机器视觉及其应用
河 北 科 技 大 学 学 报
第21卷 第4期JO U RN A L OF HEBEI U N IV ERSI T Y OF V ol.21 N o.4总第55期 2000年SCI EN CE A N D T ECHN OL O GY Sum55 2000
文章编号:1008-1542(2000)04-0011-05
机器视觉及其应用
刘曙光1,刘明远2,何 钺2
(1.西北纺织工学院,陕西西安 710048;2.西安交通大学机械学院,陕西西安 710049)
摘 要:介绍了机器视觉的研究内容,比较了机器视觉与人类视觉的差异,分析了机器
视觉研究状况,并对机器视觉今后的发展方向做了展望,最后阐述了机器视觉的应用。
关键词:机器视觉;通用视觉;目的视觉;目标识别
中图分类号:TH115 文献标识码:A
1 机器视觉的研究内容
人们从外界环境获取的信息中,80%来自于视觉,其他来自于触觉、听觉、嗅觉等感觉器官。当人们的眼睛从周围环境获取大量信息,并传入大脑后,由大脑根据知识或经验,对信息进行加工、推理等处理工作,最后识别、理解周围环境,包括环境内的对象物,如运动物体,物体间的相对位置、形状、大小、颜色、纹理、运动还是静止等。机器视觉就是用计算机模拟人眼的视觉功能,从图像或图像序列中提取信息,对客观世界的三维景物和物体进行形态和运动识别。机器视觉研究的目的之一就是要寻找人类视觉规律,从而开发出从图像输入到自然景物分析的图像理解系统。
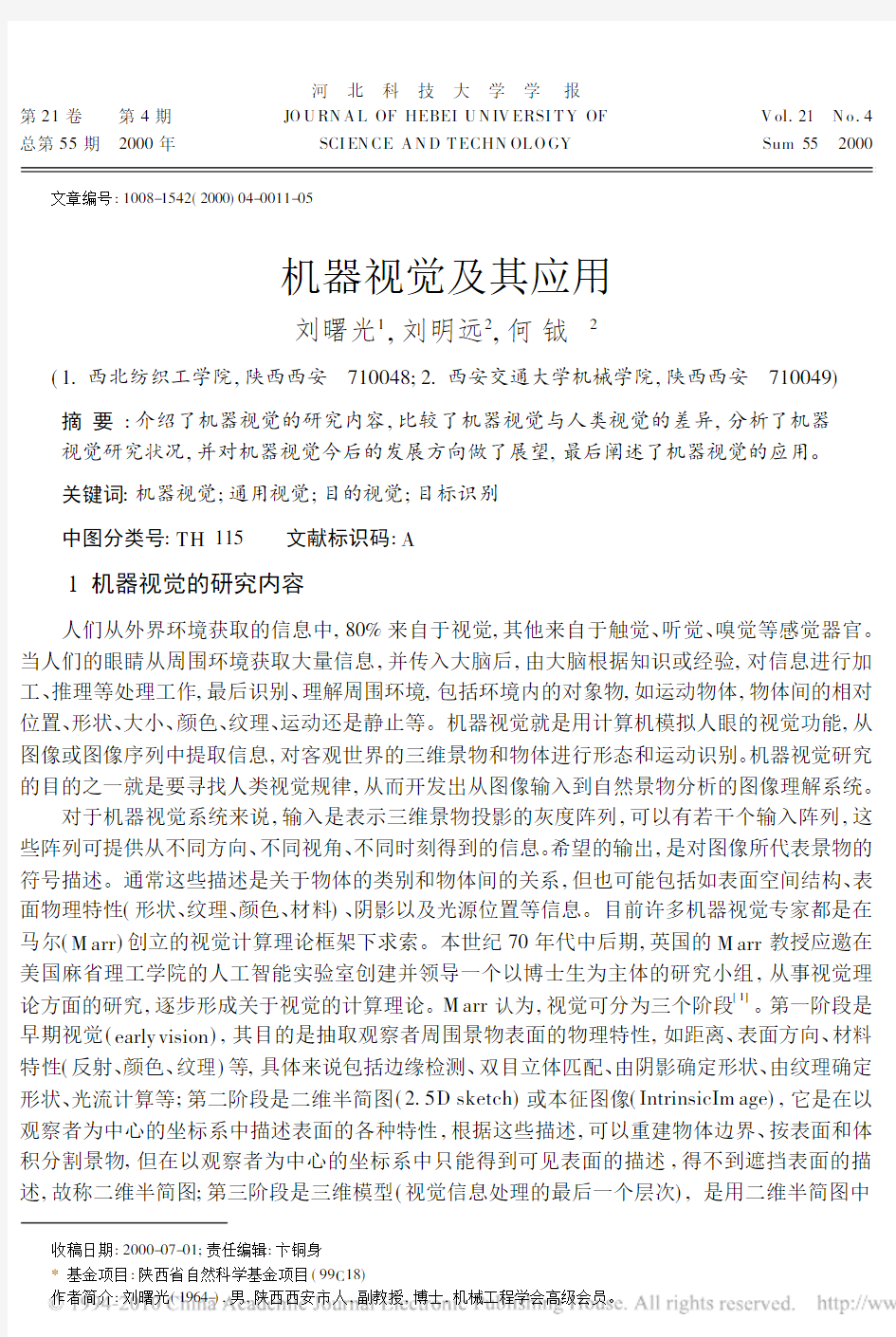
对于机器视觉系统来说,输入是表示三维景物投影的灰度阵列,可以有若干个输入阵列,这些阵列可提供从不同方向、不同视角、不同时刻得到的信息。希望的输出,是对图像所代表景物的符号描述。通常这些描述是关于物体的类别和物体间的关系,但也可能包括如表面空间结构、表面物理特性(形状、纹理、颜色、材料)、阴影以及光源位置等信息。目前许多机器视觉专家都是在马尔(M arr)创立的视觉计算理论框架下求索。本世纪70年代中后期,英国的M arr教授应邀在美国麻省理工学院的人工智能实验室创建并领导一个以博士生为主体的研究小组,从事视觉理论方面的研究,逐步形成关于视觉的计算理论。M arr认为,视觉可分为三个阶段[1]。第一阶段是早期视觉(early vision),其目的是抽取观察者周围景物表面的物理特性,如距离、表面方向、材料特性(反射、颜色、纹理)等,具体来说包括边缘检测、双目立体匹配、由阴影确定形状、由纹理确定形状、光流计算等;第二阶段是二维半简图(2.5D sketch)或本征图像(IntrinsicIm age),它是在以观察者为中心的坐标系中描述表面的各种特性,根据这些描述,可以重建物体边界、按表面和体积分割景物,但在以观察者为中心的坐标系中只能得到可见表面的描述,得不到遮挡表面的描述,故称二维半简图;第三阶段是三维模型(视觉信息处理的最后一个层次),是用二维半简图中
收稿日期:2000-07-01;责任编辑:卞铜身
*基金项目:陕西省自然科学基金项目(99C18)
作者简介:刘曙光(1964-),男,陕西西安市人,副教授,博士,机械工程学会高级会员。
得到的表面信息建立适用于视觉识别的三维形状描述,这个描述应该与观察者的视角无关,也就是在以物体为中心的坐标系中,
以各种符号和几何结构描述物体的三维结构和空间关系。
图1 视觉三阶段
2 机器视觉与人类视觉的差异
对于人的视觉来说,由于人的大脑和神经的高度发展,其目标识别能力很强。但是,人的视觉也同样存在障碍,例如,即使具有一双敏锐视觉和极为高度发达头脑的人,一旦置于某种特殊环境(即使曾经具备一定的先验知识),其目标识别能力也会急剧下降。事实上人们在这种环境下面对简单物体时,仍然可以有效而简便地识别,而在这种情况下面对复杂目标或特殊背景时,则在视觉功能上发生障碍,两者共同的结果是导致目标识别的有效性和可靠性的大幅度下降。将人的视觉引入机器视觉中,机器视觉也存在着这样的障碍。它主要表现在三个方面[2]:一是如何准确、高速(实时)地识别出目标;二是如何有效地增大存储容量,以便容纳下足够细节的目标图像;三是如何有效地构造和组织出可靠的识别算法,并且顺利地实现。前两者相当于人的大脑这样的物质基础,这期待着高速的阵列处理单元,以及算法(如神经网络[3]、分维算法[4]、小波变换[5]等算法)的新突破,用极少的计算量以及高度地并行性实现功能。为了便于理解,现将人的视觉与机器视觉对比列于表1、表2。
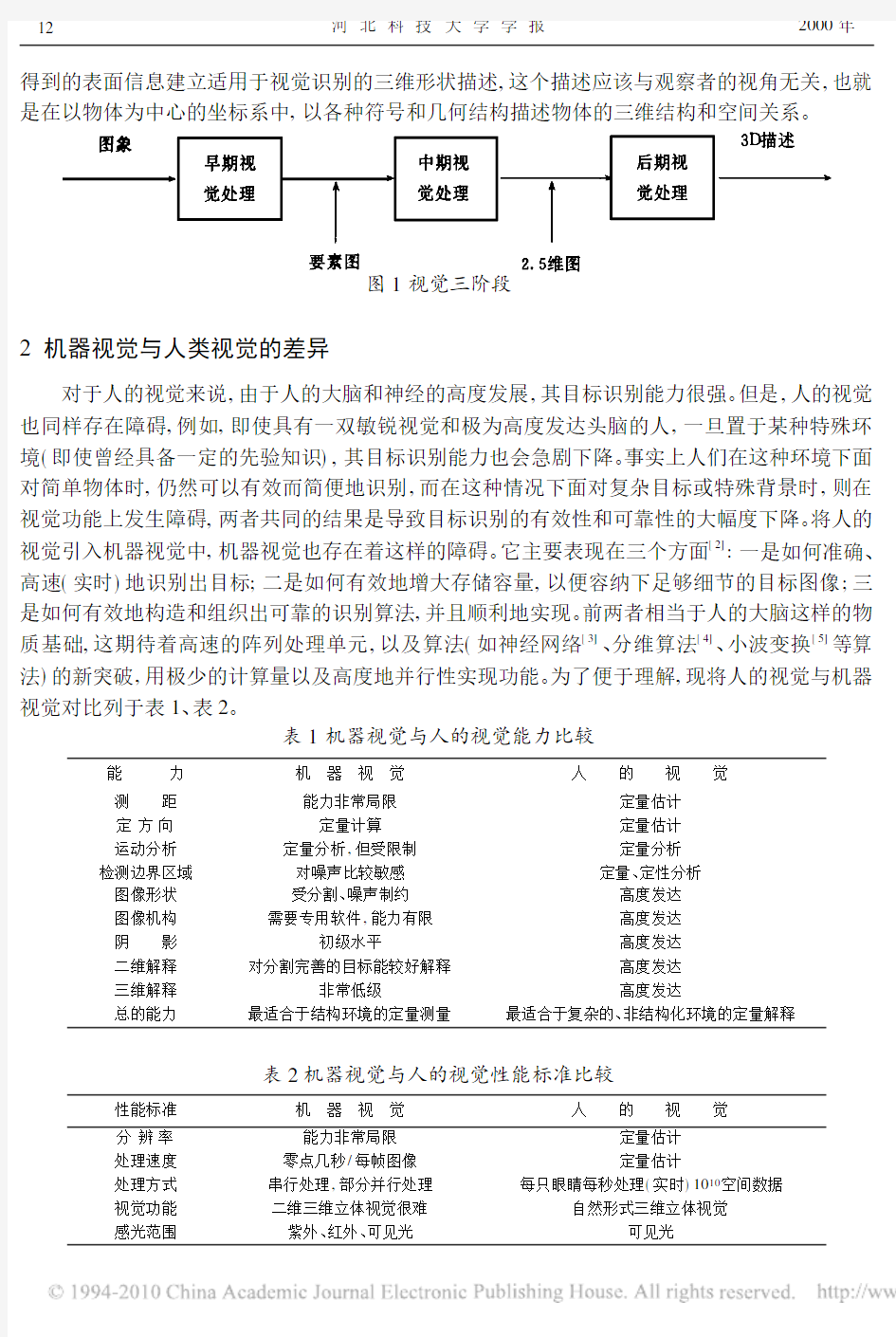
表1 机器视觉与人的视觉能力比较
能 力
机 器 视 觉人 的 视 觉测 距
能力非常局限定量估计定方向
定量计算定量估计运动分析
定量分析,但受限制定量分析检测边界区域
对噪声比较敏感定量、定性分析图像形状
受分割、噪声制约高度发达图像机构
需要专用软件,能力有限高度发达阴 影
初级水平高度发达二维解释
对分割完善的目标能较好解释高度发达三维解释
非常低级高度发达总的能力最适合于结构环境的定量测量最适合于复杂的、非结构化环境的定量解释
表2 机器视觉与人的视觉性能标准比较
性能标准
机 器 视 觉人 的 视 觉分辨率
能力非常局限定量估计处理速度
零点几秒/每帧图像定量估计处理方式
串行处理,部分并行处理每只眼睛每秒处理(实时)1010空间数据视觉功能
二维三维立体视觉很难自然形式三维立体视觉感光范围紫外、红外、可见光可见光
12河北科技大学学报 2000年
3 机器视觉的研究现状与展望
3.1 传统的通用视觉模型
传统的通用视觉模型是以Marr 视觉理论为框架的。近30年来,Marr 视觉计算理论虽取得了巨大成功,包括计算理论层上发现了许多重要的基本约束、数据结构算法层上发展了各种算法以及建立起一些早期视觉的实验系统等,但它也存在着一定的问题:
