此处的行位夹线在外观面上,请确认是否接受?
Please confirm whether it is acceptable to have a slider line on the visible surface?
14、建议加大拔模角,以便脱模顺利。
We suggest to enlarge the draft angle to help release the tool.
15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life. 16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.
17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.
18、此处需做强顶。
This position need to force ejection.
19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.
20、沾模,
stick
塑胶模具常用英语句型
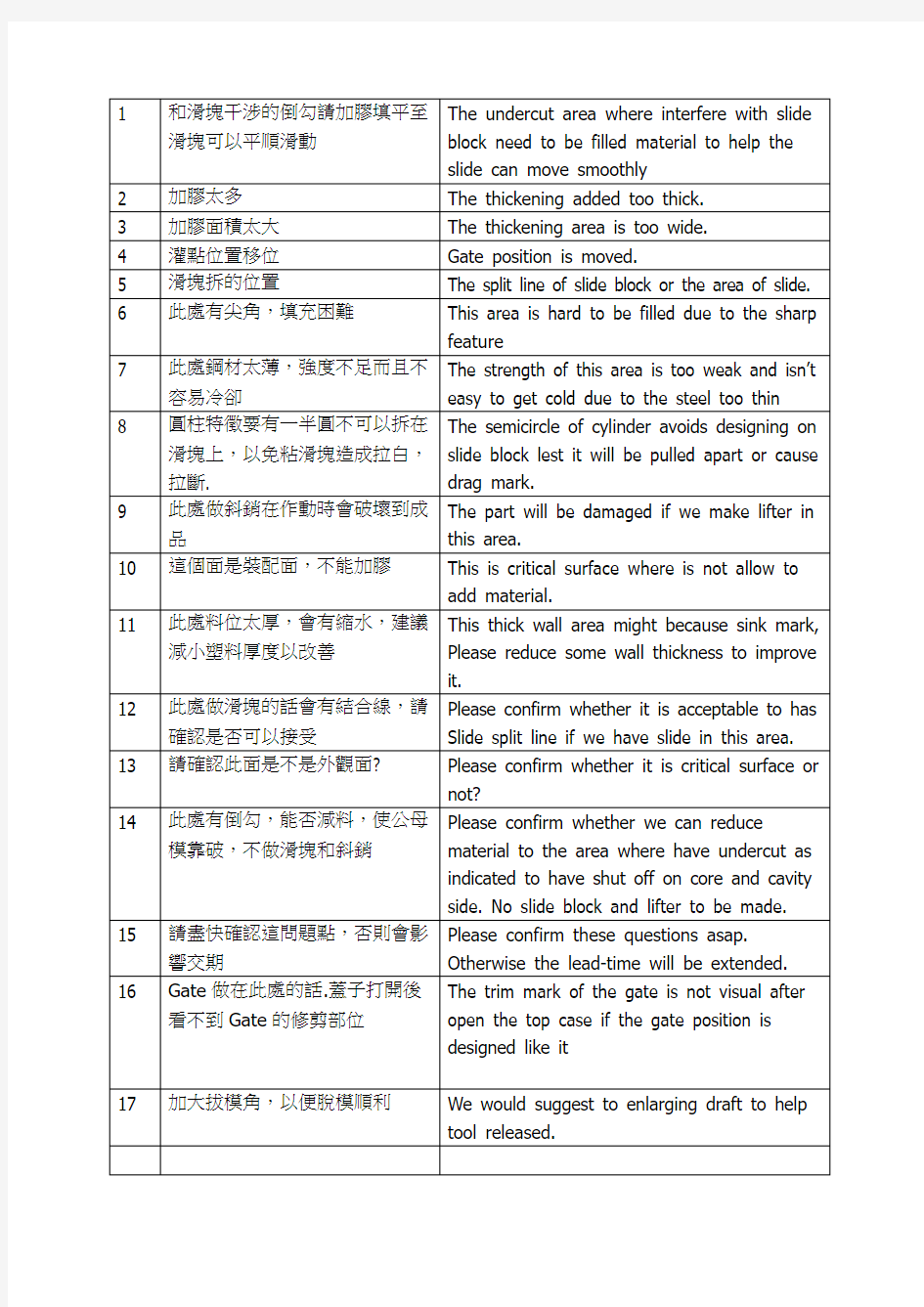
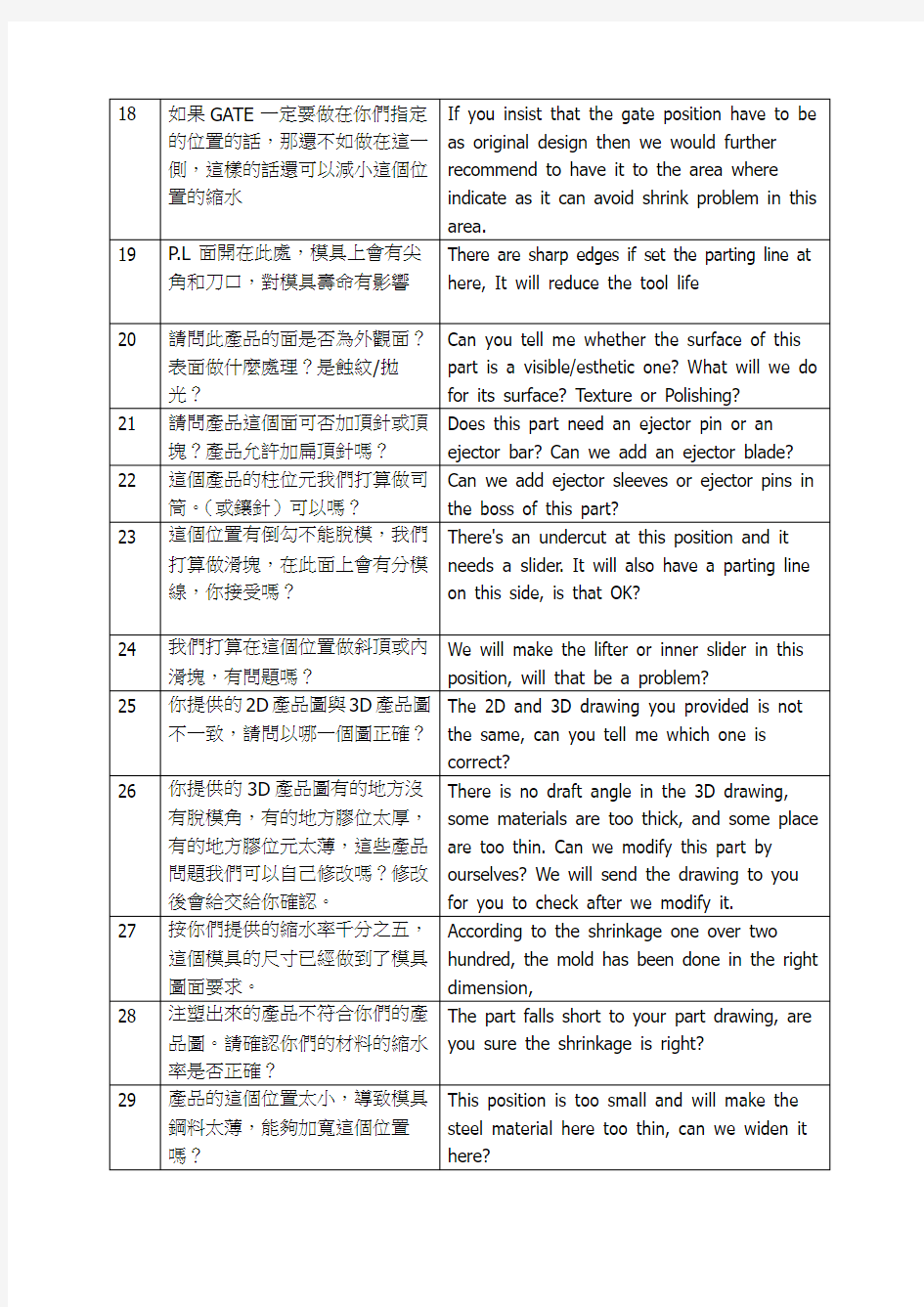
塑胶模具常用英语句型 1. XXX!你现在有空吗,我可以问你一些问题吗? Could I ask you some questions if you are free?/ Are you free now? May I ask you some questions (a question)? 2. 请问此产品的面是否为外观面?表面做什么处理?是晒纹/抛光? Can you tell me whether the surface of this part is a visible/esthetic one? What will we do for its?Surface?Texture or Polishing? 3. 请问产品这个面可否加顶针或顶块?产品允许加扁顶针吗 Does this part need an ejector pin or an ejector bar? Can we add an ejector blade? 4. 这个产品的柱位我们打算做司筒。(或镶针)可以吗? Can we add ejector sleeves or ejector pins in the boss of this part? 5. 产品的这个位置不能出模,我们打算做行位,在此面上会有分模线,你接受吗? There's an undercut at this position and it needs a slider. It will also have a parting line on this side, is that OK? 6. 产品里面的这个位置我们打算做斜顶或内行位,有问题吗? We will make the lifter and (inner) slider in this position, will that be a problem? 7. 你提供的2D产品图与3D产品图不一致,请问以哪一个图面为准? The 2D and 3D drawing you provided is not the same, can you tell me which one is correct? 8. 你提供的3D产品图有的地方没有出模角,有的地方胶位太厚,有的地方胶位太溥,这些产品问 题我们可以自己修改吗?修改后会给交给你确认。 There is no draft angle in the 3D drawing, some materials are too thick, and some place are too thin. Can we modify this part by ourselves? We will send the drawing to you for you to check after we modify it. 9. 按你们提供的缩水率千分之五,这个模具的尺寸已经做到了模具图面要求。但注塑出来的产品 不符合你们的产品图。请确认你们的材料的缩水率是否正确? According to the shrinkage one over two hundred, the mold has been done in the right dimension, but the part falls short to your part drawing, are you sure the shrinkage is right? 10. 产品的这个位置太小,导致模具钢料太溥,能够加宽这个位置吗? This position is too small and will make the steel material here too thin, can we widen it here? 11. 斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,能移动这个柱子的位置吗? The angular lifter interferes with the boss during ejection. Please consider changing the position of the boss. 12. 