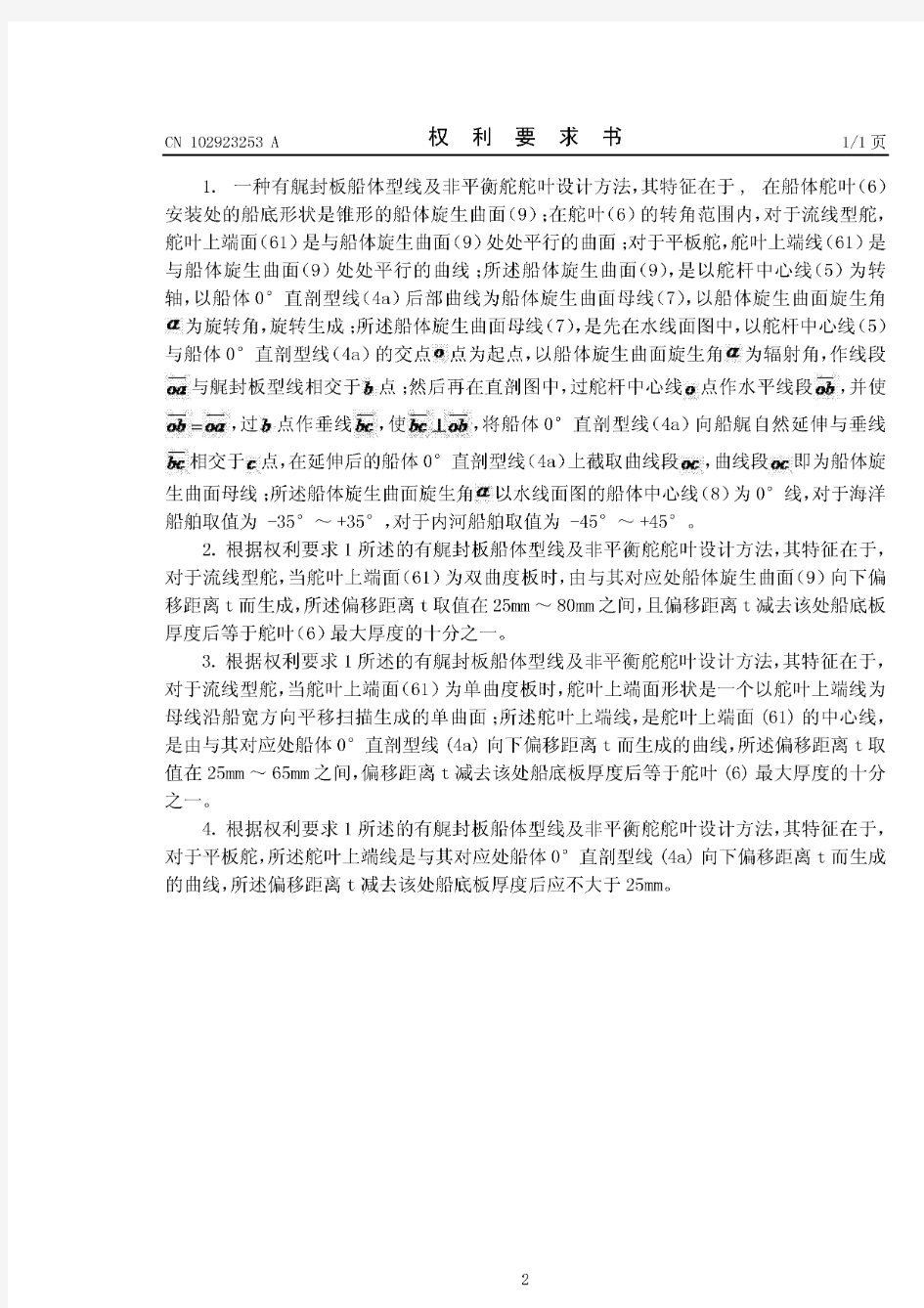
有艉封板船体型线及非平衡舵舵叶设计方法
舵系拆装工艺
工程号: 标记数量修改单号签字日期版号总面积m2旧底图登记号编制打字 校对 底图登记号审核共页第页标检 审定日期
1.适用范围 本工艺适用“xxxxxxx”轮舵系的拆装程序和修理技术要求。 2.规范性引用文件 CB/T 3680—95 船用转叶式液压舵机修理技术要求 CB/T 3424—92 船舶舵系舵承修理安装技术要求 CB/T 3425—92 船舶舵系舵杆修理安装技术要求 CB/T 3426—92 船舶舵系舵叶修理安装技术要求 3.工艺内容 3.1 初步了解的该轮舵系工程情况: 该轮舵系是转叶式液压舵机,舵机上有两道径向轴承和一道止推轴承,下舵承是一道带有内、外轴承的多重径向轴承。根据船方反映,舵系工作时偶尔有卡滞现象,有噪音。 3.2 该轮进厂后,应在码头做舵效试验和船舶进坞后进行零负荷转舵试验。记录各工况需要的时间(见附表1),通过听声音、观察摇摆方向及实际完成工况情况查找原因,定出修理部位与方案。 3.3拆卸步骤: 3.3.1拆卸前的准备工作 3.3.1.1由于该轮涉及到的舵系资料船方没有找到,所以无论是拆卸、修理还是回装都要做好数据记录。 3.3.1.2 准备好专用工具和需要更换的备件。做好场地的清洁工作。 3.3.1.3用舵杆专用吊鼻旋紧到舵杆顶部,上方用钢丝绳固定、保护舵杆。 3.3.1.4用专用风动葫芦或专用钢丝绳封舵叶,保护舵叶在拆卸过程中不掉落。 3.3.2 拆卸步骤 3.3.2.1拆卸舵叶底部丝堵,将舵叶舵筒内的存油放入盛油器内,禁止随便放泄在坞内。 3.3.2.2打开舵封板,拆除舵杆下部固定螺栓的止动板。松动螺母。用液压泵,采用液压胀毂的方法,使舵杆与舵叶分离。 3.3.2.3用葫芦、钢丝绳及专用吊具吊住舵叶,并逐渐承受舵叶全部重量。拆下舵叶。 3.3.2.4拆除转叶舵机的附属部件。 3.3.2.5 旋松液压螺母,连接液压泵,采用液压胀毂的方法,使液压舵机与舵杆分离,拆下转叶液压舵机部分。 3.3.2.6把舵杆放至坞底或抽至舵机间(无说明书,现不知向下或向上)。 3.3.3 转叶式液压舵机的修理 3.3.3.1液压舵机在现场或进车间解体、清洁、测量、检查。根据CB/T3680—1995规定超出极限或不满足使用要求的零部件,应予以修复或换新。 3.3.3.2 更换轴承。密封件出现划痕、其它机械损坏或老化微裂等现象的,应换新。 3.3.3.3 根据工作有噪声的问题,着重检查以下几个方面: 3.3.3.3.1 检查转舵机构零件是否发生不应有的摩擦,导致机械噪音; 3.3.3.3.2 检查油泵机组是否传动失中,导致机械噪音; 3.3.3.3.3 检查液压回路原件、接头、法兰、仪表、排气设施等是否密封不严,使系统吸气、存气,导致空气压缩,产生水击声响;
船舶舵系检修
船舶舵系检修 舵系是由那些将舵机动力传递到舵叶产生舵效的部件和构件组成,包括固定件——舵杆舵承(上、下舵承)、舵销轴承、舵轴等和运动件——舵杆、舵叶和舵销等。不包括舵机及其操纵系统。 舵系安装在船舶尾部螺旋桨的正后方,有单、双舵系之分。一般远洋及近海商船为单桨、单舵;客船、军舰及有的内河船舶为双桨、双舵。舵叶浸在水中,转动舵叶时,舵叶水动力对船舶产生力矩,迫使船舶改变航向或保持直线航行。 §12-1 舵系的检修 1 舵的分类 舵的种类很多,主要有以下几种: 1)按舵的旋转轴线位置分为平衡舵、半平衡舵和不平衡舵 (1)平衡舵:转动轴线在舵叶的中间,把舵叶分为两部分。舵叶转动时两部分均承受水压产生力矩。此二力矩方向相反,使转舵力矩降低,在某一舵角时为零,达到完全平衡。平衡舵所需舵机功率较小。图12-1a)为平衡舵。 (2)半平衡舵:仅舵的下半部起平衡作用,如图12-1b)。 (3)不平衡舵:舵的旋转轴线在舵叶的一边,即舵杆一侧有舵叶,对转舵力矩不起平衡作用,如图12-1c)。 2)按舵叶截面形状分为平板型舵和流线型舵 (1)平板型舵:一般用钢板或木板制成,两侧表面可适当加固。具有便于修造、成本低和舵效差的特点。可作成平衡舵、半平衡舵或不平衡舵。它只用于小船或非自航船。 (2)流线型舵:舵叶横截面呈机翼形,用钢板焊制,内部呈空心状并用钢板加强以增加舵叶刚性。流线型舵产生的水动力大、阻力小、强度高,但结构复杂,制造成本高。常作为平衡舵或半平衡舵,为大多数船舶采用。 