一些灰铸铁件的去应力退火规范
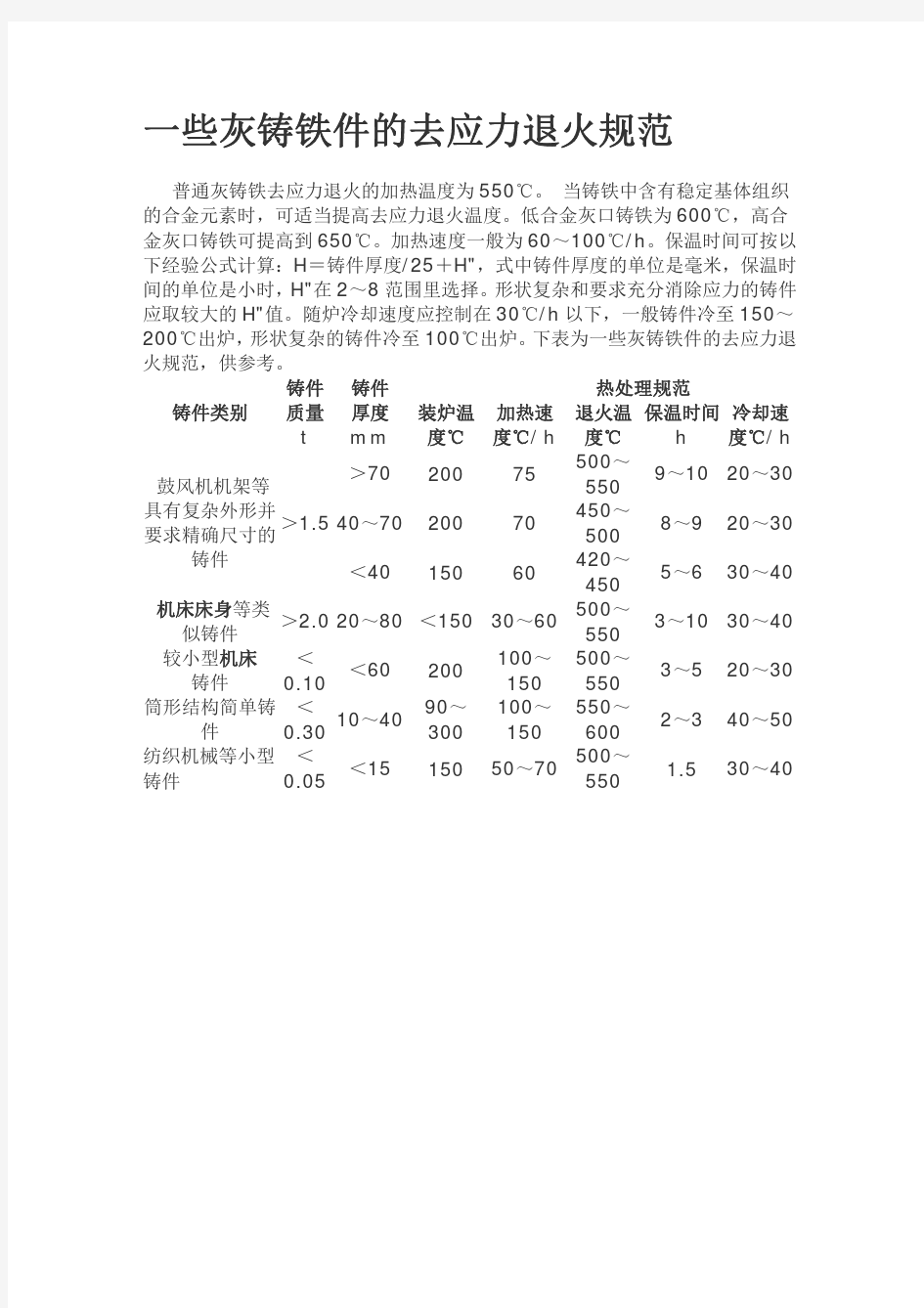
去应力和完全退火工艺
去应力和完全退火工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
钢的退火工艺完全退火去应力退火工艺曲线及操作规程 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。 一. 完全退火 完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。 完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。 完全退火工艺曲线见图1.1。 1. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。 2. 保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。 3. 工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。 二. 去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线见图1-3。
2. 不同的工件去应力退火工艺参数见表C。 3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。 4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。 5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。 表C 去应力退火工艺及低温时效工艺 类别加热速度加热温 度 保温时 间/h 冷却时间 焊接件 ≤300℃装炉 ≤100~150℃/h 500- 550 2-4炉冷至300℃出炉空冷 消除加工应力到温装炉400- 550 2-4炉冷或空冷 高精轴套、膛杆(38CrMoAlA)≤200℃装炉 ≤80℃/h 600- 650 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 精密丝杠(T10)≤200℃装炉 ≤80℃/h 550- 600 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 主轴、一般丝杠(45、40Cr)随炉升温 550- 600 6-8炉冷至200℃出炉 量检具、精密丝杠 (T8、T10、CrMn、 GCr15)随炉升温 130- 180 12-16 空冷 (时效最好在油浴中进 行)
热处理名词解释
(1)退火:指金属材料加热到适当的温度,保持一定的时间,然后缓慢冷却的热处理工艺。常见的退火工艺有:再结晶退火,去应力退火,球化退火,完全退火等。退火的目的:主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组织和成分的均匀化,或为后道热处理作好组织准备等。 (2)正火:指将钢材或钢件加热到Ac3 或Acm(钢的上临界点温度)以上30~50℃,保持适当时间后,在静止的空气中冷却的热处理的工艺。正火的目的:主要是提高低碳钢的力学性能,改善切削加工性,细化晶粒,消除组织缺陷,为后道热处理作好组织准备等。 (3)淬火:指将钢件加热到Ac3 或Ac1(钢的下临界点温度)以上某一温度,保持一定的时间,然后以适当的冷却速度,获得马氏体(或贝氏体)组织的热处理工艺。常见的淬火工艺有盐浴淬火,马氏体分级淬火,贝氏体等温淬火,表面淬火和局部淬火等。淬火的目的:使钢件获得所需的马氏体组织,提高工件的硬度,强度和耐磨性,为后道热处理作好组织准备等。 (4)回火:指钢件经淬硬后,再加热到Ac1 以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。常见的回火工艺有:低温回火,中温回火,高温回火和多次回火等。回火的目的:主要是消除钢件在淬火时所产生的应力,使钢件具有高的硬度和耐磨性外,并具有所需要的塑性和韧性等。 (5)调质:指将钢材或钢件进行淬火及回火的复合热处理工艺。使用于调质处理的钢称调质钢。它一般是指中碳结构钢和中碳合金结构钢。 (6)化学热处理:指金属或合金工件置于一定温度的活性介质中保温,使一种或几种元素渗入它的表层,以改变其化学成分,组织和性能的热处理工艺。常见的化学热处理工艺有:渗碳,渗氮,碳氮共渗,渗铝,渗硼等。化学热处理的目的:主要是提高钢件表面的硬度,耐磨性,抗蚀性,抗疲劳强度和抗氧化性等。 (7)固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。固溶处理的目的:主要是改善钢和合金的塑性和韧性,为沉淀硬化处理作好准备等。 (8)沉淀硬化(析出强化):指金属在过饱和固溶体中溶质原子偏聚区和(或)由之脱溶出微粒弥散分布于基体中而导致硬化的一种热处理工艺。如奥氏体沉淀不锈钢在固溶处理后或经冷加工后,在400~500℃或700~800℃进行沉淀硬化处理,可获得很高的强度。 (9)时效处理:指合金工件经固溶处理,冷塑性变形或铸造,锻造后,在较高的温度放置或室温保持,其性能,形状,尺寸随时间而变化的热处理工艺。若采用将工件加热到较高温度,并较长时间进行时效处理的时效处理工艺,称为人工时效处理,若将工件放置在室温或自然条件下长时间存放而发生的时效现象,称为自然时效处理。时效处理的目的,消除工件的内应力,稳定组织和尺寸,改善机械性能等。 (10)淬透性:指在规定条件下,决定钢材淬硬深度和硬度分布的特性。钢材淬透性好与差,常用淬硬层深度来表示。淬硬层深度越大,则钢的淬透性越好。钢的淬透性主要取决于它的化学成分,特别是含增大淬透性的合金元素及晶粒度,加热温度和保温时间等因素有关。淬透性