这个筋骨位胶厚太薄,而且高度偏高,注塑时很难填充这个筋位,可以增加这个筋骨位的厚度吗? The rib here is too thin and on the high side, so it will be difficult to fill here when we do the injection, can you increase the thickness of this rib? 13. 你是想将此筋骨位的高度加高/减低吗?加胶的位置我们将用铜公放电加深。但减胶的位置有两 种做法,1、做镶件;2、烧焊;因为镶件的底部有运水,我们简单的做法是烧焊处理,你可以接受吗? Will you increase/decrease the material on this rib? We will use EDM if you add material, but there are two option if you choose to decrease: 1. Make inserts;2 Welding, because there is water in the bottom of the insert, is that OK? 14. 这个样板的筋骨位底部烧焦,是因为排气不良,我们可以在筋骨位的中间增加一个镶件。
常用模具零件中英文对照表
常用模具零件中英文对照表 2005-12-19 14:51:17中国注塑网 一、入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter 二、流道: runner 热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴:hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头:connector plug 插座:connector socket 密封/封料:seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边:guide pin 顶针板:ejector retainner plate 托板:support plate 螺丝:screw 管钉:dowel pin
塑胶模具类中英文对照专业术语
塑胶模具类中英文对照专业术语工程部/ Design department: 1) Designer - 设计师。 2) Assembly drawing - 模具组装图。 3) Mold layout - 模具结构图。 4) 2D product drawing - 2D产品图。 5) 3D product data - 3D产品数据。 6) Part drawing - 散件图。 7) Insert molding - 镶件模。 8) 2 color mold / Double injection tool - 双色模。 9) Hydraulic system - 油/水压系统。 10) Parting line - 分模线。 11) Air venting - 排气槽。 12) Cooling system - 冷却系统。 13) Screw - 镙丝。 14) Hot runner system - 热流道。 15) Valve gate - 伐针入水口。 16) Fan gate - 扇型入水口。 17) Pin point gate - 针点进胶。 18) Moon gate / Banana gate - 香蕉,象牙入水口。 19) Submarine gate - 潜水口。 20) Injection machine tonnage - 注塑机吨数。 21) Number of cavity - 穴数。 22) Steel - 钢材。 23) Copper - 铜。 24) Tungsten copper - 钨铜。 25) Beryllium copper - 铍铜。 26) Hardening - 加硬/淬火。 27) Tempering - 回火。
模具DFM常用中英文对照
DFM常用中英文对照 1、这个红色面在前模方向/后模方向/行位方向有倒扣。 This red surface is undercut at cavity side / core side / slider side. 2、这些红色面在前模方向/后模方向/行位方向有倒扣。 These red surfaces are undercut at cavity side / core side / slider side. 3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。 This position is too small and it will bring the thin steel at cavity side / core side / slider side. 4、这些红色线是前后模/镶件/行位/斜顶分型线。 These red lines are the parting line of cavity and core / insert / slider / lifter. 5、此产品使用推板/推块顶出。 Use the stripper plate / ejector block to eject this part. 6、前模/后模斜内行位。 Inner angle slider at cavity / core side. 7、为了简化模具结构建议改变此处出模方向。 Suggest to change the draft direction of this position to make the mold structure simply. 8、最终的进胶位置根据模流分析。 Finally gate position according the mold flow analysis. 