1)Marr 理论认为视觉任务是由2D 图像恢复3D 场景,而由于成像过程中存在投影、遮挡、各种场景因素的混合、畸变和噪声等,使作为成像过程逆过程的视觉过程不适应,且极为困难,而且由于真实世界极为复杂,要想通过高度结构化的表示获得3D 模型的客观描述是很困难的。此外,近年来很多人认为视觉任务并不总以恢复3D 场景为目标,很多情况下并不需要建立3D 模型。
2)M arr 框架立足于建立通用视觉模型,尤其在视觉处理早期,基本不针对具体问题,为保证通用性而采用一些简单的假设和基本的约束,例如,认为场景由规则表面构成,即满足平滑性约束等。Pavlids 指出[6],机器视觉发展缓慢的原因之一是采用了过分简单不现实的模型假设求解问题。
3)M arr 框架强调表示而不是过程,而后者允许在完成相同的视觉处理任务的前提下由一种表示变成另一种表示,故M arr 框架对视觉处理是静态的。它对信息处理是一种单向串行的自低向上的3级加工过程,前一级处理结果的好坏直接影响后一级处理,而高层信息不对低层反馈,没有高层次的知识参与即可形成要素图和2.5D 图,知识和经验只作用于从2.5D 到3D 的过渡,这种过于冯诺曼的结构使M ar r 框架缺乏灵活性和自适应性。
4)该框架将视觉处理的早期看成是被动接受信号的过程,这与生物视觉系统不相符,事实上,生物对外界刺激不是简单的被动反应,而是通过身体移动或眼动等方式改变视场,有选择地感知感兴趣的信息。
3.2 目的视觉(Purposive Vision )
与传统的通用视觉不同,主动视觉强调两点[7]
,一是认为视觉系统应具有主动感知的能力,二是认为视觉系统应基于一定的任务(Task Directed)或目的(Purposive Directed)。生物视觉系统的研究成果表明,感知不仅是对外界刺激的被动反映,而更应是有目的、有选择地主动搜索感兴趣信息的过程,主动视觉认为在视觉信息获取过程中,应更主动地调整摄像机的参数,如方向、焦距、孔径等并能使摄像机迅速对准感兴趣的物体。更一般地,它强调注视机制(Attentio n ),强调对分布于不同空间范围和时间段上的信号采用不同的分辨率有选择性地感知,这种主动感知既可在硬件层上通过摄像机物理参数的调整实现,也可以在基于被动摄像机的前提下,在算法和表示层上通过对已获得的数据有选择性地处理实现。同时,主动视觉认为不基于任何目的的视觉过程是毫无意义的,必须将视觉系统与具有的目的(如导航、识别、操作等)相联系,从而形成感知/作用环(Perception/Actio n Cycle)。目前,目的视觉研究中极具吸引力的研究领域有以下几个方面[8]:1)选择注意(Selective Attentio n)机制及空间变化(Space Variant)的信号表示与处理;2)注视控制(Gaze Contr ol);3)学习能力。
3.3 机器视觉的进一步发展方向
主张目的视觉的研究者普遍认为,以3D 景物重建为特征基于3D 世界统一模型表示对通用视觉是一种理想化的不现实的模型,只存在于理论中,有人认为继续沿用通用模型框架发展机器视觉是一种徒劳,这主要是基于如下考虑:1)目前的计算机远不具备生物视觉处理的高速并行的13 第4期 刘曙光等 机器视觉及其应用
14河北科技大学学报 2000年
能力、丰富的视觉感知能力及各种暗示和知识推理能力,试图建立一种不基于具体目的的通用的人工视觉系统是极为困难的;2)由于客观世界比通用视觉模型假设要复杂得多,试图通过过于简化的约柬和高度结构化的表示获得3D模型的客观描述是根本不可能的;3)通过视觉规定的视觉任务要求过高,而且也不必要,很多情况下根本不需要构造3D模型就可完成某种视觉任务;
4)生物视觉系统与其所处的环境和所要完成的任务相结合,人工视觉系统也应与具体的任务相关,不基于具体目的研究视觉处理毫无意义,由此建立的视觉系统根本就是不实用的[9]。
而通用视觉理论主义者认为,通用视觉模型为机器视觉的研究奠定了坚实的基础,对它的研究可以促进对生物视觉机理的理解,不应放弃。仅基于目的视觉,机器视觉将无法看到一些意想不到的(unex pected)、不受欢迎的(unw elcom e)或不大可能的(impr obable)的东西。对于Marr框架所遇到的问题,目的视觉只是通过将视觉处理与目的相联系将约束具体化,并没有提供解决问题的真正途径[9]。
实际上,通用视觉和目的视觉理论都有各自无法胜任的领域,通用视觉模型为机器视觉模型建立起系统的理论框架,虽然它所规定的视觉任务较单一且要求高,但它对认识视觉过程的本质是具有指导意义的。现在看来,它应是机器视觉研究的远期目标;而目的视觉则为面向应用的实时视觉系统的建立提供了有效的方法,为通用视觉的实现建立了近期易于实现的子目标。另外,通用视觉的研究更偏重于基础理论,目的视觉更面向应用,它们是一个问题的两个方面,两者都是值得研究的。通用视觉的研究应借鉴于目的视觉中的主动感知、反馈控制等成果,目的视觉的研究应重视发展通用而非过于依赖任务具体条件的约束,为通用视觉的研究寻求新的生长点。为此,应重视下面的一些研究领域[10]:1)知识获取与推理;2)重视分割;3)反馈控制与多信息融合。
4 机器视觉的应用
4.1 机器视觉的硬件组成
当三维世界分别在人的左、右眼球视网膜上形成一
幅二维图像后,人脑就把两幅视网膜图像在视觉皮层融
合,从而获得清晰的深度信息,产生三维世界形状。由于
智能机器人和其他应用领域对实时处理的迫切需要,用
于机器视觉处理的专用硬件己出现。例如:1)专业并行
处理计算机,它可以进行阵列处理(Array Pr ocessing)、
流水线处理(Pipeline processing)和多重处理
