解析3D打印喷头的热力学分析与结构优化设计
解析3D打印喷头的热力学分析与结构优化设计
构,使其在提高打印表面精度的同时制造成本也大大降低。
熔融沉积造型3D打印喷头工作原理
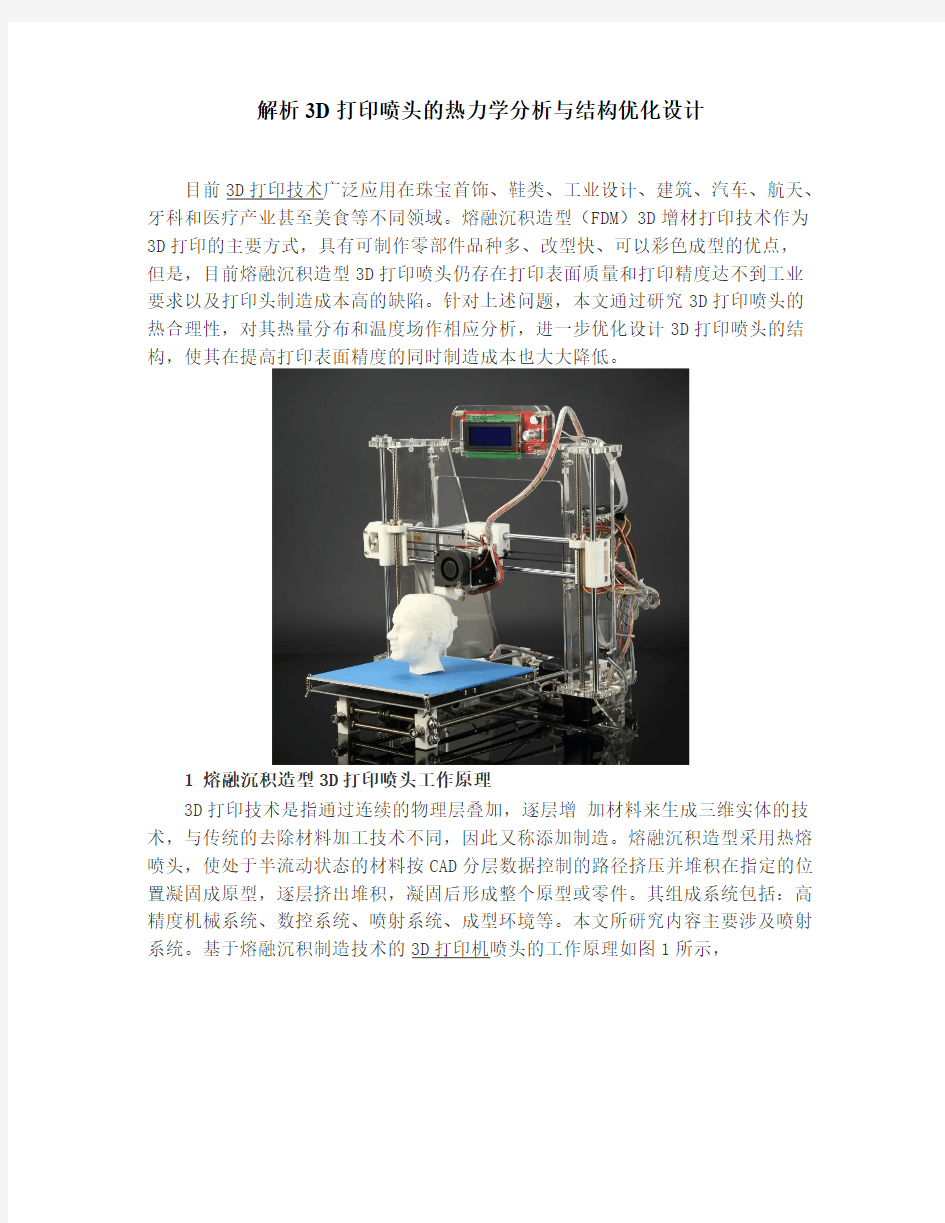
打印技术是指通过连续的物理层叠加,逐层增加材料来生成三维实体的技术,与传统的去除材料加工技术不同,因此又称添加制造。熔融沉积造型采用热熔喷头,使处于半流动状态的材料按CAD分层数据控制的路径挤压并堆积在指定的位置凝固成原型,逐层挤出堆积,凝固后形成整个原型或零件。其组成系统包括:高精度机械系统、数控系统、喷射系统、成型环境等。本文所研究内容主要涉及喷射系统。基于熔融沉积制造技术的3D打印机喷头的工作原理如图1所示,
3D打印机喷头由定位区、进给区、熔丝区和增材区组成。定位区作用是使丝
料初定位,让丝料能准确流畅地进入进给区;进给区由主动齿轮和从动轴承轮组成,两轮中间保持特定的间隙,间隙大小值要足以使丝料在两轮的夹紧摩擦力F作用下向前稳定运动;熔丝区由喉管通道、稳定架、隔热层和加热块组成,在此处未熔化的丝料和熔融状的丝料在通道中形成活塞作用,迫使丝料从喷嘴喷出;增材区由喷嘴、工作台和工件组成,在增材打印过程中,X、Y方向由喷头运动控制,Z方向即每层打印厚度由工作台上下运动控制。从其原理可知,造成打印表面精度差的原因在于喷头在X、Y向的运动,本文不研究控制喷头运动的电机精度和丝杠传动精度
等因素,而从喷头由于加热块高温引起的在X、Y向变形量展开研究,进而为优化
改进喷头机构提供理论依据。
2仿真分析
2.1喷头几何模型建立及边界条件设置
3D打印喷头主要采用三种材料:铝、铜、铁,从ANSYS自带的工程材料数据库中依据零件的要求,选择相应的材料AluminumAlloy(铝)、CopperAlloy (铜)、StructuralSteel(铁),在热分析中主要涉及材料的热导率、比热容、辐射系数等,由于本文计算模型的结构都不是太复杂,同时计算温度场的面积又比较大,所以选择结构化网格进行划分。由于喷嘴、喉管及加热块部分相对于整体温度场域,面积较小,所以在喷嘴、喉管、加热块区进行网格细分,可以保证较高的计算精度。边界条件设置:热分析中的边界条件包括温度、对流、辐射等,针对本文3D打印机的工作环境(打印ABS件),选择加热块加热处为300℃温度边界,电机底部为22℃边界,传热方式为接触面的热传导;选择稳定架和发热块的表面为有热辐射表面,辐射系数为0.3,热传导系数由各部件材料决定,在ANSYS库中可以添加。
2.2分析热量分布和温度场对喷头变形的影响
根据上述研究,通过ANSYS软件进行仿真试验,试验条件对试验结果的影响分析如下。
2.2.1温度分布对喷头变形的影响
从热膨胀原理知道,如果金属部件受热不均匀,两侧温度上升不一致,当上侧温度高于下侧时,金属部件上侧的膨胀量大于下侧的膨胀量,从而使金属部件向下弯曲,产生了热变形。热膨胀即材料因其固有的热膨胀率而产生的体积变化,它是膨胀产生的最主要原因,由热膨胀引起的膨胀量为:△L=δ(L+△/2)△t [8](1)式中:δ为材料的线膨胀系数,℃-1;L为零件X、Y方向的尺寸,mm;△t为温差,℃;△为制件的公差,mm(按留有加工余量进行取大补偿)。
由图1知,3D打印喷头的误差敏感方向是在X轴和Y轴方向上,即在这两个方向上的变形将直接影响喷头的打印精度。3D打印喷头的稳态温度分布场仿真结果如图2所示,
图2(a)表示喷头的温度场分布云图,图2(b)表示喷头的总变形图。总结图2可得表1所示的数据。其中,重要部件电机上的温度最高达到238℃,这对电机的工作性能和寿命影响很大。总结表1,根据热膨胀变形规律可以得出,此种结构的喷头存在明显的温度差,导致稳定架和散热片在喷头打印敏感方向上产生热变形,由图2(b)可以看出,最大变形量发生在稳定架上,其在X方向上的变形量最大,达到了0.298mm,这对安装在其上的喷头打印精度产生很大影响。此外,由于被用来融化材料丝的温度大面积传递到其它零件上,因此造成热量的流失。
