中速磨煤机毕业设计
摘要
MPS型中速磨煤机是目前电力、冶金、建材、化工等行业的主要制粉设备。磨煤机的型式很多,按磨煤工作部件的转速可分为三种类型,即低速磨煤机、中速磨煤机和高速磨煤机。为了改进我国中速磨煤机落后的局面,我国从20世界末先后从发达国家引进了各种系列的中速磨煤机,并且积极研究国外的先进的机器,在引进消化吸收的基础上,经过几十年的努力,我国生产出国产的中速磨煤机,并且各项指标已经符合国际的要求,生产水平得到了很大的提高。
近几年来我国的中速磨煤机的可用系数、运行系数逐年提高,并且中速磨煤机的可用系数、运行系数均高于低、高速磨煤机。近几年,随着大容量火电机组的不断投运,中速磨煤机的使用越来越多,中速磨煤机初期投资费用小,磨煤电耗低,低负荷运行时,单位耗电量增加不多,已成为大型火电机组配备磨煤机的首选方案。
本文首先介绍了MPS磨煤机的发展状况和使用情况及PLC软件的介绍,然后通过MPS140轮式磨煤机液压控制系统的流程图,应用PLC软件,使之能够实现液压系统的压力测量与控制,能够实现液压控制系统的温度测量与控制,能够实现液压控制系统的手动,自动,中空及连锁控制,并且该系统具有故障报警功能,实现对MPS140轮式磨煤机液压控制系统的控制。
关键词:磨煤机;PLC;液压控制
I
Abstract
MPS pulverizers type is electricity, metallurgy, building materials, chemical industry, major milling equipment. Mill type many working parts of coal by grinding speed can be divided into three types, namely low-speed mill, pulverizers and high-speed mill. In order to improve our situation in backward pulverizers, the end of our world from 20 countries have introduced a variety of series from the medium-speed coal mill, and actively study the advanced machines, the introduction and absorption, based on After decades of efforts, China's domestic production of medium-speed coal mill, and the indicators have been in line with international requirements, the production level was much improved.
In recent years our available factor pulverizers, run coefficient gradually increased, and the coefficients can be used pulverizers, run coefficients are higher than the low, high-speed mill. In recent years, large-capacity thermal power units with the constant put into operation, the increasing use pulverizers, pulverizers initial investment cost of small, grinding coal consumption is low, low load operation, the unit consumption consumption are very low, has become a large-scale thermal power with the first choice mill.
This paper introduces the MPS mill usage and development and introduction of PLC software, to enable the pressure of hydraulic system measurement and control, hydraulic control system enables temperature measurement and control, to achieve hydraulic control system manual, automatic, hollow and chain control, and the system has fault alarm and then MPS140 mill wheel hydraulic control system of the flow chart, application software on the MPS140 PLC mill wheel hydraulic control system control.
Key words: mill; PLC; hydraulic control
II
目录
摘要......................................................... I Abstract ...................................................... II 目录....................................................... III 第一章绪论. (1)
1.1课题背景及意义 (1)
1.2课题国内外研究现状及趋势 (2)
1.3 课题设计内容 (3)
第二章 MPS中速磨煤机介绍 (4)
2.1 MPS磨煤机的发展及使用情况 (4)
2.1.1 MPS磨煤机的发展情况 (4)
2.1.2 MPS磨煤机的使用情况 (4)
2.2 MPS磨煤机的结构、工作原理及特点 (6)
2.2.1 MPS磨煤机的结构 (6)
2.3 课题总体设计思路 (11)
第3章 PLC介绍............................... 错误!未定义书签。第4章 PLC 在磨煤机控制系统中的应用 (19)
4.1在磨煤机控制系统中的应用 (19)
4.2 应用特点 (20)
第5章基于PLC的MPS140轮式磨煤机液压控制系统设计 (21)
5.1 MPS140轮式磨煤机液压站电机的控制回路 (21)
5.1.1 MPS140轮式磨煤机液压站1泵电机的控制回路 (21)
5.1.2 MPS140轮式磨煤机液压站2泵电机的控制回路 (22)
5.2 MPS140轮式磨煤机液压站加热器的控制回路 (23)
5.3 基于PLC的MPS140磨煤机液压控制系统的程序设计 (24)
5.3.1 液压控制系统运行前的自检流程图及PLC程序 (24)
5.3.2 液压控制系统的启动流程图及PLC程序 (25)
5.3.3 液压控制系统的停机流程图及PLC程序 (27)
5.3.4 MPS140磨煤机运行中油温油位检测流程图及PLC程序 (29)
5.3.5 MPS140磨煤机运行中油压检测流程图及PLC程序 (29)
5.3.6 MPS140磨煤机主回路故障检测流程图及PLC程序 (31)
5.3.7 液压故障流程图及PLC程序 (33)
5.4 液压站油温监测 (35)
5.5 所选电器元件 (36)
第6章总结 (37)
参考文献 (38)
致谢 (40)
III
第一章绪论
1.1课题背景及意义
磨煤机是将煤块破碎并磨成煤粉的机械[1],它是煤粉炉的重要辅助设备。磨煤过程是煤被破碎及其表面积不断增加的过程。要增加新的表面积,必须克服固体分子间的结合力,因而需消耗能量。煤在磨煤机中被磨制成煤粉,主要是通过压碎、击碎和研碎三种方式进行。其中压碎过程消耗的能量最省。研碎过程最费能量。各种磨煤机在制粉过程中都兼有上述的两种或三种方式,但以何种为主则视磨煤机的类型而定。
MPS中速磨煤机主要应用于电站火力发电、建材水泥生产线、冶金炼铁高炉喷粉、化工煤化工、煤油化等制粉系统[2-5]。随着科学技术的发展,MPS 中速磨煤机将有更广泛的应用。"随着我国控制技术的进步,中速磨煤机得到快速发展和应用。MP型中速磨煤机磨煤机属于外加力型辊盘式磨煤机。电动机通过主减速机驱动磨盘旋转,磨盘的转动带动三个磨辊(120°均布)自转。原煤通过进煤管落入磨盘,在离心力的作用下沿径向向磨盘周边运动,均匀进入磨盘辊道,在磨辊与磨盘瓦之间进行碾磨。整个碾磨系统封闭在中架体内。碾磨压力通过磨辊上部的加载架及三个拉杆传至磨煤机基础,磨煤机壳体不承受碾磨力。碾磨压力由液压系统提供[6],可根据煤种进行调整。碾磨压力及碾磨件的自重全部作用于减速机上[7],由减速机传至基础。三个磨辊均分布于磨盘辊道上,并铰固在加载架上。加载架与磨辊支架通过滚柱可沿径向作倾斜12~15°的摆动,以适应物料层厚度的变化及磨辊与磨盘瓦磨损时所带来的角度变化。
在电站火力发电机组上,MPS中速磨煤机主要是应用于正压直吹式制粉系统[8],在正压直吹式制粉系统中,磨煤机内为正压(磨内压力高于磨外大气压力,磨机入口正压约为8000-15000Pa),磨煤机磨好的煤粉全部直接送入炉膛内燃烧,因此在任何时候运行磨煤机制粉量均等于锅炉燃料消耗量,也就是说制粉量是随锅炉负荷变化而变化的。正压直吹式制粉系统一个显著的特点是一次风机装在磨煤机的前面。火电机组项目制粉系统一般都随着机组的大小、锅炉的型式和燃煤量以及燃煤条件的不同设置不同台次的中速磨煤机。
1
用于输送煤粉和干燥原煤的热风由热风口进入磨煤机,通过磨盘外侧的喷嘴环将静压转化为动压,并以75-90m/s的速度将磨好的煤粉吹向磨煤机上部的分离器。同时通过强烈的搅拌运动完成对原煤的干燥。没有完全磨好的原煤被重新吹回磨盘碾磨。原煤中铁块、矸石等不可破碎物落入磨盘下部的热风室内,借助于固定在磨盘支座上的刮板机构把异物刮至废料口处落入废料箱中,排出磨外。磨好的煤粉进入磨煤机上部的分离器后,满足细度要求的合格煤粉被选出,并由分离器出口管道输送到煤粉仓。较粗的煤粉通过分离器下部重新返回磨盘碾磨。