(Multipro cessing);2)用于照相机测距的大规模集成电路芯片;3)以视频速度完成二维DCG函数滤波的卷积器;4)实时实用立体视觉匹配器;5)目前已出现了在同一集成电路芯片上完成光信号敏感、模/数信号转换和初级视觉信息处理的功能组件;6)以芯片为基础构成能跟踪物体三维运动的组合件。
4.2 与机器视觉相关的领域
机器视觉是一门已迅速发展的新领域,它从理论上、看法上涉及到人工智能、神经生物学、心理物理学、计算机科学、图像处理、图像理解、模式识别等多个领域,是一门多学科交叉的边缘科学,而图像处理、图像理解、模式识别与机器视觉密切联系,现简单介绍:
1)图像处理:图像处理是把输入图像转换成具有所希望特性的另一幅图像,例如滤波、锐化、增强等。
2)模式识别:是根据图像的统计特性或结构信息把输入图像分成预定的类别,它可以看作是
输出为物体类别的机器视觉的特殊情况。
3)图像理解:它与机器视觉有着基本相同的含义,对于给定的图像,图像理解不仅描述图像本身,而且描述图像所代表的景物。
4.3 机器视觉的应用
机器视觉被称为自动化的眼睛,在国民经济、科学研究及国防建设等领域都有着广泛的应用。视觉的最大优点是与被观测的对象无接触,因此对观测与被观测者都不会产生任何损伤,十分安全可靠,这是其他感觉方式无法比拟的。另外,视觉方式所能检测的对象十分广泛,可以说是对对象不加选择。理论上,人眼观察不到的范围,机器视觉也可以观察,例如红外线、微波、超声波等人类就观察不到,而机器视觉则可以利用这方面的敏感器件形成红外线、微波、超声波等图像。因此可以说是扩展了人类的视觉范围。另外,人无法长时间地观察对象,机器视觉则不知疲劳,始终如一地观测,所以机器视觉可以广泛地用于长时间恶劣的工作环境。
下面列举的是已取得的一些应用成果:
1)工业上的应用。生产线上部件安装,自动焊接,切割加工;大规模集成电路生产线上自动连接引线、对准芯片和封装;石油、煤矿等钻探中数据流自动监测和滤波;在纺织、印染业进行自动分色、配色。
2)在各类检验、监视中的应用。如检查印刷底板的裂痕、短路及不合格的连接部,检查标签文字标记,玻璃产品的裂痕和气泡等。
3)商业上的应用。自动巡视商店或其他重要场所门廊,自动跟踪可疑的人并及时报警。
4)在遥感方面 自动制图,卫星图像与地形图对准,自动测绘地图;国土资源管理,如森林、水面、土壤的管理等;还可以对环境、火警自动监测。
5)医学方面 对染色体切片、癌细胞切片、X 射线图像、超声波图像的自动检查,进而自动诊断等。
6)军事方面 自动监视军事目标,自动发现、跟踪运动目标,自动巡航捕获目标和确定距离。
7)残疾人引路 如为盲人带路的“带路机器狗”等。
机器视觉的应用是多方面的,它已经取得并将继续取得越来越广泛的应用。
参考文献:
[1] M arr D.Vision [M ].W H Fr eeman and Compan y,1982.
[2] 王斌,罗志勇,刘栋玉,等.机器视觉心理与分辨锥体的应用[J ].华中理工大学学报,1996,24(6):59~62.
[3] Zu rada J M .Intr od uction Artificial Neural Netw ork Systems[M ].San Francis co.W es t Publishing Company,1992.
[4] M andelbrot,Th e Fractal Geometry of Nature[M ].San Francisco,Freem an ,1982.
[5] Chui C K.An Introdu ction to Wavelets[M ],Academic Press ,In s.,1992.
[6] Pavlid is T.W hy Prog res s in M achine Vis ion Is S o Slow [J].Pattern Recognition Letters ,1992,13(4):221-225.
[7] Jollin J M .Computer Vis ion M ethodologies [J ].C VGIP :Image Understanding ,1994,56(1):53-71.
[8] Sw ain M J ,Strick er M A.Promising Direction s in Active Vision[J ].International Journ al of C om puter Vision ,1993,109-
126.
[9] Tarr M J,Black M J.Dialogue,A Comp utational and Evolutionary Pers pective on the Role of Repres entation in Vision[J ]
.CVGIP:Image Un ders tandin g,1994,60(2):65-73.
[10] 龙芸,郑南宁.计算机视觉模型的研究与发展[J].信息与控制,1997,26(2):112-116.(下转第26页)
15 第4期 刘曙光等 机器视觉及其应用
26河北科技大学学报 2000年
3 结 论
1)芳烃氨氧化反应催化剂载体应具有适宜的比表面积和较大的孔径。
2)硅胶扩孔方法中,间苯二甲胺加压扩孔法效果较好。
3) -Al2O3较 -Al2O3作为载体制备氨氧化反应催化剂,具有较好的催化性能。
参考文献:
[1] 韩其勇,谈介义,郑洁修,等.邻氯甲苯氨氧化制邻氯苯腈的新型催化剂[P].CN,1045532A.1990-09-26.
[2] 长沙市化工研究所氨氧化试验组.氨氧化制百菌清中间体——间苯二腈[J].农药工业,1978(1):14-17.
[3] 王小永,杨兰英,刁锡华.2,6-二氯苯甲腈的合成技术进展[J].河北科技大学学报,1999,20(1):5-9.
[4] 王小永,杨兰英,刁锡华.芳烃氨氧化反应催化剂的研制进展[J].河北科技大学学报,2000,21(1):26-29.