3)按舵与船体的连接形式分类 (1)悬挂舵(吊舵):多数是平衡舵,完全由船体上的上舵承支承,中部通过下舵承,而下部整个舵叶悬空。 (2)半悬挂舵:多数是半平衡舵,其舵杆支承在船体上的上舵承,而舵叶支承在船尾支架上。 (3)多支承舵:该舵有两个以上的支承点,通过舵销将舵叶上的舵钮与船体尾柱上的舵承连接,如图12-1c),舵叶下部有舵底托支承。 (4)双支承舵:舵杆通过上、下舵承及舵底托支承,如图12-1a)。 (5)穿心舵轴平衡舵:除舵杆外,该舵还装有舵轴,它穿过舵叶并固定在船体尾柱上。舵杆与舵轴的轴线重合,转舵时,舵叶绕舵轴回转,如图12-2。 2 舵系结构 较为广泛应用的是穿心舵轴平衡舵。结构如图12-2所示。舵叶在舵杆转动轴线两侧非对称分布。舵叶上端面与舵杆6用法兰连接。舵轴7穿过舵叶,其中心线与舵杆中心线重合。舵叶随舵杆左右转动。舵杆支承在位于船体内部舵机房的上舵承1,使其承受部分舵叶的重量和舵杆的径向、轴向负荷。上舵承为滚动止推轴承。舵轴上端与尾柱用法兰连接,舵叶内设有2个铁梨木舵承以支承包有铜套的穿心舵轴,舵轴的下端锥体置于舵底托支承中(下舵承)。穿心舵轴平衡舵属
船体型线测量
一、实验背景及意义 型线图是船舶性能计算、总布置、结构设计以及建造时放样的依据。型线设计的优劣对船舶的静、动力学性能、使用性能和建造工艺性等方面会产生很大的影响。因此,型线图设计的准确性和光顺性是船舶设计的重要方面。但是,由于船体型线设计时存在的误差或在局部光顺过程中的修改,可能导致三个视图相应点的坐标不对应,致使型线图的精确性降低,给后续的船体型线放样带来麻烦,影响造船精度及效率。所以要对型线进行检测,提高其准确性。型线设计和修改时,为了保证船舶有较好的阻力性能及外板加工时良好的工艺性,必须保证船体曲面的光顺性。判断曲线曲面的光顺性一方面依赖于设计人员的经验,另一方面可把光顺问题转化为数学问题,文中采取数学方法对船体型线进行光顺。目前已有较多文献对曲线的光顺进行探讨,但在三视图对应检查方面所做的工作还很鲜见。 二、实验目的及要求 《船体型线空间坐标测量与误差分析》实验是掌握《船舶与海洋工程建造技术》课程内容重要环节,其目的是帮助学生进一步理解、巩固和掌握《船舶与海洋工程建造技术》课程中船体的空间概念、船体型线三向投影概念、制造精度等知识。本实验由造船测量仪器应用、船体型线测量、图形回溯与误差分析三个项目构成,采用先进的船体测量仪器和加工设备,综合应用测量数据采集、计算、图形回溯、样本比对分析等实验手段,培养学生对船体结构、型线测量及精度制造等造船生产实际的直接感性认知、分析问题解决问题能力和动手能力。 本实验运用全站仪测量船舶模型,处理数据,然后得出船舶模型型线。 三、实验原理 实验原理:由于不方便直接测量船体表面两点之间的距离,所以利用全站仪的对边测量的功能进行测量。当两点之间不能直接测距时, 可将全站仪安置在能够观测到两点的任意位置, 利用全站仪能同时观测仪器与镜站间的斜距、竖直角、水平角, 间接计算两镜站点间的斜距、平距、高差。
简要论述船舶舵系制造安装与检验的要点
简要论述船舶舵系制造安装与检验的要点 ――摘要:《船舶检验》《船舶设备与系统》关键词:舵叶舵杆舵柄焊接胎架照光构架铸钢件安装检验一.舵的主要功能:船舶在航行过程中,舵是用来保持和改变航向的。是船舶的主要操纵设备。二.舵叶结构的介绍:船舶在航行的过程中是依靠舵叶的转动来控制航向的,舵叶的结构强度,面积,对称性和水密性是考核舵叶的四大因素。根据舵的形状和尺寸制作相应的胎架,在胎架铺板,对接,焊接在旁板上画内部加强筋纵横装配线,再装内部的加强筋,焊接完成后最后再装另一侧旁板,塞焊。三.舵叶的制造工艺简介如下: 1. 按照图纸进行水平构件及垂直构件与垫板预先组装焊接,并进行火攻矫平。 2. 按照提供的刚模板制造舵叶胎架,并测量胎架水平,误差小于2mm,并在胎架的四周设置水平标杆,报专检验收。 3. 铺设外板并与胎架用马板贴合固定,外板理论线位置在舵叶外表面,开CO2焊接坡口。并打磨光滑后进行焊接。焊接结束划出垂直构件及水平构件,舵顶外板及舵底外板的安装定位线。 4. 安装舵顶及舵底封板一级水平构件,插装垂直纵横构件,并调整垂直。注意水平方向的线型光顺,垂向构件的垫板水平方向平齐,按照水平标杆画出上下舵封板的中截面线,并用洋冲作好标记。 5. 安装铸钢件 6. 安装放水塞 7. 内部结构交专检确认后进行焊接。