9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。 This lifter intervene with the pole during ejection, please consider changing the position of the pole. 10、此处有薄钢位,强度不足而且不容易冷却。 The strength of this area is too weak and it is hard to cool because the thin steel. 11、此处有尖角,填充困难。 It is hard to fill for this area because the sharp feature. 12、此处料位太厚,会有缩水,建议减胶改善。 We suggest to reduce some wall thickness to avoid the sink mark for this position. 13、此处的行位夹线在外观面上,请确认是否接受? Please confirm whether it is acceptable to have a slider line on the visible surface? 14、建议加大拔模角,以便脱模顺利。 We suggest to enlarge the draft angle to help release the tool. 15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。 There are sharp edges if we set the parting line here, it will reduce the tool life. 16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。 The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown. 17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。 The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary. 18、此处需做强顶。 This position need to force ejection. 19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。 This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模, stick
塑胶模具专业英语
中文英文 机工,机器加工 machining,machine work O环,O形封垫 O ring 下料模,切料模 blanking die 寸进,寸动 inching 工程塑胶 engineering plastics 工模,夹具,支架 jig 干胶,粘著剂,动物胶 glue 干燥时间 drying time 干燥剂 drier dryer 不划一颜色,颜色深浅不均 color non-uni formity 中心浇口 center gate 内衬,衬套,衬蛰 liner 公差,容差 tolerance 分模线,合模线,模缝痕 parting line 切口,缺口 notch 切口,缺料 notch 切边(n) shear edge 化学腐蚀 chemical atching 化学腐蚀 chemical etching 反射 reflection 孔隙,空洞,气泡 void 尺寸稳定性 dimensional sability 手动压机 hand press 支管形喷嘴 nozzle manifold 比重 specific gravity 比热 specific heat 毛状裂痕 hair crack,hair cracking 毛绒 fuzz 毛边,凿纹 burr,flash,fin 水道,水通路 water channel 火花放电 spark discharge 火焰处理 flame treatment,flame treating 片材 sheet 凹痕,缩痕 sink mark,shrink mark 凹槽,内陷,凹陷 undercut 加料,给料,供料 feed 加热,加温 warming,warming up 加热板,热板(盘) heating plate 加热管套,加热缸 heating cylinder,heatin g barrel 加热炉 heating furnace 功率,力率 power factor 半透明 semitransparence,translucence 打眼,钻孔 driling 正余面,交叠,重叠 overlap 永久变形 permanent set,residual strain 白昙,雾状 haze 立式射出成型机 vertical injection mo(u)l ding machine 光彩,光泽 gloss 印刷 printing 同轴往复螺杆式射出成型机 in-line scre w(type)injecton mo(u)lding machine 合成树枝 synthetic resin 合板,集成材 composite wood 合模力,开模力 mo(u)ld clamping force, mo(u)ld locking force 合模线,毛边线 flash line,parting line 合模线,毛边线 spew line,spue line 合模销,导销 leader pin 合模销套,导销衬套 leader pin pushing 合模机构,开模机构 mo(u)ld clamping m echanism 后加工 post processing 后加热 after baking 后成型 postforming 回程销,复归销 return pin 安全系数 safety factor 安全门 safety door 成孔销,心型销,模蕊销 core pin 成孔销托板,动或定模板 core pin plate 成形 forming 成形,模制 mo(u)iding,forming