[5] 朱洪法.催化剂载体[M].北京:化学工业出版社,1980,185-192.
[6] 广东省化工研究所有机室.间二甲苯氨氧化研究[J].广东化工,1977,(2):6-21.
[7] 李大东.控制氧化铝孔径的途径[J].石油化工,1989,18(7):488-493.
Study on the Expansive M ethods for the Carrier of
the Ammoxidation Catalyst
WANG Xiao-yong1 YANG Lan-ying2 DIAO Xi-hua2
(1.College o f Sciences,Hebei U niv ersity o f Science and T echno log y,Shijiazhuang Hebei050018,China;
2.Co llege o f Chemical and P harma ceuticd Engineer ing,Hebei U niver sity of Science and T echnolog y,
Shijiazhuang Hebei050018,China)
Abstract:T he different ex pa nsiv e methods for silical g el and aluminum ox ide w ere studied.T he am mox idatio n rea ct ion cataly sts w er e prepared and their catalytic pr oper ty wer e analy zed.It w as point ed o ut that,in o rder to impr ove the selective pr opert y o f the ammox idatio n r eact ion cat aly st the car rier must have pr oper sur face ar ea and big g er por e diameter.
Key words:ammox idation;catalyst;carr ier;por e diameter
(上接第15页)
T he M achine Vision and Its A pplication
LIU Shu-g uang1 LIU Ming-y uan2 HE Yue2
(1.N or th-w est Engineer ing I nstitute of T ex tile,Xi'an710048,China;2.Xi'an Jiaoto ng U niver sity X i'an
710049,China)
Abstract:T he paper int ro duces the r esea rch o n the machine v isio n,com par es the ma chine vision w ith the mankind visio n,a nd analyzes the r esearch sit uat ion in this field.It also put s for wo r d t he pro spects fo r the dev elopment in the study of machine vision and its applicatio n in different fields.
Key words:machine v isio n;univer al vision;o bjectiv e vision;o bjectiv e distinct ion
《机器视觉及其应用》习题
第一章机器视觉系统构成与关键技术 1、机器视觉系统一般由哪几部分组成?机器视觉系统应用的核心目标是什么?主要的分 成几部分实现? 用机器来延伸或代替人眼对事物做测量、定位和判断的装置。组成:光源、场景、摄像机、图像卡、计算机。用机器来延伸或代替人眼对事物做测量、定位和判断。三部分:图像的获取、图像的处理和分析、输出或显示。 2、图像是什么?有那些方法可以得到图像? 图像是人对视觉感知的物质再现。光学设备获取或人为创作。 3、采样和量化是什么含义? 数字化坐标值称为取样,数字化幅度值称为量化。采样指空间上或时域上连续的图像(模拟图像)变换成离散采样点(像素)集合的操作;量化指把采样后所得的各像素的灰度值从模拟量到离散量的转换。采样和量化实现了图像的数字化。 4、图像的灰度变换是什么含义?请阐述图像反色算法原理? 灰度变换指根据某种目标条件按照一定变换关系逐点改变原图像中每一个像素灰度值,从而改善画质,使图像的显示效果更加清晰的方法。对于彩色图像的R、G、B各彩色分量取反。 第二章数字图像处理技术基础 1、对人类而言,颜色是什么?一幅彩色图像使用RGB色彩空间是如何定义的?24位真彩 色,有多少种颜色? 对人类而言,在人类的可见光范围内,人眼对不同波长或频率的光的主观感知称为颜色。 一幅图像的每个像素点由24位编码的RGB 值表示:使用三个8位无符号整数(0 到255)表示红色、绿色和蓝色的强度。256*256*256=16,777,216种颜色。 2、红、绿、蓝三种颜色为互补色,光照在物体上,物体只反射与本身颜色相同的色光而吸 收互补色的光。一束白光照到绿色物体上,人类看到绿色是因为? 该物体吸收了其他颜色的可见光,而主要反射绿光,所以看到绿色。 3、成像系统的动态范围是什么含义? 动态范围最早是信号系统的概念,一个信号系统的动态范围被定义成最大不失真电平和噪声电平的差。而在实际用途中,多用对数和比值来表示一个信号系统的动态范围,比如在音频工程中,一个放大器的动态范围可以表示为: D = lg(Power_max / Power_min)×20; 对于一个底片扫描仪,动态范围是扫描仪能记录原稿的灰度调范围。即原稿最暗点的密度(Dmax)和最亮处密度值(Dmin)的差值。 我们已经知道对于一个胶片的密度公式为D = lg(Io/I)。那么假设有一张胶片,扫描仪向其投射了1000单位的光,最后在共有96%的光通过胶片的明亮(银盐较薄)部分,而在胶片的较厚的部分只通过了大约4%的光。那么前者的密度为: Dmin=lg(1000/960)= 0.02; 后者的密度为: Dmax=lg(1000/40)= 1.40 那么我们说动态范围为:D=Dmax-Dmin=1.40-0.02=1.38。
机器视觉在自动化生产中的应用
机器视觉在自动化生产中的应用 如今,自动化技术在我国发展迅猛,人们对于机器视觉的认识更加深刻,对于它的看法也发生了很大的转变。机器视觉系统提高了生产的自动化程度,让不适合人工作业的危险工作环境变成了可能,让大批量、持续生产变成了现实,大大提高了生产效率和产品精度。快速获取信息并自动处理的性能,也同时为工业生产的信息集成提供了方便。随着机器视觉技术成熟与发展,我们不难发现其应用范围越加的广泛,根据这些领域,我们大致可以概括出机器视觉的五大典型应用,这五大典型应用也基本可以概括出机器视觉技术在工业生产中能够起到的作用。 一、图像识别应用 图像识别,是利用机器视觉对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。图像识别在机器视觉工业领域中最典型的应用就是二维码的识别了,二维码就是我们平时常见的条形码中最为普遍的一种。将大量的数据信息存储在这小小的二维码中,通过条码对产品进行跟踪管理。通过机器视觉系统,可以方便的对各种材质表面的条码进行识别读取,大大提高了现代化生产的效率。 二、图像检测应用 检测是机器视觉工业领域最主要的应用之一,几乎所有产品都需要检测,而人工检测存在着较多的弊端,人工检测准确性低,长时间工作的话,准确性更是无法保证,而且检测速度慢,容易影响整个生产过程的效率。因此,机器视觉在图像检测的应用方面也非常的广泛,例如:硬币边缘字符的检测。2000年10月新发行的第五套人民币中,壹圆硬币的侧边增强了防伪功能,鉴于生产过程的严格控制要求,在造币的最后一道工序上安装了视觉检测系统。另外,其还可应用于印刷过程中的套色定位以及较色检查、包装过程中的饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别,玻璃瓶的缺陷检测等。其中,机器视觉系统对玻璃瓶的缺陷检测,也包括了药用玻璃瓶范畴,也就是说机器视觉也涉及到了医药领域,其主要检测包括尺寸检测、瓶身外观缺陷检测、瓶肩部缺陷检测、瓶口检测等。 三、视觉定位应用 视觉定位要求机器视觉系统能够快速准确的找到被测零件并确认其位置。在半导体封装领域,设备需要根据机器视觉取得的芯片位置信息调整拾取头,准确拾取芯片并进行绑定,这就是视觉定位在机器视觉工业领域最基本的应用。 四、物体测量应用 机器视觉工业应用最大的特点就是其非接触测量技术,同样具有高精度和高速度的性能,但非接触无磨损,消除了接触测量可能造成的二次损伤隐患。常见的测量应用包括,齿轮,接插件,汽车零部件,IC元件管脚,麻花钻,罗定螺纹检测等。 五、物体分拣应用 实际上,物体分拣应用是建立在识别、检测之后一个环节,通过机器视觉系统将图像进行处理,实现分拣。在机器视觉工业应用中常用于食品分拣、零件表面瑕疵自动分拣、棉花纤维分拣等。
机器视觉的现状及其应用
河北工业大学 院系:河北工业大学机械工程学院 班级:机研155班 姓名:翟云飞 学号: 201531204037 题目:机器视觉技术及其应用
