IICL验箱标准
IICL验箱标准
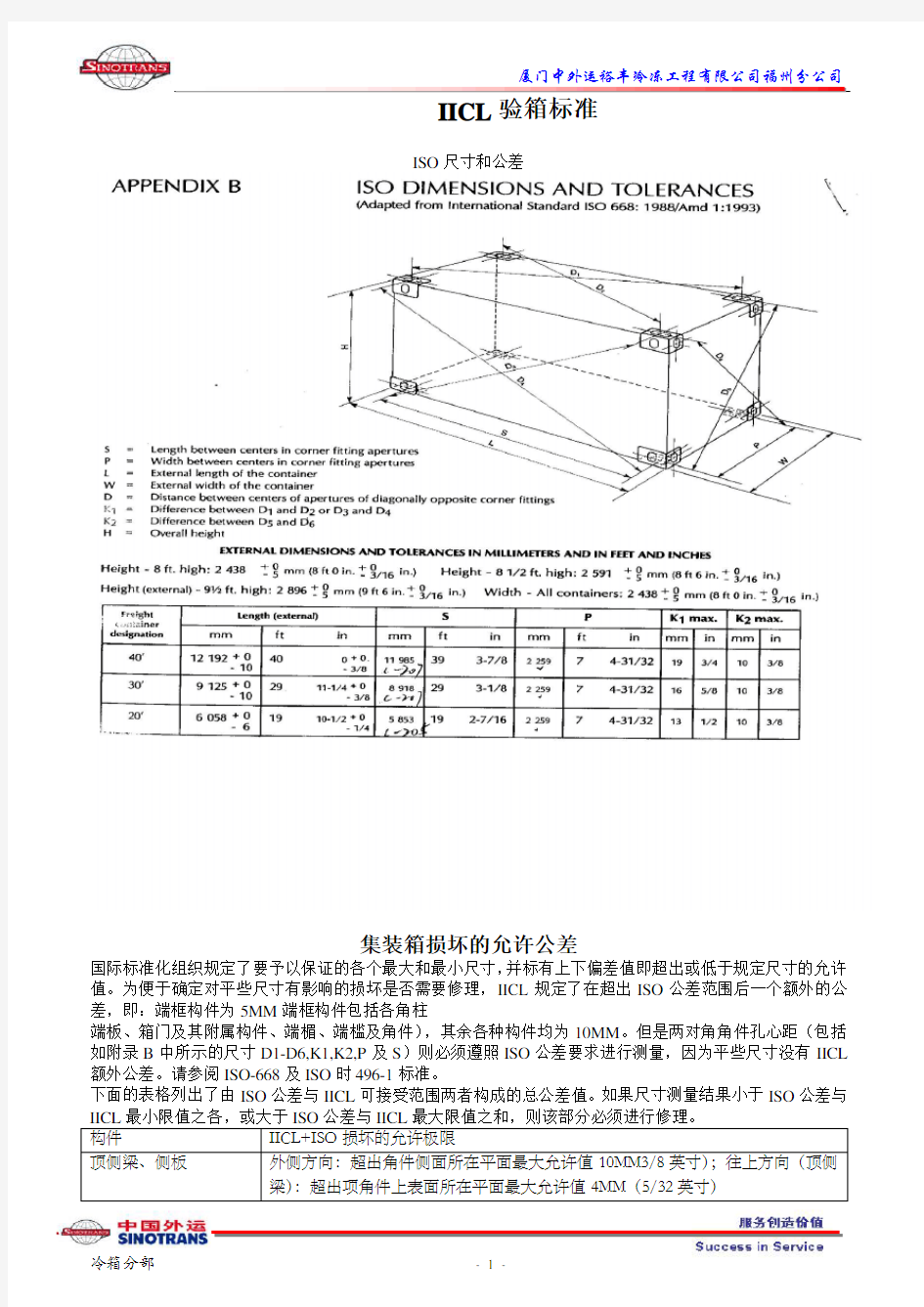
ISO尺寸和公差
集装箱损坏的允许公差
国际标准化组织规定了要予以保证的各个最大和最小尺寸,并标有上下偏差值即超出或低于规定尺寸的允许值。为便于确定对平些尺寸有影响的损坏是否需要修理,IICL规定了在超出ISO公差范围后一个额外的公差,即:端框构件为5MM端框构件包括各角柱
端板、箱门及其附属构件、端楣、端槛及角件),其余各种构件均为10MM。但是两对角角件孔心距(包括如附录B中所示的尺寸D1-D6,K1,K2,P及S)则必须遵照ISO公差要求进行测量,因为平些尺寸没有IICL 额外公差。请参阅ISO-668及ISO时496-1标准。
下面的表格列出了由ISO公差与IICL可接受范围两者构成的总公差值。如果尺寸测量结果小于ISO公差与
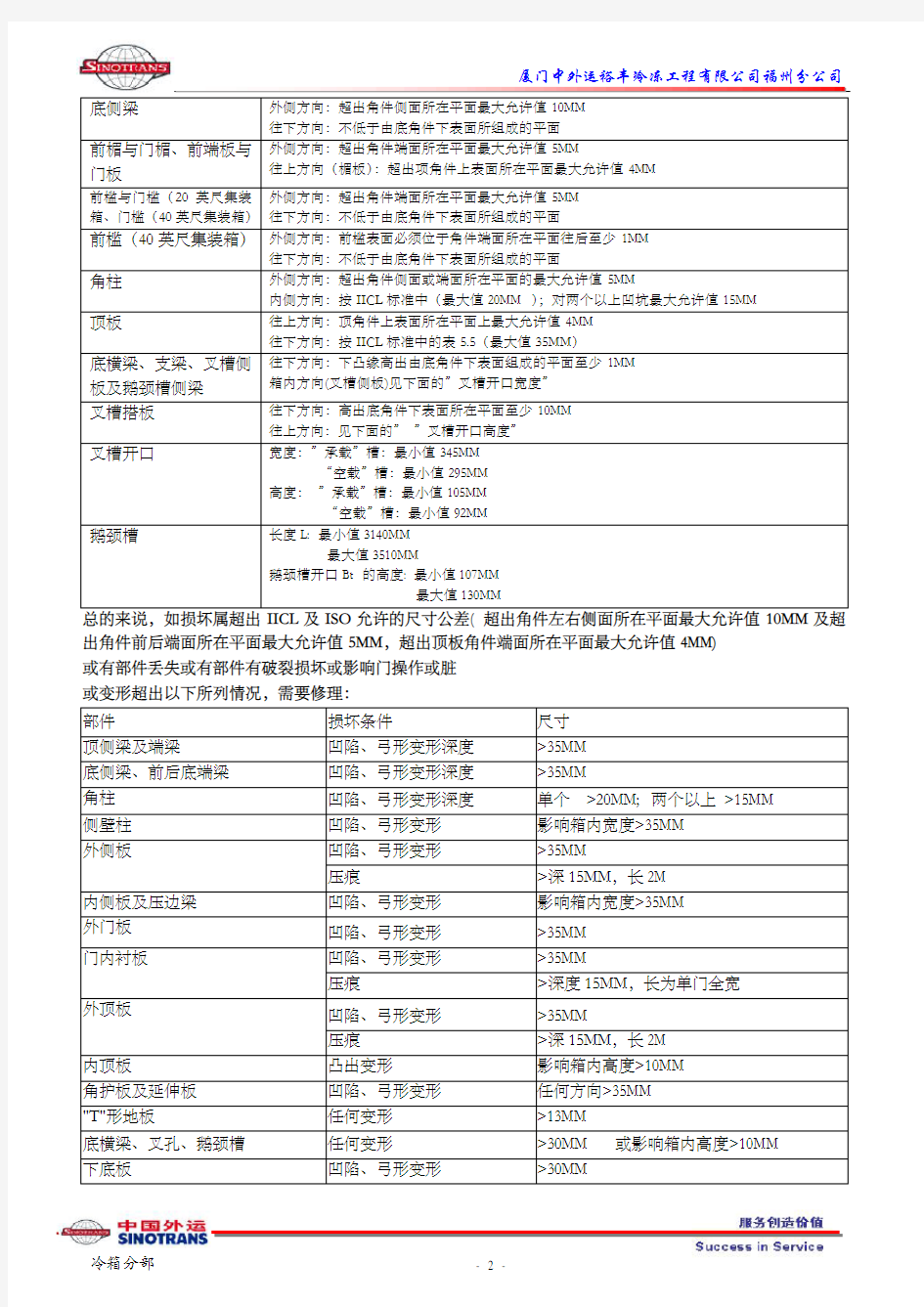
出角件前后端面所在平面最大允许值5MM,超出顶板角件端面所在平面最大允许值4MM) 或有部件丢失或有部件有破裂损坏或影响门操作或脏
或变形超出以下所列情况,需要修理:
钢材检验标准新版
钢材检验标准Q/RY.10.1403-2017 钢材检验标准 2017-6-8发布2017-6-8实施 编制:技术部批准: 钢材检验标准Q/RY.10.1403-2017
1、范围 本标准规定了冷轧钢板和钢带、热轧钢板和钢带的外观尺寸、外形重量要求的检验方法。 本标准适用于本公司所采购进厂的冷轧钢板和钢带、热轧钢板和钢带的检验。 2、引用标准 GB708-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 GB709-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差 3、检验量具设备: 采用目测,钢卷尺、游标卡尺、超声波测厚仪、平台。 4、检验内容 4.1、所采购的各种钢材,应是本公司的合格供方提供,具有国家认可授权检测机构检验的有效检验报告、生产厂家质量检验部门的产品合格证明书,应注有产品规格型号、产品等级,使用性能技术要求等。 4.2、外观要求:钢板表面不得有锈斑、裂纹、结疤、折叠、起泡、夹杂和分层。 4.2.1.锈斑主要是指钢板氧化后产生的生锈现象,底色为黄褐色斑状。 4.2.2.钢板表面允许有深度或高度不超过钢板厚度公差一半的麻点、凹凸、划痕。 4.2.3.麻点主要指板材在制作是落入杂质产生,其底色为板材色状。 4.2.4.钢板板边要求平整、光滑,无锯齿状,四棱见线。 钢材检验标准Q/RY.10.1403-2017 4.4、钢板和钢带的宽度允许偏差:(表二) mm
5.1、车身钣金件使用钢质材料的性能应有生产厂商提供的合格材质检验报告; 5.2、钢质材料的厚度采用游标卡尺、千分尺、超声波测厚仪等检验设备检测,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表一、表四)相符。 5.3、钢质材料的宽度采用卷尺,在距离边缘不小于40mm处钢(板)材的任意测定三点,计算平均值,结果应与(表二)相符。 5.4、钢板的不平度检测是将钢板自由地放在平台上,除钢板的本身重量外,不施加任何压力,用米尺进行测量,测量钢板与米尺之间的最大距离。所测的结果应与(表三)相符。 说明:本标准公司提出技术部负责起草 2010年9月8日
集装箱技术规范概况
. 集装箱技术规范概况 1. 总则 1.1适用范围 一般技术规范概括了图纸、结构、材料、验收指南及通用干货集装箱的试验方法等。 此批箱制造厂是在有着严格质量控制体系的顺安达集装箱制造厂 ( SSCMC ) 生 产。该厂已得到诸如美国船级社 ( ABS ) 法国船级社 ( BV ) 德意志劳氏船级社 ( GL )等国际船级社的认可 1.2 运输环境 本集装箱的设计制造适用于国际间海运( 甲板上或甲板下)公路,铁路的通用货 物运输集装箱所使用的材料在低于零下40℃至80℃的环境下,不致影响箱的基本结 构强度和密封性能 1.3 标准及准则 除非本规范中有特殊说明,集装箱应适用于下列最新的标准和规则 1.3.1 I.S.O / TC—104 ISO 668—系列1 集装箱分类,外部尺寸和重量定额 ISO 830—集装箱名词术语 ISO 1161—系列1集装箱—集装箱角件的技术条件 ISO1496/1—系列1集装箱—集装箱的技术条件和试验方法第1部分通用货物 集装箱 ISO3874/1979(E)—系列1集装箱—起吊及紧固 ISO1894/—通用货物系列1集装箱—最小内部尺寸 ISO 6346—集装箱代号,识别和标记 1.3.2 海关通关牌照(TIR.) 所有集装箱必须符合“国际海关货物运输公约”或1982年集装箱公约的主要条 款,并获得通关认可牌照 1.3.3 集装箱安全公约认可牌照(CSC.) 所有集装箱必须符合“国际集装箱安全公约”的规定并获得“集装箱安全牌照” ( CSC 铭牌 ) 1.3.4 木材处理标记(TCT.) 集装箱所用地板必须按澳大利亚卫生部制定的“免疫防虫处理方法”处理并获得公证机关认可,再将这块标志着免疫处理的铭牌订在每个箱门上 1.3.5 国际铁联认可(UIC 592-1 OR)) 所有集装箱符合国际铁路联盟的要求并予以注册(不包括45′等超长箱或超宽箱) 1.3.6 船级社认可 所有集装箱必须获得船级社的型式认可和检验证书 注:以上所有牌照均通过船级社办理
集装箱检验工作流程