2.2.2总结热分析结果分析喷头热量分布的合理性
当物体内部存在温差,即存在温度梯度时,热量从物体的高温部分传递到物
体的低温部分称为热传导。若是不同物体相接触,热量则会从高温物体传递到低温物体。热传导遵循傅里叶定律:q*=-Knn坠T坠n(2)式中:q*为热流密度;Knn为导热系数;坠T坠n为沿n向的温度梯度;T为温度;n为温度分布图
中的法向方向;负号表示热量流向温度降低的方向。物体通过电磁波来传递能量
的方式称为辐射,物体温度越高,单位时间辐射的热量越多。系统中每个物体同时辐射并吸收热量,它们之间净热量传递可以用斯忒藩-波耳茨曼方程来计算:q=εσA1F12(T14-T24)(3)式中:q表示热流率;ε表示辐射率;σ为斯忒藩-
波耳茨曼常数;A1表示辐射面1的面积;F12为由辐射面1到辐射面2的形状系数;T1为辐射面1的绝对温度;T2为辐射面2的绝对温度。由式(1)知,图2结构的喷头可明显导致零件材料本身的热变形,从而造成在敏感方向X、Y方向的变形,
影响喷头打印精度。依据整体热变形云图看,最大变形量发生在稳定架上,并且由于打印喷头定位安装在其上,因此稳定架的变形量将直接作用在打印误差敏感方向上,分析其原因是由于加热块与稳定架直接面接触,本文经过3D打印喷头仿真实验,在所有的热量传递方式中,面接触传导对喷头的变形影响最大,辐射影响相对很小,因此,在优化喷头零件之间的布局时,可以采用增多热辐射形式,减少大温度差的面接触形式。
3结构优化
3.1依据分析结果改进喷头
影响3D打印喷头打印精度的结构因素比较多,包括主动轮与从动轮之间的摩
擦力大小、丝料通道的几何特征等。本文主要围绕其结构敏感方向上的热变形和制
造成本展开研究,并根据以上分析总结,对喷头作优化改进,主要改进稳定架、送丝导轮机构等重要部件,改进后的模型与之前不同之处表现在:
①加热块与稳定架保持8~10mm的距离,优点是热传递方式由原来的面接触热传导变成热辐射型;
②稳定架单独固定在电机上;
③送丝导轮机构安装高度高于稳定架5mm。
根据式(2)和式(3)以及仿真实验知,在同一种温度传递形式下,热传导的热流率要远比热辐射多,由此传递到电机、稳定架、散热片上的温度也将大减,因此,这种布局将有助于减少喷头的热变形和有效利用热量,如图3所示。
3.2改进前后模型热力学仿真对比
对改进后的喷头在同样的温度载荷、边界条件和材料的环境下进行ANSYS热力学仿真实验,仿真结果如图3所示。对比图2(a)和图3(a),可以看出温度分布产生明显变化,其中重要部件电机上面的温度降低至常温,并且消除了温度梯度,保证电机工作环境稳定安全;对比改进前后稳定架上承载的温度分布,温差明显下降,从原来的最高温度270℃降至83℃,几乎消除稳定架材料的变形量,从而保证在误差敏感方向上变形最小;发热铜块温度分布集中在加热块上,分布均匀,可以高效率利用熔化丝料的热量;改进后送丝导轮机构上温度控制在50℃以下,因此可以选择较为经济的材质制造,比如选择塑料件。
对比图2(b)和图3(b),图2(b)中的最大变形量发生在稳定架上,变形量达到0.298mm,基于喷嘴安装在其上,所以这些变形量将直接导致喷头打印误差。改进后由图3(b)看出,敏感元件稳定架的变形量降至最大0.034mm,变形量减至原来的12.5%,从图3(b)中看出最大变形量发生在加热块,由于加热块是安装在喷嘴上,其自身变形对喷嘴几乎不产生影响;此外喷嘴的变形主要作用在喷头打印方向即Z轴方向,不在敏感方向X、Y上。因此,可以总结出此种布局的喷头变形量相对于未改进的喷头大大降低,从而提高3D打印喷头的打印精度。改进前后各零件温度对比与变形量对比见表2,从表2可看出,改进后喷头各关键零件的温度和最大变形量都明显降低,因此,有利于提高打印精度和有效利用热量。
3.33D打印喷头的优化定型设计
3D打印喷头在实际生产制造中的成本对3D打印产业化尤为重要,喷头结构
中要求最高的属送丝导轮机构,因此必须不断降低成本,优化其结构,促使其制造简单并且打印效率高。