目录 1.机器视觉的发展现状 2.机器视觉系统组成 2.1机器视觉系统的工作原理 3.机器视觉的应用 3.1基于机器视觉的FPC嵌入式检测系统检测系统 3.2基于机器视觉的柔性制造岛在线零件识别系统 3.3基于机器视觉的PCB光板缺陷检测技术 3.4新兴行业 4.机器视觉发展趋势 5.中国机器视觉产业的发展现状 5.1、随着产业化的发展对机器视觉的需求将呈上升趋势 5.2、统一开放的标准是机器视觉发展的原动力 5.3、基于嵌入式的产品将取代板卡式产品 5.4、标准化、一体化解决方案也将是机器视觉的必经之路 6.参考文献
1.中国机器视觉的发展趋势 近年来,机器视觉已经发展成为光电子的一个应用分支,广泛应用于微电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。机器视觉在中国的蓬勃发展,使从事机器视觉的公司和人员大量涌现。首先概述了机器视觉技术的基本原理并分析了机器视觉系统的构建;接着论述了机器视觉技术的当前主要应用领域与情况;最后分析了现阶段机器视觉技术存在的问题。 2.机器视觉系统组成及其工作原理 简言之,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 从原理上机器视觉系统主要由三部分组成:图像的采集、图像的处理和分析、输出或显示。—个典型的机器视觉系统应该包括光源、光学系统、图像捕捉系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块,如图1所示。
机器视觉课后心得体会
. ;.. 经过机器视觉技术及应用这门课程的学习,我觉得受益匪浅。可以说这门课 程更偏重于实践,也很好的锻炼了我们,老师讲课很认真,ppT准备的很详细,对于一些关键问题的讲解更是深入浅出。机器视觉技术,即采用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品即图像摄取装置,分CMOS 和CCD两种把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别,进而根据判别的结果来控制现场的设备动作。机器视觉主要用计算机来模拟人的视觉功能,但并不仅仅是人眼的简单延伸,更重要的是具有人脑的一部分功能一一从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。 机器视觉不同于计算机视觉,它涉及图像处理、人工智能和模式识别,机器视觉是将计算机视觉应用于工业自动化。 目前在机器视觉系统中;CCD 摄像机以其体积小巧、性能可靠、清晰度高等优点得到了广泛使用。机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。在未来的几年内,随着中国加工制造业的发展,对于机器视觉的需求也逐渐增多;随着机器视觉产品的增多,技术的提高,国内机器视觉的应用状况将由初期的低端转向高端。加之机器视觉的介入,自动化将朝着更智能、更快速的方向发展。 通过本课程的学习,我们掌握了一些机器视觉方面的基本知识。这门课对于我们生活方面有很大的实用性,可以让我们了解到机器视觉的基本构造,对成为技术应用型人才,适应社会和培养实践能力与技能都起到了很大的作用。这样的学习让我们将知识更灵活的运用,更好的将知识和实践结合在一起并转化为技能。 通过这门课程的学习,我们懂得更多,收获更多,提升了自身操作能力的同时又学到了很多东西,我相信在以后的课堂学习和实践学习中可以掌握更多更深入的知识,不断的提高自身的学习与应用能力。
机器视觉技术的在不同行业的应用-上海映初
机器视觉技术的在不同行业的应用 -上海映初智能科技有限公司工业4.0离不开智能制造,智能制造离不开机器视觉。如果说工业机器人是人类手的延伸、交通工具是人类腿的延伸,那么机器视觉就相当于人类视觉在机器上的延伸,是实现工业自动化和智能化的必要手段。机器视觉具有高度自动化、高效率、高精度和适应较差环境等优点,为我国工业自动化打开“新视界”。 传统工业制造企业在视觉图像技术方面需要构建四大能力: 第一、智能识别 海量信息快速收敛,从大量信息中找到关键特征,准确度和可靠度是关键。 第二、智能测量 测量是工业的基础,要求精准度。 第三、智能检测 在测量的基础上,综合分析判断多信息多指标,关键是基于复杂逻辑的智能化判断。第四、智能互联 图像的海量数据在多节点采集互联,同时将人员、设备、生产物资、环境、工艺等数据互联,衍生出深度学习、智能优化、智能预测等创新能力。 1、简介及分类 机器视觉是指利用相机、摄像机等传感器,配合机器视觉算法赋予智能设备人眼的功能,从而进行物体的识别、检测、测量等功能。机器视觉可以分为工业视觉、计算机视觉两类。
表1:机器视觉分类 a)构成及原理 机器视觉系统一般由光源、镜头、工业相机、图像采集卡、图像处理单元和视觉处理软件构成。 图1:机器视觉系统构成及工作原理 b)优势及特点
机器视觉具有高度自动化、高效率、高精度和适应较差环境的优点。 机器视觉性能优势优势原因 非接触测量对于观测者和被观测者都不会产生任何损伤,从而提高系统的可靠性 光谱响应范围较大具有交款的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围 超长待机能够长时间稳定工作,人类难以长时间对同一对象进行观察,而机器视觉则可以长时 间的测量、分析和识别任务 定位功能具备定位功能,能够自动判断物体的位置,并将位置信息通过一定的通信协议输出,此 功能多用于全自动装配和生产 测量功能测量功能,能够自动测量产品的外观尺寸,比如外协轮廓、孔径、高度、面积等尺寸的 测量 缺陷检测功能缺陷检测功能是机器视觉用的最多的一种功能,她可以检测产品表面的一些信息。基 本上需要用人眼来的产品品质,都可以用视觉技术来替代。 表2:机器视觉性能优势原理 是实现智能制造的必要手段 如果说工业机器人是人类手的延伸、交通工具是人类腿的延伸,那么机器视觉就相当于人类视觉在机器上的延伸。机器视觉实现了对工件尺寸、形状、颜色等特征的自动判断和识别,可以让机器代替人眼做测量和判断,是实现工业自动化和智能化的必要手段。 人类视觉机器视觉 精确性差,64灰度级,不能分辨微小的目标强,256灰度级,可观测微米级的目 标 速度性慢,无法看清较快运动的目标快,快门时间可达10微秒
机器视觉技术发展现状文献综述
机器视觉技术发展现状 人类认识外界信息的80%来自于视觉,而机器视觉就是用机器代替人眼来做 测量和判断,机器视觉的最终目标就是使计算机像人一样,通过视觉观察和理解 世界,具有自主适应环境的能力。作为一个新兴学科,同时也是一个交叉学科,取“信息”的人工智能系统,其特点是可提高生产的柔性和自动化程度。目前机器视觉技术已经在很多工业制造领域得到了应用,并逐渐进入我们的日常生活。 机器视觉是通过对相关的理论和技术进行研究,从而建立由图像或多维数据中获机器视觉简介 机器视觉就是用机器代替人眼来做测量和判断。机器视觉主要利用计算机来模拟人的视觉功能,再现于人类视觉有关的某些智能行为,从客观事物的图像中提取信息进行处理,并加以理解,最终用于实际检测和控制。机器视觉是一项综合技术,其包括数字处理、机械工程技术、控制、光源照明技术、光学成像、传感器技术、模拟与数字视频技术、计算机软硬件技术和人机接口技术等,这些技术相互协调才能构成一个完整的工业机器视觉系统[1]。 机器视觉强调实用性,要能适应工业现场恶劣的环境,并要有合理的性价比、通用的通讯接口、较高的容错能力和安全性、较强的通用性和可移植性。其更强调的是实时性,要求高速度和高精度,且具有非接触性、实时性、自动化和智能 高等优点,有着广泛的应用前景[1]。 一个典型的工业机器人视觉应用系统包括光源、光学成像系统、图像捕捉系统、图像采集与数字化模块、智能图像处理与决策模块以及控制执行模块。通过 CCD或CMOS摄像机将被测目标转换为图像信号,然后通过A/D转换成数字信号传送给专用的图像处理系统,并根据像素分布、亮度和颜色等信息,将其转换成数字化信息。图像系统对这些信号进行各种运算来抽取目标的特征,如面积、 数量、位置和长度等,进而根据判别的结果来控制现场的设备动作[1]。 机器视觉一般都包括下面四个过程:
机器视觉在医疗器械行业的运用
机器视觉在医疗器械行业的应用 摘要一次性注射针的外观缺陷是影响产品质量的主要因素。为了实现对注射针的外观缺陷检测自动化,本文研究了用西门子机器视觉[1]技术结合西门子自动化[2]设备在线检测注射针的外观缺陷并自动剔除不合格产品的方法。在实际生产过程的运用中,注射针检测系统得到了多家医疗器械厂商的好评。 关键词一次性注射针缺陷检测西门子机器视觉自动化 Abstract The defect on the appearance of the one-off injector pin is the main influencing factor to it’s quality. To realize defect inspection automatically for the defect on the appearance of the one-off injector pin, some defect inspecting methods for the one-off injector pin by SIMATIC machine vision combine with SIMATIC automatic equipment are studied in this article. In actual project, the equipment of Hang zhou Huafeng automatic company that inspects the appearance of the one-off injector pin obtained good effect from many medical instrument manufacturers. Key Words one-off injector pin, defect inspection, SIMATIC machine vision, automation 1 引言 随着医疗水平和医疗器械的不断提高和更新,一次性注射针以其方便、卫生的特点深受用户的喜爱,其需求量也迅速增大,而针头外观的好坏直接影响到一次性注射针的质量。所以为了减少不合格品的数量,需要增加检测工序。手工外观检验和产品标记昂贵和不可靠。同时又意味着不近人情的单调工作。这里,自动化机器视觉系统提供了解决这些问题的方案。 2 一次性注射针的缺陷 一次性注射针可以分为针座和针头两个部分。针座的缺陷对产品的质量影响可以不计。而针头就存在着两种缺陷情况:首先针头在制作过程中针尖部位可能会产生毛刺;其次针头在自动装配过程中可能会产生倒插现象(针尖部位被插入针座)。影响针头的几个缺陷为:针尖毛刺、倒插。其中倒插不仅会对产品的质量产生直接的影响,而且严重的会危害到人的