模具中英文对照表
landed plunger mold 有肩柱塞式模具burnishing die 挤光模 landed positive mold 有肩全压式模具button die 镶入式圆形凹模 loading shoe mold 料套式模具 center-gated mold 中心浇口式模具loose detail mold 活零件模具 chill mold 冷硬用铸模 loose mold 活动式模具 clod hobbing 冷挤压制模 louvering die 百叶窗冲切模composite dies 复合模具 manifold die 分歧管模具 counter punch 反凸模 modular mold 组合式模具 double stack mold 双层模具 multi-cavity mold 多模穴模具electroformed mold 电铸成形模 multi-gate mold 复式浇口模具expander die 扩径模 offswt bending die 双折冷弯模具extrusion die 挤出模
palletizing die 叠层模 family mold 反套制品模具 plaster mold 石膏模 blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具 fantail die 扇尾形模具 pressure die 压紧模 fishtail die 鱼尾形模具 profile die 轮廓模 flash mold 溢料式模具progressive die 顺序模 gypsum mold 石膏铸模 protable mold 手提式模具 hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模 punching die 落料模 lancing die 切口模 raising(embossing) 压花起伏成形re-entrant mold 倒角式模具
模具常用术语中英文对照表
"R,L Co.,Ltd" 模具常用术语中英文对照 模芯Parting Core 局部视图Partial View 冷料# Cold Slag 线切割 Wire 轮廊Contour 螺纹孔 Tapping Hole 连接件 Fittings 斜针Angle Pin 接合Engage 替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press 水嘴接头Water Fittings 螺纹Eyebolt Thread 回针Stop Pin 二级顶出针Sub-Leaderd Pin 镶件Mold Insert 加硬Harden 唧嘴Sprue 设计筒图Design Preliminary 名称块表Title Block 版本标识Revision Level 材料清单Stock List 制模Build Mold 手动滑块Hand Slide 漏水测试Leak Test 流道排气Runner Vents 抛光Draw Polish 侧抽芯 Side Action 加强筋 Reinforcing
三角撑 Gusset 柱子Bossed 出模斜度Draft 外廊Contour 落单会议Kick-Off Meeting 装卸孔 Handling Hole 运输安全带Moldstrap 码模槽 Clamp Slot 撑头Support Pillar 螺牙1/2-13 Eye Bolt 1/2-13Tap 导柱位 Leader Pin Location 耐落胶 Teflon Paste 偏移量 Offset 水塞Water Line Plug 撬模脚 Ppy Slot 重新加工Reworked 配件Components 补偿Compensation 平面度 Parallel 倒角Chamfer 模胚Mold Base 热嘴Hotnozzle 火花机 Edm 熔接线 Weildline 压机Press 晒纹Texturing 梯形Trapezoid 凸缘、法兰Flange 方铁Spacer Block 顶针板Ejector Plate 顶针底板Ejector Retainer Plate 垫板Retainer Plate
冷冲压模具术语中英文对照