1.2课题国内外研究现状及趋势
磨煤机的型式很多,按磨煤工作部件的转速可分为三种类型,即低速磨煤机、中速磨煤机和高速磨煤机。为了改进我国中速磨煤机落后的局面,我国从20世界末先后从发达国家引进了各种系列的中速磨煤机,并且积极研究国外的先进的机器,在引进消化吸收的基础上,经过几十年的努力,我国生产出国产的中速磨煤机,并且各项指标已经符合国际的要求,生产水平得到了很大的提高。
在1980年,我国从美国引进全套RP系列碗式磨煤机制造技术,生产出首批试制的RP923中速磨煤机,该机具有运行良好,对负荷反应迅速,制粉操作灵活,便于实现自动控制等优点,但是RP923中速磨煤机具有对煤种适应性较差,对煤中“三块”较敏感等缺点。在1985年,我国企业与德国企业签订了MPS中速磨煤机技术转让合同,MPS系列磨煤机具有运行稳定、调整灵活、石子煤量小等优点。在1989年,我国又从美国引进了全套HP系列碗式中速磨煤机设计和制造技术,并按照标准化进行生产,生产的机器出口到其它国家。引进中速磨煤机的国内煤种实验研究由于我国煤种变化范围大,磨损性强,而且灰分较高,因此在引进国外磨煤机时,该磨煤机的性能设计方法在我国还有再实验问题。针对这些问题,我国在引进国外先进技术的同时,也引进了磨煤机碾磨出力计算公式、修正系数曲线和磨煤机热力计算软件。碾磨出力计算是在基本出力的基础上进行各种因素的修正。修正系数包括可磨度、煤粉细度、水分,但不包括灰分的影响。我国磨煤机选型曲线和计算公式是根据我国大量煤种和燃烧实验总结而来,故比较适合我国煤种。1985年沈重从德国Babcock公司引进MPS型中
2
速磨煤机设计及生产制造技术。从1985年至今,沈重陆续从德国三个公司引进了相关技术。沈重在长期消化吸收引进技术的基础上,通过自主开发,目前已能生产全系列的MPS型中速磨煤机。沈重MPS辊盘式磨煤机执行
JB/T6990-2002“MP型辊盘式磨煤机”行业标准。该标准由沈重厂制订。MPS 型立式辊磨机原始是德国Pfeiffer公司研制的用于石料磨碎的先进机型,后经德国Babcock公司引进专利技术[9-13],将MPS型立式辊磨机应用于燃煤火力发电厂的煤粉制备系统。该磨煤机型自1958年问世以来,通过该公司的技术逐步完善,规格系列不断增加,目前已形成27种规格的较完整系列,目前已成为电站、冶金、化工、水泥建材等行业理想的制粉设备。现在世界上正在运行的MPS型磨煤机已接近4000台,运行结果表明该机型要优于其它形式的磨煤机。
近几年来我国的中速磨煤机的可用系数、运行系数逐年提高,并且中速磨煤机的可用系数、运行系数均高于低、高速磨煤机。近几年,随着大容量火电机组的不断投运,中速磨煤机的使用越来越多,中速磨煤机初期投资费用小,磨煤电耗低,低负荷运行时,单位耗电量增加不多,已成为大型火电机组配备磨煤机的首选方案。
1.3 课题设计内容
通过PLC软件,实现对MPS140轮式磨煤机液压控制系统的设计,其中包括对液压站温度和压力和油位的控制,选择合适的硬件,确定PLC的接口点数,使之能够实现液压系统的压力测量与控制,能够实现液压控制系统的温度测量与控制,能够实现液压控制系统的手动,自动,中空及连锁控制,并且该系统具有故障报警功能,并且提出PLC控制的MPS140轮式磨煤机液压控制系统的总体设计方案,完成基于PLC的MPS140轮式磨煤机液压控制系统的硬件设计。
3
第二章 MPS中速磨煤机介绍
自从上世纪二十年代锅炉上采用煤粉燃烧技术以来,磨煤机便应需问世磨煤机是将煤块磨成煤粉的机械,它是燃用煤粉锅炉的重要辅助设备。随着锅炉技术的进展,磨煤机也获得了应有的发展。为了适应锅炉燃用不同品质的各类煤种的需要,满足燃烧技术的要求以提高锅炉机组运行的经济性,磨煤机有多种类型,MPS中速磨煤机即是其中一种。本章将对MPS 中速磨煤机的发展及使用情况,以及它的结构、工作原理及特点进行介绍。
2.1 MPS磨煤机的发展及使用情况
2.1.1 MPS磨煤机的发展情况
MPS磨煤机型号的含义:
M:磨机取德文Mueller(英文Mill)第一个字母M;
P:摆动取德文Pendel(英文Parter)第一个字母P;
S:盘子取德文Schuessel(英文Ship)第一个字母S;
MPS型磨煤机是由原西德Babcock公司设计制造的一种辊盘式中速磨煤机,其最初原机型是西德PF1FFER公司在一台磨矿石的培兹(Berz)磨基础上改装而成的,后来该公司不但改造了多台培兹磨,而且建立了专磨水泥原料的MPS磨系列。后来西德Babcock公司从PF1FFER公司取得了将MPS磨用于燃煤火力发电厂磨煤机的许可证。该公司首先从小型半工业性试验做起,取得一定的数据后,作结构上的适当改进,于1958年利用培兹磨的机型改制成第一台实用的MPS磨煤机。又经过多次试验和机型改进,于1965年设计制造了基本成熟的第一台样机,型号MPS-180,该机安装在西德SIEVSDORF电厂300MW机组1000t/h锅炉上配套,处理硬质烟煤。运行实践证明,该机效果良好。此后该公司逐步完善规格、系列和不断改进结构,已形成具有二十余种规格的较完整系列,MPS型磨煤机已成为目前燃煤火力发电厂磨碎硬质烟煤理想的新型制粉设备。
2.1.2 MPS磨煤机的使用情况
MPS磨煤机结构设计合理,运行经济可靠,该机因保留了原机型磨碎矿石的结构特点,从而扩大了它的适用范围。
4
在西德发电厂中用于磨制烟煤的磨煤机品种自上世纪六十年代以来发生了根本性的变化,六十年代以前以平均出力为10t/h左右的高速磨煤机占绝大优势,但随后在300MW以上锅炉上绝大部分采用了MPS中速磨。
据资料,西德Babcock公司1965-1981年间已生产446台MPS磨煤机,分别安装在84家电厂。该公司生产的磨煤机除分布在西德、英国之外,还分布在芬兰、伯茨瓦那、巴西、日本、西班牙、瑞典、印度、前苏联、美国、南非、澳大利亚等国。
美国随着电力工业的发展,逐步采用大容量机组,这对作为锅炉主要辅机的磨煤机的结构形式和容量提出了新要求,自上世纪六十年代末期,在燃用硬质烟煤电站的磨煤机选型上对E型磨和MPS磨作了多方面的比较和研究,认为MPS磨远优越于E型磨,且更适用于大型机组,于是美国Babcock 公司于1970年从西德Babcock公司购买了MPS-225型的制造专利,同时购买了同一型号的样机,安装在CARDINAL电厂,自1972年投入运行以来,效果良好,取得了很多运行经验,且该公司还制造了MPS-225型,安装在AMOS电厂和GAVIN电厂的发电机组上,运行情况良好。自此,美国从西德公司相继购买了MPS-170、MPS-190、MPS-200、MPS-2350、MPS-2800、MPS-3000等型号的制造专利,至1979年仅仅6、7年间美国公司制造出700余台MPS 磨煤机,并已建立了成批生产的流水作业线,进行专业化生产,从此该公司停止生产传统产品E型磨。
1975年以来,MPS磨煤机在除美国以外的其它一些国家也逐步推广使用,英国、法国、南非、加拿大、墨西哥等国相继向西德公司购买了制造专利,同时还购买西德设备,装备本国电站。
南非燃用硬质烟煤的电站较多,过去一直沿用E型磨,运行实践证明E 型磨运行不够稳定,磨机振动较大,且对煤质的适应性差,故新建的大型机组均选用MPS磨。
波兰大部分电站燃用硬质烟煤,过去多数装配本国按照英国专利制造的型磨,后来也进口西德的MPS磨。由于煤种的变化,个别已装配E型磨的电其磨煤机出力不够,向西德公司洽谈将E型磨煤机改换成MPS磨。
捷克于1985年底与西德公司谈判引进MPS磨煤机专利的有关事项。
前苏联于1980年初同西德公司签订了购买MPS-2650型的制造专利合同同时购买了一台样机,其磨煤出力为80t/h。在购买了西德公司MPS-2650
5
利之后,苏联又发展了其它规格。
MPS型中速磨煤机在我国应用时间较短,上世纪80年代初,我国开始引进MPS型中速磨煤机设备,用于大型火力发电厂的直吹系统燃煤。1985年底神头电厂200MW机组引进原德国MPS磨煤机投入运行,用于磨制平朔烟煤。1986年底辽宁朝阳电厂用于磨制褐煤的MPS磨煤机也投入运行。1987年,北京电力设备总厂生产了第一批全部国产化的MPS-190型中速磨煤机,成功地在望亭发电厂投入运行,拉开了MPS型磨煤机国内大量生产的帷幕。沈阳重型机械厂于1985年从德国Babcock公司引进了三种规格的MPS磨煤机的全套生产制造技术,1989年开始自行设计生产,首次试制的第一批MPS 型中速磨煤机安装在铁岭发电厂300MW机组,另有许多电厂也陆续购置了该型磨煤机。MPS型中速磨煤机在我国大型火力发电厂的比重正日益增加。
2.2 MPS磨煤机的结构、工作原理及特点
2.2.1 MPS磨煤机的结构
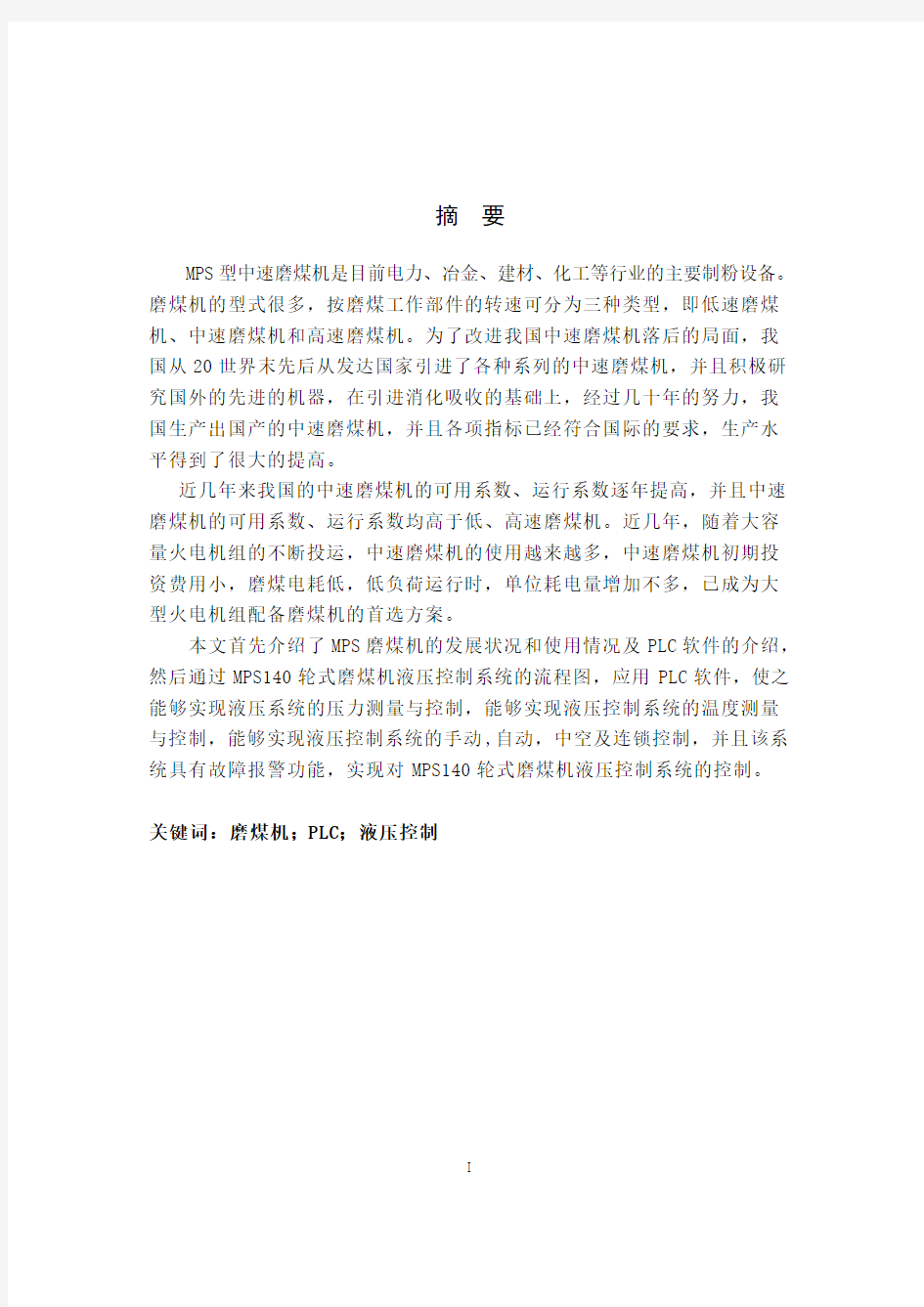
MPS中速磨煤机基本上由传动部件、碾磨部件、加载装置、分离器、机
架和基础等几大部分组成,见图2-1。
(1)MPS磨的传动部件
MPS磨的传动部件由三相鼠笼型电机和三级齿轮减速器组成。三级减速器的第一级齿轮为螺旋伞齿轮,用以改善啮合特性,保证运转平稳,其余都是圆柱斜齿轮。由于结构需要,圆柱齿轮为竖轴,在齿轮箱输出轴联轴器下部装有平面巴氏合金止推轴承,齿轮箱承受着由碾磨部件重量和碾磨力所产生的垂直和水平方向的力。齿轮箱外壳采用刚性较大的铸钢或焊接结构,另有可与驱动电动机轴相联接的盘车装置。使用盘车装置时磨盘的转数仅有0.5转/分左右,利用盘车装置便于检查和修理碾磨部件。
(2)MPS磨的碾磨部件
MPS磨的碾磨部件由磨辊和磨盘组成,有三个定位的大磨辊作为从动轮滚动在转动的磨盘上,碾磨工作所需要的压力(即磨煤所需的研磨力)来自于磨辊组(包括磨辊支架)、上压盘等的结构自重和弹簧的预压力。弹簧预压缩作用是通过三组液压装置施加于压缩弹簧压环上,并通过拉紧钢丝绳或拉杆直接传递到基础上。
6
1-热风入口2-中部壳体3-上部壳体4-分离器5-密闭风系统6-弹簧压7-弹簧8-磨辊组9-磨盘10-喷嘴环11-液压缸12-减速箱13-下部壳体14-驱动电机
图2-1 MPS磨煤机结构示意图
MPS磨的磨辊与支架是通过转轴组合在一起的,把它固定在磨煤机上是通过上压盘上的滚柱槽与支架上的滚柱槽压住在其中间的可径向转动的滚柱。上压盘又通过固定在壳体上的滑动销上下移动而不能转动,这样就使上压盘上的弹簧力直接传到磨辊上,而磨辊又通过滚柱固定在相对位置上,并可沿着滚柱的径向做倾斜12o-15o之间的摆动,即磨辊随物料情况和磨损
7