图4是上文所提喷头的送丝导轮机构,图4中安装从动轮的4mm细轴和2mm的凹凸槽在传统的机床上很难加工,并且主动轮与从动轮之间的间隙要求很精密,因此要加工制造出这种细小并高精度的零件势必会增加3D打印喷头制造成本。为此,重新设计一种如图5所示中的送丝导轮机构,其中安装固定从动轮的轴用M4螺钉,从动轮的上下定位采用2mm垫片,从动轮与主动轮之间的间隙由安装M4螺钉孔的位置决定,因此只要保证能铣出位置精度合格的孔就能满足间隙要求,这比加工出细小轴要容易得多,这种结构的另一个好处是,根据零件的互换性,当固定从动轮的轴磨损或折断时,不必重新更换整个送丝导轮机构,只需更换M4螺钉即可,因此采用这种结构的送丝导轮机构可以大大降低3D打印喷头的制造成本,同时保证打印效率和精度。
经仿真分析与送丝导轮机构的结构分析与优化,得出如图5所示的新型3D打印喷头。通过实际制造和在3D打印机中的使用,该型3D打印喷头具有制造成本低、打印效果好的优点,可以满足3D打印产业的生产要求。
结论
为了研究熔融沉积造型3D打印喷头在打印过程中存在的热结构不合理引起的打印精度差等问题,本文采用了热力学分析和结构的优化设计理论,针对影响打印3D喷头打印精度和制造成本的诸多因素展开研究,将材料热力学分析应用到实际制造生产中,通过把加热块单独定位安装和送丝导论机构的结构改进设计,结合仿真实验和实际生产使用,使新型的3D打印喷头变形量降低至现有喷头的12.5%,表面温度分布合理,结构工艺简单实用,为进一步提高3D打印喷头打印误差和降低制造成本,奠定了理论和实际应用基础。
3D打印机的设计
3D打印机的设计 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
3D打印机总体方案及结构 设计 题目: 3D打印机设计 专业班级机械电子工程1班 届次 2013届 学生姓名揭硕 学号 指导教师 二O一六年十月十二日
一、总体框架的设计 系统概述 系统由输人设备制定部分参数,从存储设备或者直接从计算机中得到事先建好的三维模型,由单片机对模型进行分析,切片,建立必要的支撑结构,再从单片机输出控制指令,控制喷头型材料融化,并通过一定的驱动电路驱动电机,带动喷头进行X、Y、Z三个方向的移动,并控制喷头的喷出系统调节喷出材料的多少。每打好一层,从外部设备读取下一层的参数,再打印下一层,直到全部模型完成。完成模型的打印之后,还需要后期的材料回收工作。 系统框架 输入设备、存储外设、上位机、温度传感器的测量值----单片机分析----温度控制回路、XYZ各方向电机控制、喷出量控制、显示设备打印耗材的选用
为了实现3 D打印机的功能,所选材料也很重要。既要由较低的熔点,也要有较好的粘滞性,同时也需要快速成型。综合考虑,我们最终选择了P L AA /B S耗材。 设计思路概述 ABS/PLA耗材熔点为230℃左右,分解温度260℃以上,故其通常成型 温度在250℃以下。控制回路使用温度传感器返回当前温度,反馈回路保 证了温度保持恒定,控制器统一使用了单片机来输出指令 (3)控制回路方框图如下: 设置的空气温度→单片机→D/A转换器→加热电路→当前温度→温度传感器→A/D转换器→单片机 x y z三方向控制电机的设计 采用化繁为简的思路,将三维打印转化为二维进而转化为一维打 印。即Z方向采用步进电机,由步进电机固定的给量算出所需的步进角,用这种方式将三维打印先转化为每一平面内的二维打印,再由Y方向也为步进电机带动,则每一平面内的二维打印又转化为很多条直线上的一维 打印。 喷头移动及喷出量调节的设计 熔融挤出系统对喷头系统的基本要求是:将成型料丝送人液化器中,在其中及时而充分地熔化,由固态变为熔融态,然后再进一步从更小 直径的喷嘴中以极细丝状挤出,按扫描路径堆积成型。而且送丝速度要与扫描速度相匹配,以保证均匀一致的材料堆积路径。成型工艺对喷头系 统的功能要求可以分解为以下几点:
3D打印机的机械结构设计