冲模stamping die 冲裁模blanking die 落料模blanking die 冲孔模piercing die 修边模trimming die 切口模notching die 切口模lancing die 剖切模parting die 精修模shaving die 精冲fine blanking die 切断模cut-off die 弯曲模bending die 预弯模pre-bending die 卷边模curling die 扭曲模twisting die 拉伸模drawing die 反拉伸模reverse redrawing die 正拉伸模obverse redrawing die 变薄拉伸ironing die 成形模forming die 胀形模bulging die 压筋模stretching die 翻边模flanging die 翻孔模burring die 缩口模necking die 扩口模flaring die 整形模restriking die 压印模printing die 复合模compound die 正装复合模obverse…倒装复合模inverse… 级进模progressive die 单工序模single-operation die 无导向模open die 导板模guide plate die 导柱模guide pillar die 通用模universal die 自动模automatic die 组合冲模combined die 传递模transfer die 镶块模insert die 柔性模flexible die 多功能模multifunction die 简易模low-cost die 橡胶冲模rubber die 钢带模steel strip die 低熔点合金模low-melting-point al 薄板模laminate die 夹板模template die 校平模planishing die 齿形校平模roughed.. 硬质合金模carbide die 上模upper die 下模lower die 模架die set 通用模架universal die set 快换模架quick change die set 后侧导柱模架back-pillar die set 对角导柱模架diagonal-pillar die set 精冲模架fine blanking die set 滑动导向模架sliding guide die set 滚动导向模架ball-bearing die set 工作零件working component 凸模punch 定距侧刃pitch punch 凸凹模main punch 镶件insert 拼块section 软模soft die 定位零件locating component 定位销locating pin 定位板locating plate 挡料销stop pin 始用挡料销finger stop pin 导正销pilot pin 抬料销Lifter pin 导料板stock guide rail 侧刃挡块stop block for pitch punch 止退键stop key 侧压板Side-push plate . 限位块limit block 限位柱limit post 压料clamping 卸料stripping 送料feeding 卸料版stripper plate 固定卸料板fixed stripper plate 弹性卸料板spring stripper plate 推件块ejector block 顶件块kicker block 顶杆kicker pin 推板ejector plate 推杆ejector pin 连接推杆ejector tie rod 打料杆knock-out pin 卸料螺钉stripper bolt 拉杆tie rod 托杆cushion pin 托板support pin 废料切刀scrap cutter 顶料器cushion 承料板stock-supporting plate 压料板pressure plate 压边圈blank holder 齿圈压板vee-ring plate 推件板slide feed plate 自动送料装置automatic feeder 导向零件guide component 导柱guide pillar 导套guide bush 滚柱导柱ball-bearing.. 滚柱导套ball-bearing.. 钢球保持圈cage 制动件retainer 导板guide plate 滑块slide block 耐磨板wear plate 凸模保护套punch-protecting Bushing 固定零件retaining component 上模座punch holder 下模座die holder 凸模固定板punch plate 预应力圈shrinking ring 垫板bolster plate 模柄die shank 浮动模柄self-centering shank 斜楔cam driver 模具间隙clearance 模具闭合高度die shut height 最大闭合高度maximum shut heigt 闭合高度调节量adjustable distance 冲模寿命die life 压力中心load center 冲模中心die center 冲压方向pressing direction 送料方向feed direction 排样blank layout 搭边web 步距feed pitch 切边余量trimming allowance 毛刺burr 塌角die roll 光亮带smooth cut zone 冲裁力blanking force 弯曲力bending force 拉深力drawing force 卸料力stripping force 推件力ejecting force 顶件力kicking force .
模具专业英语——注塑模