情况进行摆动,这种结构有利于磨辊的均匀磨损和提高碾磨效率。
MPS磨的磨盘用螺栓固定在齿轮箱输出轴端部的联轴器上,磨盘的外围是安装在机架体上的喷嘴环。热气流通过喷嘴环进入磨煤机,在磨煤机内螺旋上升,喷嘴环通道中的热气流速度非常重要,它关系到排放石子煤量的多少和通风阻力损失。热气流导入研磨区用以干燥原煤及煤粉并将研磨过的煤粉带至分离器进行分离,粗颗粒返回磨机重新研磨,合格粒度的煤粉被送出磨煤机,进入燃烧室。经由喷嘴环坠落到底盘上的石子煤由固定在磨盘上的刮板刮至石子煤箱内。
MPS磨煤机同时采取了几种措施对辊子、磨盘及干燥介质流通部件之间进行密封,使得该型磨煤机可以正压运行。
(3)MPS磨的加载装置
MPS磨煤机设有三部液压缸,对弹簧进行压缩。但所有型号的MPS磨煤机所使用的弹簧的规格都相同,只是根据MPS磨煤机型号不同、所需要的碾磨压力不同,弹簧数量和压缩量有所不同。在磨煤机运行前将弹簧压缩到预定高度,达到一定碾磨压力之后将其固定,使压力恒定,此时液压缸卸载。当磨辊磨损和弹簧压力降低时,可再使用液压缸施压。对弹簧的预紧工作只能在停磨情况下进行。正常运行时,磨辊靠弹簧缓冲减震。
(4)MPS磨的分离器
分离装置的任务是将从磨煤机中出来的气粉混合物中的粗颗粒分离下来,而让符合要求的细煤粉粒输送出去,避免重复研磨。根据分离的原动力不同,分离器可以分为重力分离器、惯性分离器、离心分离器等型式。实际上,在任一种型式的分离器中,煤粉分离往往是几种原动力共同作用的结果[14]。
MPS磨煤机的分离器与其他形式中速磨煤机的分离器基本相同,因为MPS型磨煤机主要适用于烟煤和贫煤的制粉作业,故其分离器的结构形式基本上采用离心式和旋转式两种。
(5)MPS磨的机架
MPS磨煤机的机架不直接承受碾磨压力和碾磨部件的自重,故均用钢板焊接而成。MPS磨煤机的机架只起支承分离器及其附件的作用,中小型MPS 磨的机架为圆柱形,大型MPS磨的机架为六角形。上架体上开有检修和观察用门,机架法兰等需具有严密的气密性,以防止运行中泄露煤粉。
8
(6)MPS磨的基础
MPS磨煤机的基础有弹性基础和钢筋混凝土刚性基础两种,这两种基础都能满足磨煤机正常运行的需要。弹性基础的重量取为机器总重量的2.5-3.0倍,刚性基础的重量取为机器总重量的5.0-6.0倍。
2.2.2 MPS磨煤机的工作原理
MPS磨煤机有相距120的三个大磨辊,三个辊子之间的相对位置是固定的,且被转动的磨盘带动,滚动在磨盘上,磨碎所需要的压力是通过这三个辊子上方的弹簧组施加的,弹簧组所给压力的大小可以通过液压缸来调节,其压力通过夹紧部件直接传递到地基上。
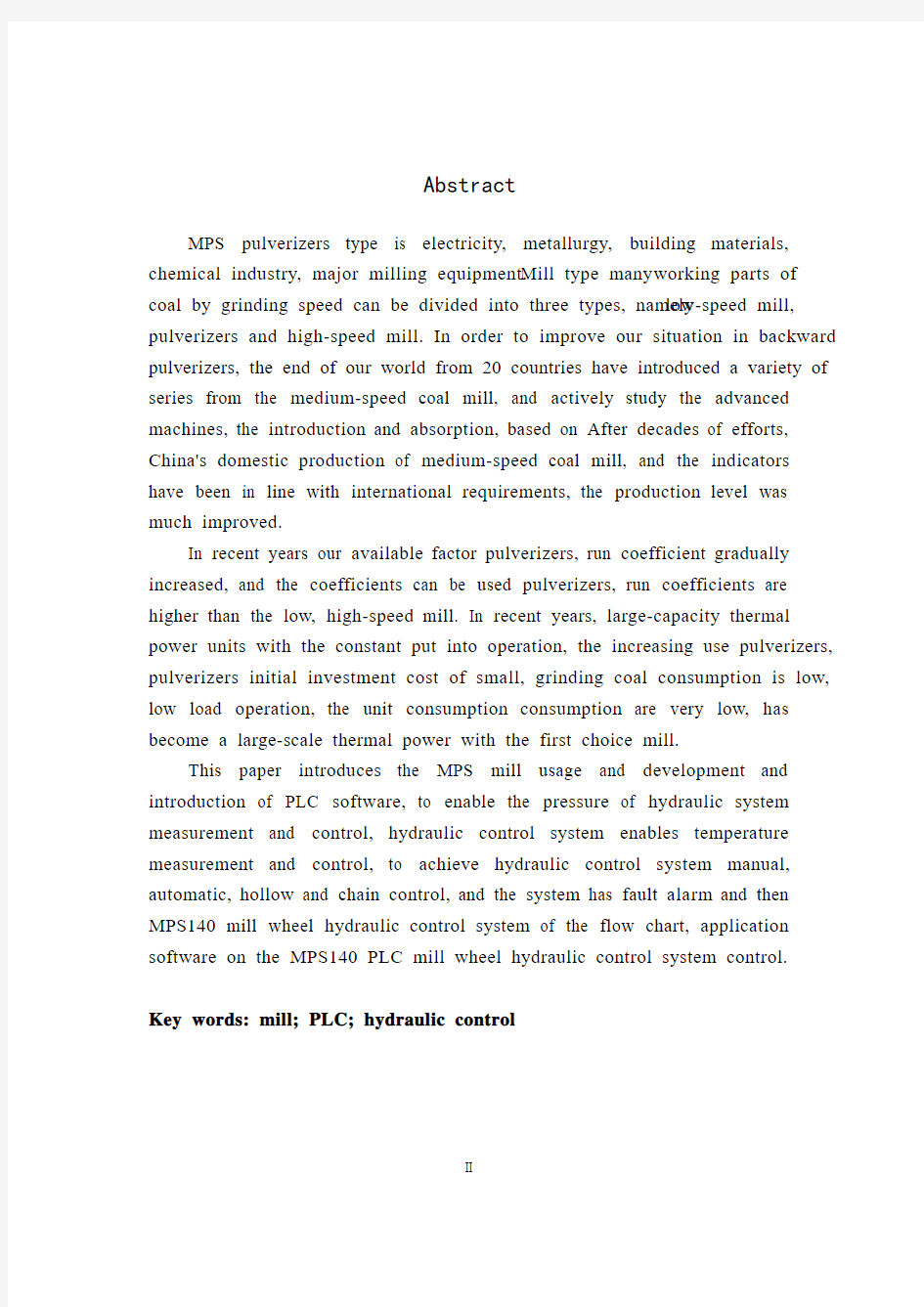
同其它形式的外力磨煤机一样,MPS型磨煤机的磨碎和干燥过程也是通过气流原理进行的,见图2-2。
物料的碾磨和干燥同时进行。在磨辊的作用下,被粉碎到一定细度的物料借助磨盘转动产生的离心力向外滑动,热气通过喷嘴环均匀进入磨盘周围,将经过碾磨的物料烘干并输送至磨机上部的分离器。当物料上升到分离器区域时粗细物料被分开,合格粒度物料被气流继续带出磨机,粗料重新返回磨盘碾磨。难以破碎的异物如石子煤、铁块等,热气流不能吹走,它们通过喷嘴环落入磨机下部的热空气室中,经刮板至废料箱中排除。
2.2.3 MPS磨煤机的特点[15-18]
(1)由于结构设计上的优越,它的磨辊直径相对于其它形式磨的大,从而滚动阻力小,物料的碾入条件好。这有利于提高磨机出力和降低能耗。
(2)相对位置固定的三个大磨辊与外加力的压环之间用滚柱销相联,从而辊子在工作中随物料条件和磨损情况可以摆动一定范围,因此磨辊的磨损比较均匀且只出现在与磨碎作业直接相关的部件上,这有利于提高磨辊的使用寿命。
(3)由于碾磨部件的作用力是静定支承系统,其碾磨力均匀地传递到每个辊子上,因此磨盘和传动部件受载均匀,运行平稳,噪音小。
(4)碾磨压力不直接传给机架而传到基础上,使机架不受碾压载荷,从而不影响机架的密封性。
(5)MPS磨的磨辊轴位置是固定的,故当磨盘推动磨辊转动时,磨辊转动的行程等于磨盘转动的行程,不存在如同E型磨那样的与碾磨作用无关
9
图2-2 MPS磨煤机工作原理
的碾磨部件之间的相对运动,这利于提高碾磨效果,克服了碾磨部件的不必要磨损。
(6)MPS磨能够在短时间内改变运行工况,以适应系统生产的需要,且在调节过程中,可避免出现不稳定现象,因此为实现自动化控制提供了理想的条件。
(7)MPS磨不仅具有碾磨和选粉的功能,如有需要,还兼作干燥之用。干燥剂通过喷嘴环形成喷射气流,与磨内物料相遇,达到强烈的干燥效果,500oC高温干燥剂在碾磨区以上1米的地方迅速降为100oC,使水分很高,甚至超过20%的物料获得充分的干燥,剩余水分一般只有0.5%-1%。
(8)MPS磨的起动阻力较小,故采用结构简单、价格低的鼠笼型异步电动机驱动。
10
(9)MPS磨煤机具有可靠的密封装置,既能在正压工况下运行而不冒出粉尘,又能在负压工况下运行而不吸收冷风。
(10)MPS磨的辊胎和磨盘上的衬瓦都是用硬镍铸铁制成,大型MPS磨的辊胎和磨盘衬瓦均做成分块组合形式,其结构设计合理,易于检修和更换。
(11)MPS磨的磨盘直径相对于E型磨小,故平面占地面积小,但高度比E型磨高。
(12)具有较大行程的弹簧加载系统,允许磨辊有足够的垂直移动量,与摆动结构相结合能够保证对物料的适应性。
(13)物料与碾磨元件永久相接触,在整个运行过程中,在物料的不同特性和碾磨条件下,都能得到好的磨碎效果。
(14)由于用液压调整碾压力大小,在不需要连续调整的情况下,对于物料特性和碾磨条件具有较好的适应能力。
2.3 课题总体设计思路
本次课题设计主要是想通过PLC能够实现对MPS140轮式磨煤机液压系统的控制。采用了S7-200PLC及配件,选择合适的硬件(测量仪表等),合理的PLC接口数,使之能够实现液压系统的压力测量与控制,能够实现液压控制系统的温度测量与控制,能够实现液压控制系统的手动,自动,中空及连锁控制,并且该系统具有故障报警功能。
11
第三章 PLC介绍
可编程序控制器(programlogiealeontrolle),简称PLC,是一种专为在工业环境应用而设计的数字运算电子系统,它是以微处理机为基础,综合了计算机技术、自动控制技术和通信技术等现代科技而发展起来的一种新型工业自动控制装置,是当今工业发达国家自动控制的标准设备之一[19-20]。由于PLC采用了“三机一体化”的综合技术即集计算机、仪器仪表、电气控制于一身,具有高可靠性、强抗千扰能力、组合灵活、编程简单、维修方便和低成本等诸多特点,因而与其它控制器相比它更加适合工业控制环境和市场的要求;再加上PLC发展过程中产品的系列化、产业化和标准化,使之从早期的逻辑控制、顺序控制迅速扩展到了连续控制,开始进入批量控制和过程控制领域,并迅速成为工业自动化系统的支。目前,PLC在小型化、大型化、大容量、强功能等方面有了质的飞跃。
PLC软件既有制造厂家提供的系统程序,又有用户自行开发的应用程序。系统程序为用户程序的开发提供运行平台,同时,还为PLC程序的可靠运行及信号与信息转换进行必要的处理。用户程序由用户按具体的控制系统要求进行设计,这里所说的PLC软件设计即是指用户自行开发的应用程序[21-22]。
早期的可编程序控制器 (ProgrammableLogicController,PLC),主要用来代替继电器实现逻辑控制。随着计算机技术、通信技术和自动控制技术的迅速发展,可编程序控制器将传统的继电器控制技术与新兴的计算机技术和通信技术融为一体,具有可靠性高、功能强、应用灵活、编程简单、使用方便等一系列优点,以及良好的工业环境工作性能和自动控制目标实现性能,在工业生产中得到了广泛的应用。1969年,美国数字设备公司(DEC)研制出世界上第一台可编程控制器。早期的可编程控制器由分离元件和中小规模集成电路组成,主要功能是执行原先由继电器完成的顺序控制、定时等。70年代初期,体积小、功能强和价格便宜的微处理器被用于PLC,使得PLC的功能大大增强。在硬件方面,除了保持其原有的开关模块以外,还增加了模拟量模块、远程1/0模块和各种特殊功能模块。在软件方面,PLC采用极易为电气人员掌握的梯形图编程语言,除了保持原有的逻辑运算等功能以外,还增加了算术运算、数据处理和传送、通讯、自诊断等功能。进入80年代中、后期,由于超大规模集成电路技术的迅速发展,微处理器的市场价格大幅度下跌,使得PLC所采用的微处理器的
12
档次普遍提高。而且,为了进一步提高PLC的处理速度,各制造厂商还研制开发了专用逻辑处理芯片,大大提高了PLC软、硬件功能。在发达工业国家,PLC 己经广泛的应用在所有的工业部门。据“美国市场信息”的世界PLC以及软件市场报告称, 1995年全球PLC及其软件的市场经济规模约50亿美元,随着电子技术和计算机技术的发展,PLC的功能得到大大的增强,具有以下特点〔10〕: l)可靠性高。PLC的高可靠性得益于软、硬件上一系列的抗干扰措施和它特殊的周期循环扫描工作方式。
2)具有丰富的1/0接口模块。PLC针对不同的工业现场信号,有相应的1/0模块与工业现场的器件或设备直接连接。另外为了提高操作性能,它还有多种人机对话的接口模块;为了组成工业局部网络,它还有多种通讯联网的接口模块。
3)采用模块化结构。为了适应各种工业控制需要,除了单元式的小型PLC 以外,绝大多数PLC均采用模块化结构。PLC的各个部件,包括CPU、电源、1/0等均采用模块化设计,由机架及电缆将各模块连接起来,系统的规模和功能可根据用户的需要自行组合。
4)编程简单易学。PLC的编程大多采用类似于继电器控制线路的梯形图形式,对使用者来说,不需要具备计算机的专门知识,因此很容易被一般工程技术人员所理解和掌握。
5)安装简单,维修方便。PLC不需要专门的机房,可以在各种工业环境下直接运行。各种模块上均有运行和故障指示装置,便于用户了解运行情况和查找故障。由于采用模块化结构,因此一旦某模块发生故障,用户可以通过更换模块的方法,使系统迅速恢复运行。由于PLC强大功能和优点,使得其在我国的水工业自动化中得到广泛的应用。PLC在水工业自动化中的应用主要有水厂监控系基于PLC的变频恒压供水系统的设计统、自动控制系统、自动加氯、自动加矾、水泵变频调速、SCADA系统和供水管网信息管理系统等。其主要功能是进行工艺参数的采集、生产过程控制、信息处理、设备运行状态监测以及水质监测等。
6)体积小,功耗低:对于复杂的控制系统,使用PLC后,可以减少大量的中间继电器和时间继电器,小型PLC的体积仅相当于几个继电器的大小,因此可以将开关柜的体积缩小到原来的1/2一1/10。