工作流程总结01 1发送前一天的完工给报价人员。 2.检验箱子 2.1识别箱主、照箱号 常见的箱主有MSK/COS/CMA/MSC/HJ/UASC/YML/SITC 需要照片加时间的有:MSK/SITC 需要带着铭牌照(照箱门):HJ 需要记录年份的:YML 需要照内外的板部件:可以做台湾箱的中远箱子 2.2场内检验标准与IICL的区别和未明细的检验标准。 2.2.1场内所有箱体的顶板不能补焊 2.2.2梁部件破损部位不能做贴补只能做嵌补、和角件相接部位破损嵌补或切换的尺寸必须 大于30. 2.3部分箱主检验要求的特殊性 门板允许最小尺寸:15*15 MSK:侧板只允许嵌补(顶板可以贴补)、没有水洗项目,开门拉力大于2kg需要对门铰链进行钻孔和喷润滑油,如果里面钻孔的跟着一起动,说明里面的销子断了,换门铰链。 开门90度,拉力大于7kg重复上诉动作。 CMA:允许的最小尺寸为:15*15、没有除杂项目。 2.4检验箱体项目 2.4.1必须熟悉箱体相关代码和IICL标准。 2.4.2检验不符合标准的项目必须用箭头标注清楚。 3.0检验项目 3.1照片质量要求明显易识别所报项目。 水/化洗:水洗主要针对地板的清洁度。化洗主要针对像煤/化学粉末大面积堆积可见 补漆/全补漆:主要针对中远的普柜(小箱20gp) 门部件:容易忽略门楣和门槛的锁座、下托架。 门铰链:换带号的门铰链、矫正。 侧板:小洞漏光不易测,变形尺寸数波数和目测高度。外部打胶部位不易发觉。损坏部位许标注和写明尺寸。 地板:注意靠近箱门和前墙的地板尺寸:60*120/90*120损坏部位许标注和写明尺寸。 需要带箱号整体照片和局部能说明尺寸的照片(照波数) 顶部:注意加强版和延伸板以及梁部件的尺寸报法。 底横梁:底横梁的变形破损一般都会引起地板的破裂和上凸。 4.0照片的处理: 每个箱体的检验项目和拍照顺序都必须利于相片的归档和避免所检验的项目照片缺失。 5.0检验过程残损相片归档 5.1以箱号命名归档“CBHU2034568” 5.2查箱主:登陆武汉集装箱主页输入箱号查询。 5.3为了易于以后的查询和备份每个箱子的残损命名为“20150420ECC CBHU2034568”5.4中远查“50”、在网页收藏夹进入“IEISO”用户名:XUJUN3 密码:cosco(小写) 外籍查“原残”核对所检验的项目是否符合,如漏检需针对项目重新检验 5.5写本子送楼上报价。写本质需正确箱号、明确箱型和箱主。 5.6做导入表。复制导入成功的表格。如还不能导入,则需要针对复制的属性进行修改(复
钢材的检验和检验标准
钢材的检验和冶金备件检验标准 冶金工厂生产各种钢材,出厂时都要按照相应的标准及技术文件的规定进行各项检验(试验)。科学试验(检验)是科学技术发展的基础,它标志着科学技术发展的水平,是推动科学技术发展的重要手段。冶金产品检验是冶金工业发展的基础,冶金备件它标志着冶金工业技术水平和冶金产品的质量。应使用各种有效的手段对半成品和成品进行质量检验,检验工序必须作为生产流程中的一个重要工序。 钢材质量检验对于指导冶金工厂不断改进生产工艺、提高产品质童、生产符合标准的钢材,以及指导用户根据检验结果合理选用钢材,正确进行冷、热加工和热处理都具有重要的实际意义。通过对钢材产品和半成品的检验,可以发现钢材质量缺陷,査明产生缺陷的原因,指导各生产环节(部门)制定相应措施将其消除或防止,同时也尽可能杜绝将有缺陷的不合格钢材供应给用户。此外,冶金备件随着检验方法的改进和不断完善,可以进一步提高检验的质量及其准确性,提高检验速度,缩短检验周期,也可促进新钢种的开发研究和新产品的试制。 检验标准 衡量冶金产品质量需要有一个共同遵循的准则,这就是技术标准。冶金备件对冶金产品制定了符合实际的标准,并在整个生产过程和全行业中贯彻执行,则产品质量就有了保证,并且逐步得到提高。冶金备件有了技术标准之后,还必须采用保证产品所需的各种检验方法所规定的标准,这就是方法标准。它是评价和检验产品质量高低的技术依据。 我国已初步形成符合我国国情、具有一定水平、一定规模的冶金产品标准体系。自1955 年重工业部颁布第一批35个试验方法标准以后,新的标准逐年增加,到目前为止,已建立了各种检验方法标准600多个,基本满足了目前冶金产品生产和使用的需要。冶金备件钢的检验方法标准包括化学成分分析、宏观检验、金相检验、力学性能检验、工艺性能检验、物理件能检验、化学性能检验、无损检验以及热处理检验方法标准等。每种检验方法标准又可分为几个到几十个不同的试验方法。冶金备件每个试验方法都有相应的国家标准或冶金行业标准,有的试验方法还有企业标准。
面料检验标准 布料检验标准
面料检验标准布料检验标准“四分制”与“十分制”(纺织品检测培训)布料检查一般以随机抽样形式进行,从整批来布中,任意挑选一定数量的样本,用视觉审察以决定整批的品质。布料检查包括下列几项基本要点: 布匹长度 将准备检查的布卷,逐一放在验布机上,利用米表或码表量度每匹的长度,然後将所得长度与布卷标签上长度核对,并将结果记录在验布报告 表上。 布匹封度 在查验过程中,随意在每匹布料上度取三个阔度,然後将结果记 录在验布报告表上。 纱支 由於纱支限重量成正比例,所以可以利用天秤或电子磅来检定纱线的细度。检查人员首先从批核样办中抽出一个长度的经纱,放在夭秤的一边,然後从来布中抽出同一长度的经纱,放在天秤的另一边。如果天秤保持平衡,这表示来布和批核样办的经纱支数是相同的;但如果天秤出现不平衡,这便表示两者支数存着差异。检查员可以重复以上办法来检定纬纱的细度。 经纬密度 检查人员可以利用放大镜或布镜将布料的密度放大,利用肉眼点算在一平方寸内经纱和纬纱的数目,然後将所得数目与规格或批核样办相比,便 可知道来布的密度是否合符标准。 组织结构 跟检查经纬密度一样,检查人员可以利用放大镜或布镜,观察布料的平纹、斜纹、缎纹等的组织结构是否正确。重量捡查人员可以利用电子磅来检定布料的重量,利用圆形切样器,在每匹布料不同部位,切出一百平方厘米的标准面积,然後放在测量布重电子磅上,萤幕便立即准确地显示该块布料的