Injection Mold Technical Terms 特克内克腾目思 (一)模具专业基本用词 Professional Terms Intensification Factor 增强比 Scientific molding 科学注塑英腾次分克深发克偷 塞音特菲克计数器counter康特 Specific Injection Pressure (Psi)特殊注塑压力 思呗色服克 1.塑料—plastic, resin瑞申油管:Oil pipe 尼龙--------nylon 2.样件—sample 调节板-------adjust plate 3.钢料—steel A板--------a plate 4.注塑机—injection machine, press 定位圈----locating ring 喽客厅令 5.产品—part, product, moulding 斜导柱-----angular pin 安给拉PIN 6.模具—mold, mould, tool B板--------- b plate A 简易模(样板模)—prototype mold B 量产用模具—production mold 7.三维造型(数模)—3D model, 滚珠导套-------ball ejector bush 8.二维产品图—2D part drawing 拽应扁顶针--------blade ejector pin 布累得 9.设计—design 低赛应下模板--------bottom clamping plate 抱腾 10.制造—manufacture, 上模型腔------cavity main insert 11.检验—check, 上模镶件------cavity sub insert 12.测量—measure, 妹试司筒针--------center pin 深特 13.修改—change, modify 下模型芯------core main insert 14.工程更改—engineer change 下模镶针------core pin 15.质量—quality 快乐体下模镶件------core sub insert 16.数量—quantity 宽体踢延迟顶针-------delay ejector pin 17.基准—datum, reference 拉杆限位钉--------distance bolt (二)如何解析2D 产品图?How to read 2D part drawing? 一.产品几何Geometry 顶距限位柱--------distance spacer 1.点—point 销钉-------dowel pin 2.线(边)—line, edge 顶块--------ejector bar 3.面face 顶板导套-----ejector leader pin A 侧面—side塞得 B表面—surface射飞思 C 外观面—appearance surface安皮尔思射飞思4.壁厚—wall thickness 我射克来思顶板导柱----ejector leader pin李德拼 5.加强筋(骨位)—rib 瑞布顶针-------ejector pin 6.孔—hole后顶针地板------ejector plate 7.细长的槽—slot 顶针面板-----ejector retain plate 瑞腾 8.柱位—boss 抱死顶棍------ejector rod
大底模具技术术语中英文对照
LN3--PU/Phylon/Rubber Process Contents for these three sections of English Version PFC: ?Phylon Work Sheet PH数据表 ?Components Specification Sheet(Phylon) 部件明细单(Phylon)?Component Specification Sheet Set Up(Phylon) (此部分无中文) ?Phylon Midsole Specifications PH全插规格 ?Phylon Preform Specifications PH粗胚规格 ?Preform Drawing 粗胚图 ?Component Specification Sheet Set Up(PU) (此部分无中文) ?PU Midsole Specifications PU全插规格 ?PU Midsole Specifications II PU数据表 ?Components Specification Sheet(PU) 部件明细单(PU) ?PU Midsole Pouring Specification PU灌注明细 ?Outsole Color Schedule 本底颜色明细 ?Outsole Preform Specifications 本底粗胚规格 ?Outsole Pressing Process 本底压制流程 ?Outsole Degreasing Process 本底水洗流程 ********************************************************************* ΦPU Section ΦPU部分 ********************************************************************* air bag schedule 空气袋分段 specific instructions 特别说明 air bag diagram 空气袋图示 hardness(skin on) 硬度(带皮) density 密度 elongation 延伸率 tear 撕力 tensile 拉力 split tear 撕裂 painting 喷漆 MCS number 材料编号 mold release agent 脱模剂 polyurethane 聚安脂 polyester 聚脂 Density must be within NIKE spec and follow weight chart 密度必须符合NIKE要求及重量表 No dirty midsole sidewalls yellowing or poor cosmetics due to mold condition. 无因模具造成的边墙黄变及外观不良。 Correct molded or painted colors per NIKE confirmation. 根据NIKE的确认,成型材料及喷漆颜色正确。 Correct top/bottom edge trimming within 1mm width allowance. 正确修边上部及底部边缘,允许1mm余量。 No larger than 5mm diameter internal air voids.(checked by light table)