其顺序如下 a. 铸钢件焊接应预先开坡口,并打磨光滑,并进行预热,预热温度低于125℃-150℃,叫质检,船东,船检检验后进行焊接。 b. 整个焊接过程中,质检科派专人予以严C格的控制。并记录预热温度和焊接工艺参数。 c. 铸钢件焊接结束后,需保持2小时以上,且72小时以上后进行UT及表面探伤。 d. 先进行铸钢件与本体结构的立角焊,后进行平焊。 e. 铸钢件焊接结束后进行舵叶本体内部结构焊接,先立角焊后平焊,并从中间向两头,双人对称施焊。 f. 最后焊接舵顶及舵底封板以及外板与尾端材的焊接。 8. 内部结构焊接结束后,应对铸钢件的对接焊缝进行UT及表面探伤检查,舵叶内部焊缝打磨清洁交质检及船东,船检验收。 9. 内部拉毛涂装。 10. 舵叶另一侧外板预装,并划出余量线,然后外板平铺地面预开坡口后在板缝的背面贴装圆钢及垫板,注意圆钢处于焊缝中心。勘划放水塞安装位置。并按图纸画出外板上的塞焊孔的孔线用仿形割进行塞焊孔的开孔,并打磨光滑并对外板的内表面进行拉毛油漆。(注:塞孔焊的附业禁止油漆) 11. 贴装外板α角及焊缝位置适当加强,从中间向两头焊接塞焊及α角垫板的焊缝。 12. 脱胎翻身垫高,进行外板的批,补,磨等工作,并测量α角。中截面的水平及舵叶的主尺度,其舵叶的高度≤±4mm,高度≤±4mm,上下封板中截面的水平度的误差≤±2mm,必须进行适当的火工矫正。13. 舵叶护罩按与本体预测预装,并开设坡口,打磨光滑且与舵承铸钢件焊接的垫板装焊结束,进行内部拉毛油漆。 14. 舵杆护罩板专板确认后进行内部拉毛油漆。 15. 按照图纸进行气密试验及完整性试验。四.舵叶制造质量检验标准如下表:舵叶质量标准:单位mm项目标准范围极限范围舵叶旁板与胎架模板间隙0 2 构件安
舵系镗孔工艺规范1
35000DWT散货船舵系拉线镗孔工艺规范 本船编号:YH0709 本工艺以CSQS中国造船质量标准(1998)为依据,并参考沿海船厂之相关工艺文件,结合CCS规范与本船的实际情况编制而成。 1 范围 本工艺规定了船舶舵系拉线镗孔工艺的工艺准备、人员、工艺要求、工艺过程及检验。 本工艺适用于万吨级以上钢质船舶的舵系镗孔。其他钢质船舶亦可参照使用。 2 工艺规范性引用文件 CSQS中国造船质量标准(1998) 3 工艺准备 3.1必须认真阅读并熟悉该船的艉轴系总图,推进轴系统布置图,中间轴座架 图,舵系布置图,主机安装图等及相关工艺技术文件,施工时需带到现场。 3.2拉线镗孔工具准备 a)镗孔专用设备; f ) 拉线架2付半(5只); b)校中用划针盘及弹性接头;g ) 木角尺一把; c)月牙扳手;h ) 线锤2只,桩头16只; d)刀具;I ) 万用表1只,内经分厘卡; e)钢丝线100米(○0﹒5MM);j ) 木制洋棒2根等工具。 3.3检查镗孔工装设备完好性。 3.4 依照上舵承座和上下舵销座,制作镗孔架。 3.5 确认上舵承座、工艺法兰及上下舵销座上下端面镗孔所需的校圆线,镗削 圆线及提高校中精度的工艺基准螺丝钉。 4 人员 4.1 操作人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核 取得合格证书,方可上岗操作。 4.2 操作人员和检验人员应熟悉本船工艺规范要求,并严格遵守工艺纪律。 5 工艺要求
5.1 镗孔的圆度、圆柱度公差符合CSQS中国造船质量标准(1998),见表1。 表1 镗孔圆度、圆柱度公差值 单位为毫米 孔径 D 公差标准范围 ≤120 ≤0.015 >120~180 ≤0.020 >180~260 ≤0.025 >260~360 ≤0.030 >360~500 ≤0.035 >500~700 ≤0.040 >700~900 ≤0.050 >900~1100 ≤0.060 >1100~1300 ≤0.070 >1300~1500 ≤0.080 5.2 5.3 5.4 5.5 6 工艺过程 6.1镗杆安装时,应按上舵承座及工艺法兰、上舵销座上端面与下舵销座下端 面上的校圆线和工艺基准螺钉为校中依据,用内径千分尺调整镗杆与工艺基准间的距离,使镗杆与舵系中心重合,误差不大于0.02mm。镗杆与舵系中心重合见图1
AutoCAD船体制图(型线图)上机指导--集美大学 船舶2012级用