常用变形铝合金退火热处理工艺规范标准
常用变形铝合金退火热处理工艺规 1 主题容与适用围 本规规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。 2 引用文件 GJB1694变形铝合金热处理规 YST 591-2006变形铝及铝合金热处理规 《热处理手册》91版 3 概念、种类 3.1 概念:将变形铝合金材料放在一定的介质加热、保温、冷却,通过改变材料表面或部晶相组织结构,来改变其性能的一种金属热加工工艺。 3.2 种类 车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。 4 准备工作 4.1 检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净; 4.2 抽检零件的加工余量,其数值应大于允许的变形量; 4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法; 4.4 核对材料与图样是否相符,了解零件的技术要求和工艺规定; 4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等; 5 一般要求 5.1 人员: 热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2 设备 5.2.1 设备应按标准规要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动围; 5.2.2 热电温度测定仪表的读数总偏差不应超过如下指标: 当给定温度t≤400℃时,温度总偏差为±5℃; 当给定温度t>400℃时,温度总偏差为±(t/10)℃。 5.2.3 加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ 1428的Ⅲ类及Ⅲ类以上炉的规定。 5.3 装炉 5.3.1 装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉体积一半为准。 5.3.2 零件装炉时,必须轻拿轻放,防止零件划伤及变形。 5.3.3堆放要求: a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm. b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。 5.3.4 装炉后需检查零件与电热原件,确定无接触时,方可送电升温,在操作过程中,不得随意打开炉门; 5.3.5 加热速度:变形铝合金退火的加热速度约13℃~15℃/秒,例如加热到410℃设定时间为0.5小时。
正火,回火,退火,淬火处理
正火,回火,退火,淬火的区别 1.退火 把钢加热到一定温度并在此温度下保温,然后缓慢冷却到室温. 退火有完全退火、球化退火、去应力退火等几种。 a将钢加热到预定温度,保温一段时间,然后随炉缓慢冷却称为完全退火.目的是降低钢的硬度,消除钢中不均匀组织和内应力. b,把钢加热到750度,保温一段时间,缓慢冷却至500度下,最后在空气中冷却叫球化退火.目的是降低钢的硬度,改善切削性能,主要用于高碳钢. c,去应力退火又叫低温退火,把钢加热到500~600度,保温一段时间,随炉缓冷到300度以下,再室温冷却.退火过程中组织不发生变化,主要消除金属的内应力. 2.正火 将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。 正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。 正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。故退火与正火同样能达到零件性能要求时,尽可能选用正火。 3.淬火
将钢件加热到临界点以上某一温度(45号钢淬火温度为840-860℃,碳素工具钢的淬火温度为760~780℃),保持一定的时间,然后以适当速度在水(油)中冷却以获得马氏体或贝氏体组织的热处理工艺称为淬火。 淬火与退火、正火处理在工艺上的主要区别是冷却速度快,目的是为了获得马氏体组织。马氏体组织是钢经淬火后获得的不平衡组织,它的硬度高,但塑性、韧性差。马氏体的硬度随钢的含碳量提高而增高。 4.回火 钢件淬硬后,再加热到临界温度以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺称为回火。 淬火后的钢件一般不能直接使用,必须进行回火后才能使用。因为淬火钢的硬度高、脆性大,直接使用常发生脆断。通过回火可以消除或减少内应力、降低脆性,提高韧性;另一方面可以调整淬火钢的力学性能,达到钢的使用性能。根据回火温度的不同,回火可分为低温回火、中温回火和高温回火三种。 A 低温回火150~250.降低内应力,脆性,保持淬火后的高硬度和耐磨性. B 中温回火350~500;提高弹性,强度. C 高温回火500~650;淬火钢件在高于500℃的回火称为高温回火。淬火钢件经高温淬火后,具有良好综合力学性能(既有一定的强度、硬度,又有一定的塑性、韧性)。所以一般中碳钢和中碳合金钢常采用淬火后的高温回火处理。轴类零件应用最多。