机器视觉简介
机器视觉概述 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 【应用领域】 机器视觉广泛应用于各个方面,广泛应用于微电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。 【基本构造】 一个典型的工业机器视觉系统包括:光源、镜头、CCD 照相机、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯/ 输入输出单元等。系统可再分为、主端电脑(Host Computer)、影像获取卡(Frame Grabber)与影像处理器、影像摄影机、CCTV镜头、显微镜头、照明设备、Halogen光源、LED光源高周波萤光灯源、闪光灯源、其他特殊光源、影像显示器、LCD、机构及控制系统、PLC、PC-Base控制器、精密桌台、伺服运动机台。 以上涵盖大部分的机器视觉系统组成部分,在本实验室中机器视觉的主要系统组成为:光源、工控机、工业相机、镜头;其中在进行算法设计时尽量的减少对于光源条件的依赖(实验室的光源性能一般,光照条件良好)。 图1 典型的机器视觉系统
图2 本实验室的机器视觉的主要组成 尽量以本实验室现有的实验条件为主,其他需要的部分按实际要求也可以添加。 【工作原理】 机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格/ 不合格、有/ 无等,实现自动识别功能。 【机器视觉系统的典型结构】 一个典型的机器视觉系统包括以下五大块: 1.照明 照明是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。光源可分为可见光和不可见光。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。可见光的缺点是光能不能保持稳定。如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。另一方面,环境光有可能影响图像的质量,所以可采用加防护屏的方法来减少环境光的影响。照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步。
机器视觉入门知识详解
机器视觉入门知识详解 随着工业4.0时代的到来,机器视觉在智能制造业领域的作用越来越重要,为了能让更多用户获取机器视觉的相关基础知识,包括机器视觉技术是如何工作的、它为什么是实现流程自动化和质量改进的正确选择等。小编为你准备了这篇机器视觉入门学习资料。 机器视觉是一门学科技术,广泛应用于生产制造检测等工业领域,用来保证产品质量,控制生产流程,感知环境等。机器视觉系统是将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 机器视觉优势:机器视觉系统具有高效率、高度自动化的特点,可以实现很高的分辨率精度与速度。机器视觉系统与被检测对象无接触,安全可靠。人工检测与机器视觉自动检测的主要区别有:
为了更好地理解机器视觉,下面,我们来介绍在具体应用中的几种案例。 啤酒厂采用的填充液位检测系统为例来进行说明: 当每个啤酒瓶移动经过检测传感器时,检测传感器将会触发视觉系统发出频闪光,拍下啤酒瓶的照片。采集到啤酒瓶的图像并将图像保存到内存后,视觉软件将会处理或分析该图像,并根据啤酒瓶的实际填充液位发出通过-未通过响应。如果视觉系统检测到一个啤酒瓶未填充到位,即未通过检测,视觉系统将会向转向器发出信号,将该啤酒瓶从生产线上剔除。操作员可以在显示屏上查看被剔除的啤酒 瓶和持续的流程统计数据。
机器人视觉引导玩偶定位应用: 现场有两个振动盘,振动盘1作用是把玩偶振动到振动盘2中,振动盘2作用是把玩偶从反面振动为正面。该应用采用了深圳视觉龙公司VD200视觉定位系统,该系统通过判断玩偶正反面,把玩偶处于正面的坐标值通过串口发送给机器人,机器人收到坐标后运动抓取产品,当振动盘中有很多玩偶处于反面时,VD200视觉定位系统需判断反面玩偶数量,当反面玩偶数量过多时,VD200视觉系统发送指令给振动盘2把反面玩偶振成正面。 该定位系统通过玩偶表面的小孔来判断玩偶是否处于正面,计算出玩偶中心点坐标,发送给机器人。通过VD200视觉定位系统实现自动上料,大大减少人工成本,大幅提高生产效率。 视觉检测在电子元件的应用:
机器视觉课后心得体会
经过机器视觉技术及应用这门课程的学习,我觉得受益匪浅。可以说这门课程更偏重于实践,也很好的锻炼了我们,老师讲课很认真,ppT准备的很详细,对于一些关键问题的讲解更是深入浅出。机器视觉技术,即采用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品即图像摄取装置,分CMOS 和CCD两种把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别,进而根据判别的结果来控制现场的设备动作。机器视觉主要用计算机来模拟人的视觉功能,但并不仅仅是人眼的简单延伸,更重要的是具有人脑的一部分功能一一从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。 机器视觉不同于计算机视觉,它涉及图像处理、人工智能和模式识别,机器视觉是将计算机视觉应用于工业自动化。 目前在机器视觉系统中;CCD 摄像机以其体积小巧、性能可靠、清晰度高等优点得到了广泛使用。机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。在未来的几年内,随着中国加工制造业的发展,对于机器视觉的需求也逐渐增多;随着机器视觉产品的增多,技术的提高,国内机器视觉的应用状况将由初期的低端转向高端。加之机器视觉的介入,自动化将朝着更智能、更快速的方向发展。 通过本课程的学习,我们掌握了一些机器视觉方面的基本知识。这门课对于我们生活方面有很大的实用性,可以让我们了解到机器视觉的基本构造,对成为技术应用型人才,适应社会和培养实践能力与技能都起到了很大的作用。这样的学习让我们将知识更灵活的运用,更好的将知识和实践结合在一起并转化为技能。 通过这门课程的学习,我们懂得更多,收获更多,提升了自身操作能力的同时又学到了很多东西,我相信在以后的课堂学习和实践学习中可以掌握更多更深入的知识,不断的提高自身的学习与应用能力。
机器视觉技术及其应用概述
机器视觉技术及其应用概述 姓名: 班级:机械0904班学号: 摘要:近年来,机器视觉已经发展成为光电子的一个应用分支,广泛应用于微 电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。机器视觉在中国的蓬勃发展,使从事机器视觉的公司和人员大量涌现。首先概述了机器视觉技术的基本原理并分析了机器视觉系统的构建;接着论述了机器视觉技术的当前主要应用领域与情况;最后分析了现阶段机器视觉技术存在的问题。 关键词:器视觉;技术;应用 机器视觉系统组成及其工作原理 机器视觉即用机器代替人眼来做测量和判断。机器视觉系统的工作流程大致为:被摄取目标——经图像摄取装臵——图像信号——经图像处理系统——数字信号——经抽取目标特征——判断结果并控制设备。该流程的实现需相应的硬件作为基础,典型的工业机器视觉系统构成有照明、镜头、相机、图像采集卡、视觉处理器等。下面将对机器视觉系统组成和工作原理进一步具体说明。 机器视觉系统组成 从原理上机器视觉系统主要由三部分组成:图像的采集、图像的处理和分析、输出或显示。—个典型的机器视觉系统应该包括光源、光学系统、图像捕捉系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块,如图1所示。 从中我们可以看出机器视觉是一项综合技术。其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。只有这些技术的相互协调应用才能构成一个完整的机器视觉应用系统。机器视觉应用系统的关键技术主要体现在光源照明、光学镜头、摄像机(CCD)、图像采集卡、图像信号处理以及执行机构等。以下分别就各方面展开论述。
机器视觉技术的发展及其应用