集美大学轮机工程学院船舶2012级AutoCAD船体制图上机指导之一 用AutoCAD 绘制150 t 冷藏货船型线图并用绘图机HP Design Jet430(D/A1)出图的主要步骤(仅供参考):1.绘制格子线(站距4500;半型宽4250;设计吃水2800;水线间距700;纵剖线间距1500) 1)先建立格子线图层并置为当前图层; 2)将状态栏的间距捕捉和栅格设为(4500,700)并开启(亮显); 3)在适当位置(参考教材35页手工绘图)绘制纵剖线图的基线;绘半宽水线图的中线; 4)在适当位置绘尾垂线并向右阵列出11个站线(行1,列11,列间距4500); 5)将纵剖线图的基线向上阵列出6个水线(行6,列1,行间距700); 6)将半宽水线图的中线向上复制出1500及3000纵剖线,并绘出4250型宽线; 7)按投影关系绘横剖线图的格子线(为方便按投影关系绘图,横剖线图可先绘在纵剖线图右侧); 8)在BL与型宽线之间的适当位置绘肋位刻度线(0#肋位在0号站向首250处,绘出0#刻度线(长度100)并将其向首阵列85个,行1,列85,列间距550); 9)建立标注图层并置为当前图层,标注站号、水线号、纵剖线号、肋位编号(配合使用间距捕捉、UCS(用户坐标系)、单行文本注字、复制等);绘中站、中线(标CL也可)符号。 2.绘制纵剖线图上的首、尾轮廓线 1)建立船体轮廓图层并置为当前图层,将UCS移到BL与0站线的交点处,绘出尾轴中心线(距BL 1200)。 2)按照该船尾轮廓尺寸(参考已发150t冷藏货船型线图后体图,或教材36页图2-13,或附页图2-9)绘制尾轮廓:用点命令绘(715,1710)和(715,765)两点,以这两点为圆心分别作半径为625的圆,然后作两圆的公切线;连接(-2900,6270)和(-2250,2950)两点得尾封板投影;过(-2250,2950)作圆心为(715,1710)圆的切线……。 3)把UCS移到BL与首垂线的交点处。 4)按照该船首轮廓尺寸(参考教材36页图2-13,或参考附页型线图2-9)绘制首轮廓:或过(2000,7850)点和设计水线与首垂线交点作直线并延伸到BL,将该直线与基线倒圆角(参考半径3000),(注意:参考图中的首轮廓尺寸300,650,1150仅供选倒圆角选半径时参考)。 3.绘制纵剖线图上的主甲板边线(也在船体轮廓图层中绘制,以下同) 1)用作图法在尾封板上找到高度为4170的点(主甲板边线尾端点);在首柱(首轮廓)上找到高度为5350的点(主甲板边线首端点); 2)间距捕捉设为(4500,5)并开启;按照左下角X坐标提示及型值表主甲板边线与各站线交点的高度值(Y坐标),用绘点命令在各站线上绘出主甲板边线与各站线的交点; 3)关闭间距捕捉、开启对象捕捉,用样条曲线命令依次连接主甲板边线尾端点、主甲板边线与各站线的交点、主甲板边线首端点。(若不先绘点,则应按需开启或关闭间距捕捉、对象捕捉;移动光标时注意左下角坐标显示以便确定曲线控制点在各站的正确位置;配合使用水平滚动条或配合透明使用PAN命令;或配合使用鼠标滚轮来局部放大绘图区来绘制该曲线)。 4.绘制纵剖线图上其它空间曲线的投影 1)开启正交状态,在23#、70#作辅助垂线; 2) 绘中段舷墙顶线:由主甲板边线向上复制900所得,保留23#-70#之间段; 3)绘首楼甲板边线:由主甲板边线向上复制1900所得,保留70#向首段; 4)绘尾楼甲板边线:由主甲板边线向上复制2100所得,保留23#向尾段; 5)绘首舷墙顶线:从首端点(2000,7850)开始作直线通过首舷墙顶线在9号站的点(参考高度6940),并将其延伸至70#辅助垂线; 6)用作图法绘出舷墙顶线首(R4000)、尾(R2100)过渡圆弧(注:外扳顶线暂不画;参考图中所标560、1750、1900尺寸不必采用)。
舵系组成(东台远洋)
机械设备技术协议——(MF025B) 船型:55000DWT散货船 船号:SG55000DWT 船级社: CCS 挂旗:中国 数量:1组/船 ITEM项目:舵系成组 制造商:东台市远洋船舶配件有限公司 会签: 认可资料:8套(带一个光盘)工作资料;8套(带一个光盘);完工资料4套(带一个光盘) 船厂: 江苏苏港造船有限公司(甲方) 详细设计:上海瀚顺船舶设计公司有限公司 供应商:东台市远洋船舶配件有限公司(乙方) 1 / 3