10-45去应力退火热处理
苏州海陆重工股份有限公司作业指导书 文件编号:HL/WI-10-45 版号:1-2008 修改状态:0 去应力退火热处理 Stress relieving annealing heat treatment 2008 - 07 - 25发布 2008 - 08 - 20实施苏州海陆重工股份有限公司发布
苏州海陆重工股份有限公司作业指导书 去应力退火热处理 苏州海陆重工股份有限公司2008 - 07 - 25批准 2008- 08-20实施 文件编号:HL/WI-10-45 版 号:1-2008 修改状态:0
1目的purpose 对厂内的去应力退火作业作出规定,并指导热处理操作工正确的执行去应力热处理工艺。Regulate on stress relieving operation within company and instruct heat treatment operator to correctly perform stress relieving heat treatment procedure. 2适用范围applicable range 适用于我公司产品在焊后或缩径或弯后进行的所有去应力热处理。 It applies to all stress relieving heat treatment performed after welding, shrinking or bending. 3去应力退火热处理工艺stress relieving heat treatment procedure 退火热处理规范的制订应根据合同要求的制造规范及技术规范要求进行。HLHI主要应用规范有ASME SECTION I,METI 标准,中国规范等。结合各种规范后本厂的要求见下表; The stipulation of annealing heat treatment specification shall be according to contract required fabrication and technical specification. HLHI main applied code and standards are ASME SECTION I,METI standard, GB standard etc. our company’s requirements are that of combination of various standards.
常用铝合金去应力退火热处理工艺规范(可编辑修改word版)
常用变形铝合金退火热处理工艺规范 1主题内容与适用范围 本规范规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。 2引用文件 GJB1694 变形铝合金热处理规范 YST 591-2006 变形铝及铝合金热处理规范 《热处理手册》91 版 3概念、种类 3.1概念:将变形铝合金材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部晶相组织结构,来改变其性能的一种金属热加工工艺。 3.2种类 车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。 4准备工作 4.1检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净; 4.2抽检零件的加工余量,其数值应大于允许的变形量; 4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法; 4.4核对材料与图样是否相符,了解零件的技术要求和工艺规定; 4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等; 5一般要求 5.1人员: 热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗 5.2设备 5.2.1设备应按标准规范要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动范围; 5.2.2热电温度测定仪表的读数总偏差不应超过如下指标: 当给定温度t≤400℃时,温度总偏差为±5℃; 当给定温度 t>400℃时,温度总偏差为±(t/10)℃。 5.2.3加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合 QJ 1428 的Ⅲ类及Ⅲ类以上炉的规定。 5.3装炉 5.3.1装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉内体积一半为
去应力退火