可编程控制器PC或PLC是一种以微处理器为核心的用于工程自动控制的工
13
业控制机,其本质是一台工业控制专用计算机。它的软、硬件配置与计算机极为类似,只不过它比一般计算机具有更强的与工业过程相连接的接口和更直接的适应于控制要求的编程语言。PLC机硬件主要由中央处理单元(CPU)、存贮器、输入/输出单元以及编程器、电源和智能输入/输出单元等构成。PLC可分为以下几个部分:
l)中央处理单元(CPU):同一般微处理机一样,中央处理单元是可编程控制的核心部件,它通过输入装置将外设的状态读入并按照用户程序去处理,根据处理结果通过输出装置去控制外设。常用的CPU有通用微处理器,如MOTOROLA6800,单片机有8031,8051和双极型位式微处理器,如AMD2903。目前,小型PLC为单CPU系统,而中型及大型PLC则为双CPU甚至多CPU系统。对于双CPU来说,一般具有一个位处理器和一个字处理器。字处理器是CPU这个核心的核心,常由通用的8位、16位或32位微处理器担任,位处理器也称布尔处理机,如美国ri公司的TI一530等,它不仅使PLC增加了功能,提高了速度,也加强了PLC的保密性能。
中央处理器的功能是:CPU按系统程序所赋予的功能,接收并存贮从编程器输入的用户程序和数据;CPU按扫描方式工作,从存贮器中逐条读取指令,并存入CPU内的指令寄存器中;指令寄存器的指令操作码进行译码,执行指令规定的任务,产生相应的控制信号,启闭有关控制门电路,并根据运算结果更新有关标志和输出映像寄存器的内容,以实现输出控制、制表、打印或数据通讯;行系统诊断程序,诊断电源、PLC内部电路的工作状态和编程过程中的语法错误。
2)存贮器:可编程控制器中存贮器主要用于存放系统程序、用户程序和数据。常用的存贮器形式有 CMOSROM、EPROM和EEPROM。
系统存贮器用以存贮制造厂家编写的系统程序。所谓系统程序是指控制和完成PC机各种功能的程序,如控制器的监控程序、基本指令和功能指令翻译程序、系统诊断程序、通信管理程序等。机器出厂时,厂家把这些程序存入EPROM 存贮器或EEPROM存贮器。用户不能访问和修改存贮器这部分的内容。
用户存贮器主要用来存放用户的应用程序。所谓用户程序是指使用户根据工程现场的生产过程和工艺要求编写的控制程序。此程序由使用者通过编程器输入到PLC机的 CMOSRAM存贮器中,以便于用户随时修改。也可将用户程序存放在EEPROM中。为确保PLC机控制系统的可靠性, CMOSRAM存贮器有预防电源掉电故障的铿电池保护措施,以防电源掉电后破坏它的存贮内容。
14
数据存贮器用来存放PLC的数据。包括输入、输出、辅助继电器状态的映像区,定时器、计数器、移位寄存器、状态寄存器、数据寄存器和特殊功能寄存器等状态的映像寄存器。由于数据在控制器应用中是经常变化、经常存取的,因此数据存贮器一般选用 CMOSRAM,以满足随机存取的要求。
3)输入/输出模块:输入/输出模块是可编程控制器与工业生产设备或工业生产过程连接的接口。现场的输入信号,如按钮开关,行程开关、限位开关以及传感输出的开关量或模拟量(压力、流量、温度、电压、电流)等,都要通过输入模块送到PLC。由于这些信号电平各式各样,而可编程控制器CPU所处理的信息只能是标准电平,所以输入模块还需将这些信号转换成PLC能够接受和处理的数字信号。输出模块的作用是接收中央处理器处理过的数字信号,并把它转换成现场执行部件所能接受的控制信号,以驱动如电磁阀、灯光显示、电机等执行机构。可编程控制器有多种输入/输出模块,其类型有数字量输入/输出模块和模拟量输入/输出模块。这些模块又分直流和交流、电压和电流类型,每种类型又有不同的参数等级,主要有数字量输入/输出模块和模拟量输入/输出模块,部件上都设有输入接线端子排,为了滤除信号的噪声和便于PLC内部对信号的处理,这些模块上都带有滤波、电平转换、信号锁存电路。数字量输入模块带有光电祸合电路,其目的是把PLC与外部电路隔离开来,以提高PLC的抗千扰能力。数字量输出有继电器输出、晶体管输出和可控硅输出三种方式。模拟量输入/输出模块主要用来实现模拟量一数字量之间的转换,即A/D或D/A 转换。由于工业控制系统中有传感器或执行机构有一些信号是连续变化的模拟量,因此这些模拟量必须通过模拟量输入/输出模块与PLC的中央处理器连接。模拟量输入模块A/D转换后的二进制数字量,经光电祸合器和输入锁存缓冲器与PLC的1/0总线挂接。模拟量输出模块D/A转换前的二进制数字量,经光电祸合器和输出锁存器与PLC的1/0总线挂接。现在标准量程的模拟电压主要是0一5伏和O一10伏两种,模拟电流主要是0一ZomA和4一ZomA两种。另外还有。一somV,o一IV、一5一+SV、一10一+10V,o一10mA等。模拟量输入模块接收到标准量程的模拟电压或电流后,把它转换成8位、10位或12位的二制数字信号,送给中央处理器进行处理。模拟量输出模块将中央处理器的二进制数字信号转换成标准量程的电压或电流输出信号,提供给执行机构。
4)扩展模块:当一个PLC中心单元的1/0点数不够用时,就要对系统进行扩展,扩展接口就是用于连接中心基本单元与扩展单元的。
15
模块随着可编程控制器在工业控制中的广泛应用和发展,各可编程控制器制造厂家已经开发出一系列的智能接口模块,使可编程控制器的功能更加强大和完善。智能1/0接口模块种类很多,例如高速技术模块、PLCA控制模块、数字位基于PLC的变频恒压供水系统的设计置译码模块、阀门控制模块、中断控制模块、智能存贮模块以及智能1/0模块等。
5)编程器:它的作用是供用户进行程序的编制、编辑、调试和监视。有的编程器还可与打印机或磁带机相连,以将用户程序和有关信息打印出来或存放在磁带上,磁带上的信息可以重新装入PLC。目前编程器主要有以下三种类型:便携式编程器(也叫简易编程器);图形编程器;用于IBM一PC及其兼容机的编程器。
PLC控制系统示意图
便于携带的特点,一般只能用指令形式编程,通过按键输入指令,通过数码管或液晶显示器加以显示、这种编程器适合小型可编程控制器的编程要求。
图形编程器以液晶显示器(LCD)或阴极射线管(CRT)作屏幕,用来显示编程内容和提供如输入、输出、辅助继电器的占有情况、程序容量等各种信息,还可在调试程序、检查程序执行时显示各种信号状态、出错提示等。使用图形编程器可以月多种编程语言编程,梯形图显示在屏幕上十分直观。图形编程器还可与打印机、录音机、绘画仪等设备连接,有较强的监控功能。但它的价格高,适用于中、大型可编程控制器的编程要求。
用于IBM一PC及其兼容机的编程器是个人计算机加上适当的硬件接口和软
16
件包作为编程器,也可直接编制成梯形图,其监控功能也很强。编程器工作方式主要有编程和监控两种,编程工作方式是在PLC机处于停机状态时可以进行编程,它的功能主要是输入新的程序,或者对已有的程序予以编辑和修改。
监控工作方式可以对运行中的控制器工作状态进行监视和跟踪,一般可以对某一线圈或触点的工作状态进行监视,也可以对成组器件的工作状态进行监视,还可以跟踪某一器件在不同时间的工作状态,除搜索、监视、跟踪外,还可以对一些器件进行操作。因此编程器的监控方式对控制器中新输入程序的调试与试运行是非常有用和方便的。
编程器的结构一般包括显示部分与键盘部分。显示一般用液晶显示器,主要的显示内容包括地址、数据、工作方式、指令执行情况及系统工作状态等。键盘有单功能键和双功能键,在使用双功能键的时候键盘中都备有一个选择键,以选择其中一种方式工作。
现在产品越来越模块化,可编程控制器也不例外,它的结构紧密、坚固,外形小巧,CPU本身只提供了一定数量的数字输入和输出点数。不同厂家、不同型号的PLC的输入/输出点数也不同,有的大型机输入/输出点数可达16K,而很多小型机仅有10来点,而且CPU本身不带模拟输入与输出,但CPU一般都带有扩展接口。因此,用户选型后,所需的输入或输出点数不够时,就需对系统做出必要的扩展,各个厂家也生产了专用于扩展用的各模板供用户选用。扩展模板的外形一般也小巧、坚固,有易于接线的端子排,带有扩展总线或通过总线连接器与CPU相连。主要有数字输入/输出模板,模拟输入/输出模板,热电阻、热电偶扩展模板,还有智能模板等许多具有专用功能的特殊模板。用扩展模板来扩展系统具有以下的优点:
用户可根据自己时间控制系统的要求,选用各种合适的扩展模块对PLC作硬件组态,以求达到各种功能或控制精度,同时节省开支,减少不必要的投资。
当己运行的系统需要改造或扩充时,PLC可以随时进行升级或改版,所作的工作仅仅是替换或增加扩展模板和修改相应的控制软件。特殊模板及智能模板的开发将进一步扩展可编程控制的功能,专用模板的开发不仅扩大了可编程控制系统的控制功能,而且将进一步提高控制质量与可靠性。
PLC的软件可分为系统软件和用户程序两大部分:
l)系统软件:也称之为常驻的操作系统软件。它又包括基本控制单元软件和编程软件两部分。另外,一些特殊功能模块也带有自己的操作系统软件。通常,
17
磨煤机原理
一、. 代号和技术数据 1.1 代号 Z G M 113 G 分K、N、G三个型号,K为小型,N为中型,G为大型。 磨环滚道平均半径(cm) 磨煤机 辊式 中速 1.2 技术数据 1.2.1 煤种范围 煤种烟煤,部分贫煤和部分褐煤 发热量16~31MJ/kg 表面水份〈18% 可磨性系数HGI=40~80(哈氏) 可燃质挥发份16~40% 原煤颗粒0~40mm 煤粉细度R90=15~40% 1.2.2 磨煤机技术数据 标准研磨出力87.7t/h (当R90=16%,HGI=80,W Y=4%) 额定功率570 kW 电动机额定功率650 kW 电动机电压6000 V 电动机转速992 r/min 电动机旋转方向逆时针(正对电机输入轴) 磨煤机磨盘转速24.2 r/min 磨煤机旋转方向顺时针(俯视) 通风阻力≤6540 Pa 磨机额定空气流量21.75 Nm3/s 磨煤机磨煤电耗量6~10 kW·h/t (100%磨煤机出力)