机器视觉技术的发展及其应用 秦亚航1,苏建欢2,余荣川1 ( 1.广西科技大学电气与信息工程学院,广西柳州545006;2.河池学院,广西宜州643006) 【摘要】机器视觉系统的特点是提高生产的柔性和自动化程度。随着信号处理理论和计算机技术的发展,该技术迅速发展。本文介绍了机器视觉的关键技术的发展现状,其中包括光源照明技术、光学镜头、摄像机及图像采集卡、图像信号处理、执行机构等,并论述了其主要的应用领域以及存在的一些问题。 【关键词】机器视觉;图像采集;图像处理 Development of Machine Vision and Applications QIN Ya-hang1,QIN Wei-nian,SU Jian-huan2,YU Rong-chuan1 (College of Electrical and Information Engineering ,Guangxi University of Science and Technology,Liuzhou 545006,China;He Chi Universiry,Yizhou643006,China) 【Abstract】The characteristics of the machine vision system is to improve the flexibility and automation of production. With the development of signal processing theory and computer technology, the technology is developing rapidly. This paper introduces the development status of the key technology of machine vision, including lighting technology, optical lens, camera and image acquisition card, image signal processing, actuators, etc,and discusses its main application field and some problems. 【Keywords】Machine vision; Image acquisition; The image processing 0前言 机器视觉可以理解为基于视觉技术的机器系统或学科。美国制造工程协会机器视觉分会 和美国机器人工业协会的自动化视觉分会对机器视觉下的定义为:“机器视觉是通过光学装 置和非接触的传感器自动地接受和处理一个真实物体的图像,通过分析图像获得所需信息或 用于控制机器运动的装置”[1]。机器视觉是计算机学科的一个重要分支,它综合了光学、机 械、电子、计算机软硬件等方面的技术,涉及到计算机、图像处理、模式识别、人工智能、 信号处理、光机电一体化等多个领域。图像处理和模式识别等技术的快速发展,也大大地推 动了机器视觉的发展。
机器视觉在农业中的应用
机器视觉在农业中的应用-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
机械与电子工程学院 级博士(硕士)研究生读书报告题目(居中): 学院: 学科、专业: 研究方向: 研究生: 指导教师: 日期:
机器视觉在农业中的应用 The Application of Machine Vision in Agriculture 学号:2010051145 姓名:郑玲 Zhengling 导师:赵春江 Zhao Chunjiang 专业:农业电气化与自动 Agricultural electrification and automation 摘要:随着计算机与图像处理技术的发展,机器视觉技术的研究与应用已扩展到农业工程领域,并在许多方面取得了重大成果。机器视觉在农业机械中的主要应用于农作物生长情况监测、农产品质量鉴定和农产品收获三个方面。概述了农业机械应用机器视觉技术所存在的问题和研究此项技术的开发方向。随着相关技术的发展, 机器视觉技术的应用必将大大提高农业机械的性能和水平, 并且是农业机械向现代化、智能化发展的方向。 关键词:机器视觉技术;农业生产;应用 Abstract: Along with the development of computer and image processing technology, the research and application of Machine vision technology has already expanded into the agricultural engineering field and got great achievements in many fields. Machine vision technology is mainly used in crop growth situation monitoring, produce quality appraisal and agricultural products harvest. The problems about the application of machine vision in agricultural machinery were summarized and the development direction of this technology was studied. With the development of this technology , the application of machine vision technology will greatly enhance the performance and the level of agricultural machinery ,and it is also the development direction of agricultural machinery towards the direction of modern and intelligent. Keywords: Machine vision technology; Agricultural production; Application 1 机器视觉技术在农作物生长检测中的研究 精准农业中一个重要内容是农作物生长信息的自动检测。通过对图像的处理和分析,可以及时评价作物生长中的缺水、缺肥以及虫害等现象,提示种植户采取相应措施。山东莱阳农学院陈佳娟采用计算机视觉技术,根据棉花叶片的孔洞及叶片边缘的残缺,来测定棉花在生长过程中虫害的受害程度。西北农林科技大学耿楠等用计算机视觉技术检测小麦个体的生长状态,分析了农作物生长检测中带有共性的图像处理方法,选择中值滤波法平滑图像中的噪声,用
机器视觉的基本原理及应用
机器视觉的基本原理及应用 机器视觉是配备有传感视觉仪器(如自动对焦相机或传感器)的检测机器,主要研究计算机来模拟认得视觉功能从客观事物图像中提取信息,进行处理并加以理解,最终用于实际检测,测量和控制。其中光学检测仪器占有比重非常高,可用于检测出各种产品的缺陷,或者用与判断并选择出物体,或者用来测量尺寸等,应用在自动化生产线上对物料进行校准与定位。是计算机视觉中最具有产业化的部分,主要大量应用于工厂自动化检测及机器人产业等。 机器视觉的基本原理 机器视觉系统是指用电脑来实现人的视觉功能,也就是用电脑来实现对客观的三维世界的识别。按现在的理解,人类视觉系统的感受部分是视网膜,它是一个三维采样系统。三维物体的可见部分投影到网膜上,人们按照投影到视网膜上的二维的像来对该物体进行三维理解。所谓三维理解是指对被观察物件的形状、尺寸、离开观察点的距离、质地和运动特征(方向和速度)等的理解。 机器视觉的系统 机器视觉系统主要由三部分组成:图像的获取、图像的处理和分析、输出或显示。
系统可再细分为 主端电脑(Host Computer) 影像撷取卡(Frame Grabber)与影像处理器 影像摄影机(CCTV镜头、显微镜头) 照明设备(高周波萤光灯源、LED光源、Halogen卤素灯光源、闪光灯源、其他特殊光源) 影像显示器(LCD) 机构及控制系统(PLC、精密桌台、PC-Base控制器、伺服运动机台) 机器视觉的特点 (1)机器视觉是一项综合技术,其中包括数字图像处理技术,机械工程技术,控制技术,电光源照明技术,光学成像技术,传感器技术,模拟与数字视频技术,计算机硬件技术,人机接口技术等这些技术在机器视觉中式并列关系,相互协调应用才能构成一个成功的工业机器视觉应用系统。 (2)机器视觉更强调实用性,要求能够适应工业生产中恶劣的环境,要有合理的性价比,要有通用的工业接口,能够由普通工作来操作,有较高的容错能力和安全性,不会破坏工业产品,必须有较强的通用性和可移植性。 (3)对机器视觉工程师来说,不仅要具有研究数学理论和编制
机器视觉的应用与发展