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线见图1-3。 2. 不同的工件去应力退火工艺参数见表C。 3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。 4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。 5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。 表C 去应力退火工艺及低温时效工艺 类别加热速度 加热温 度 保温 时间 /h 冷却时间 焊接件 ≤300℃装炉 ≤100~150℃/h 500-550 2-4 炉冷至300℃出炉 空冷 消除加工应力到温装炉400-550 2-4 炉冷或空冷 高精轴套、膛杆 (38CrMoAlA) ≤200℃装炉 ≤80℃/h 600-650 10-12 炉冷至200℃出炉 (在350℃以上冷 速≤50℃/h) 精密丝杠(T10)≤200℃装炉550-600 10-12 炉冷至200℃出炉
≤80℃/h(在350℃以上冷 速≤50℃/h) 主轴、一般丝杠 (45、40Cr) 随炉升温550-600 6-8 炉冷至200℃出炉量检具、精密丝杠 (T8、T10、CrMn、GCr15)随炉升温130-180 12-16 空冷(时效最 好在油浴中进行) 创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王*
退火热处理规范
山西方盛液压机电设备有限公司 退火热处理规范 在遵守《热处理安全技术操作规范》、JB4406-87《热处理安全技术的一般规定》和现有设备电加热安全技术操作规程的前提下,制订以下三种退火工艺 1、焊接件类的退火工艺流程 A、焊接件以低于300℃进炉 B、加热温度:600-650℃,对薄壁、细长、大而薄的易变形焊接件, 退火温度应取下限。 C、加热速度:100-150℃/小时。 D、保温时间:以焊接结构件最厚(或直径最大)的断面计算,每25mm 为1小时,计算不足1小时,一般保温时间为2-4小时。 E、冷却速度:随炉冷至300℃以下出炉空冷。 检验标准:用肉眼或低倍放大镜检查有无裂纹,检查变形有无误差,对退火变形超差的工件允许进行校正。若变形量较大,校正工作量大的焊接件,应再进行一次应力退火处理。对表面质量要求高的焊接件检查表面质量及氧化情况。 注:本规范适用于低碳结构钢焊接结构件消除残余应力退火。 2、铸件类的退火工艺流程 铸件脱模后,必须经过退火才能进入后续加工工序。目的:消除内应力和稳定尺寸,消除铸件的白口组织和提高铸件表面的硬度及耐磨性。第一、灰铸铁类退火工艺流程:
A、去应力退火:将铸件缓慢加热到500-560℃,保温2小时左右, 然后以极缓慢的速度随炉冷至150-200℃后出炉。注意:退火温度过高或保温时间过长,会引起石墨化,降低铸件强度和硬度,这是不适宜的。 B、消除白口、改善切削加工性的退火工艺:将铸件加热到800-900℃, 保温2-5小时,使共晶渗碳体发生分解,然后又在随炉缓慢冷却过程中,使二次渗碳体及共析渗碳体发生分解,待随炉缓冷到500-400℃时,再出炉空冷,这样可以改善切削加工性。若保温后采用较快的冷却速度,可以增加铸件强度和耐磨性。 第二、球墨铸铁类退火工艺流程: A、去应力退火:球墨铸铁的弹性模量以及凝固时收缩率比灰铸铁高, 故铸造内应力比灰铸铁约大2倍。对于不再进行其他热处理的球墨铸铁铸件,都应进行去应力退火。 去应力退火流程:将铸件缓慢加热到500-620℃左右,保温2-8小时,然后随炉缓冷。 B、石墨化退火:目的是消除白口,降低硬度,改善切削加工性获得 铁素体球墨铸铁。根据铸态基体组织不同,分为高温石墨化和低温石墨化退火。 b1、高温石墨化退火:将铸件加热到900-950℃,保温2-4小时,使自由渗碳体石墨化,然后随炉缓冷至600℃,使铸件发生中间和第二阶段石墨化,再出炉空冷。可以获得铁素体球墨铸铁。 b2、低温石墨化退火:将铸件加热至共析温度范围附近(720-760℃),
退火工艺
退火定义 将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。 目的 是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。 1、金属工具使用时因受热而失去原有的硬度。 2、把金属材料或工件加热到一定温度并持续一定时间后,使缓慢冷却。退火可以减低金属硬度和脆性,增加可塑性。也叫焖火。 编辑本段 退火的目的 (1) 降低硬度,改善切削加工性; (2)消除残余应力,稳定尺寸,减少变形与裂纹倾向; (3)细化晶粒,调整组织,消除组织缺陷。 在生产中,退火工艺应用很广泛。根据工件要求退火的目的不同,退火的工艺规范有多种,常用的有完全退火、球化退火、和去应力退火等。编辑本段 退火方法 退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳 平衡图为基础(图1)。各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。 重结晶退火