模具注塑术语中英文对照
根据国家规范,以下为部分塑料模具成形术语的规范翻译。 动模Movable Mould Moving Half 定模座板Fixed Clamp Plate Top Clamping Plate Top Plate 动模座板Moving Clamp Plate Bottom Clamping Plate Bottom Plate 上模座板Upper Clamping Plate 下模座板Lower Clamping Plate 凹模固定板Cavity-retainer Plate 型芯固定板Mould Core-retainer Plate 凸模固定板Punch-retainer Plate模套Die Body Die Sleeve Die Blank支承板Backing Plate Support Plate 垫块Spacer Parallel 支架Ejector Housing Mould Base Leg模头Die Head 模具分类8 Injection Mold 注塑模Plastic Rubber Mould 塑胶模Rubber Molding 橡胶成 形 Hot Chamber Die Casting 热室压铸Sand Mold Casting 砂模铸造 Extrusion Mold 挤出模Multi-Cavity Mold 多模穴模具 Palletizing Die 叠层模Plaster Mold 石膏 模Three Plates Mold 三板模Plain Die 简易模Pierce Die 冲孔模 Forming Die 成型模Progressive Die 连续模 Gang Dies 复合模Shearing Die 剪边模Cavity Die 型腔模 Riveting Die 铆合模Compression Molding 压缩成型Flash Mold 溢流式模具 Extrusion Mold 挤压式模具Split Mold 分割式模具Mould Cavity 型腔母模Mold Core 模芯公模Large Die Mold 大型模具Precise Die Mold 精密模具 Complex Die Mold 复杂模具Foaming Mould 发泡模具 Metal Die 金属模具Plastic Mold 塑料模具Tool Stamping Die Punch Die 冲压模具 Extrusion Die 挤压模具Graphite Die 石墨模具流道浇口部分Runner System 浇道系统Sprue Cold Material Trap 浇道冷料井Sprue Puller 拉杆 Runner Design 流道设计Main Runner 主流道 Secondary Runner 次流道Mould Gate Design 浇口设 计 Submarine Gate 潜伏浇口Tunnel Gate 隧道式浇口Pinpoint Gate 点浇口Fan Gate 扇形浇口 Side Gate 侧浇口Edge Gate 侧缘浇口 Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口Slit Gate 缝隙浇口 Dish Gate 盘形浇口Diaphragm Gate 隔膜浇口 Ring Gate 环形浇口Runnerless 无浇道 Sprueless 无射料管方式Long Nozzle 延长喷嘴方式 Sprue 浇口,溶渣Insulated/ Hot Runner 热浇 道Runner Plat 浇道模块Valve Gate阀门浇口Slag Well 冷料井Cold Slag 冷料渣 Sprue Gate 射料浇口Nozzle 射嘴 Sprue Lock Pin 料头钩销(拉料杆)注塑缺陷Flash 飞边Warpage 翘曲Air Trap 积风Blush 发赤Flow Line 流痕Splay 银纹Short Shot 短射Sink Mark 缩痕Streak 条纹Void 缩孔Weld Line 熔接线 Gas Mark 烧焦Cold Slug 冷斑Delamination 起皮Burr 毛刺Flaw Scratch 刮伤Gloss 光泽 Glazing 光滑Surface Check 表面裂痕Hesitation 迟滞注塑工艺Molding Conditions 成型条件Drying 烘干Barrel Temperature 料筒温度Melt Temperature 熔化温度 Mold Temperature 模具温度Injection Pressure 注塑压力Back Pressure 背压Injection Speed 注塑速度Screw Speed 螺杆转速Tensile Strength 抗拉强度T ensile Elongation 延伸率Flexural Modulus 弯曲模Flexural Strength 抗弯强度Shrinkage 