A. 通则: a. 本协议所提及的设备和材质应符合中国船级社(CCS)的最新规范2009和最新国际海上人命安全公约(SOLAS)及本船将悬挂的船籍国的相关要求; B. 基本技术说明: a. 环境温度:-20~+45℃ b. 入级符号:CCS c. 证书要求:1份正本和2份副本 d. 计量单位:ISO e. 产品应涂装到底漆 C. 图纸和文件: 买方将提供下列图纸和文件(CCS退审图)给卖方,卖方应根据以下图纸和文件的要求进行制造并按要求提供产品 1.舵系布置图:HS10013-022-013 2.舵杆上液压螺母:HS10013-022-013-01 3.舵杆:HS10013-022-015 4.舵杆下液压螺母:HS10013-022-013-06 5.舵销:HS10013-022-016 6.舵销液压螺母:HS10013-022-013-10 注:以上技术图纸和文件做为本技术协议的附件,是本技术协议不可分割的一部分; D. 供货及加工范围: 1.零件清单 2 / 3
2. 舵叶铸钢件的镗孔由乙方现场完成。 3. 舵杆与舵柄、舵杆与舵杆承座、舵销与舵销承座的拂配过程以及相关交验为乙方完成,成 品交验过程中,乙方必须根据船东、船检要求的质检过程召集船东、船检、船厂代表进行检验,同时完成相关记录。 4. 所有加工表面应光洁、无伤痕、无毛刺,键槽底部圆滑过渡。 E. 预安装、试验和检查 1.卖方应在产品检验过程节点完工前7天,通知买方代表和船东代表到场,作相应的检查。 2.产品检验过程节点: 2.1舵杆与舵柄的拂配; 2.2舵杆与舵杆承座的拂配; 2.3舵销与舵销承座的拂配; F. 质量保证 在船交付后,生产厂对其所供应的产品提供12个月的质量保证。 G.其它: 1.本协议正本两份,双方各执一份 2.本协议如有未尽事宜,双方应本着友好协商的原则妥善解决 3.违约罚款 4.制造商供给的设备或材料与工作图或完工资料不符,由此而引起的损失全部由制造商承担。 3 / 3
舵系的设计计算
舵系的设计计算 1. 目的 通过对舵系的各组成部分的设计、计算和验算确保本设计设计的舵系能满足船舶航行实现转向及安全的需要。 2. 适用范围 本设计计算中的有关设计数据和内容,只适用于本设计中的舵系。 2. 舵系计算分析 本设计采用双舵销半平衡舵,从图可知舵梁有三个支座,因此它是一个一次静不定梁系,也就是说由静力平衡条件的二个方程式无法求得三个支反力。为此我们去掉一个“多余”支座(通常取为弹性支座),而代以“多余”支反力,使梁系成为静定梁系。这样即可求得另外二个支座的支反力(为“多余”支反力的函数)。可以计算梁及弹性支座的变形能,b V 和s V 系统的总变形能 s b V V V +=。根据最小变形能定理可得到一个补充方程: 0=??a R V (1) 这样就可以由(1)求得弹性支反力a R 。再由二个静力平衡方程式即可
求得另二个支反力b R 和c R 。接着就可按材料力学的方法作出断面剪力和弯矩图了。 因为 ?=l z b d z EI z M V 02) (2) ( 所以 ????=??l z a a b d R z M z EI z M R V 0)()()(。 又因梁是由几个不同断面的梁段组成,所以又可写成: zi n i l b d EIi zi M V ∑? ==1 21 2) (, ∑?=???=??n i l z a a b i d R zi M EIi zi M R V 10)()( 弹性支座a 的支座变形能a a s Z R V 2 21=, 所以 a a a s Z R R V = ?? (1) 式可写为: a a zi a n i l Z R d R zi M EIi zi M +???∑? =)()(1 1 (1a ) 式中 )(z M ,)(zi M —距原点z 处的断面变矩)(z M 和第i 段梁的距第i 段梁原点zi 断面弯矩)(zi M ; )(z I ,Ii —距原点z 处的断面惯性距)(z I 和第i 段梁段数; a Z —弹性支座a 的支座弹簧常数。按规范给出的公式计算。 求弹性支座a 的支反力a R a R = R c M a M Q Q K M K M K Q K Q K c a ?+?+?+?2121 式中 );,,,,(4242a R R Z I I l l F K =
舵系的检修(补充内容)