应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。其退火温度为各该合金的相变温度区间以上或 退火 以内的某一温度。加热和冷却都是缓慢的。合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。 这种退火方法,相当普遍地应用于钢。钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。退火温度在Ac3以上(亚共析钢)使钢发生完全的重结晶者,称为完全退火,退火温度在Ac1 与Ac3之间(亚共析钢)或Ac1与Acm之间(过共析钢),使钢发生部分的重结晶者,称为不完全退火。前者主要用于亚共析钢的铸件、锻轧件、焊件,以消除组织缺陷(如魏氏组织、带状组织等),使组织变细和变均匀,以提高钢件的塑性和韧性。后者主要用于中碳和高碳钢及低合金结构钢的锻轧件。此种锻、轧件若锻、轧后的冷却速度较大时,形成的珠光体较细、硬度较高;若停锻、停轧温度过低,钢件中还有大的内应力。此时可用不完全退火代替完全退火,使珠光体发生重结晶,晶粒变细,同时也降低硬度,消除内应力,改善被切削性。此外,退火温度在Ac1与Acm之间的过共析钢球化退火,也是不完全退火。 重结晶退火也用于非铁合金,例如钛合金于加热和冷却时发生同素异构转变,低温为α相(密排六方结构),高温为β相(体心立方结构),其中间是“α+β”两相区,即相变温度区间。为了得到接近平衡的室温稳定组织和细化晶粒,也进行重结晶退火,即缓慢加热到高于相变温度区间不多的温度,保温适当时间,使合金转变为β相的细小晶粒;然后缓慢冷却下来,使β相再转变为α相或α+β两相的细小晶粒。 等温退火
退火的种类及工艺
退火的种类及工艺 退火的种类 1.完全退火和等温退火完全退火又称重结晶退火,一般简称为退火,这种退火主要用于亚共析成分的各种碳钢和合金钢的铸,锻件及热轧型材,有时也用于焊接结构。一般常作为一些不重工件的最终热处理,或作为某些工件的预先热处理。 2.球化退火球化退火主要用于过共析的碳钢及合金工具钢(如制造刃具,量具,模具所用的钢种)。其主要目的在于降低硬度,改善切削加工性,并为以后淬火作好准备。 3.去应力退火去应力退火又称低温退火(或高温回火),这种退火主要用来消除铸件,锻件,焊接件,热轧件,冷拉件等的残余应力。如果这些应力不予消除,将会引起钢件在一定时间以后,或在随后的切削加工过程中产生变形或裂纹。 退火与正火 1.钢的退火将钢加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。钢的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了消除组织缺陷,改善组织使成分均匀化以及细化晶粒,提高钢的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了消除和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。 2.钢的正火正火是将钢加热到临界温度以上,使钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能消除过共析钢的网状渗碳体,对于亚共析钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 完全退火处理完全退火处理係将亚共析钢加热至Ac3温度以上30~50℃、过共析钢加热至Ac1温度以上50℃左右的温度范围,在该温度保持足够时间,使成為沃斯田体单相组织(亚共析钢)或沃斯田体加上雪明碳体混合组织后,在进行炉冷使钢材软化,以得到钢材最佳之延展性及微细晶粒组织。 铸铁之弛力退火处理几乎所有的铸件在冷却过程中都会產生热应力,在热处理过程中,特别正常化处理和退火处理之后均会成内应力,内应力发生的主要原因在於铸件的内部肉厚不同,在急速冷却过程中由於热降的差异发生,肉厚不同会使每一个不分的收缩各异,因而引起了所谓内应力,冷的部分具有较高的潜变长度,而热的部分其长度较低,故热的部分就会在冷的部分收缩后形成热点造成部份的变形,变形部分之强度,随著变形度的增加而提高,最后再不能进一步变形时,铸件内部形成某种程的弹性应力,甚至塑性应变,即為内应力,此应力几乎可高达与抗拉强度等值,一且由於任何外在的原因使局部应力超过抗拉强度的时候,此类铸件很容易因而造成破裂,热处理是消除内应力最重要的一种方法,主要程序是升高温度,令所有铸建在非常均匀而缓慢的情况下,加热及冷却。 退火温度的高低,主要视铸件的组成部分,以及必须消的强度量而定,甚至必须考虑组织的可能变化,最适合的退火温度可大致归纳如下:对非合金性的铸铁而言,约在500~575℃之间,对於低筋性的铸铁而言,大约在550~600℃之间,对高合金铸铁而言则在600~650℃之间,炉内的温度分布,必须儘可能的均匀以避免存在温度梯度,不论任何情况下,用於退火的火焰或热气体,不能直接喷向铸件,以避免在加热的时候,薄壁的部分在次引起热应力,而增加残留应力的存在量,进而引起破裂,在到达退火温度后的第一小时内大部分的内应力均会消除,
焊接结构件消除内应力退火工艺守则.
焊接结构件消除内应力退火工艺守则 1 范围 1.1 本守则适应于碳素(合金结构钢制造的电机、电器、机械等产品的焊接结构件的退火。退火可以降低硬度,便于切削加工,还能使钢的品粒细化,以及消除内应力,并为下一步工序作准备。 1.2 焊接结构件的退火,是因为构件在制造过程中,产生了残余内应力。将会使在机械加工后,引起变形,从而对产品的加工尺寸和装配带来不利的影响。在个别情况下的退火,是为了避免焊接后机械强度的降低。必须经过退火,消除其内应力的有: 1.2.1 拼合的和有断面的焊接结构件,以及不对称形状的和尺寸长、刚性小,且受单向机械加工的零件: 1.2.2 在大的动负荷条件下工作的焊接件: 1.2.3 特殊的与工艺要求的构件。注:一般的须经过退火的焊接零件,均应在图样上的技术要求中予以说明。 2 设备 2.1 320KW方井式电阻炉 2.1.1 炉体及相关的辅助设备与工具。 2.1.2 控制系统 2.1.3 技术说明书。 2.1. 3.1 320KW方井式电阻炉操作说明书。 2.1.
