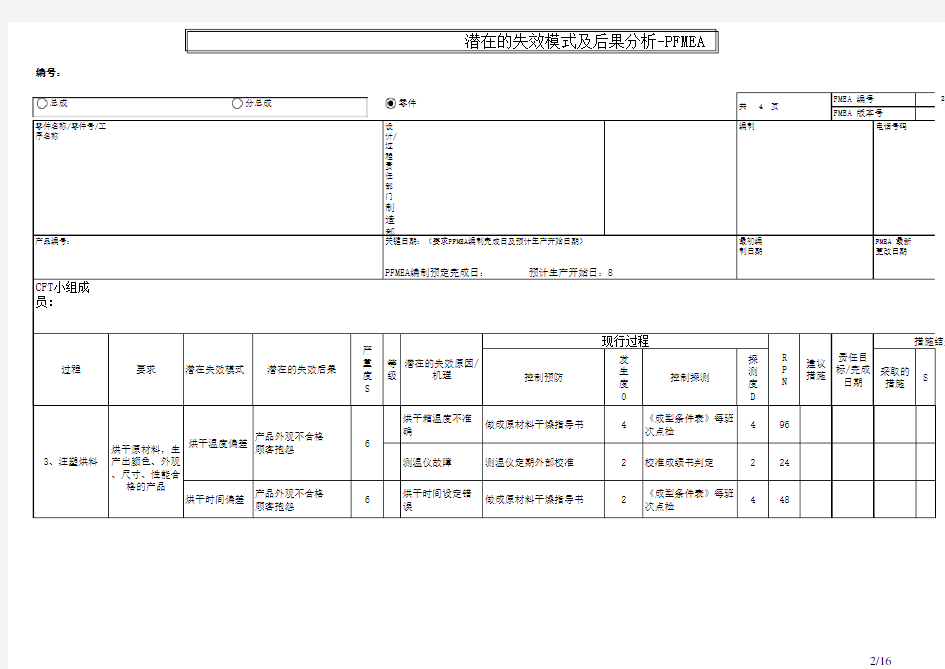
注塑产品 PFMEA案例
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
制造部
产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:
控制预防发
生
度
O
控制探测
探
测
度
D
采取的
措施
S
1、来料检验少检验不合格品进入公司
影响产品质量
7抽样数量错误
做成抽样标准,根据标准
要求数量抽样
2检验记录表班长确认456
漏判不合格品进入公司
影响产品质量
7检验员能力不够
对检验员岗前进行培训,
并进行能力考核
2456
误判合格品判为不合格,
导致不能及时投入生
产影响产品纳期
6
检验员抽样过于
集中
对检验员岗前进行抽检方
法培训,并进行能力考核
2448 7
料粒色泽不均
匀,有杂质
根据颜色样本进行检验2投料前确认、记录456 9ROHS测试不合格
该产品原材料属于顾客提
供,根据供应商提供材料
保证书、检测报告判定
26108
2、生产领料根据出料单正确
出料
原材料出库错
误
产品特性不能满足顾
客要求,顾客投诉
8
领料员未依据生
产任务通知单进
行实物确认
对领料员、仓库管理员进
行岗前教育
2投料前确认、记录232
烘干箱温度不准
确
做成原材料干燥指导书4
《成型条件表》每班
次点检
496
测温仪故障测温仪定期外部校准2校准成绩书判定224
烘干时间偏差
产品外观不合格
顾客抱怨
6
烘干时间设定错
误
做成原材料干燥指导书2
《成型条件表》每班
次点检
448要求
按照检验规定进
行抽样,并正确
判定来料品质
烘干原材料,生
产出颜色、外观
、尺寸、性能合
格的产品
潜在的失效原因/
机理
6
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日: 预计生产开始日:8
FMEA 编号
FMEA 版本号
R
P
N
2
等
级
措施结果
共 4 页
现行过程
责任目
标/完成
日期
建议
措施
过程潜在失效模式潜在的失效后果严重度S
3、注塑烘料原材料不符合
要求
烘干温度偏差
产品外观不合格
顾客抱怨
顾客不满意
总成分总成零件
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
制造部
产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:
控制预防发
生
度
O
控制探测
探
测
度
D
采取的
措施
S
要求
潜在的失效原因/
机理
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日: 预计生产开始日:8
FMEA 编号
FMEA 版本号
R
P
N
2
等
级
措施结果
共 4 页
现行过程
责任目
标/完成
日期
建议
措施
过程潜在失效模式潜在的失效后果严重度S
总成分总成零件
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
制造部
产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:
控制预防发
生
度
O
控制探测
探
测
度
D
采取的
措施
S
要求
潜在的失效原因/
机理
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日: 预计生产开始日:8
FMEA 编号
FMEA 版本号
R
P
N
2
等
级
措施结果
共 4 页
现行过程
责任目
标/完成
日期
建议
措施
过程潜在失效模式潜在的失效后果严重度S
总成分总成零件
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
制造部
产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:
控制预防发
生
度
O
控制探测
探
测
度
D
采取的
措施
S
要求
潜在的失效原因/
机理
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日: 预计生产开始日:8
FMEA 编号
FMEA 版本号
R
P
N
2
等
级
措施结果
共 4 页
现行过程
责任目
标/完成
日期
建议
措施
过程潜在失效模式潜在的失效后果严重度S
总成分总成零件/包装指示》,
对产品进行包装
封箱、打包,粘
贴标签
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
制造部
产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:
控制预防发
生
度
O
控制探测
探
测
度
D
采取的
措施
S
要求
潜在的失效原因/
机理
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日: 预计生产开始日:8
FMEA 编号
FMEA 版本号
R
P
N
2
等
级
措施结果
共 4 页
现行过程
责任目
标/完成
日期
建议
措施
过程潜在失效模式潜在的失效后果严重度S
总成分总成零件