重量。
颜色 检查人员可以利用对色灯箱来检定布料颜色。使用灯箱有—点必须留意,这就是不论色办或货料,每次所用光源必须一致,否则所有颜色比较都是没意 思的。 疵点 将卷庄布料松开,以一定速度,将布料拉过装有照明系统的验布台,以便检查人员能够清楚审察布料上的瑕疵,然後在另一端将滑过验布台的布料重新 卷上。 布料检定评分法 检定标准 直至现在为止,国际间还没有任何认可布料检定标准,但西欧和美国等地均有其常用制度以控制处理布料疵点,这两个是最常用的制度。 l)十分制评法 此检定标准适用於任何纤维成份、封度和组织的梭织坯布及整理布上。由於一般买家所关心的是布料因疵点所剪掉的数量及引致的投诉,并非是疵点的娜u或成因,所以此评分法只是根据疵点的大小来评核等级。评核方法是检查人员根据疵点评分标准查验每匹布料的疵点,记录在报告表上,并给处罚分数,作为布料之等级评估。疵点评分以疵点之长度分经线不同之扣分 方法。
钢材(铁)检验标准
. 钢 材 ( 铁 件 ) 验 收 标 准 编制: 校对: 审核:
1范围 本标准规定了钢技术要求、检验方法、尺寸、外形、重量及允许偏差等要求。 本标准适用于家具类所需钢材料。 2 规范性引用文件 GB/T 223.71-1997 钢铁及合金化学分析方法管式炉内燃烧后重量测定碳含量 GB/T 223.69-1997 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量 GB/T 223.68-1997 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量 GB/T 223.63-88 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 GB/T 223.60-87 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量 GB/T 223.59-87 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量 GB/T 247-1997 钢板和钢带验收包装、标志及质量证明书的一般规定 GB/T 700-2006 碳素结构钢 GB/T 709-88 热轧钢板和钢带的尺寸、外形、重量及允许偏差 GB/T 2975-82 钢材力学及工艺性能试验取样规定 GB/T 3094-2000 冷拔异型钢管 GB/T 3274-88 碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T 6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差 GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差 ASTM 370-02 钢制品力学性能试验的标准试验方法和定义 3术语和定语 3.1钢的牌号 钢的牌号由代表屈服强度的字母、屈服强度数值、质量等级符号、脱氧方法符号等4个部分按顺序组成。 例如:Q235AF
验布标准
分享]圆编织物验布制度标准(1) 在纺织生产过程,产品因原料或生产过程失误,而引致产品中含有或多或少之疵点,或许大家认同无法完全避免,故订下共同协议之可接受范围,再形成标准,而大家按照此标准而订下执行,处理,方法之制度。在纺织历史上,梳织比圆编悠久,验布制度标准亦比较完善,因此早期以梳织物验布标准作基础,再建立圆编织物验布制度标准。至今国际上沿用认可之圆编织物验布标准亦很多,加上国家标准,行业标准等等.......... 最要命是各品牌自行在标准上再加上有利自己企业之收货标准,变成自己之企业标准,制成[天书],所有Q.C.按本子办事。标准定义是各方面都能在合理情况下,执行,解决,接受。否则此标准便不成立。企业标准是企业自行制定,可能对上游供应商或下游加工商之一些要求,此等要求可能祗符合自身企业之特殊情况,因此制定企业标准时,必需参考市场上之标准,再考虑标准之可行性,标准与其它之相关标准抵触可能性。 就以圆编织物验布疵点而言,分纱,织,染三大类,制度多以疵点面积大小罚分,而疵点分争议性疵点,如起横,染花,条干差,纱粗节等等,故有严重及轻微之分,需双方协议解决。而非争议性疵点,如烂针,破洞,错花,断纱等等,无需争议,大家认同。争议性疵点多出现于纱及染,而织多为非争议性疵点。现在首先了解各种有代表性之圆编织物验布制度标准:参考梭织物的验布制度[ 4分制度] 4分制标准是由美国材料试验协会出版的ASTM D5430-93. 疪点被罚1,2,3,4分是根据大小和严重性来决定. 疵点大小(长度用英寸表示) 罚分:3英寸或以下罚1分,3 - 6英寸罚2分,6 - 9英寸/半幅宽罚3分,9英寸以上/整幅宽罚4分。标准:1 不管疵点的j小和数量,一码长度的总罚分不可超过4分. 2 织物内连续疵点超过9英寸,罚4分给所在的每一码织物. 3 可使用的幅宽小于指定幅宽时,罚4
集装箱叉车安全操作标准(新)