3.2 320KW炉温控制系统操作说明书。 2.1. 3.3 EH.SERIES中型打点式长图记录报警仪使用操作说明书。 3 准备工作 3.1 将准备退火的工件,运至炉旁,并均具有检查合格证,无合格证者,不得入炉退火。3.2 检查工件的外形尺寸,是否能装炉。 3.3 将退火用的设计资料与工艺文件准备齐。 3.4 对设备进行检查、电气线路、冷却水路、炉内状况、周围环境。 3.5 装炉时,垫平工件用的垫块准备齐全。 4 装炉要求 4.1 工件下面应予以垫平或垂直。 4.2 工件离炉底、炉壁及工件之间的距离不得小于100㎜。 4.3 工件不能相互叠放。 4.4 工件应选择热状态变形最小的位置放置,如半环之类的结构件,开口不得向上。 4.5 材厚相差悬殊的结构件,不得混合装炉退火。 5 退火规范 5.1 开炉(盖盖后,慢慢升温,2h内,升温到400℃以下;2h后,以每小时100℃的速度,加热到640℃~660℃,并保持炉内在加热过程中,各区的温度差不大于20℃。
去应力和完全退火工艺
钢的退火工艺完全退火去应力退火工艺曲线及操作规程 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。 一■.完全退火 完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。 完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。 完全退火工艺曲线见图1.1 0 ▲ 1.工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。 2.保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。 3.工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500C 即可出炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650C附近保温2~4h后再炉冷至500C。二.去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1.去应力退火工艺曲线见图1-3。 时间场 图去应力退火工艺曲线 2.不同的工件去应力退火工艺参数见表C。 3.去应力退火的温度,一般应比最后一次回火温度低20~30C,以免降低硬度 及力学性能。
4.对薄壁工件、易变形的焊接件,退火温度应低于下限。
退火工艺
退火工艺退火是将金属和合金加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火后组织亚共析钢是铁素体加片状珠光体;共析钢或过共析钢则是粒状珠光体。总之退火组织是接近平衡状态的组织。?退火的目的①降低钢的硬度,提高塑性,以利于切削加工及冷变形加工。②细化晶粒,消除因铸、锻、焊引起的组织缺陷,均匀钢的组织和成分,改善钢的性能或为以后的热处理作组织准备。③消除钢中的内应力,以防止变形和开裂。?退火工艺的种类①均匀化退火(扩散退火)均匀化退火是为了减少金属铸锭、铸件或锻坯的化学成分的偏析和组织的不均匀性,将其加热到高温,长时间保持,然后进行缓慢冷却,以化学成分和组织均匀化为目的的退火工艺。均匀化退火的加热温度一般为Ac3+(150~200℃),即1050~1150℃,保温时间一般为10~15h,以保证扩散充分进行,大道消除或减少成分或组织不均匀的目的。由于扩散退火的加热温度高,时间长,晶粒粗大,为此,扩散退火后再进行完全退火或正火,使组织重新细化。②完全退火完全退火又称为重结晶退火,是将铁碳合金完全奥氏体化,随之缓慢冷却,获得接近平衡状态组织的退火工艺。完全退火主要用于亚共析钢,一般是中碳钢及低、中碳合金结构钢锻件、铸件及热轧型材,有时也用于它们的焊接构件。完全退火不适用于过共析钢,因为过共析钢完全退火需加热到Acm以上,在缓慢冷却时,渗碳体会沿奥氏体晶界析出,呈网状分布,导致材料脆性增大,给最终热处理留下隐患。完全退火的加热温度碳钢一般为Ac3+(30~50℃);合金钢为Ac3+(500~70℃);保温时间则要依据钢材的种类、工件的尺寸、装炉量、所选用的设备型号等多种因素确定。为了保证过冷奥氏体完全进行珠光体转变,完全退火的冷却必须是缓慢的,随炉冷却到500℃左右出炉空冷。③不完全退火不完全退火是将铁碳合金加热到Ac1~Ac3之间温度,达到不完全奥氏体化,随之缓慢冷却的退火工艺。不完全退火主要适用于中、高碳钢和低合金钢锻轧件等,其目的是细化组织和降低硬度,加热温度为Ac1+(40~60)℃,保温后缓慢冷却。④等温退火等温退火是将钢件或毛坯件加热到高于Ac3(或Ac1)温度,保持适当时间后,较快地冷却到珠光体温度区间地某一温度并等温保持,使奥氏体转变为珠光体型组织,然后在空气中冷却的退火工艺。等温退火工艺应用于中碳合金钢和低合金钢,其目的是细化组织和降低硬度。亚共析钢加热温度为Ac3+(30~50)℃,过共析钢加热温度为Ac3+(20~40)℃,保持一定时间,随炉冷至稍低于Ar3温度进行等温转变,然后出炉空冷。等温退火组织与硬度比完全退火更为均匀。⑤球化退火球化退火是使钢中碳化物球化而进行的退火工艺。