摘要 随着工业现代化的不断发展,传统的加工工艺已无法满足现代工业部件的加工需求,许多异形结构利用传统加工(包括五轴加工中心)很难加工或根本不能加工。随即3D打印机应运而生…… 3D打印机看似复杂,却很简单,也许你会为它神奇的能力而震撼,也许你会为它的高科技而惊呆,其实从1916年爱因斯坦提出激光原理时,已经为1986年第一台3D打印机的出现奠定了坚实的理论基础。说起3D打印机的原理其实一点也不复杂。 本文主要针对3D打印技术设计出一款3D打印快速模型设备,以切合实际针对新型的生产工艺采取的实际设备的设计制造。 关键词:3D打印机机械结构新型设备
ABSTRACT With the continuous development of modern industry, the traditional processing technology has been unable to meet the processing needs of modern industrial parts, the traditional processing and utilization of many deformed structure (including five axis machining center) is difficult to be machined or cannot process. Then emerge as the times require 3D printer...... 3D printer may seem complicated, but is very simple, you might and shook it magical abilities, perhaps you will be stunned for its high-tech, in fact, the principle of laser Einstein from 1916, has laid a solid theoretical foundation for the emergence of 1986 the first 3D printer. About the principle of 3D printer is not complicated. In this paper, the 3D printing technology to design a 3D print speed model of equipment, design and manufacture of the equipment to the practical production process model for the equipment. Keywords:3D printer mechanical structure model of equipment
3D打印机的构造PDF.pdf
3D打印机的构造 文章来自在 Sat, Nov 17 2012 09:05:00 ? ? ? 300 查看 之前有篇blog中Frank为大家讲述了什么是3D打印,有很多朋友问我,可不可以对这个新奇的3D阐述得更为准确,其实Frank 也是学电子的,3D打印其实涉及得更多的是自动化与艺术设计造型,所以Frank在了解一定的3D打印后,为大家更详细地说说,3D打印的每个模块是如何工作以及一些简单的原理步骤介绍。
3D打印时代已经来到 什么是3D打印?举个简单的实例。假如你在虚拟游戏中看到一 个喜欢的人物或者宠物,而你又没有办法得到他,如果你有他的三维模型,那么3D打印机可以帮助你实现梦想,给你打印一个与你提供的模型完全一样的人物或者宠物,这就是3D打印机。 3D打印机又叫三维立体打印机,也可以称之为快速成型机,它是用液体或粉状塑料制造物品,能制造从牙刷到凉鞋等许多家庭用品。目前3D打印机在建筑设计、食品制作、微型模型、复杂结构、零配件、趣味模型等领域都已经有了一定的应用。 简单的3D打印原理