集装箱叉车、正面吊安全操作标准 1 范围 本标准规定了集装箱叉车、正面吊司机在作业(含修理)中的安全操作要求。 本标准适用于港口装卸司机操作、安全生产监督检查。 2、规范性引用标准 本标准引用了下列标准和文件中的有关内容。 GB/T 17992-2008 集装箱正面吊运起重机安全规程 GB/T 6067-85 起重机械安全规程 GB/T 11602-2007 集装箱港口装卸作业安全规程 JT/T 622-2005 港口装卸机械电气安全规程 JT/T 232-1995 集装箱正面吊运起重机技术条件 3. 术语 3.1集装箱叉车:用于集装箱堆场、装卸、堆码的重型叉式装卸车。有底叉式和吊叉式等多种型式。 3.1.1集装箱正面叉车(container frontal fork lift)货叉在车辆的正面,配有顶部起吊和侧面起吊的专用属具,货架可以侧移和左右摆动的车辆。 3.1.2集装箱侧面叉车(container side fork lift)带有侧叉的集装箱叉式装卸车。 3.1.3集装箱拆装箱叉车(container stuffing and destuffing fork lift)可进入集装箱内作业的小型、全自由提升、低门架叉车,用于箱内拆装箱作业。 3.2集装箱正面吊:有伸缩吊具,可装卸不同规格的集装箱;吊具左右可旋转,吊运起重机可与箱子成夹角吊装;采用套筒式伸缩臂架,作业时,可同时实现整车行走、变辐、和臂架伸出;能进行多层堆码和跨箱作业;在吊具上安装吊爪或吊钩时,可起吊集装箱半挂车或其他重大件货物的一种流动式集装箱装卸机械。 4 作业前准备 4.1未取得该类特种设备作业资格证书者不得独自从事该项工作;学徒上机操作时必须有师傅在场监护。 4.2、穿戴好劳动保护用品,安全帽要生根,拉紧衣服拉链,扣好衣扣,系紧鞋带。 4.3 现场交接班及作业前设备检查。 4.3.1上车前应认真检查作业周围的环境,清除大车行走路线上的障碍物。 4.3.2 在现场交接班,确保与上班司机交接清楚机械情况、作业内容、作业线路和堆场安全情况,及相关注意事项,并按照车辆运行检查表内容检查车辆。 4.3.2.1 检查登车踏板,确认踏板上没有杂物、油渍等,打开驾驶室,抓牢驾驶室登车扶手上车。 4.3.2.2 查灯光、刮水器、反光镜、喇叭、警报器、蜂鸣器、防护罩、大灯、制动和转向装置等安全装置是否完好。 4.3.2.3 查制动系统、起升开闭锁指示信号系统、紧停装置、倒顺开关和转向机构是否有效。 4.3.2.4查轮胎、半轴螺丝、吊具、限位开关、联锁装置和通道扶梯等机械关键部位是否完好。 4.3.2.5 查机械车辆上配备的灭火器是否完好及有效,并做好检查记录。
集装箱基础知识 各类标准 规范及公约
集装箱基础知识(三) ——各类标准、规范及公约一、集装箱的标准分类 为了有效地开展国际集装箱多式联运,必须强化集装箱标准化,应进一步做好集装箱标准化工作。集装箱标准按使用范围分,有国际标准、国家标准、地区标准和公司标准四种。 1、国际标准集装箱 是指根据国际标准化组织(ISO)第104技术委员会制订的国际标准来建造和使用的国际通用的标准集装箱。 集装箱标准化历经了一个发展过程。国际标准化组织ISO/TC104技术委员会自1961年成立以来,对集装箱国际标准作过多次补充、增减和修改,现行的国际标准为第1系列共13种,其宽度均一样(2438mm)、长度有四种(12192mm、9125mm、6058mm、2991mm)、高度有四种(2896mm、2591mm、2438mm、2438mm)。 第2系列和第3系列均降格为技术报告。 2、国家标准集装箱 各国政府参照国际标准并考虑本国的具体情况,而制订本国的集装箱标准。 我国现行国家标准《集装箱外部尺寸和额定重量》(GB1413-85)中对集装箱各种型号的外部尺寸、极限偏差及额定重量等进行了规定。 3、地区标准集装箱 此类集装箱标准,是由地区组织根据该地区的特殊情况制订的,此类集装箱仅适用于该地区。如根据欧洲国际铁路联盟(VIC)所制订的集装箱标准而建造的集装箱。 4、公司标准集装箱 某些大型集装箱船公司,根据本公司的具体情况和条件而制订的集装箱船公司标准,这类箱主要在该公司运输范围内使用。如美国海陆公司的35ft(英尺,foot)集装箱。 此外,目前世界还有不少非标准集装箱。如非标准长度集装箱有美国海陆公司的35ft 集装箱、总统轮船公司的45ft及48ft集装箱;非标准高度集装箱,主要有9ft和两种高度集装箱;非标准宽度集装箱有宽度集装箱等。由于经济效益的驱动,目前世界上20ft集装箱总重达24ft的越来越多,而且普遍受到欢迎。
面料外观检验标准
(中国)有限公司企业内控标准 Q/ 面料外观检验标准 Standard of the fabrics'exterior inspection 发布实施 (中国)有限公司发布
前言 本标准参考了纺织行业相关国家、行业标准,结合面里料外观检验的现状和成衣加工厂等各方面的反馈,从提高公司产品品质和保证工厂有效生产方面出发,最终满足顾客需求,对部分内容进行了修订。 本标准使用说明和范围: 1、本标准用于公司面料进仓检验,规范检验方法和判定依据 2、本标准可用于我司供应商发货前对面料自检的标准依据 3、本标准可用于加工厂对我司采购的面料进行复检的标准依据。 本标准是对Q/LL-J 02-2010《面料外观检验标准》进行的修订; 本标准与Q/LL-J 02-2010相比变化如下: ——修改了匹长相差范围 ——修改了颜色要求 ——修改了抽检数量 ——删除了相关处理方法 面料外观检验标准 1 目的 为使本公司所采购的各类服装面里料的质量能够最终满足成品质量要求,以及让服装加工厂能更好