二、MPS磨煤机的特点: 1、与其他磨盘尺寸相仿的其他中速磨相比,MPS磨煤机的磨辊直径较大。这样, 一方面使磨辊具有较大的碾磨面积,。从而使磨辊的碾磨能力即磨煤机的出力增 加,同时改善了磨辊的工作条件,使磨辊的磨损比较均匀,提高碾磨元件的金属 利用率。磨辊与磨碗之间具有较小的滚动阻力,起动时的阻力矩较小,同时它的 空载电耗也较低,这将有助于降低磨煤的能量消耗。 2、磨辊的辊胎采用对称结构,当一侧磨损到一定程度后,可拆下翻身后继续使用, 从而提高磨辊的利用率。 3、采用三个位置固定的磨辊,形成三点受力状态,碾磨的压紧力是通过弹簧压盖均 匀得传递给三个磨辊,磨辊上的压紧力通过减速机传递给框架和基础,而压紧力 的反作用通过加压装置也传递给框架和基础,形成了封闭力系。磨煤机的机体是 不受力的,这样可以在碾磨元件间施加尽可能高的压紧力,而不影响机壳连接的 密封性。 4、采用液压加载装置。其功能是为磨辊施加合适的碾磨压力,加载压力由比例调节 阀根据指令信号来控制,同步升起和落下磨辊。磨辊所需的碾磨压力是由液压系 统提供的,加压系统包括三个油缸和蓄能器蓄能器的充油侧直接和油缸活塞杆侧 连接。加载油缸安装和蓄能器安装在磨煤机上,三个带蓄能器的油缸由高压油泵 站提供动力。 5、可靠的密封装置,使磨煤机既能在正常工况下运行,不会使煤粉外泄,也能在负 压工况下运行而不吸入外界的冷风。 6、磨煤单位电耗小,磨煤电耗率为6.5KW.h/t。 7、煤种适应性好广 三、工作原理: ZGM113G磨煤机是一种中速辊盘式磨煤机,磨煤机的碾磨部分是由转动的磨环和三个沿磨环滚动的固定且可自转的磨辊组成。需粉磨的原煤从磨煤机的中央落煤管落到磨环上,旋转磨环借助于离心力将原煤运动至碾磨滚道上,通过磨辊进行碾磨。三个磨辊沿圆周方向均布于磨盘滚道上,碾磨力则由液压加载系统产生,通过静定的三点系统,碾磨力均匀作用至三个磨辊上,这个力是经磨环、磨辊、压架、拉杆、传动盘、减速机、液压缸后通过底板传至基础。原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨环周围,将经过碾磨从磨环上切向甩出的煤粉混合物烘干并输送至磨机上部的分离器,在分离器中进行分离,粗粉被分离出来返回磨环重磨,合格的细粉被一次风带出分离器。
ZGM113N型中速辊式磨煤机使用和维护说明书
使用和维护说明书北京电力设备总厂 2006年02月
目录 前言 (1) 第1篇磨煤机使用和操作说明 (2) 1. 代号和技术数据 (3) 2. 工作原理 (3) 3. 部件介绍 (5) 4. 使用、操作要求 (9) 5. 启、停说明 (14) 6. 启动前和运行检查 (17) 7. 运行故障及处理 (19) 第2篇磨煤机维护、检修说明 (22) 1. 维护、检修注意事项 (23) 2. 停机时的保养与维护 (23) 3. 维护、检修要求 (26) 4. 碾磨件及内部零部件拆卸与安装 (29) 5. 内部部件的维修 (31) 第3篇盘车装置使用和维护说明 (37) 1. 技术要求 (38) 2. 其它参数 (38) 3. 使用要求 (38) 4. 安装与调整 (39) 5. 维护保养 (39) 第4篇磨煤机安装与调试导则 (40) 1. 安装事宜 (41) 2. 安装说明 (41) 3. 启动前的调试 (48)
ZGM113N型中速辊式磨煤机使用和维护说明书前言 前言 感谢您选用了我厂的ZGM型中速辊式磨煤机,为了使您更好地了解设备,使设备更好地为您的系统服务,我们编写了这本使用说明书,希望能给您以帮助,并真诚地希望您对其中的不足之处给予指出。 本使用说明书是根据ZGM型中速辊式磨煤机的特点和现场运行情况编写的,其中对磨煤机的运行、检查、维护、检修要求大部分是针对磨煤机易出问题的环节和总结现场出现的问题而提出的,所以下面提出的要求,用户在使用过程中请务必遵守: ①磨煤机运行应严格按照运行要求,不能违章操作。 ②必须保证一次风量,一次风量的测量装置要定期标定,这对磨煤机运行极为重要。 ③定期对磨煤机检查、维护,绝不允许连续数千小时不停磨、不检查、不间断地运行。 ④一次风入口隔绝门至关重要,没有严密的隔绝门就无法进入磨内检查、维护和检修。 ⑤出粉管上要有隔绝门。 ⑥必须为检查、维护、检修工作创造必要的条件。 ⑦应配置单独的密封风系统,不要直接采用冷一次风作为密封风。 本说明书内容的大部分已经实践验证,用户可按说明书中有关规定进行操作。其中检查、维护、检修等内容仅作一般说明,用户应根据实际情况编制较详细规程。同时我们将继续完善和修订使用说明书,并把修订内容通知用户。
磨煤机的工作原理及日常维护
磨煤机的工作原理及日常维护 (大唐珲春发电厂) 摘要:磨煤机是一种将煤块破碎并磨成煤粉的机械, 是电厂的重要辅机,近年来由于磨煤机故障造成电厂停机的事故屡见不鲜,究其原因是检修维护部门没有很好把握磨煤机故障出现的原因。本文以中速磨煤机为例,介绍了磨煤机的工作原理与日常维护,以此为检修维护部门提供更多可借鉴的资料。掌握磨煤机的设备劣化趋势,合理安排磨煤机的 计划性检修,防止设备“过维修、欠维修”,最终提高磨煤机的设备可靠性和设备利用率。 关键词: 磨煤机是一种将煤块破碎并磨成煤粉的机械,是电厂的 重要辅机,目前市场上所广泛应用的磨煤机一般都是中速辊盘式磨煤机,这种磨煤机的碾磨位置主要由两部分组成,即可以转动的磨环与三个能够自转的固定的磨辊。在碾磨过程中,在圆周作用下,平均分布于在磨盘滚道上的三个磨辊同时产生碾磨力,对原煤进行碾磨的同时强化其干燥操作。碾磨好的煤粉混合物经过烘干后输送至分离器,经过分离与筛选后获得合格的细粉。 近年来由于磨煤机故障造成电厂停机的事故屡见不鲜,
究其原因是检修维护部门没有很好把握磨煤机故障出现的原因。本文以中速磨煤机为例,介绍了磨煤机的工作原理与日常维护,以此为检修维护部门提供更多可借鉴的资料。掌握磨煤机的设备劣化趋势,合理安排磨煤机的计划性检修,防止设备“过维修、欠维修” ,最终提高磨煤机的设备可靠性和设备利用率。 、磨煤机的工作原理 磨煤机是将煤块破碎并磨成煤粉的机械,磨煤的过程是 煤被粉碎及其表面积不断增加的过程,主要通过压碎、击碎和研碎三种方式进行。磨煤机的型式很多,按磨煤工作部件的转速分为三类,转速为16-25r/min 是低速磨煤机,转速为 60-300r/min 是中速磨煤机,转速大于300r/min 即为高速磨煤 机, 中速磨煤机应用最广泛的是碗式磨煤机。 碗式磨煤机主要由台板基础、电动机、减速机、侧机体、 机座密封装置、磨碗及叶轮装置、刮板装置、磨辊装置、弹簧加载装置、铰轴装置、排渣装置、分离器等部件组成。磨煤机其碾磨部分是由传动的磨碗和三个沿磨碗滚动的固定且可自转的磨辊组成。原煤落入磨碗后,在离心力的作用下沿径向朝外移动至研磨环,由于径向和周向移动,煤在可绕轴转动的磨辊装置下通过,由此弹簧加载装置产生的研磨力通过转动的磨辊施压在煤上。磨辊装置使煤在磨辊下形成煤床,并在磨?h 与磨辊之间碾磨成粉。 碾磨压力由液压系统提供,可根据煤种进行调整。碾磨 压力及碾磨件的自重全部作用于减速机上,由减速机传至基础。三个磨辊均分布于磨盘辊道上,并铰固在加载架上。加 载架与磨辊支架通过滚柱可沿径向作倾斜12?15。的摆动,以适应物料层厚度的变化及磨辊与磨盘瓦磨损时所带来的角度变化。 用于输送煤粉和干燥原煤的热风由热风口进入磨煤机, 通过磨盘外侧的喷嘴环将静压转化为动压,并以75-90m/s
HP1003中速磨煤机工作原理
HP1003中速磨煤机简介 上海重型机器厂八十年代初期从美国CE公司引进了碗式磨煤机制造技术。CE生产得磨煤机遍布全世界,用于电厂煤粉得制备与干燥,由于磨煤机内研磨表面形似深碟或碗,故称之为碗式磨煤机。HP碗式磨煤机就是继RP碗式磨煤机后新开发得产品,CE公司八十年代开发试验并投入使用。HP1003表示磨碗直径为100英寸(2540㎜)得浅碗磨。每台锅炉安装6台磨煤机,其中5台运行,一台备用。当磨制设计煤种时,5台磨得总出力不小于锅炉在B-MCR工况下燃煤量得110%。磨煤机设备得使用寿命不小于30年 1、2 HP1003磨煤机结构 沿磨煤机高度方向可分为传动装置、石子煤排出装置、侧机体、碾磨部件、加载装置、干燥分离空间、分离器及煤粉排出装置。另外在每一台磨煤机配置-套润滑系统。该系统包括电机驱动得润滑油泵泵(#1炉用得就是叶片泵,#2炉用得就是齿轮泵)、独立油箱、滤油器,冷油器与一些液压元件.此种磨煤机属于弹簧加载,依靠弹簧得预紧力保证磨辊得正常工作。 1、3 磨辊装置结构 1.3.1磨辊装置由磨辊头、磨辊轴、磨辊座、锥形磨辊套与轴承及油封组成.整个磨辊装置固定在分离器体得耳轴上,可以绕耳轴转动,并可以翻转到垂直位置进行检修与检查。磨辊轴得位置就是固定得,当磨碗转动时,靠煤得摩擦传递磨碗得转动力矩.使磨辊绕其磨辊轴转动。磨辊得行程等于磨碗得行程,磨辊得碾磨速度等于其本身得转动速度。 1.3.2磨辊衬套为双金属材料,里层就是高铬铸钢,表面就是用耐磨材料堆焊而成,厚度为50mm.磨辊头得作用就是传递弹簧加载装置施加得压力,使磨辊在磨煤时得到必要得碾磨力,磨辊加载形式为外置式弹簧加载。磨辊头与磨辊轴得连接采用法兰盘。1.3.3磨辊得上下轴承为两只大小相同得锥形滚柱轴承,磨辊内部有充足得润滑油,两组滚动轴承浸没在油中润滑。 1.3。4在耳轴中心开有孔道,把密封空气引向磨辊转动部件与静止部件之间得区域,防止煤粉等杂物进入润滑油。耳轴衬套为含有橡胶得材料,可以减少磨辊得振动. 1.3。5限位螺栓用来调节磨辊与磨碗衬板之间得间隙。当磨煤机启动时与空载运行时,磨辊与磨碗衬板不会直接接触,避免无谓得电能消耗,起动平稳无噪声,当辊套磨损后也可以利用限位螺栓来调整辊套与衬板之间得间隙。 1.3.6磨辊组件有3只唇形油封,其中2只就是用来防止煤粉进入,1只就是用来防止润滑油泄漏。3只油封安装在可更换得经过淬硬处理得耐磨圈上,以防止磨辊轴损伤. 1.1。4 加载装置结构 HP1003磨得加载装置为外置式弹簧加载.其弹簧加载装置主要由弹簧、弹簧座、弹簧杆、弹簧端盖等一些部件组成。整个组件为插袋式结构,在检修时可把整个组件进行拆卸。1.1.5 磨碗及叶轮装置结构 1。1。5、1整个磨碗装置主要包括磨碗、延伸环、磨碗耐磨盖板、磨碗壳盖板、夹紧环以及一组呈扇形状得衬板。 1.1.5、2磨碗衬板得一端被紧密地镶嵌在磨碗得凹槽内,另一端用楔形得夹紧环压紧.当拧紧环上得螺栓后,衬板就被牢牢地固定了。衬板得寿命比磨辊长,衬板得表面并不就是一平面,从衬板得截面瞧,其表面不就是一条斜直线,而就是一条折线,使磨辊小端与衬板得间隙比大端得间隙大,为喇叭状,有利于原煤进入。有若干块表面带有凸筋得衬板均匀地在这些衬板中间以增加煤与磨辊、衬板得摩擦力,防止磨辊打滑. 1。1.5、3在磨盘上得煤被磨成粉后由上升得气流抛至风环处进行第一级分离.其风环就是随磨碗一起转动得,因此,该装置也被称之为叶轮。 1.1。6传动装置结构 1。1。6、1传动装置为一个齿轮减速箱,相对于磨煤机得其它部件来讲就是独立得。维修时可将其移出进行检修或用备用齿轮箱进行更换,这样可缩短磨煤机得停机时间。齿轮箱得