看了很多3D打印的视频和模型,你会被它神奇的克隆能力惊呆了,这太神奇了,完全是神奇的克隆机器嘛。这样的高科技到底是怎么工作的呢? 说起它的原理,它一点都不复杂,其运作原理和传统打印机工作原理基本相同,也是用喷头一点点“磨”出来的。只不过3D打印它的喷的不是墨水,而是液体或粉末等“打印材料”,利用光固化和纸层叠等技术的快速成型装置。通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。 下面我们就以Makerbot公司(这家公司的创始人之一Bre Pettis,曾经是一名普普通通的教师)的3D打印机为例来讲讲3D打印是怎么工作的。
3D打印机设计
北京科技大学天津学院 本科生毕业设计(论文)选题报告题目:金属液滴成型与铣销复合3D 打印机床身结构设计 系:机械工程系 班级:机械1203班 姓名:魏浩然 学号:12413336 指导教师1:黄明吉 指导教师2: 20 年月日
目录 1文献综述 (3) 1.1本课题国外研究进展 (3) 1.2本课题国内研究进展 (3) 2课题背景及开展研究的意义 (3) 2.1课题背景 (4) 2.2开展研究的意义 (4) 3研究内容、方法及预期目的 (4) 3.1研究内容 (5) 3.2研究方法 (5) 3.3预期目的 (6) 4 进度安排 (8) 参考文献 (9) 指导教师意见 (10)
1文献综述 1.1本课题国外研究进展 日前,欧洲空间局(ESA)的“以实现高技术金属产品的高效生产与零浪费为目标的增材制造项目”(AMAZE)提出,将首次实现3D打印金属件的大规模生产。这些3D 打印的金属零部件可用于喷气式飞机、航天器以及核聚变等项目。 波音公司已经利用三维打印技术制造了大约300种不同的飞机零部件,包括将冷空气导入电子设备的形状复杂导管。波音公司和霍尼韦尔正在研究利用3D打印技术打印出机翼等更大型的产品。空客在A380客舱里使用3D打印的行李架,在“台风”战斗机中也使用了3D打印的空调系统。空客公司最近提出?“透明飞机概念”计划,制定了一张“路线图”,从打印飞机的小部件开始,一步一步发展,最终在2050年左右用3D打印机打印出整架飞机。“概念飞机”本身有许多令人眼花缭乱的复杂系统,比如仿生的弯曲机身,能让乘客看到周围蓝天白云的透明机壳等,采用传统制造手段难以实现,3D 打印或许是一条捷径。 1.2本课题国内研究进展 中国航天科技集团公司六院7103厂自行研制的某型号软管顺利通过2万次疲劳试验考核,各项指标均达到设计要求。这意味着长期困扰一线职工的软管工艺攻关项目获得成功。这是该厂继去年年底突破大直径高温合金筒体缝焊技术之后,再次突破小直径大壁厚异件缝焊工艺,进一步提升了发动机制造工艺能力。 北京航空航天大学同我国主要飞机设计研究所等单位通过“产学研”紧密合作,瞄准大型飞机、航空发动机等国家重大战略需求,历经17年研究在国际上首次全面突破了钛合金、超高强度钢等难加工大型复杂整体关键构件激光成形工艺、成套装备和应用关键技术,并已在飞机大型构件生产中研发出五代、10余型装备系统,已经受近十年的工程实际应用考验,使我国成为迄今为止唯一掌握大型整体钛合金关键构件激光成形技术并成功实现装机工程应用的国家。 2课题背景及开展研究的意义
简易3D打印机结构设计
简易3D打印机结构设计 1988年,Scott Crump发明了一种3D打印技术——热熔解积压成形技术(FDM),但价格十分高昂。随着科技的发展,3D打印机种类增多,有些打印机价格也在不断下降,国内的3D打印技术也在快速发展,与发达国家的差距逐步减少,专门从事生产3D打印机的厂家逐渐增多,打印精度可以达到0. 05~0.4mm[2,3]。3D打印机对于一些难加工的异形部件有着传统加工方式难以替代的优势,极大的方便了人们的生活,如何在保证精度的前提下尽量降低成本,一直是科研人员研究的目标。基于此,本文对简易3D打印机的结构设计进行了研究。 