第十三节舵系的检修 船舶舵系是实现船舶转向、调头、直航等操纵的船舶航向控制装臵,是船舶航行的重要设备。舵系是由那些将舵机动力传递到舵叶产生舵效的部件和构件组成的,包括固定件——舵杆舵承(上、下舵承)、舵销轴承、舵轴等,及运动件一一舵杆、舵叶和舵销等。不包括舵机及其操纵系统。 舵系安装在船舶尾部螺旋桨的正后方,有单、双舵系之分。一般远洋及近海商船为单桨、单舵;客船、军舰及有的内河船舶为双桨、双舵。舵叶浸在水中,转动舵叶时,舵叶水动力对船舶产生力矩,迫使船舶改变航向或保持直线航行。 一、舵系结构和舵的种类 l.舵系结构 舵系结构类型很多,随船舶类型、大小和舵系布臵等的不同有不同的舵系结构。较为广泛应用的是穿心舵轴平衡舵。舵叶在舵杆转动轴线两侧非对称分布,舵叶上端面与舵杆用法兰连接。舵轴穿过舵叶,其中心线与舵杆中心线重合。舵叶随舵杆左右转动。舵杆支承是位于船体内部舵机房的上舵承,使其承受舵叶的部分重量和舵杆的径向、轴向负荷。上舵承为滚动止推轴承。舵轴上端与尾柱用法兰连接,舵叶内设有2个铁梨木舵承,用以支承包有钢套的穿心舵轴。舵轴的下端锥体臵于舵底托支承中(下舵承)。穿心舵轴平衡舵属于三支点舵,具有结构简单、舵效高和便于修造等特点。 2.舵的种类 舵的种类很多,主要有以下几种: 1)按舵的旋转轴线位臵分为平衡舵、半平衡舵和不平衡舵 (1)平衡舵转动轴线在舵叶的中间,把舵叶分为两部分。舵叶转动时两部分均承受水压产生力矩。此二力矩方向相反,使转舵力矩降低,在某一舵角时为零,达到完全平衡。平衡舵所需舵机功率较小。如图1(a)所示。 (2)半平衡舵仅舵的下半部起平衡作用,如图1(b)所示。 (3)不平衡舵舵的旋转轴线在舵叶的一边,即舵杆一侧有舵叶,对转舵力矩不起平衡作用,如图1(c)所示。
船体型线光顺
船体型线光顺 Ship shape lines smooth ?在对船体型线光顺光顺过程的充分研究的基础上,我们首先对船体数据进行分类整理; With the knowledge of mathematical fairing and fairing procedure , we divide and classify ship data first ; ?船体型线光顺设计是船舶设计的基础和核心,是实现船舶设计目标的关键,包括船体线和船体曲面光顺设计。 Hull line fairing is the basis and core of ship design and is the key to realizing the aim of ship design , which includes fairing of hull curve and surface . ?使用表明,对于船体型线这一类十分线,使用本文方法可以获得光顺的线光/顷方法和光/顷方法结合在一起使用,效果更为理想。 With the presented software , a satisfied ship line can be obtained . A result is dropped that to work more effectively , both of the two methods should be used together . https://www.360docs.net/doc/b28340631.html, 船体型线图 [船] lines 检测翻译词汇- alphay's EnglishWorld Boards Asp Assort 10 ... Line focus 线焦点Lines Slave pair pattern 线对检测图Line pairs per millimetre 每毫米线对数 ... sheer draught 航海及海运专业词汇英语翻译(S) ... sheer draught船体线型图sheer draught 船体型线图sheer draught船型线图船体线型图 ... body plan 推荐文章 ... body paint off 车体油漆脱落body plan 船体型线图body plan船体正面图 ... sheerdraft 能源动力行业英语第4180页 ... sheercurve舷弧线sheerdraft船体型线图sheerline舷弧线 ... ?工程师们正在设计船体型线图。 The engineers are making the designing of the hull lines . https://www.360docs.net/doc/b28340631.html, ?论文运用自己开发的绘图软件包完成了船体型线图的绘制,主要完成了绘图软件包的设计,存储图形几何数据的数据库设计。 