将钢加热到Ac1以上20~30℃,保温一段时间,然后缓慢冷却,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。球化退火主要适用于共析钢和过共析钢,如碳素工具钢、合金工具钢、轴承钢等。这些钢经轧制、锻造后空冷,所得组织是片层状珠光体与网状渗碳体,这种组织硬而脆,不仅难以切削加工,且在以后淬火过程中也容易变形和开裂。而经球化退火得到的是球状珠光体组织,其中的渗碳体呈球状颗粒,弥散分布在铁素体基体上,和片状珠光体相比,不但硬度低,便于切削加工,而且在淬火加热时,奥氏体晶粒不易长大,冷却时工件变形和开裂倾向小。另外对于一些需要改善冷塑性变形(如冲压、冷镦等)的亚共析钢有时也可采用球化退火。球化退火加热温度为Ac1+(20~40)℃或Acm-(20~30)℃,保温后等温冷却或直接缓慢冷却。在球化退火时奥氏化是“不完全”的,只是片状珠光体转变成奥氏体,及少量过剩碳化物溶解。因此,它不可能消除网状碳化物,如过共析钢有网状碳化物存在,则在球化退火前须先进行正火,将其消除,才能保证球化退火正常进行。球化退火工艺方法很多,最常用的两种工艺是普通球化退火和等温球化退火。普通球化退火是将钢加热到Ac1以上20~30℃,保温适当时间,然后随炉缓慢冷却,冷到500℃左右出炉空冷。等温球化退火是与普通球化退火工艺同样的加热保温后,随炉冷却到略低于Ar1的温度进行等温,等温时间为其加热保温时间的1.5倍。等温后随炉冷至500℃左右出炉空冷。和普通球化退火相比,球化退火不仅可缩短周期,而且可使球化组织均匀,并能严格地控制退火后的硬度。⑥再结晶退火(中间退火)再结晶退火是经冷形变后的金属加热到再结晶温度以上,保持适当时间,使形变晶粒重新结晶成均匀的等轴晶粒,以
去应力退火
TIG 钨极氩弧焊,MIG 熔化极惰性气体保护焊,MAG 熔化极活性气体保护 焊,SMAW焊条手工电弧焊 MIG焊(熔化极气体保护电弧焊) 这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接的。熔化极气体保护电弧焊通常用的保护气体有氩气,氦气,二氧化碳气或这些的混合气体。以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上称为MIG焊)。 熔化极气体保护电弧焊的主要优点是可以方便的进行各种位置的焊接,同时也具有焊接速度较快,熔敷率较高的优点。熔化极活性气体保护电弧焊可适用于大部分主要金属的焊接,包括碳钢,合金钢。熔化极惰性气体保护电弧焊适用于不锈钢,铝,镁,铜,钛,镐及镍合金。利用这种焊接方法还可以进行电弧点焊。 TIG Tungsten Inert Gas,缩写TIG。直译就是钨极惰性气体焊。钨极氩弧焊按操作方式分为手工焊、半自动焊和自动焊三类。手工钨极氩弧焊时,焊枪的运动和添加填充焊丝完全靠手工操作;半自动钨极氩弧焊时,焊枪运动靠手工操作,但填充焊丝则由送丝机构自动送进;自动钨极氩弧焊时,如工件固定电弧运动,则焊枪安装在焊接小车上,小车的行走和填充焊丝可以用冷丝或热丝的方式添加。热丝是指提高熔敷速度。某些场合,例如薄板焊接或打底焊道,有时不必添加填充焊丝。TIG为今日各主要焊接方法中的一种,其特点为焊接品质佳,及具焊接薄板的能力,由于没有使用焊剂,故可减少夹渣机会,如此可提升焊道的品质,TIG已被需高品质焊接的航天工业所引用。 MAG(metal active-gas welding)是熔化极活性气体保护焊的简称,熔化极活性气体保护焊是焊接工艺的一种,其通常用的保护气体有:氩气、氦气、CO2气或这些气体的混合气。MAG的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。 熔化极气体保护电弧焊以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊);以惰性气体与氧化性气体(O2,CO2)混合气为保护气体时,或以CO2气体或CO2+O2混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。利用这种焊接方法还可以进行电弧点焊。特点 显著提高电弧稳定性,熔滴细化,过渡频率增加,飞溅大大减少(飞溅率为1%-3%,采用射流过渡时几乎无飞溅),焊缝成形美观。此外,采用混合气体保护还可以改善熔深形状,未焊透和裂纹等缺陷大大减少,并能提高焊缝金属的性,减少焊后清理工作量,节能降耗,改善操作环境。 SMAW 手工电弧焊的焊接技术使用不同的方法保护焊接熔池,防止和大气接触。热能也是由电弧提供。和MIG焊一样,电极为自耗电极。金属电极外由矿物质熔剂包覆,熔剂熔化时形成焊渣手工电弧焊 盖住焊接熔池。此外,包覆的熔剂还释放出气体保护焊接熔池,而且,还含有合金元素用来补偿合金熔池的合金损失。在有些情况下,包覆的熔剂内含有所有合
正火、退火、淬火、回火热处理知识培训教案
教案首页