2 打印机结构和运动原理 简易3D打印机由底部框架1、立式支架2、伺服电机3、同步齿形带4、滑轨5、送料齿轮6、伺服电机7、推杆8、滑块9、限位块10、顶部框架11、风扇12、喷嘴13构成,如图1。其中立式支架2、伺服电机3、同步齿形带4、滑轨5、滑块9、限位块10和两个推杆8构成一套控制机构,此3D打印机由三套这样的控制机构控制,分别称为X塔、Y塔和Z塔,喷嘴12的运动全部由这3个塔控制。在单个塔对喷嘴运动的控制中,主要可分为两种运动方式。 一种是推杆8和喷头12相对静止,电机3带动同步齿形带4,使滑块9上下移动,最终带动喷嘴12在Z方向上下移动。图1为此3D打印机结构。 第二种是喷嘴12在Z轴的高度不变,只在控制机构所在平面的X轴方向运动,简化模型如图2所示。设定推杆8杆长为C,则C的X轴和Y轴投影分别为B、A,则根据勾股定理A2+ B2=C2,当拉杆运动之后.X轴向投影的增加量为,y轴向投影的增加量为△y。 所以有: 所以运动可以转化为以(-B,A)为圆心,C为半径的圆,当z=O,
【完整版】熔融沉积3D打印机机械结构的设计毕业论文设计
天津职业技术师范大学本科生毕业设计 熔融沉积3D打印机机械结构的设计Design for 3D Printer of Fused Deposition Manufacturing
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日
3D打印机的设计
3D打印机总体方案及结构设计 题目: 3D打印机设计 专业班级机械电子工程1班 届次2013届 学生姓名揭硕 学号 指导教师 二O一六年十月十二日 一、总体框架得设计 系统概述 系统由输人设备制定部分参数,从存储设备或者直接从计算机中得到事先建好得三维模型,由单片机对模型进行分析,切片,建立必要得支撑结构,再从单片机输出控制指令,控制喷头型材料融化,并通过一定得驱动电路驱动电机,带动喷头进行X、Y、Z三个方向得移动,并控制喷头得喷出系统调节喷出材料得多少。每打好一层,从外部设备读取下一层得参数, 还需要后期得材料回收工作。,模型得打印之后直到全部模型完成。完成,层再打印下 一.
系统框架 输入设备、存储外设、上位机、温度传感器得测量值----单片机分析----温度控制回路、XYZ各方向电机控制、喷出量控制、显示设备 打印耗材得选用 为了实现3 D打印机得功能,所选材料也很重要。既要由较低得熔点,也要有较好得粘滞性,同时也需要快速成型。综合考虑,我们最终选择了P L AA /B S耗材。 设计思路概述 ABS/PLA耗材熔点为230℃左右,分解温度260℃以上,故其通常成型温度在250℃以下。控制回 路使用温度传感器返回当前温度,反馈回路保证了温度保持恒定,控制器统一使用了单片机来输出指令 (3)控制回路方框图如下: 设置得空气温度→单片机→D/A转换器→加热电路→当前温度→温度传感器→A/D转换器→单 片机 x y z三方向控制电机得设计 采用化繁为简得思路,将三维打印转化为二维进而转化为一维打印。即Z方向采用步进电机,由 步进电机固定得给量算出所需得步进角,用这种方式将三维打印先转化为每一平面内得二维打印,再由Y方向也为步进电机带动,则每一平面内得二维打印又转化为很多条直线上得一维打印。喷头移动及喷出量调节得设计. 熔融挤出系统对喷头系统得基本要求就是:将成型料丝送人液化器中,在其中及时而充分地熔化,由固态变为熔融态,然后再进一步从更小直径得喷嘴中以极细丝状挤出,按扫描路径堆积成型。而且送丝速度要与扫描速度相匹配,以保证均匀一致得材料堆积路径。成型工艺对喷头系统得功能要求可以分解为以下几点: 1) 供应功能:将料丝从丝筒上拉出,提供成型材料; 2) 熔丝功能与料丝送进功能:将送进得固态料丝及时且充分地熔化成为熔融状态并将料丝送人 液化器; 3) 流道功能:提供熔融态材料稳定流动得通道; 4) 定径功能:对挤出熔融态物料进行定径,变为满足要求得细小直径得丝材进行堆积; 5) 出丝速度匹配与出丝起停控制功能:出丝速度可控,能根据扫描速度进行调整,实现互相匹配。 出丝应能根据路径扫描要求及时起停,以保证高质量得成型路径,尤其就是在路径起停处。 在采用熔丝挤出方式得工艺原理时,就就是借助液化器中未熔丝材得活塞作用,将熔融材料挤出喷嘴,出丝推力近似等于送丝驱动力,所以在此特定得工艺原理中,送丝功能与基础功能就是等效得。