的掌握各种材料的品质情况,及时采取相应的工艺手段和技术措施,特对面里料外观质量要求和检验方法作出规定。 2 范围 适用于本公司采购的所有面料(包含里布、插色布)外观质量检验。 3 规范性引用文件 GB/T 24250 机织物疵点的描述术语 GB/T 24117 针织物疵点的描述术语 GB/T 17760 印染布布面疵点检验方法 GB/T 4666 纺织品织物长度和幅宽的测定 GB/T 250 纺织品色牢度试验评定变色用灰色样卡 GB/T 14801 机织物与针织物纬斜和弓纬试验方法 GB/T 4669 纺织品机织物单位长度质量和单位面积质量的测定 FZ/T 70010 针织物平方米干燥重量的测定 FZ/T 01093 机织物结构分析方法织物中拆下纱线线密度的测定 GB/T 4668 机织物密度的测定 《原料订单合同》 4 要求 4.1标识 4.1.1每一匹布标明我司订单号、供应商材料名称和编号、成份、缸号匹号、幅宽、克重、匹长(针织类需同时标注重量)。 4.1.2供应商到货时需提供自检报告,且在布匹包装外标示标注疵点说明,如不能提供品控拒绝检验。 4.2布面疵点 4.2.1.毛料(含羊毛≥30%)、里布类换片率≤3%,其他面料换片率≤5%(换片率计算方法见附录A)。 4.2.2经向出现连续性疵点(如抽纱、色条、擦伤等) 4.3 匹长 4.3.1实际米数与标识米数误差不得超过0 .7%,超出的按实际短码全额扣损,毛料不允许有短码现象。 4.3.2 梭织面料不可由多个部分连接(除合同另有规定),整批不得有10%以上的匹数中码长低于40米。 4.3.3 针织面料不可由多个部分连接,每段重量不得小于14Kg。 4.4 有效幅宽 布面两边针眼扣除后自然状态下测量的幅宽宽度,如单匹布中有效幅宽不均匀,按最小值定为有效幅宽 4.4.1梭织面料有效幅宽同定额幅宽允许在±2㎝以内,弹性较大的梭织面料允许在±3㎝以内。 4.4.2针织面料有效幅宽不允许低于定额幅宽,同时不允许超过5㎝。
集装箱检验规范
集装箱检验规范(2008) 2008年4月1日生效
目 录 第1章 通 则 (1) 第1节 一般规定..............................................................................1 第2节 申 请.................................................................................1 第3节 分 歧.................................................................................2 第4节 证书与条件 (2) 第2章 检 验 (3) 第1节 一般规定……………………………………………………………………3 第2节 定型设计的批准………………………………………………………………3 第3节 工厂认可……………………………………………………………………4 第4节 制造检验………………………………………………………………………6 第5节 营运检验……………………………………………………………………7 第3章 材 料 (10) 第1节 一般规定……………………………………………………………………10 第2节 集装箱板材……………………………………………………………………11 第3节 集装箱方管……………………………………………………………………12 第4节 集装箱内门柱槽钢…………………………………………………………14 第5节 罐式集装箱罐体材料………………………………………………………15 第6节 集装箱角件…………………………………………………………………16 第7节 焊 接………………………………………………………………………17 第4章 集装箱 集装箱………………………………………………………………………… 20 第1节 一般规定………………………………………………………………………20 第2节 结构和技术要求……………………………………………………………20 第3节 角 件………………………………………………………………………26 第5章 集装箱集装箱试验方法和要求试验方法和要求 试验方法和要求……………………………………………………………30 第1节 一般规定……………………………………………………………………30 第2节 试验方法和要求……………………………………………………………30 第6章 专用专用集装箱集装箱 集装箱………………………………………………………………………35 第1节 无压型干散货物集装箱……………………………………………………35 第2节 平台和台架式集装箱………………………………………………………37 第7章 保温保温集装箱集装箱 集装箱………………………………………………………………………39 第1节 一般规定………………………………………………………………………39 第2节 技术要求………………………………………………………………………39 第3节 检查与试验……………………………………………………………………44 第8章 罐式集装箱 罐式集装箱………………………………………………………………………48 第1节 一般规定………………………………………………………………………48 第2节 技术要求 (48)
标准面料四分制检验方法