收缩率Regrind Usage 次料使用Moulding 模塑机械设备 Lathe 车床Planer 刨床Miller / Milling Machine 铣床Grinder 磨床Driller 钻床Linear Cutting 线切割Electrical Sparkle 电火花Welder 电焊机Punching Machine 冲床Robot 机械手Common Equipment 常用设备EDM Electron Discharge Machining 放电加工3D Coordinate Measurement 三次元量床Boring Machine 搪孔机Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床Cylindrical Grinding Machine 外圆磨床Die
模具DFM常用中英文对照
DFM常用中英文对照 15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。 There are sharp edges if we set the parting line here, it will reduce the tool life. 16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。 The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown. 17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。 The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary. 18、此处需做强顶。 This position need to force ejection. 19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。 This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模, Stick 1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但 在浇口附近可以避免。 2.Welding line on the cosmetic surface 熔接线在外表面 3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。 4.Venting insert here has flash 排气镶件处有飞边 5.Venting gap between inserts is too big 镶件处的排气槽过大 6.Stress mark on the cosmetic surface 产品外表面上有压痕 7.Uneven thickness 不平均的产品壁厚 8.Unreasonable product structure 不合理的产品结构 9.Injection speed is high 注塑压力过高 10.There is black spot on the cosmetic surface 产品外表面上有黑色点 11.There is flash on the product 产品有飞边 12.there is sink mark on the cosmetic surface 产品外表面上有缩痕 13.Gate size is not reasonably 浇口尺寸不合理 14.There is argent spot 这里有亮点(银色斑点) 15.The plastic of first shot didn't meet high temperature. 塑料的第一胶不会有很高的温度。 16.Make sure the core float plate was closed before lifter completely return to correct position 确认 lifter完全回位时core侧浮动板已经复位 17.Make sure the ejector system is smooth 确认顶针系统移动平稳 18.Add early return structure to protect lifter return to correct position 增加先复位机构保护lifter回到正确 位置。 19.Propose to add draft on slider side wall and draw polish. 建议增加 slider的角度和抛光角度。 20.It is too thin and very difficult to inject fully, and weakness wall will have risk of the part function 该 处壁厚过薄而造成很难去填充完整,薄壁将会有产品功能上的风险。 21.These are will have sink marks due to uneven thickness, propose to reduce plastic. 壁厚不均匀容易产生缩印, 建议在该处减胶。 22.These are will have sink marks due to ribs opposite. 正面的筋位易导致背面产生缩印。 23.Please confirm the 3D part thickness whether has including painting thickness or not? 请确认产品的设计是否