Ship lines plan was completely drawn by CAD software bag that designed by myself . This dissertation includes two parts: drawing software bag design , database design that storage drawing geometry data . https://www.360docs.net/doc/b28340631.html, ?然后用袖烫垫烫开缝线。领子与驳头上难以烫到的缝板烫。 Press seams open using a seam roll. For hard -to-reach seam allowances on collars and lapels, press them open over a point presser. https://www.360docs.net/doc/b28340631.html, ?目的评价睑板下睑缝线加固术联合下睑皮肤定量切除术矫正老年性睑内翻的效果。 Objective To evaluate the effect of resuturation of the lower eyelid retractor to tarsal plate and resection of the measurable lower eyelid skin to correct senile entropion . ?方法对老年性睑内翻63例(68眼)施行睑板下缝线加固术联合下睑皮肤定量切除术,并观察术后的疗效。
《船体结构与制图》课程标准
《船体结构与制图》课程标准 一.前言 (一)课程的性质和作用: 《船体结构与船体图识绘》是船舶工程技术专业的一门核心专业课程,是学生学习船舶工程技术的专业基础课,也是学生职业岗位能力的基本能力训练课程。其功能在于让学生通过一系列船体结构的模型、实船、船体图样的识读及船舶图样的绘制,认识船体结构的形式、构件种类、构件名称,掌握船体制图的有关标准、规则和船体图样的绘制方法,从而具备船体加工与装配、造船生产设计、生产组织与管理等职业岗位所需要的基本能力,为学生顶岗就业夯实基础;同时培养学生认真细致、精益求精的工作作风,并为后续专业课程的学习作好前期准备。 后续课程是“船体放样”、“船体建造工艺”、“船舶质量检验与管理”等。 (二)课程基本理念: 本课程的功能是通过对船体结构和船体制图的基础知识,使学生掌握识读和绘制船体图样的基本技能,和把图纸转化为模型的过程,提高学生船体结构分析能力和识图、制图能力,为学生的后续课程打下坚实的基础,同时也为今后在船舶企业从事船舶生产设计、船体检验、计划调度、编制建造工艺等岗位打下基础,使学生具备胜任船体检验员、计调员、船体工艺员等工作岗位的基本知识和能力。 (三)课程设计思路: 本课程的总体设计思路是以船舶工程技术专业(船体方向)在船体结构的认知及识图、绘图相关工作任务和职业能力分析为依据确定课程目标、设计课程内容,以工作任务为线索构建任务引领型课程。 课程结构以识读和绘制船体图样的任务为线索,以“必需、够用,兼顾发展”为原则,包括船体结构、船体图识读和绘制、船体结构节点的模型制作及型线图、分段结构图等图样的手工及计算机绘制,将船体结构的认识和船体图识读与绘制融为一体,让学生用纸板制作船体结构用型材、板材和结构节点模型,加强对对船体结构的认识,理解船体结构的视图表达,让学生通过识读、绘图等活动,增强各种图样识读和绘制的实践技能,掌握型线图、分段结构图等的手工和计算机绘制方法,形成相应的职业能力。课程内容的选取,围绕完成相应的工作任务,按照培养目标和学生的实际状况,重点突出识读、绘图能力的培养。以工作任务为中心,密切结合专业能力要求,采取课堂教学与现场教学交替的形式,实现教学做一体。积极开发学习资源,为学生提供多种学习媒体与学习机会,教学效果重点评价学生识读、绘制船体图样、船体结构节点的模型制作及型线图的绘制方面的职业能力。 本课程建议课时数为80学时。 二.课程目标 (一)课程总体目标: 通过本课程的学习,使学生在读图、绘图的训练过程中,逐步掌握船体结构的分析能力与识读
大型船舶船体建造识图