3D打印机的设计
3D打印机总体方案及结构 设计 题目: 3D打印机设计 专业班级机械电子工程1班 届次2013届 学生姓名揭硕 学号 指导教师 二O一六年十月十二日 一、总体框架得设计 系统概述 系统由输人设备制定部分参数,从存储设备或者直接从计算机中得到事先建好得三维模型,由单片机对模型进行分析,切片,建立必要得支撑结构,再从单片机输出控制指令,控制喷头型材料融化,并通过一定得驱动电路驱动电机,带动喷头进行X、Y、Z三个方向得移动,并控制喷头得喷出系统调节喷出材料得多少。每打好一层,从外部设备读取下一层得参数,再打印下一层,直到全部模型完成。完成模型得打印之后,还需要后期得材料回收工作。
系统框架 输入设备、存储外设、上位机、温度传感器得测量值----单片机分析----温度控制回路、XYZ各方向电机控制、喷出量控制、显示设备 打印耗材得选用 为了实现3 D打印机得功能,所选材料也很重要。既要由较低得熔点,也要有较好得粘滞性,同时也需要快速成型。综合考虑,我们最终选择了P L AA /B S耗材。 设计思路概述 ABS/PLA耗材熔点为230℃左右,分解温度260℃以上,故其通常成型温度在250℃以下。控制回路使用温度传感器返回当前温度,反馈回路保证了温度保持恒定,控制器统一使用了单片机来输出指令 (3)控制回路方框图如下: 设置得空气温度→单片机→D/A转换器→加热电路→当前温度→温度传感器→A/D转换器→单片机 x y z三方向控制电机得设计 采用化繁为简得思路,将三维打印转化为二维进而转化为一维打印。即Z方向采用步进电机,由步进电机固定得给量算出所需得步进角,用这种方式将三维打印先转化为每一平面内得二维打印,再由Y方向也为步进电机带动,则每一平面内得二维打印又转化为很多条直线上得一维打印。 喷头移动及喷出量调节得设计
FDM型3D打印机设计
龙源期刊网 https://www.360docs.net/doc/6c11682414.html, FDM型3D打印机设计 作者:胡健邱鹏飞 来源:《科技风》2018年第25期 摘要:快速成型(FDM)是一种使用热塑性的塑胶材料将材料压成半熔融形态的细长丝状,然后将材料一层一层叠加从3 DCAD数据内建立原型的技术。本文在介绍快速成型(FDM)打印机基本内容的基础上,重点介绍了它的运行机制和机器结构,还对他的结构进 行了详细的分析。自制的FDM 3D打印机遵循3D打印机的标准设计思思路同时,设计人员可以在实践中不断修改和优化设计方案,以满足创新和创新的需要。 关键词:3D打印机;FDM技术;快速成型 目前,以3D打印为技术核心的“第三次工业革命”在全世界兴起了一股数字化制造业的热潮,随着中国等一批新兴国家不断向该领域进军,发达国家对3D打印技术的独导地位正在不断的减弱。本文主要介绍3D打印机的工作原理及性质,进而分析其结构组成,侧重研究分析机械部分三维打印端头的结构和影响打印端头精度的因素。最后结合电机的运动规律与机床的运动机构,设计出最完善的方案并制作成型。 1 FDM型3D打印机打印原理及结构分析 1.1 打印原理及过程 原理:快速成型技术的基本原理是先用软件画出产品的三维CAD模型,以设定好基本参数,取合理的的厚度对模型进行切片处理,即将3D模式转化为一步步的指令,一层层执行。机器加热喷头根据每一层的二维截面信息进行移动,送丝机构将丝材送往喷头,在喷嘴部件旁,塑胶丝体被充分加热到熔点并熔化,随后从喷嘴中加压成型,并将成型材料防止在工作台表面,然后在工作台上降温固化。,形成模型的一层。打印结束后,工作台面就会降低与该层厚度大小相同的高度。之后一直按照这个过程重复打印,直到整个实体模型完成打印为止。 过程:CAD三维建模→CAD模型的近似处理→切片处理→造型→后处理 1.2 结构分析 框架设计分析:采用了铝型材组装了打印机的基本框架。通过三轴联动平台、步进电机运动滑块、传动丝杠、导向光杆等部件组成基础传动系统,满足打印机在X、Y、Z三个方向的运动控制。