中速磨煤机的工作原理及应用
中速磨煤机的工作原理及应用 各种中速磨煤机在结构上有一定差异,按其碾磨部件的形状可分为辊盘式和球环式两种。辊盘式磨煤机由于各制造厂家的不同设计,磨辊和磨盘的结构形式各不相同,又有平盘磨(Loesche磨)、斜盘磨(RP磨和HP磨)及辊环磨(MPS磨和Berz磨)等多种类型。球环中速磨又称E型磨。 由于驱动磨盘、磨碗或磨环的主轴都是垂直装设的,故中速磨又有立轴磨之称。 1.1.1 中速磨煤机的工作原理与结构 各种中速磨煤机的工作原理基本相似,如图2-20所示。原煤由落煤管进入两个碾磨部件的表面之间,在压紧力的作用下受到挤压和碾磨而被粉碎成煤粉。由于碾磨部件的旋转,磨成的煤粉被抛至风环处。装有均流导向叶片的环形热风道称为风环。热风以一定的速度通过风环进入干燥空间,对煤粉进行干燥,并将其带入碾磨上部的粗粉分离器中。经过分离,不符合燃烧要求的粗粉返回碾磨区重磨。合格的煤粉经煤粉分配器由干燥剂带出磨外,引至一次风
管。来煤中夹带的杂物(如石块、黄铁矿块和金属块等)被抛至风环处后,因由下而上的热风不足以阻止它们下落,故经风环落至杂物箱,上述的杂物亦称石子煤。 图2-20 中速磨煤机工作原理 (a) Loesche平盘磨;(b)Lopulco平盘磨;(c)RP碗式磨; (d) MPS磨;(e)E型磨 平盘磨、碗式磨(RP、HP型)、MPS磨和E型磨煤机结构见图4-2。
⑴平盘磨 平盘磨如图2-21(a)所示。平盘磨内,煤在平盘和锥形的辊子之间被碾磨成煤粉,压紧力由加压弹簧或液力一气动压紧装置来提供。磨辊与磨盘之间保持一定间隙,不直接接触。装有均流导向叶片的风环,一种是固定于磨煤机机壳上(如Leosche平盘磨);另一种是固定在转动的磨盘上,并随其一起转动(如Lopulco平盘磨)。
ZGM113G型中速辊式磨煤机使用和维护说明书
北京电力设备总厂 ZGM113G型中速辊式磨煤机使用和维护说明书 1. 代号和技术数据 1.1 代号 Z G M 113 N 分K、N、G三个型号,K为小型,N为中型,G为大型。 磨环滚道公称半径(cm) 磨煤机 辊式 中速 1.2 技术数据 1.2.1 煤种范围 煤种烟煤,部分贫煤和部分褐煤 发热量16~31MJ/kg 表面水分<18% 可磨性系数HGI=40~80(哈氏) 可燃质挥发份16~40% 原煤颗粒0~40mm 煤粉细度R90=10~40% 1.2.2 磨煤机技术数据 标准研磨出力87.7 (当R90=16%,HGI=80,W Y=4%) 额定功率570 kW 电动机额定功率630 kW 电动机电压6000 V 电动机转速990r/min 电动机旋转方向逆时针(正对电机输出轴) 磨煤机磨盘转速24.2 r/min 磨煤机旋转方向顺时针(俯视)
通风阻力≤6540 Pa 入磨一次风量28.02 kg/s 磨煤机磨煤电耗量6~10 kW·h/t (100%磨煤机出力) 2. 工作原理 ZGM113G磨煤机是一种中速辊盘式磨煤机,其碾磨部分是由转动的磨环和三个沿磨环滚动的固定且可自转的磨辊组成。需研磨的原煤从磨煤机的中央落煤管落到磨环上,旋转磨环借助于离心力将原煤运动至碾磨滚道上,通过磨辊进行碾磨。三个磨辊沿圆周方向均布于磨盘滚道上,碾磨力则由液压加载系统产生,通过静定的三点系统,碾磨力均匀作用至三个磨辊上,这个力经磨环、磨辊、压架、拉杆、传动盘、减速机、液压缸后通过底板传至基础(见图1―1)。原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨环周围,将经过碾磨从磨环上切向甩出的煤粉混合物烘干并输送至磨煤机上部的分离器中进 图1―1 磨煤机加载传递系统“受力状态图” 难以粉碎且一次风吹不起的较重石子煤、黄铁矿、铁块等通过喷嘴环落到一次风室,被刮板刮进排渣箱,由人工定期清理(或由自动排渣装置排走),清除渣料的过程在磨运行期间也能进行(见图1―2)。
MPS中速磨煤机原理
您当前的位置:首页>>技术支持 中速磨煤机和风扇磨煤机工作原理 中速磨煤机 目前国内采用的中速磨煤机有以下四种:辊-盘式中速磨,又称平盘磨;辊-碗式中速磨,又称碗式磨或RP型磨,球-环式中速磨,又称中速球磨或E型磨;辊一环式中速磨,又称MPS 磨。这些磨煤机的工作转速为50~300r/min,故称中速磨煤机。上述四种中速磨结构可见图1。
图1 a)平盘磨 1-减速齿轮箱 2-磨盘 3-磨辊 4-加压弹簧 5-落煤管 6-分离器 7-气粉混合物出口 8-风环 图1b)碗式磨 1-减速箱 2-浅沿磨碗 3-风环 4-加压缸 5-气粉混合物出口 6-原煤入口 8-分离器 9-磨辊 10-热风进口 11-杂物刮板 12-杂物排放管
图1 c)中速球磨 1-导块 2-压紧环 3-上磨环 4-钢球 5-下磨环 6-轭架 7-石子煤箱 8-活门 9-压紧弹簧 10-热风进口 11-煤粉出口 12-原煤进口
图1 d)MPS磨 1-弹簧压紧环 2-弹簧 3-压环4-滚子 5-压块 6-辊子 7-磨环 8-磨盘 9-喷嘴环 10 -拉紧钢丝绳 中速磨有共同的工作原理。它们都有两组相对运动的碾磨部件,碾磨部件在弹簧力、液压力或其它外力作用下,将其间的原煤挤压和碾磨,最终破碎成煤粉。通过碾磨部件旋转,把破碎的煤粉甩到风环室,流经风环室的热空气流将这些煤粉带到中速磨上部的煤粉分离器,过粗的煤粉被分离下来重新再磨。在这个过程中,热风还伴随着对煤粉的干燥。在磨煤过程中,同时被甩到风环室的还有原煤中夹带的少量石块和铁器等杂物,它们最后落入杂物箱,被定期排出。 图1a为平盘磨,其碾磨部件是2~3个锥形辊子和圆形平盘组成,辊子轴线与平盘成15°夹角。为了防止原煤在旋转平盘上未经碾磨就甩到风环室,在平盘外缘没有挡圈,挡圈 还使平盘上保持适当煤层厚度,以提高碾磨效果。 图1b为碗式磨,其碾磨部件是辊筒和碗形磨盘。早期制造碗式磨的钢碗较深,随着出力的提高,现在多采用浅碗形或斜盘形钢碗。 图1c为中速球磨。此磨煤机好似一个大型的无保持架的推力轴承。约十个钢球夹在上、下磨环之间,它们上下配合的剖面图形犹如字母“E”,故又称E型磨。钢球在磨环带动下回转的同时,
磨煤机油站工作原理
北京电力设备总厂 BEIJING POWER EQUIPMENT GROUP GYZ型高压油泵站使用和维护说明书 北京电力设备总厂 2012.11
目录 一、概述 (1) 二、主要元件说明 (1) 三、系统操作步骤 (6) 1、系统的调试 (6) 2、系统的运行 (7) 3、检修后的操作步骤 (7) 4、主要元件的工作状态 (7) 四、系统的使用与维护 (8) 1、系统的安装 (8) 2、油液的加注 (8) 3、系统的循环 (8) 4、系统的维护 (8) 附注1 管路的冲洗 (9) 附注2 原理图........................................... .................. ... .. (13) 附注3外形图………..…………………….. ……….…....... ..... 14
1.概述 磨煤机加载系统是磨煤机的重要组成部分,由高压油泵站、油管路、液动换向阀、加载油缸、蓄能器等部件组成。其功能如下:为磨辊施加合适的碾磨压力,加载压力由电磁溢流阀控制;同步升起和落下磨辊。磨辊所需的碾磨压力是由液压系统提供的,加压系统包括三个油缸及蓄能器,蓄能器有橡胶气囊,充氮气,蓄能器的充油侧直接与油缸的活塞杆侧连接,三个油缸连接在公共供油管路上。高压油泵站安装在靠近磨煤机的基础上,加载油缸和蓄能器安装在磨煤机上,三个带蓄能器的油缸由高压油泵站提供动力。高压油泵站用管道连接到加载油缸上,连接管道采用0Cr18Ni9冷拨无缝钢管,,管路连接用焊接式管接头。油箱容积680L,第一次加油量约600L。采用L-HM46抗磨液压油,油液从空气滤清器加入,并需经过过滤精度≤10μm的过滤机过滤。在高压油系统设备和管路全部安装完后,高压油系统必须打油循环,当高压油系统油液清洁度达到NAS1638标准八级时,高压油系统方可投入运行。参见磨煤机高压油系统液压原理图(04MG00.21.00)。 2.高压油系统元件说明 2.1序号1和2,油泵组 油泵组由电机,齿轮泵,联轴器和支架组成,齿轮泵型号PFG-327,电机型号Y2160L-8-HT。齿轮泵轴通过联轴器与电机联接,保证了齿轮泵与电机间的同轴度。该泵为定量外啮合齿轮泵,压力等级21.0MPa,功率7.5kW,电压 380V/50Hz,转速720r/min,最大流量15L/min,泵最大工作压力12Mpa,压力表10.1测点显示该压力。旋转方向从泵轴端看为逆时针方向。油泵组安装在
HP1003中速磨煤机工作原理
HP1003中速磨煤机简介 上海重型机器厂八十年代初期从美国CE公司引进了碗式磨煤机制造技术。CE生产的磨煤机遍布全世界,用于电厂煤粉的制备和干燥,由于磨煤机内研磨表面形似深碟或碗,故称之为碗式磨煤机。HP碗式磨煤机是继RP碗式磨煤机后新开发的产品,CE公司八十年代开发试验并投入使用。HP1003表示磨碗直径为100英寸(2540㎜)的浅碗磨。每台锅炉安装6台磨煤机,其中5台运行,一台备用。当磨制设计煤种时,5台磨的总出力不小于锅炉在B-MCR工况下燃煤量的110%。磨煤机设备的使用寿命不小于30年 1.2 HP1003磨煤机结构 沿磨煤机高度方向可分为传动装置、石子煤排出装置、侧机体、碾磨部件、加载装置、干燥分离空间、分离器及煤粉排出装置。另外在每一台磨煤机配置—套润滑系统。该系统包括电机驱动的润滑油泵泵(#1炉用的是叶片泵,#2炉用的是齿轮泵)、独立油箱、滤油器,冷油器和一些液压元件。此种磨煤机属于弹簧加载,依靠弹簧的预紧力保证磨辊的正常工作。 1.3 磨辊装置结构 1.3.1磨辊装置由磨辊头、磨辊轴、磨辊座、锥形磨辊套和轴承及油封组成。整个磨辊装置固定在分离器体的耳轴上,可以绕耳轴转动,并可以翻转到垂直位置进行检修和检查。磨辊轴的位置是固定的,当磨碗转动时,靠煤的摩擦传递磨碗的转动力矩。使磨辊绕其磨辊轴转动。磨辊的行程等于磨碗的行程,磨辊的碾磨速度等于其本身的转动速度。 1.3.2磨辊衬套为双金属材料,里层是高铬铸钢,表面是用耐磨材料堆焊而成,厚度为50mm。磨辊头的作用是传递弹簧加载装置施加的压力,使磨辊在磨煤时得到必要的碾磨力,磨辊加载形式为外置式弹簧加载。磨辊头与磨辊轴的连接采用法兰盘。 1.3.3磨辊的上下轴承为两只大小相同的锥形滚柱轴承,磨辊内部有充足的润滑油,两组滚动轴承浸没在油中润滑。 