面料四分制检验评分 一.布料检验包括外观质量和内在质量两大方面。 外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。经砂洗的面料还应注意是否存在砂道、死褶印、破裂等砂洗疵点。影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。 面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。在进行检验取样时,应剪取具有代表性的样品进行测试,以确保数据的准备度。 二、检验前的准备工作: 1.检验区规划: 环境必须宽敞、清洁、干爽、光线充足、温度及温度要稳定。 2.检验设备: ①.验布机:应装有调器(0~30Y/MIN),有底灯可看布结构,顶灯亮度不小于1075 LUX 的白炽灯(CWF)。 ②.灯箱:采用国际标准,放置于没有外部光线影响,中灰色的密封房间,标准光源灯类型:基本光源D65(6500K)日光,TL 830 (H&M 要求),或TL840(M&S要求),具体遵照各客人要求。 ③.工具:测量尺、剪刀、执鸡纸、蜡笔。 3.检验项目:颜色、手感及外观: ①.颜色:在每卷布剪取布头、布尾各4X5CM样办,于灯箱下用D65及TL830或TL840光源,对照确认样色办和布办以确定布料的色差。 ②.手感及外观:对照剪下的布办检查布疋的结构、定形、弹性、花纹等特性是否与确认样布办相符。 4.外观检查采用四分制评分法: 布匹的检验方法常见的是"四分制评分法"。四分制是将目测到的疵点进行量度,并按表的规定进行扣分。在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分,疵点扣分以看得见为原则,轻微的、不易觉察的疵点不予扣分。 检验过程,如下操作: 1).布封:量度每卷布布头、布中、布尾的实用寸封,了解是否存在封不稳定, 其偏差率为+3%~-2%。
验布标准
面料检验标准 直至现在为止,国际间还没有任何认可布料检定标准,但西欧和美国等地均有其常用十分制评法、四分制评法以控制处理布料疵点,这两个是最常用的制度。 l)十分制评法 此检定标准适用于任何纤维成份、封度和组织的梭织坯布及整理布上。由于一般买家所关心的是布料因疵点所剪掉的数量及引致的投诉,并非是疵点的娜u或成因,所以此评分法只是根据疵点的大小来评核等级。评核方法是检查人员根据疵点评分标准查验每匹布料的疵点,记录在报告表上,并给处罚分数,作为布料之等级评估。a.疵点评分 以疵点之长度分经线不同之扣分方法。 经疵长度处罚分数 10-36吋 10分 5-10吋 5分 1-5吋 3分 1吋以下 1分 经疵长度处罚分数 全封度 10分 5吋至半封度 5分 1-5吋 3分 1吋 1分 除特别声明外,否则验布只限于检查布面的疵点。另外,在布边半吋以内的疵点可以不需理会。每码布料的经疵和线疵评分总和不得超过10分;换言之,就算疵点很多或非常严重,最高处罚分数都只是10分。若疵点在一个很多的长度重复地出现,在这情况下,就算处罚分数的总和较被查验的码数小,该匹布料也应评为「次级」。 b.等级评估 根据检查的结果,将彷匹评估为「首级」品质或「次级」品质。如果处罚分数的总和较被查验的妈数小,该匹布料则被评为「首级。;如果处罚分数的总叻超过被查验的码数,该匹布料则被评为「次级」。由于较阔布封附有疵点的机会比较大,所以当布封超过50吋首级。布料的处罚分数限制可以约略放宽,但不应多于 10%。 2) 四分制评法 该评分法主要应用于针织布料上,但亦可应用于梭织布料。「四分制」跟「+分制」的基本概念和模式非常相似,只不过是判罚疵点分数上不同而已。该评核方法跟「+分制J一样,检查人员跟据疵点评分标准查验每匹布料的疵点,记录在报告表上,并给予处罚分数,作为布料之等级评估。 a.疵点评分 疵点扣分不分经纬向,依据疵点表长度给予一恰当扣分。 疵点长度处罚分数 3吋或以下 1分 超过3吋但不超过6吋 2分 超过6吋但不超过9吋 3分 超过9吋 4分 较大的疵点(有破洞不计大小)每1码计四分检查评定 除特别声明外,否则只须检查布面的疵点。另外,在布边一吋以内的疵点可以不需理会。不论幅宽,每码布料的最高处罚分数为4分。特殊瑕疵如破洞、轧梭,一律扣4分。 c.等级评估 不论检查布料的数量是多少,此检定制度须以一百平方码布料长度的评分总和为标准。若疵点评分超过40分,该匹布料则便被评为「次级」及不合标准。 d.计算公式为: 100平方码平均扣分数=(总扣分X 100 X 36)/检查总码数X规格幅宽(吋) 除非面料的规格不对,否则表面不可见的疵点不计分数,小疵点不做记录。 在一码内不允许超过4分,任何连续性疵点均做4分评定,例尺寸不良、破洞做4分。象横档、色差,狭幅、,皱纹、斜路、,甚至织物不完整,均按4分/码计算。不必考虑长度破洞(纱被剪或断纱,或少了针迹),下面的情况做4分处理: 有
钢材检验标准
钢材检验标准 属材料的外观质量、规格尺寸的检验,包括对材料的表面质量、外部形状及规格尺寸(包括交货长度)的检验。外观检验的数量和方法应按照合同规定的技术标准进行,无规定的,通常采用抽检的方法。抽检的样本要具有代表性、随机性,抽检的结果可推算全批材料。 一、规格质量(规格尺寸)检验 材料的规格尺寸,是指标准规定的反映各品种、型号、材料断面形状的主要轮廓尺寸。各不同轮廓尺寸均为一个规格。规格尺寸检验,就是检查材料断面尺寸是否超出有关标准规定的允许偏差。 材料标明的规格尺寸均为公称尺寸,公称尺寸又称名义尺寸,它是指标准中规定的理论尺寸,是生产过程中设法控制并希望得到的理想尺寸。实际尺寸是指实际生产过程中所得到的产品外形真正尺寸的大小。由于各种因素的影响,材料在生产中实际得到的尺寸(实际尺寸)很难与公称尺寸完全吻合,往往都会稍大或稍小于公称尺寸,这样,实际尺寸与公称尺寸之间就会产生差值,这个差值称尺寸偏差。实际尺寸大于公称尺寸,其偏差就叫正偏差,实际尺寸小于公称尺寸的偏差则叫负偏差。正负偏差绝对值之和叫公差。生产中产生尺寸偏差是难免的,但这种偏差又应有一定的限制,为此,标准对尺寸偏差的大小作了一定的规定,这种标准对尺寸偏差大小所规定的范围叫做尺寸允许偏差,简称允差。交货材料的尺寸偏差不允许超出标准规定的尺寸允许偏差,尺寸超差的材料就视为不合格品。 除断面尺寸外,标准对材料交货长(宽)度亦作有规定。因此,尺寸检验尚须检查材料交货长度是否符合相应标准规定的交货长度。现行标准规定有以下几种交货长度:
(一)通常长度:又称不定尺长度。凡材料长度在标准规定范围以内而且无固定长度的,均称为通常长度。如优质型钢的通常长度为2,6米,以通常长度交货的优质型钢,只要长度在2,6米范围内就均可交货。 (二)定尺长度:交货材料的长度为订货要求的某一固定长度,称为定尺长度。例如,按需方要求,供需双方在合同中注明长度按定尺6米交货,则交货材料的长度均须是6米。对定尺材料,标准规定有允许的正偏差值(不允许有负偏差)。 (三)倍尺长度:材料长度为需方在订货合同中指定长度(称单倍尺)的整数倍,叫倍尺长度。如单倍尺长度为1000毫米,则双倍尺长度为2000毫米,三倍尺长度为3000毫米等。按倍尺长度交货的材料,标准也规定了允许的正偏差值,同时还规定了应加的切割余量(锯口长度)。倍尺交货时,亦不允许出现负偏差。 (四)短尺和窄尺:凡长度小于标准规定的通常长度下限,但不小于允许的最小长度,叫短尺。宽度小于标准规定的通常宽度下限,但不小于允许的最窄宽度,叫窄尺(如直径在25毫米以下的圆钢,标准规定其通常长度为4,10米,最小允许长度为2.5米,交货长度在2.5,4米范围内的则称为短尺。根据有关标准规定,按通常长度交货的材料,允许供方交付一定比例的短尺材料。 上述不同交货长度适应不同的使用要求。通常长度的材料,价格较低,若使用时对材料长度无特殊要求,则订购通常长度的较为经济。定尺、倍尺材料,生产厂要加收定尺费,价格较 高,但若使用材料的长度是固定的,如加工单一、定型的产品,这种情况下则以订购定尺、倍尺材料为宜,因使用这种材料可减少余料损耗,提高材料利用率,从总体经济效益上看,仍是经济合理的。 无论是材料的断面尺寸或长度尺寸,都不应超出标准规定的允许偏差,即不允许大于规定尺寸的上限和小于规定尺寸的下限。材料的实际尺寸是否超差是通过实际测量来判断的,为使测量准确、判断有效,首先应正确选择和使用测量工具。用
冷藏集装箱检验维修规范-
冷箱箱体检验与维修基本知识 一.顶边梁 1.铝质顶边梁 1.1对于铝质顶边梁破损变形修理总原则有几点: (1)。除非箱主同意,不能焊接 (2)。20尺箱顶边梁最多只能有两处全断面垂直切割,40尺箱顶边梁最多只能有四处全断面垂直切割 (3)。40尺箱顶边梁中线前后一米内不允许全断面垂直切割 (4)。钢与铝接触点要用绝缘带隔开 (5)。锁钉不能超出角件面 (6)。断补拼接板只能用铝材,拼接板用锁钉有三种,每边15个8MM锁钉加5个 6.4MM铆钉或14个8MM锁钉加7个6.4MM铆钉或18个8MM锁钉,承受剪 切强度不低于20400KG(6.4mm 612kg ,10mm,1905kg) (7)。断补最小长度不少于1M,如果断补处距离角件不足1M,要延伸到角件,断补处要落在两侧壁柱中间。 (8)。顶边梁嵌补最大不超过300MMX30。 1.2顶边梁修理范围及方法 (1)。小于15MMX3MM的裂缝且距角件1M以上,钻止裂孔 (2)。小于30MMX5MM的裂缝,采用加固嵌补修理,铆钉线以下破不用修理 (3)。大于30MMX5MM以上的裂缝或大的凹损,做断补 (4)。凹损超过35MM,修理 2.钢质顶边梁`顶端梁 2.1对于钢质顶边梁破损变形修理总原则有几点: (1)。嵌补最小长度为150MM,如果顶端梁嵌补处离角件不足150MM,要延伸到角件,顶边梁嵌补处离角件不足300MM,也要延伸到角件,嵌补处离另一处垂直焊补不足150MM,要延伸到该焊补处(断补也一样) (2)。如果损伤长度超过集装箱长度一半,则全部更换(92版) (3)。20尺箱顶边梁最多只能有两处全断面垂直切割,40尺箱顶边梁最多只能有四处全断面垂直切割, 二.底边梁 1.铝质底边梁 1.1对于铝质底边梁破损变形修理总原则有几点: (1)。除非箱主同意,不能焊接; (2)。20尺箱底边梁最多只能有两处全断面垂直切割,40尺箱底边梁最多只能有四处全断面垂直切割, (3)。钢与铝接触点要用绝缘带隔开 (4)。锁钉不能超出角件面 (5)。断补拼接板只能用铝材,拼接板用锁钉每边18个10MM锁钉加18个6.4MM 铆钉,承受剪切强度不低于40800KG (6)。断补最小长度不少于1M,如果断补处距离角件不足1M,要延伸到角件,断补处要落在两T型头中间。
钢材验收检验规程
1操作细则 1.1基本流程 1.2钢材采购检验标准 证明材料检查:进厂钢材,必须具有质量保证书。质量保证书需要检查的内容有:日期是否是近期、规格是否正确、数量是否正确、材质是否正确、字迹是否清晰、是否有涂改、是否盖红章等; 钢材外观检查标准:钢材表面不应有裂纹、结疤、折叠、气泡、夹杂、锈蚀、麻点、划伤等表面缺陷。 如表面有上述缺陷,允许清除,清除的深度不得超过钢材厚度公差的一半。不得出现严重锈蚀及凹坑。清除处应圆滑无棱角。型钢表面缺陷不得横向铲除,其它不影响使用的缺陷允许存在,但应保证钢材的最小厚度。钢材端边或断口处不应有分层、夹渣等缺陷。 钢材规格尺寸检查标准: 一、热轧扁钢规格尺寸检查标准:(GB/T 704-1988) 尺寸即允许偏差(mm) 二、钢板规格尺寸检查标准:(GB/T 709-1988) 钢板厚度偏差(板厚~13㎜)