【工程师手册】3D打印机的结构及元器件
【工程师手册】3D打印机的结构及元器件 和通常我们见到的打印机一样,3D打印机也是由控制电路、驱动电路、数据处理电路、电源及输入输出模块这几个部分构成。重庆大学自动化学院罗克韦尔实验室将闪铸AdventurerⅢ3D打印机拆解开来,对其主要元器件逐个进行分析。从外观来看,采用FDM 熔融层积成型技术面相的个人消费者的3D打印机的结构并不复杂,甚至有点简陋,不过也正是这样的原因才能够将3D打印机的价格从几万甚至几十万美元降低到几千元人民币。目前,消费级的3D打印机主要都由PC电源、主控电路、步进电机及控制电路、高温喷头和工件输出基板这几个部分组成,外面用木板来固定,采用非密闭式铸模平台。我们测试的这款闪铸AdventurerⅢ3D打印机相对比较高端,不仅能够通过USB连接线连接电脑进行打印控制,还能够插入储存有3D模型文件的SD卡,通过LCD打印控制界面来进行控制打印。 我们可以看到其核心是一块采用ATmega1280-16AU(16MHz)8位AVR微处理器的主电路板,通过这块主电路板将处理后的3D模型文件转换成X、Y、Z轴和喷头供料的步进电机数据,交给4个步进电机控制电路进行控制,然后让步进电机控制电路控制工件输出基板的X-Y平面移动、喷头的垂直移动和喷头供料的速度,比较精确地让高温喷头将原料(ABS塑料丝)融化后一层一层地喷在工件输出基板上,形成最终的实体模型。 从硬件结构上来说,闪铸AdventurerⅢ3D打印机并不复杂,成本也并不是太高,据重庆大学自动化学院副院长林景栋教授介绍其主控制电路成本也就100元左右,一套步进电机和控制电路的成本也在100元左右,可加热的工件输出基板和喷头成本也不是太高。在得知它配备的航嘉磐石355电源售价超过200元后,自动化学院的廖孝勇老师笑着对我们说,这个电源可能是这款打印机里面硬件成本最高的配件。
3D打印机的构造
. 3D打印机的构造 Sat, Nov 17 2012 09:05:00 在叶晓劼文章来自 Consumer applications?Manufacture?Instrumentation?300 查看 之前有篇blog中Frank为大家讲述了什么是3D打印,有很多朋友问我,可不可以对这个新奇的3D阐述得更为准确,其实Frank 也是学电子的,3D打印其实涉及得更多的是自动化与艺术设计造型,所以Frank在了解一定的3D打印后,为大家更详细地说说,3D打印的每个模块是如何工作以及一些简单的原理步骤介绍。 . . 3D打印时代已经来到 什么是3D打印?举个简单的实例。假如你在虚拟游戏中看到一
如果你有他的个喜欢的人物或者宠物,而你又没有办法得到他,打印机可以帮助你实现梦想,给你打印一个3D三维模型,那么打印机。与你提供的模型完全一样的人物或者宠物,这就是3D 打印机又叫三维立体打印机,也可以称之为快速成型机,它3D 能制造从牙刷到凉鞋等许多家庭是用液体或粉状塑料制造物品,打印机在建筑设计、食品制作、微型模型、复杂3D用品。目前结构、零配件、趣味模型等领域都已经有了一定的应用。 3D简单的打印原理. . 看了很多3D打印的视频和模型,你会被它神奇的克隆能力惊呆了,这太神奇了,完全是神奇的克隆机器嘛。这样的高科技到底是怎么工作的呢? 说起它的原理,它一点都不复杂,其运作原理和传统打印机工作原理基本相同,也是用喷头一点点“磨”出来的。只不过3D打印它的喷的不是墨水,而是液体或粉末等“打印材料”,利用光固化和纸层叠等技术的快速成型装置。通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。 下面我们就以Makerbot公司(这家公司的创始人之一Bre