1.3.4在耳轴中心开有孔道,把密封空气引向磨辊转动部件与静止部件之间的区域,防止煤粉等杂物进入润滑油。耳轴衬套为含有橡胶的材料,可以减少磨辊的振动。 1.3.5限位螺栓用来调节磨辊与磨碗衬板之间的间隙。当磨煤机启动时和空载运行时,磨辊与磨碗衬板不会直接接触,避免无谓的电能消耗,起动平稳无噪声,当辊套磨损后也可以利用限位螺栓来调整辊套与衬板之间的间隙。 1.3.6磨辊组件有3只唇形油封,其中2只是用来防止煤粉进入,1只是用来防止润滑油泄漏。3只油封安装在可更换的经过淬硬处理的耐磨圈上,以防止磨辊轴损伤。 1.1.4 加载装置结构 HP1003磨的加载装置为外置式弹簧加载。其弹簧加载装置主要由弹簧、弹簧座、弹簧杆、弹簧端盖等一些部件组成。整个组件为插袋式结构,在检修时可把整个组件进行拆卸。 1.1.5 磨碗及叶轮装置结构 1.1.5.1整个磨碗装置主要包括磨碗、延伸环、磨碗耐磨盖板、磨碗壳盖板、夹紧环以及一组呈扇形状的衬板。 1.1.5.2磨碗衬板的一端被紧密地镶嵌在磨碗的凹槽内,另一端用楔形的夹紧环压紧。当拧紧环上的螺栓后,衬板就被牢牢地固定了。衬板的寿命比磨辊长,衬板的表面并不是一平面,从衬板的截面看,其表面不是一条斜直线,而是一条折线,使磨辊小端与衬板的间隙比大端的间隙大,为喇叭状,有利于原煤进入。有若干块表面带有凸筋的衬板均匀地在这些衬板中间以增加煤与磨辊、衬板的摩擦力,防止磨辊打滑。 1.1.5.3在磨盘上的煤被磨成粉后由上升的气流抛至风环处进行第一级分离。其风环是随磨碗一起转动的,因此,该装置也被称之为叶轮。 1.1.6 传动装置结构 1.1.6.1传动装置为一个齿轮减速箱,相对于磨煤机的其它部件来讲是独立的。维修时可将其移出进行检修或用备用齿轮箱进行更换,这样可缩短磨煤机的停机时间。齿轮箱的传动形
碗式中速磨煤机技术简介
一.HP碗式磨煤机发展史 碗式磨煤机发展史 HP型磨煤机是在RP磨煤机的基础上改进、发展起来的又一种新型中速磨煤机,它不仅革新和创造了新型部件结构,还吸收了其它中速磨煤机的优点,采用了当今世界上出现的一些成熟的先进技术,是具有90年代世界先进水平的中速磨煤机。 1989年上海重型机器厂在引进RP系列磨煤机基础上又向ABB-CE公司引进了全套HP系列碗式中速磨煤机设计和制造技术并按照质量不低于ABB-CE公司同类产品的标准的转化原则,对HP磨煤机进行国产化工程中,对于达不到ABB-CE 标准的零件仍然进口,例如行星减速器中的齿轮轴承,磨辊装置中的轴承和加载弹簧等,上海重型机器厂仍然进口,保证了国产HP磨煤机的质量。根据1999 年电力可靠性指标发布会公布的1998年中速磨煤机的运行可靠性指标,上海重型机器厂制造的HP磨煤机可用系数列国内磨煤机制造厂家第一名。 上海重型机器厂已完成了HP483、HP583、HP663、HP743、HP803、HP863、HP943、HP1003、HP1103、HP1203、HP1303共11大系列38个规格的HP磨煤机图纸和技术文件的转化和国产化工作,已具备了向用户提供用于50MW-1000MW级机组配套用HP磨煤机的能力。 碗式磨煤机的规格分类 三.HP碗式磨煤机的规格分类 HP碗式磨煤机的规格是用数字来表示的,个位数表示磨辊的个数,十位上的数和百位上的数联合组成的数表示磨碗的名义尺寸,如HP863碗式磨煤机,3表示有三个磨辊,86表示磨碗的名义尺寸为86英寸(2184mm),需要说明的是这里所指磨碗的名义尺寸仅仅是“名义”而已,由于磨煤机有30种规格,相互间出力仅相差2-3t/h,为了优化设计和制造,适当减少零件规格,相对增加零件的适用性和互换性,在设计时将30种规格的磨煤机分成9大系列,具体划分为: 483~523、583~663、683~743、763~803、823~863、883~943、963~1003、1023~1103、1163~1203、1263~1303。 同一系列中的磨煤机,其零件的机械尺寸完全相同,不同系列的,则相互不同。同一系列中的磨煤机,其基本出力变化在于进入磨煤机的最大空气流量(一次风)的不同和电动机的功率不同。 碗式磨煤机的组成 四.HP碗式磨煤机的组成
双进双出磨煤机工作原理
一、双进双出磨煤机的工作原理 双进双出磨煤机具有两个完全对称的粉磨回路,其工作原理如下: 原煤通过能自动控制速度的给煤机进入落煤管,靠重力的作用落入输送装置的下方,被旋转的绞笼送入磨煤机的筒体,旋转的筒体内装有一定量的钢球,把原煤研磨成煤粉。 一次风从磨煤机两侧的中空管进入磨机的筒体,对原煤和煤粉进行干燥,并将磨制好的煤粉通过绞笼体的环形通道输送到磨煤机上方的分离器中,不合格的粗煤粉返回筒体内重新粉磨,合格的细粉被送到锅炉的燃烧器。 部分一次风进入混料箱,对原煤进行充分预干燥后进入磨煤机分离器,与入磨一次风混合,共同完成对煤粉的进一步干燥和输送。 二、双进双出磨煤机控制原理 与其它形式磨煤机不同,双进双出磨煤机不是通过给煤机来调节控制出力,而是靠调整通过磨煤机的一次风量进行控制。在运行中双进双出磨煤机无论负荷如何,磨内风煤比始终保持不变。这就是说在给定负荷下,如果想增减磨煤机出力,只需增减一次风量即可实现,这是双进双出磨煤机的独有特点。因此双进双出磨煤机响应锅炉负荷的调节时间非常短,可与燃油和燃气锅炉相媲美。 恒定不变的磨内风煤比在低负荷情况下会导致输粉管道内的煤粉流速过低。为保证煤粉输送的通畅,通过附加风量(称作旁路风)保证煤粉的正常输送。 BBD双进双出磨煤机制粉系统系统的独到之处,是利用旁路风将预干燥和输粉的两个
功能完美地结合起来。自动控制优化选择旁路风,使原煤的预干燥风能保持在需要值。旁路风具有预干燥和最终干燥的作用,它与原煤在混料箱内强烈混合,对原煤预干燥后进入分离器底部继续对煤粉进行最终干燥。煤的水份越高,优点就越突出。 双进双出磨煤机的风煤比大大低于中速磨煤机的风煤比,能够保证锅炉在低负荷下正常运行,可减少锅炉在维持低负荷时燃用昂贵的燃油或天然气的费用。 为保证双进双出磨煤机的正常运转,必需保持磨内有稳定的煤量。为此,采用一个单独的测量控制回路,通过测量磨内压差来调节给煤量。 磨内煤量可通过噪音(电耳)测量控制装置(磨内的煤越多,发出的噪音越小)或压差测量控制装置(磨内的煤越多,压差越高)来控制。 双进双出磨煤机在正常运行时磨内有很大的原煤储存量(约为装球量的15%),相当于磨煤机额定负荷1/4的煤量。它与采用一次风调节负荷的原理相结合,保证了双进双出磨煤机负荷响应时间很短。 双进双出磨煤机的另一独到之处是具有两个完全对称的工作回路,运行时可同时使用两个(全磨)或其中之一(半磨)。全磨运行时磨煤机可达到最大出力。 磨煤机在低于50%负荷下运行时,特别是使用很难燃煤种时,最好采用半磨运行。这时,磨煤机的煤量与风量均与全磨运行工况时一致,因研磨路径加长,煤粉细度提高,使锅炉火焰稳定性更好。 双进双出磨煤机在低负荷情况下可产生高细度的煤粉,如磨煤机在30%负荷时,煤粉细度可达93%以上通过200目,保证有良好的火焰稳定性。
双进双出磨煤机的结构原理及工作中的影响因素(尹立杰)
600MW机组双进双出磨煤机的结构原理及影响工作的主要因素 尹立杰 (山东诚信国电聊城项目监理部) 摘要:本论文介绍了山东聊城发电厂二期双进双出钢球磨煤机的型号、性能及特点,以及分析影响磨煤机工作的主要因素,及有效的控制方法。通过上述内容的,对安装工程起到辅导性的作用。 关键词:结构原理影响因素 1 概述 近年来,随着我国进口锅炉投用的逐渐增多,与之相配套的制粉系统的形式也越来越多。双进双出低速滚筒式钢球磨煤机就是其中的一种。我国原来采用的低速钢球磨煤机一般均为单进单出式磨煤机,即单侧进煤单侧出风,而双进双出式磨煤机为双侧进煤双侧出风,较单侧进煤单侧出风磨煤机的效率有大大的提高。目前,国电聊城发电厂2×600MW二期工程机组所选用的制粉系统均为双进双出正压直吹低速滚筒式钢球磨煤机(BBD4360型)。 该类型磨煤机由两端完全对称的给煤机进煤,由两端完全对称的分离器出粉,故称为双进双出球型磨煤机.由于磨煤机正压运行,在耳轴的固定部分和转动部分之间,密封风机提供反向压力以防止煤粉泄漏;磨煤机配制一套惰性置换系统,目的是在磨煤机运行条件要求的情况下向磨内进行充惰,一旦有着火报警,可以喷高压蒸汽进行灭火;磨煤机自身装有的一套加球系统,磨煤机无需停运的情况下,即可给磨煤机补加钢球。 2 磨煤机总体结构 如上图所示,该类型磨煤机主要由:磨煤机壳体、主轴承、给煤/出粉管,驱动装置、润滑油系统等部件组成。另外还包括空心轴、衬板、大、小齿轮、空气离合器、减速机、电机、分离器等附件。 1)双进双出磨煤机的系统简图如下:
如上图所示,每台磨煤机对应4只BSOD(磨煤机一次风/粉出口挡板)和2只PSOD(磨煤机入口一次风关断挡板),在磨煤机停运或紧急跳闸时快速关闭,防止一次风/粉经过磨煤机进入炉膛,保证锅炉的安全运行。2只磨煤机密封风挡板,调节磨煤机内外差压在1700pa 左右,防止磨煤机向外冒粉污染环境。1只容量风挡板,磨煤机运行时调节磨煤机进入炉膛的风/粉量大小。1只热风挡板和1只调温风挡板,用来调节控制磨煤机的出口温度在66?C,保证磨煤机的安全稳定运行。 (2)国电聊城发电厂2×600MW机组锅炉额定出力为2027T/H,配有上海重型机器厂有限公司制造的双进双出磨煤机6台。每台磨煤机对应4只(2对)燃烧器,整台锅炉共有24只燃烧器。下面以山东聊城发电厂600MW机组双进双出磨煤机为例,进一步对照说明。 1)国电聊城发电厂2×600MW二期工程双进双出磨煤机相关参数: 磨煤机本体 型号: BBD4360型数量: 6台 筒体直径: 4250mm筒体转速: 16r/min 筒体长度: 6140mm铭牌出力: 75t/h 磨煤机出口温度: 145℃煤粉细度R200: 15%
ZGM95型中速磨煤机说明书
ZGM95型中速辊式磨煤机 使用和维护说明书2007年10月
ZGM95型中速辊式磨煤机使用和维护说明书 第一篇 磨煤机使用和操作说明 1. 代号和技术数据 1.1 代号 Z G M 95 N 分K、N、G三个型号,K为小型,N为中型,G为大型。 磨环滚道平均半径(cm) 磨煤机 辊式 中速 1.2 技术数据 1.2.1 煤种范围 煤种烟煤,部分贫煤和部分褐煤 发热量16~31MJ/kg 表面水份〈18% 可磨性系数HGI=40~80(哈氏) 可燃质挥发份16~40% 原煤颗粒0~40mm 煤粉细度R90=15~40% 1.2.2 磨煤机技术数据 标准研磨出力51.5t/h(N型) 58.5 t/h(G型)(当R90=16%,HGI=80,W Y=4%) 轴功率335 kW 电动机额定功率400 kW(N型) 450KW(G型) 电动机电压6000 V(或10KV) 电动机转速998 r/min (N型) 985 r/min(G型)
