无心磨床1
无心磨床操作规程
设备名称:无心磨床。
A, 运行前检查:
1. 开机前应做好设备点检,并按规定对设备加油润滑。
2. 水箱水位是否正常注满。
3. 主轴油位是否正常,油质是否良好。
4. 修整器、升降杆、润滑是否正常。
B,操作说明:
1.操作者必须熟悉设备一般结构及性能,严禁超性能使用设备。
2. 停车8小时以上再开动设备时,应先空运转2~3分钟,确认润滑系统畅通,运转正常,方可开始工作。
3. 开机步骤:打开电源开关→打开作业开关→启动冷却系统→润滑系统→
液压系统→砂轮→导轮→选择工作模式(半自动、自动);
4. 各开机步骤完成后,空运行1分钟,观察液压系统各动作是否正常
5. 机床各项动作均运行平稳正常后,方可进行操作。
C,停止要领:
1.停机顺序:导轮→砂轮→液压→冷却→润滑。
2.工作完毕后,应将砂轮空转2分钟以上,使其干燥。下班时,应将各手柄放在非工作位置上,切断电源,清扫设备,作好点检记录。D, 注意事项:
1. 安装砂轮时首先应检查砂轮有否裂纹,安装时砂轮两面均应垫石棉纸,均匀紧固螺丝,砂轮启动后,人站在安全位置,经静平衡后先空转3分钟,方可进行修整。
2. 停机时,先停冷却液,待砂轮空转3-4分钟后停砂轮,然后停油压。
3. 开机时,操作人员不得离开,不得托人代管开动着的机床。
4. 操作者精神要集中,注意安全。
5. 在操作过程中如果出现掉工件,爆砂轮等异常现在,应立即按下急停按钮,停止生产。
6. 正常停机不能只按急停按钮。
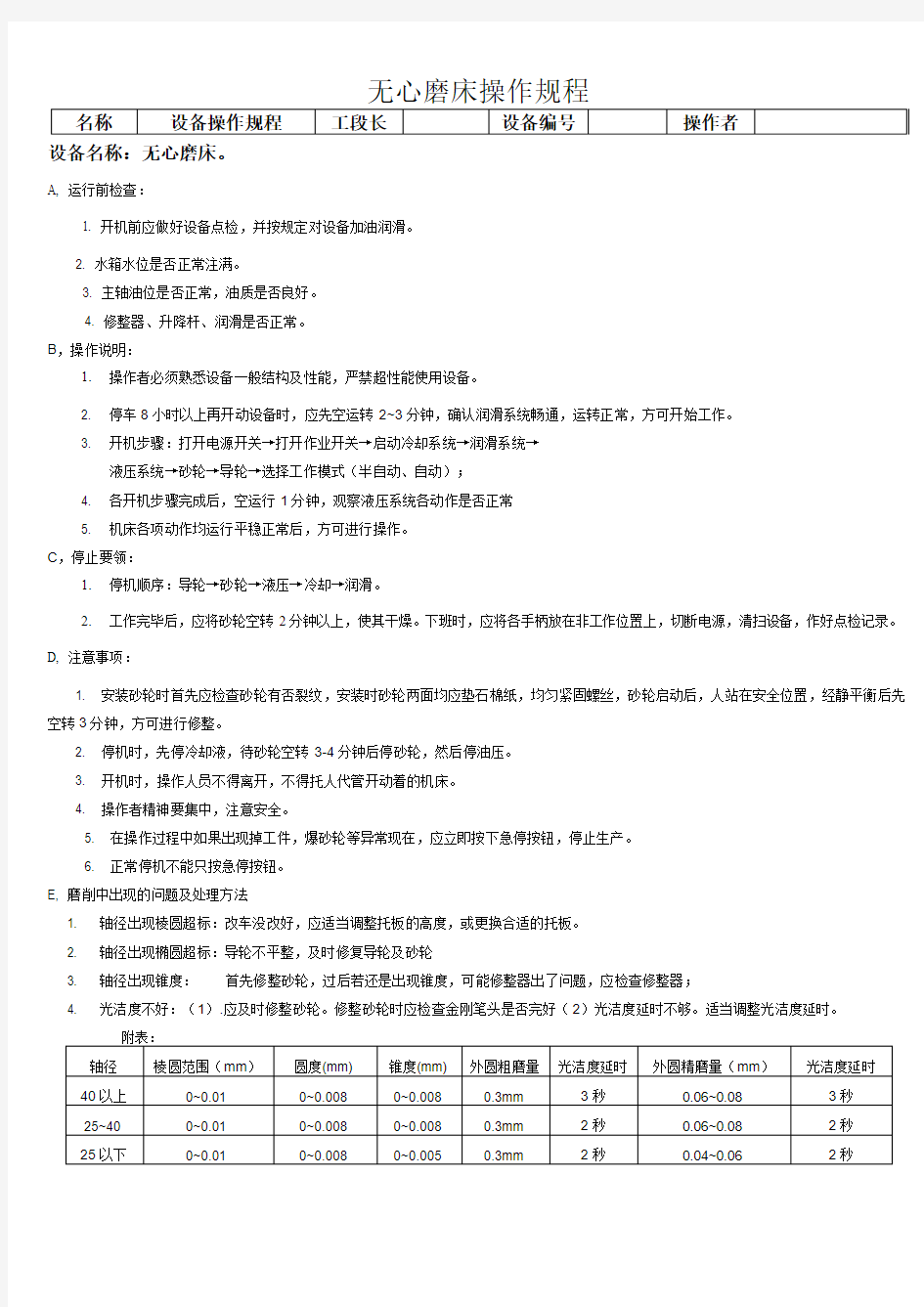
E, 磨削中出现的问题及处理方法
1. 轴径出现棱圆超标:改车没改好,应适当调整托板的高度,或更换合适的托板。
2. 轴径出现椭圆超标:导轮不平整,及时修复导轮及砂轮
3. 轴径出现锥度:首先修整砂轮,过后若还是出现锥度,可能修整器出了问题,应检查修整器;
4. 光洁度不好:(1).应及时修整砂轮。修整砂轮时应检查金刚笔头是否完好(2)光洁度延时不够。适当调整光洁度延时。