机器视觉的应用及发展 一台机器为什么能看到你?因为它有了自己的视觉。机器视觉技术是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。机器视觉主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制,技术最大的特点是速度快、信息量大、功能多。机器视觉主要用计算机来模拟人的视觉功能,但并不仅仅是人眼的简单延伸,更重要的是具有人脑的一部分功能一一从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。一个典型的工业机器视觉应用系统,包括数字图像处理技术、机械工程技术、控制技术、光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。 全球应用情况 在国外,机器视觉的应用普及主要体现在半导体及电子行业,其中大概40%-50%都集中在半导体行业。机器视觉系统还在质量检测的各个方面已经得到了广泛的应用,并且其产品在应用中占据着举足轻重的地位。除此之外,机器视觉还用于其他各个领域。 而在中国,视觉技术的应用开始于90年代,因为行业本身就属于新兴的领域,再加之机器视觉产品技术的普及不够,导致以上各行业的应用几乎空白。目前国内机器视觉大多为国外品牌像德国的basler、SONY、美国TEO等随着机器视觉的不断应用,公司规模慢慢做大,技术上已经逐渐成熟。 在行业应用方面,主要有制药、包装、电子、汽车制造、半导体、纺织、烟草、交通、物流等行业,用机器视觉技术取代人工,可以提供生产效率和产品质量。例如在物流行业,可以使用机器视觉技术进行快递的分拣分类,不会出现大多快递公司人工进行分拣,减少物品的损坏率,可以提高分拣效率,减少人工劳动。 主要问题和发展瓶颈 机器视觉可以看作是与人工智能和模式识别密切相关的一个子学科或子领域。限制机器视觉发展的瓶颈是多方面的,其中最重要的可以归结为三个方面:计算能力不足、认知理论未明以及精确识别与模糊特征之间的自相矛盾。 1.机器视觉面向的研究对象主要是图像和视频,其特点是数据量庞大、冗余信息多、特征空间维度高,同时考虑到真正的机器视觉面对的对象和问题的多样性,单一的简单特征提取算法(如颜色、空间朝向与频率、边界形状等等)难以满足算法对普适性的要求,因此在设计普适性的特征提取算法时对计算能力和存储速度的要求是十分巨大的,这就造成了开发成本的大幅度提高。 2. 如何让机器认知这个世界?这一问题目前没有成熟的答案,早期的人工智能理论发展经历了符号主义学派、行为主义学派、连接主义学派等一系列的发展但都没有找到令人满意的答案,目前较新的思想认为应该从分析、了解和模拟人类
机器视觉检测技术的应用
机器视觉检测技术的典型应用 机器视觉工业检测系统就其检测性质和应用范围而言,分为定量和定性检测两大类,每类又分为不同的子类。机器视觉在工业在线检测的各个应用领域十分活跃,如:印刷电路板的视觉检查、钢板表面的自动探伤、大型工件平行度和垂直度测量、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量等。此外,在许多其它方法难以检测的场合,利用机器视觉系统可以有效地实现。机器视觉的应用正越来越多地代替人去完成许多工作,这无疑在很大程度上提高了生产自动化水平和检测系统的智能水平。 机器视觉在质量检测中的应用实例 机器视觉系统在质量检测的各个方面得到了广泛的应用,例如:采用激光扫描与CCD探测系统的大型工件平行度、垂直度测量仪,它以稳定的准直激光束为测量基线,配以回转轴系,旋转五角标棱镜扫出互相平行或垂直的基准平面,将其与被测大型工件的各面进行比较。在加工或安装大型工件时,可用该认错器测量面间的平行度及垂直度。 以频闪光作为照明光源,利用面阵和线阵CCD作为螺纹钢外形轮廓尺寸的探测器件,实现热轧螺纹钢几何参数在线测量的动态检测系统。 视觉技术实时监控轴承的负载和温度变化,消除过载和过热的危险。将传统上通过测量滚珠表面保证加工质量和安全操作的被动式测量变为主动式监控。 用微波作为信号源,根据微波发生器发出不同波涛率的方波,测量金属表面的裂纹,微波的波的频率越高,可测的裂纹越狭小。 总之,类似的实用系统还有许多,这里就不一一概述了。下面我们较详细地介绍三个实用机器视觉系统。 基于机器视觉的仪表板总成智能集成测试系统 EQ140-II汽车仪表板总成是我国某汽车公司生产的仪表产品,仪表板上安装有速度里程表、水温表、汽油表、电流表、信号报警灯等,其生产批量大,出厂前需要进行一次质量终检。检测项目包括:检测速度表等五个仪表指针的指示误差;检测24个信号报警灯和若干照明9灯是否损坏或漏装。一般采用人工目测方法检查,误差大,可靠性差,不能满足自动化生产的需要。基于机器视觉的智能集成测试系统,改变了这种现状,实现了对仪表板总成智能化、全自动、高精度、快速质量检测,克服了人工检测所造成的各种误差,大大提高了检测效率。 整个系统分为四个部分:为仪表板提供模拟信号源的集成化多路标准信号源、具有图像信息反馈定位的双坐标CNC系统、摄像机图像获取系统和主从机平行处理系统。 金属板表面自动控伤系统 金属板如大型电力变压器线圈扁平线收音机蒙胧皮等的表面质量都有很高的要求,但原始的采用人工目视或用百分表加控针的检测方法不仅易受主观因素的影响,而且可能会绘被
(完整版)机器视觉及其应用实验报告
H a r b i n I n s t i t u t e o f T e c h n o l o g y 实验报告 课程名称:机器视觉及其应用实验名称:摄像机标定上机验证院系:自动化测试与控制系班级:1036103 实验人:胡洋 学号:6100100311 教师:陈凤东 实验时间:2013.11.8 哈尔滨工业大学
《机器视觉及其应用》实验报告 一、 实验名称: 摄像机标定上机验证 二、 实验人员:胡洋 三、 实验日期:2013.11.8 四、 实验目的: 上机验证摄像机标定方法 五、 实验原理: 摄像机标定是一个确定摄像机内部参数(包括几何与光学参数)和外部参数(包括摄像机相对世界坐标的位置及方向)的过程。 摄像机标定的目的是建立摄像机世界坐标系中坐标T w w w z y x ),,(与其相应图像像素坐标(u,v)之间的关系。最终实现利用计算机采集得到的二维图像来恢复待测物体的三维信息的目的。 摄像机标定方法是视觉系统实现的前提和基础。目前现有的摄像机标定技术大体可以分成两类:传统的摄像机标定方法和摄像机自标定方法。 传统的摄像机标定方法是在一定的摄像机模型基础上,基于形状、尺寸已知的特定参照物,利用参照物上的特征点的世界坐标和相应的像素坐标之间的关系,通过一系列数学变换和计算方法,求取摄像机模型的内外参数。传统的摄像机标定方法需要高精度的已知结构信息,过程复杂,但是标定精度高,适用于多种摄像机模型。 而摄像机自标定方法则不依赖特定的标定参照物,仅仅利用摄像机获取的一系列图像信息来确定摄像机参数。摄像机自标定方法对环境适应较好,可以无人参与下完成标定,但是精度低,鲁棒性不足,不适用于测量场合。 传统的摄像机标定方法按其求解的方法可分为三类:线性方法、非线性优化方法和考虑畸变补偿的两步法[15]。 线性方法不需要迭代,速度较快。但是定标过程中忽略了摄像机镜头的非线性畸变,使得定标精度受到影响。一般的线性求解方法是透镜变换方法和直接线性变换(DLT)方法,他们都是利用一定数目的已知特征点的成像信息和公式(2-18)的投影变换矩阵求解。 ?? ?? ?? ????????????????=??????????1123222120 1312111003020100w w w z y x m m m m m m m m m m m m v u s (2-18) 本实验采用传统的摄像机标定方法。在传统的标定方法中,标定参照的标准 件的精度对标定结果的影响较大。但3D 立体靶标的制作成本较高,且加工精度
机器视觉系统应用案例
机器视觉系统 1.引言 随着医疗水平和医疗器械的不断提高和更新,一次性注射针以其方便、卫生的特点深受用户的喜爱,其需求量也迅速增大,而针头外观的好坏直接影响到一次性注射针的质量。所以为了减少不合格品的数量,需要增加检测工序。手工外观检验和产品标记昂贵和不可靠。同时又意味着不近人情的单调工作。这里,自动化机器视觉系统提供了解决这些问题的方案。 2. 一次性注射针的缺陷 一次性注射针可以分为针座和针头两个部分。针座的缺陷对产品的质量影响可以不计。而针头就存在着两种缺陷情况:首先针头在制作过程中针尖部位可能会产生毛刺;其次针头在自动装配过程中可能会产生倒插现象(针尖部位被插入针座)。影响针头的几个缺陷为:针尖毛刺、倒插。其中倒插不仅会对产品的质量产生直接的影响,而且严重的会危害到人的生命。如图1: 正插倒插 图1 3. 利用机器视觉实现一次性注射针的外观缺陷的自动化检测 随着市场一次性注射针需求的不断增大,以及客户对产品质量的要求,越来越多的医疗器械生产厂商采用自动化注射针检测系统,对一次性注射针的外观缺陷进行综合检测。这种方法代替了传统的人工方法以提高生产效率和产品质量,解决了人工方法效率低、速度慢,以及受检测人员主观性制约等不确定因素
带来的误检及漏检,实现更好的100%产品在线检测。 3.1机器视觉系统概述 机器视觉系统是指通过图像摄取装置(分CMOS相机和CCD相机两种)把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别。进而根据判别的结果来控制现场的设备动作。 3.2 机器视觉系统的特点 1). 机器视觉系统属于光电系统; 2). 机器视觉系统中的传感器属于阵列传感器; 3). 机器视觉系统中的数据量大; 4).运行速度快,但与集成电路的制造与发展相关。 3.3机器视觉实现一次性注射针的外观缺陷的自动化检测方案 本文采用了注射针检测系统用于一次性注射针的外观缺陷检测。该系统以西门子图像处理器为核心,并结合西门子自动化设备,形成了既有简单的数字信号接口又有复杂的工业网络接口的系统,让用户能选择适合自己工况的系统,既方便又节省投资。 其基本检测处理流程如图2,简易系统框架如图3: 启动系统 图像摄取 图像传输和分析 PLC处理 剔除装置 图2 基本检测流程图图3简易系统框架