电动机旋转方向逆时针(正对电机输入轴) 磨煤机磨盘转速26.4 r/min 磨煤机旋转方向顺时针(俯视) 通风阻力≤5740 Pa 磨机额定空气流量16.45 Nm3/s 磨煤机磨煤电耗量6~10 kW·h/t (100%磨煤机出力) 2. 工作原理 ZGM95磨煤机是一种中速辊盘式磨煤机,其碾磨部分是由转动的磨环和三个沿磨环滚动的固定且可自转的磨辊组成。需粉磨的原煤从磨机的中央落煤管落到磨环上,旋转磨环借助于离心力将原煤运动至碾磨滚道上,通过磨辊进行碾磨。三个磨辊沿圆周方向均布于磨盘滚道上,碾磨力则由液压加载系统产生,通过静定的三点系统,碾磨力均匀作用至三个磨辊上,这个力是经磨环、磨辊、压架、拉杆、传动盘、减速机、液压缸后通过底板传至基础(见图1―1)。原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨环周围,将经过碾磨从磨环上切向甩出的煤粉混合物烘干并输送至磨机上部的分离器,在分离器中进行分离,粗粉被分离出来返回磨环重磨,合格的细粉被一次风带出分离器。 图1―1 磨煤机加载传递系统“受力状态图” 难以粉碎且一次风吹不起的较重石子煤、黄铁矿、铁块及其他杂物等通过喷嘴环落到一次风室,被刮板刮进排渣箱,由自动排渣装置排走(或由人工定期清理),清除渣料的过程在磨运行期间也能进行(见图1―2)。
双进双出磨煤机工作原理
双进双出磨煤机工作原理 Prepared on 22 November 2020
一、双进双出磨煤机的工作原理 双进双出磨煤机具有两个完全对称的粉磨回路,其工作原理如下: 原煤通过能自动控制速度的给煤机进入落煤管,靠重力的作用落入输送装置的下方,被旋转的绞笼送入磨煤机的筒体,旋转的筒体内装有一定量的钢球,把原煤研磨成煤粉。 一次风从磨煤机两侧的中空管进入磨机的筒体,对原煤和煤粉进行干燥,并将磨制好的煤粉通过绞笼体的环形通道输送到磨煤机上方的分离器中,不合格的粗煤粉返回筒体内重新粉磨,合格的细粉被送到锅炉的燃烧器。 部分一次风进入混料箱,对原煤进行充分预干燥后进入磨煤机分离器,与入磨一次风混合,共同完成对煤粉的进一步干燥和输送。 二、双进双出磨煤机控制原理 与其它形式磨煤机不同,双进双出磨煤机不是通过给煤机来调节控制出力,而是靠调整通过磨煤机的一次风量进行控制。在运行中双进双出磨煤机无论负荷如何,磨内风煤比始终保持不变。这就是说在给定负荷下,如果想增减磨煤机出力,只需增减一次风量即可实现,这是双进双出磨煤机的独有特点。因此双进双出磨煤机响应锅炉负荷的调节时间非常短,可与燃油和燃气锅炉相媲美。 恒定不变的磨内风煤比在低负荷情况下会导致输粉管道内的煤粉流速过低。为保证煤粉输送的通畅,通过附加风量(称作旁路风)保证煤粉的正常输送。 BBD双进双出磨煤机制粉系统系统的独到之处,是利用旁路风将预干燥和输粉的两个功能完美地结合起来。自动控制优化选择旁路风,使原煤的预干燥风能保持在需要值。旁路风具有预干燥和最终干燥的作用,它与原煤在混料箱内强烈混合,对原煤预干燥后进入分离器底部继续对煤粉进行最终干燥。煤的水份越高,优点就越突出。 双进双出磨煤机的风煤比大大低于中速磨煤机的风煤比,能够保证锅炉在低负荷下正常运行,可减少锅炉在维持低负荷时燃用昂贵的燃油或天然气的费用。
BBD系列双进双出钢球磨煤机结构及工作原理
一、BBD系列双进双出钢球磨煤机结构及工作原理 1.概述 双进双出钢球磨煤机是从单进单出钢球磨煤机基础上发展起来的一种新颖的制粉设备,它具有烘干、粉磨、选粉、送粉等功能,通常被称为直吹式粉磨系统。 BBD系列双进双出钢球磨煤机是火力发电厂直吹式磨煤机制粉系统的主体设备,该设备具有连续作业率高、维修方便、粉磨出力和细度稳定、储存能力大、响应迅速、运行灵活性大、较低的风煤比、适用煤种广、不受异物影响、无需备用磨机等优点,适合研磨各种硬度和磨蚀性强的煤种,是火力发电厂锅炉制粉设备中除直吹式中速磨煤机、高速风扇式磨煤机之外的又一种性能优越的直吹式低速磨煤机。 BBD系列双进双出钢球磨煤机主要配套于100MW、200MW、300MW、600MW和900MW大型火力发电机组锅炉的制粉系统,也可用于化工、建材和磷矿等部门作为制粉的设备。 2.双进双出钢球磨煤机工作原理(参见图1) 双进双出磨煤机包括两个非常对称的研磨回路,每个回路表述如下: 原煤通过速度自动控制的给煤机从料斗卸下进入混料箱,经旁路风预干燥后,通过落煤管落到分离器底部,靠螺旋输送装置的旋转运动将煤送入正在旋转的筒体。磨煤机由主电机经减速器及开式齿轮传动带动筒体旋转。在筒体装有一定量研磨介质-钢球。通过筒体的旋转运动将钢球提升到一定高度,钢球在自由泻落和抛落过程中对煤进行撞击和摩擦,直至将煤研磨成煤粉。 热的一次风在进入磨机前被分成两路。一路为旁路风,旁路风作用两个方面,一方面在混料箱与原煤混合对煤进行预干燥。另一方面保持在煤粉管道中拥有足够的输送煤粉的风速。另一路为入磨风,进入磨机筒体,输送并干燥筒体的煤粉。风粉混合物通过中心管与中空管之间的环形通道被带出磨机。煤粉、入磨风及旁路风在输送器混合在一起后进入分离器,分离器装可调整煤粉细度叶片,可根据要求调整煤粉细度,粗粒的不合格煤粉靠重力作用返回到原煤管,与原煤混合在一起重新进行研磨。经分离器分离后合格煤粉通过煤粉出口及送粉管道输送至燃烧器,然后喷进锅炉进行燃烧。 因为这两个回路是对称而彼此独立的回路,具体操作时可使用其中一个或同时使 用两个回路。在低负荷运行状态下,可实现半磨运行。
浅谈HP磨煤机工作原理
浅谈HP磨煤机工作原理 作者:××电厂××指导老师:××、×× 摘要:磨煤机是制粉系统的关键设备,特别是现今普遍采用中速磨煤机直吹式制粉系统,它的可靠性直接影响整个机组的良好运行。本文主要根据作者在××电厂锅炉检修队磨班实习期间依据对HP743磨煤机的学习了解,产生了一些心得由此对HP磨煤机的构造和工作原理做简要的介绍。 关键词:中速磨煤机直吹式制粉系统、HP碗式中速磨煤机 ××发电厂#3、#4号锅炉最初安装的是日本日立的8.5E型磨煤机,由于使用时间长等原因,从2002年开始改造,换装了12台上海重型机器厂生产的HP743磨煤机。HP磨煤机的规格是用数字来表示的,个位数表示磨辊的个数,十位上的数和百位上的数联合组成的数表示磨碗的名义尺寸,如HP743中,3表示有三个磨辊,74表示磨碗的名义尺寸为74英寸(1900mm),按照磨碗大小分25种规格,为了优化设计和制造,在设计时将25种规格的磨煤机分成7大系列,系列内的大多数部件能通用。 HP磨煤机沿高度方向自下而上可分为驱动装置、碾磨部件、干燥分离空间及煤粉分配装置,主要由以下部件组成:润滑油站、电动机、联轴器、齿轮减速箱、侧机体及衬板装置、刮板装置、裙罩装置、缝隙气封及护罩装置、气封系统、分离器体装置、磨碗和叶轮装置、磨辊装置、弹簧加载装置、中心落煤管、内锥体及陶瓷衬板装置、倒锥体装置、分离器顶盖装置、文丘里叶片和衬板装置、排出阀与多出口装置、压差装置等。 HP磨煤机的功能是碾磨原煤,使其达到能在炉内有效地燃烧的细度。原煤和一次风被输入磨煤机,煤粉与风的混合物被输出磨煤机。工作原理为:由电机驱动,通过减速装置和垂直分布的主轴带动磨碗转动。原煤从磨煤机中央落煤管落到旋转的磨碗上,在离心力的作用下原煤沿径向往外运动形成一层煤床,通过磨辊碾压进行碾磨。磨碗上三个磨辊按120°分布在圆周上,它们可以沿磨碗滚动且可绕各自的耳轴自转,工作时独立的弹簧加载装置施加压力于磨辊使磨辊有垂直向磨碗的压力,转动的磨碗带动磨辊转动碾磨煤。正常安装位置时,不能让磨辊与磨碗衬板直接接触,通过紧固“T”型螺栓螺母调整磨辊与磨碗衬板间隙;弹簧加载装置工作面与磨辊头工作面之间也要求间隙,可通过调节加载定位螺栓
中速磨煤机结构原理、工作过程及其特点汇总
中速磨煤机结构原理、工作过程及其特 点汇总 目前市场上比较先进且应用较广的制粉设备当属中速磨煤机,中速磨煤机的磨粉部件是一对以不同速度相向旋转的圆柱形磨辊,待磨物料被喂入两辊之间研磨成粉。该机与皮带机等组成一条生产线,其中皮带机价格等会影响到投入的成本,与盘式磨粉机和锥形磨粉机相比,具有研磨时间短,加工质量好、动力消耗少等优点,但它的结构较复杂。 今天,小编带着大家一块来了解一下中速磨煤机结构特点,加深您对中速磨煤机的认识! 一、结构原理 中速磨煤机有两组相对运动的碾磨部件,碾磨部件在弹簧力、液压力或其它外力作用下,将其间的原煤挤压和碾磨,最终破碎成煤粉;
通过碾磨部件旋转,把破碎的煤粉甩到风环室,流经风环室的热空气流将这些煤粉带到中速磨煤机上部的煤粉分离器,过粗的煤粉被分离下来重新再磨,在这个过程中,热风还伴随着对煤粉的干燥;在磨煤过程中,同时被甩到风环室的还有原煤中夹带的少量石块和铁器等杂物,它们最后落入杂物箱,被定期排出。经过上述加工过程,中速磨煤机可以为高炉炼铁系统提供非常适合使用的辅助材料煤粉。优质中速磨煤机具有金属耗量少,金属磨耗低,维护费用低,磨煤电耗小,工作噪音低,结构合理,坚固耐用,价格低廉,维修方便等特点。中速磨煤机主要由磨粉部分、筛粉部分、传动部分和机架等组成。 1、磨粉部分 磨粉部分是磨粉机的主要工作部分,由进料斗、流量调节机构、快与慢磨辊、磨辊间距调节机构与机体等组成。磨辊通常有两种形式:
一类是在磨辊表面刻有不同几何参数的细槽(拉丝),称为齿辊;另一类是光滑的圆柱表面,称为光辊。磨粉机的进料和磨辊离合机构有手动控制和自动控制两种,传统的自动控制大多是液压的。 2、筛粉部分 有平筛和圆筛两种类型。平筛是由若干不同传动筛孔的木质筛格叠合而成,采用振动式筛理,圆筛采用回转式筛理。 3、传动部分 由电动机及电动机传动轮、圆筛带轮、快辊传动轮、慢辊齿轮和快辊齿轮等组成。工作时电动机上的电动机传动轮通过快辊V带,首先带动磨头上的快辊,由快辊二联传动轮经过圆筛V带,通过圆筛传动轮转动圆筛。 二、工作过程 中速磨煤机工作时原料经过由人工送入进料斗,然后由慢辊将物料喂入慢辊和快辊之间进行研磨,磨料经出料斗进入圆筛,筛上物由出麸口流出,筛下物为面粉,由出粉口流出。 三、特点 中速磨煤机结构复杂,体积大,自重大,占地面积大,设备的价格高,与其他磨粉机相比,具有研磨时间短,加工质量好,运行消耗少,自动化程度高等优点,广泛地应用于矿石的加工。