钢板厚度偏差(板厚>13㎜) 三、角钢规格尺寸检查标准: 等边角钢边宽度、边厚度尺寸允许偏差(mm)(GB/T 9787-1988) 不等边角钢边宽度、边厚度尺寸允许偏差(mm)(GB/T 9788-1988) 注:型号2的尺寸为宽20mm,厚3mm/4mm;型号尺寸为宽56mm,厚3/4/5/8mm;以此类推; 四、H型钢规格尺寸检查标准:(GB/T 11263-1998)
五、无缝钢管规格尺寸检查标准:(GB/T 8162-1999) 无缝管尺寸允许偏差(mm) 注:⑴对外径不小于351毫米的热扩管,壁厚允许偏差为±18%。 六、直缝焊管规格尺寸检查标准:(GB/T 13793-1993) 焊管壁厚及外径允许偏差(mm)
四分制验布标准
四分制验布标准 一.图解 二、详解 一、织物疵点评分标准: 织物疵点按“四分制”评分 1.评分方法 疵点在3寸或以下评一分 疵点超过3英寸而到6英寸评二分 疵点超过6英寸到9英寸评三分 疵点超过9英寸评4分 2.连续性疵点,每1码计四分; 3.较大的疵点(有破洞等)不计大小,每1码计四分; 4.横档、中变色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。 一、以平方码为单位计算方法 1.每匹布:(常用) 总评分数×36×100 评分=码数×有效幅宽(寸)100平方码 2.每单货:(整批布) 每码总分数×36×100 评分=总码数×有效幅宽 100平方码 二、验收标准(以100平方码为基础) 每匹布 1组 15分/100平方码 2组 20分/100平方码 3组 25分/100平方码
4组 40分/100平方码 5组 60分/100平方码 三、全面疵点的评分标准 ★连续性疵点 1、连续有规律性疵点,1码计4分 2、连续性3码以上,作不合格对待。 ★整幅疵点 3、合格品内不允许有以下疵点存在 A. 长度超过6英寸全幅疵点。 B. 较细小的全幅疵点,100码内超过5处。 C. 以100码为单位,每10码中严重疵点平均2处以上。 D. 布头、布尾3码内有严重疵点或整幅疵点的。 E. 在平放裁床时,有边绉、预缩皱、波浪皱、折皱、皱条等疵布。 ★幅宽 4、每匹布最少测三次。 5、达不到加工要求幅宽,则记不合格。 6、幅宽计算: 整幅宽:两布边之间距 有效幅宽:去除布边、针洞、无印花部分的幅宽。 7、对色: 分色最多接受3个LOT色,每LOT色最小码数为500码以上,每LOT色之间色差按AATCC灰色卡4-5级 8、每匹布中边、头尾色差不能低于4-5级。 9、要求供应商取6英寸匹头,编号后留提供。 10、客人QC来验货时,若色板在(4-5级以下)则该单货不合格,需要供应商重新检验、返修。 11、码长差异: 核对实际长度同卡片标码差异查过1%则该批布不合格。 12、段长:码长要求40码以上。 13、纬斜、纬弧: 若超过以下标准则定为不合格 注:整幅布有部分纬斜时,按部分评分。 14、臭味:恶臭的布不合格。熨烫散发异味的布不合格。 15、破洞:有二根以上的纱线破断(任何破洞不论大小,要评四分)。
集装箱质量验收规范
Quality Check and Accept Criterion 1. Purpose and applicable scope 1.1Purpose Check the container correctly and completely; supervise the container’s quality. 1.2Applicable Scope This standard applies for inspection of container welding production in our company. 2. Relevant standard EN 25817 EN I SO13920 3. Check and accept conditions and sites 3.1 After welding, inspection can be carried out before painting. 3.2 The inspection place locates at working sites. 4. Inspection criterion 4.1 Outward appearance inspection There is no obvious knocking or smashing marks, scratching and so on. 4.2 Dimension Inspection According to dimension requirement, inspect container’s exterior dimension. The exact is following: 1)Back door appearance dimension 2)Front wall appearance 3)Side wall appearance 4)Back door head face diagonal difference 5)Front wall face diagonal difference 6)Side wall face diagonal difference 7)Top side diagonal difference