8月份技能大师师带徒培训第一课时钢热处理工艺的四把火之钢的退火 退火:将钢加热到一定温度后炉冷处理 正火:将钢加热到一定温度后空冷处理 淬火:将钢加热到一定温度后水冷或油冷处理 回火:将淬火过的钢重新加热到一个温度冷却 退火是生产中常用的预备热处理工艺。大部分机器零件及工、模具的毛坯经退火后,可消除铸、锻及焊件的内应力与成分的组织不均匀性;能改善和调整钢的力学性能,为下道工序作好组织准备。对性能要求不高、不太重要的零件及一些普通铸件、焊件,退火可作为最终热处理。 钢的退火是把钢加热到适当温度,保温一定时间,然后缓慢冷却,以获得接近平衡组织的热处理工艺。退火的目的在于均匀化学成分、改善机械性能及工艺性能、消除或减少内应力并为零件最终热处理作好组织准备。 钢的退火工艺种类颇多,按加热温度可分为两大类:一类是在临界温度(Ac3或Ac1)以上的退火,也称为相变重结晶退火。包括完全退火、不完全退火、等温退火、球化退火和扩散退火等;另一类是在临界温度(Ac1)以下的退火,也称低温退火。包括再结晶退火、去应力和去氢退火等。按冷却方式可分为连续冷却退火及等温退火等。 8月份技能大师师带徒培训第二课时钢热处理工艺的四把火之钢的淬火与回火钢的淬火与回火是热处理工艺中很重要的、应用非常广泛的工序。淬火能显著提高钢的强度和硬度。如果再配以不同温度的回火,即可消除(或减轻)淬火内应力,又能得到强度、硬度和韧性的配合,满足不同的要求。所以,淬火和回火是密不可分的两道热处理工艺。 2.1 钢的淬火 淬火是将钢加热到临界点以上,保温后以大于临界冷却速度(Vc)冷却,以得到马氏体或下贝氏体组织的热处理工艺。 2.2 钢的回火 回火是将淬火钢加热至A1点以下某一温度保温一定时间后,以适当方式冷到室温的热处理工艺。它是紧接淬火的下道热处理工序,同时决定了钢在使用状态下的组织和性能,关系着工件的使用寿命,故是关键工序。 回火的主要目的是减少或消除淬火应力;保证相应的组织转变,使工件尺寸和性能稳定;提高钢的热性和塑性,选择不同的回火温度,获得硬度、强度、塑性或韧性的适当配合,以满足不同工件的性能要求。 ?钢的表面淬火 有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。 根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。 ?感应加热表面淬火 感应加热就是利用电磁感应在工件内产生涡流而将工件进行加热。感应加热表面淬火与普通淬火比具有如下优点: 1.热源在工件表层,加热速度快,热效率高 2.工件因不是整体加热,变形小 3.工件加热时间短,表面氧化脱碳量少
热处理之退火
热处理之退火 1、去应力退火 为去除工件塑性变形加工、切削加工或焊接造成的内应力及铸件内从在的残余应力而进行的退火。去应力退火一般在稍高于再结晶温度下进行,钢铁材料一般在550~650℃,热模具钢及高合金钢可适当升高到650~750℃,退火时间与退火温度有关。 为了防止去应力退火后冷却时再发生残余应力,应缓冷至500℃出炉空冷,大截面工件需缓冷到300℃以下出炉空冷。 2、再结晶退火 经冷塑性变形加工的工件加热到再结晶温度以上,保持适当时间,通过再结晶使冷变形过程中产生的晶体学缺陷基本消失,重新形成均匀的等轴晶粒,以消除变形强化效应和残余应力的退火。一般钢材再结晶退火温度在600~700℃,保温1~3h空冷,对含质量分数<0.2%的普通碳钢,在冷变形时临界变形速度若达6%~15%范围,则再结晶退火后易出现粗晶,因此应避免在该范围内变形。 3、完全退火 将工件完全奥氏体化后缓慢冷却,接近平衡组织的退火。完全退火奥氏体化温度一般选为Ac3+(30~50)℃,对于某些高合金钢,为使碳化物固溶应适当提高奥氏体化温度。为了改善低碳钢的切削性能,可采用900~100℃的晶粒粗化退火。为了消除亚共析钢锻件、铸件、焊接件的粗大魏氏组织,需将奥氏体化温度提高到1100~1200℃,随后补充进行常规完全退火。 4、不完全退火 将工件部分奥氏体化后缓慢冷却的退火。锻件终锻温度不高且无需细化晶粒时,可采用Ac1~Ac3之间部分奥氏体化的不完全退火。 5、等温退火 工件加热到高于Ac3(或Ac1)的温度,保持适当时间后,较快的冷却到珠光体转变温度区间的适当温度并等温保持,使奥氏体珠光体组织
后在空气中冷却的退火。等温退火的奥氏体化温度一般与完全退火相同,对于合金含量较高的大型铸锻件可适当提高加热温度。等温温度越低,退火后的硬度越高。 等温退火后的组织与硬度均匀性优于完全退火,比较适合于与大型合金钢铸件。 6、球化退火 为使工件中的碳化物球状化而进行的退火。球化退火主要用于 ω(C)>0.6%的各种高碳工具钢、模具钢、轴承钢。低中碳钢为了改变冷变形工艺性,有时也进行球化退火。球化退火的方式主要有以下几种,可根据具体情况进行选择。 (1)在稍低于Ar1温度长时间保温。 (2)在稍高于Ac1或稍低于Ar1温度区间循环加热和冷却。 (3)加热到高于Ac1温度,然后以极慢的冷速(10~20℃/h)炉冷或在pp稍低于Ar1温度保温较长时间再冷却到室温。 (4)对过共析钢,先进行奥氏体化使碳化物充分分解(加热温度选择在保证碳化物溶解的下限),随后以加高速度冷却以防止网状碳化物析出,然后再按(1)或(2)的方式球化退火。 (5)工件在一定温度下变形,然后在低于Ac1温度长时间保温进行球化退火。 7、预防白点退火 为防止工件在热变形加工后的冷却过程中因氢呈气态析出而形成发裂(白点),在变形加工完结后直接进行的退火。退火的目的是使氢扩散到工件之外。氢在α-Fe中的扩散系数比在γ-Fe中大得多,而氢在α-Fe 中的溶解度又比在γ-Fe低得多。为此对大锻件可先从奥氏体状态冷却到等温转变图的“鼻端”温度范围以尽快获得铁素体+碳化物组织,然后在该温度区或升高到稍低于Ac1长时间保温进行脱氢。 8、均匀化退火 以减少工件化学成分和组织的不均匀程度为主要目的,将其加热到