2. 图线及其应用: 表2-1 图线及其应用(续) 序号名称型式(宽度)应用范围示例 1 粗 虚 线 (b) 不可见板材简化线(不包括 规定采用轨道线表示的情况) 轨 道 线 (b) 主船体结构图内不可见水 密板材简化线(肋骨型线图、分 段划分图等除外) 2 细 虚 线 (
表2-1 图线及其应用(续) 序号名称型式(宽度)应用范围示例 7 细 双 点 划 线 (
3. 图形符号: 图形符号按表1-4规定。 表1-4 图形符号 序号名称符号示例1 吃水符号 2 船中符号 3 轴系剖面符号 4 端 接 缝 和 边 接 缝 符 号 一 般 接 缝 分 段 接 缝 5 连续符号 6 间断符号 7 视向符号 8 肋位符号FR
表1-4 图形符号(续) 序号名称符号示例 9 小 开 口 剖 面 符 号 (无扁钢开口) (有扁钢开口) 9 (续) 小 开 口 剖 面 符 号 (无面板) (有面板) 舱底 10 剖切符号
第一部分船体型线放样
第一部分船体型线放样 一、填空题 1、船体放样方法有实尺放样、数学放 样、比例放样; 2、船体放样内容有_船体理论型线放样_、_肋骨型线放样_、_船体结构线放样_、_船体构件展开_、_为后续工序提供资料_; 3、理论型线放样步骤是_首、尾轮廓线放样、_甲板线放样、_三组型线放样; 4、肋骨型线放样步骤是在纵剖线图和半宽水线图上作各肋位垂线 _______、 _量取纵剖线图和半宽水线图同一肋骨号的高度型值和半宽型值_______、_将上述两型值转录到横剖线图上,用样条光顺连接各型值点______、 _画出各肋位的梁拱线___; 5、梁拱曲线的绘制方法 有、、 ; 6、平面上的一点位置需 用和表示; 7、水线图中格子线由_纵剖线___和____站线____组成; 8、横剖面图中格子线由_水线______和__纵剖线组成; 9、纵剖面图中格子线由__水线__和__站线_组成; 10、W面图中横剖型线由值 和值确定; 11、型线光顺性指_曲率和缓地变化、_无局部凹凸起伏_和__无突变现象; 12、首柱放样包 括、和 ; 13、首圆弧绘制包括首柱中心线、首圆弧圆心连线_、_首圆弧折角线_和_首圆弧切点连线_; 14、作首圆弧切线方法有__样条法__和__型值法______; 15、膨出导流结构 分和两种; 16、尾轴出口处肋骨型线修正是确定一个圆弧和两 个圆弧; 17、外板接缝线的布置应先排纵向___接缝线,后排__横向___接缝线;
18、纵向结构线放样就是在肋骨型线图上画出纵向构件与船体型表面__的交线、_纵向构件与各肋骨剖面___的交线,以及; 19、船体构件有构件、构件和 3类; 20、船体构件有___平面_____和___曲面_____两种; 21、求空间直线实长方法有_直角三角形法__、_旋转法_和__直角梯形法__; 22、柱面体展开用_十字线法__,锥面体展开用_十字线法__,任意可展曲面用_测地线法_; 二、选择题(单选或多选) 1、型线修正应保持不变的尺度 是() a.总长 b.设计水线长 c.垂线间长 d.首进水角 2、型线绘制,每对型值 应 ( A ) a.型值应符合一致性 b.型值不要一致性 c.投影关系无关紧要 d.型线估计差不多就行 3、船体模表面 是 ( A ) a.船体内表面 b.船体外表面 c.船体外板中性面 d.型表面加上板厚 4、同层甲板只 做 ( A ) a.一块梁拱放样板 b.二块梁拱放样板 c.三块梁拱放样板 d.四块梁拱放样板 5、首柱放样应 先 ( A ) a.画首圆弧 b.不画首圆弧 c.画圆心曲线 d.不画圆心曲线 6、尾轴出口处肋骨型线修正 应() a.不求正圆弧半径 b.先求出正圆弧半径 c.不求反圆弧半径 d.先求反圆弧半径 7、横中剖面将船体分 为( B )
(工艺技术)船舶舵系镗孔工艺规范
船舶舵系镗孔工艺规范 船舶舵系镗孔工艺图片 本规范以CSQS中国造船质量标准(1998)为依据,并参考兄弟船厂之相关工艺文件,结合本公司的实际情况编制而成。 本规范由金海湾船业有限公司提出; 本规范由生产设计部归口; 本规范主要起草(编制):周联宇 标检: 审核: 本规范由总工程师批准。 1范围 本规范规定了船舶舵系镗孔工艺的工艺准备、人员、工艺要求、工艺过程及检验本规范适用于万吨级以上钢质船舶的舵系镗孔。其他钢质船舶亦可参照使用。 2规范性引用文件 CSQS中国造船质量标准(1998) 3工艺准备 3.1 图样及相关工艺技术文件。 3.2 镗孔工具 a)a)镗孔专用设备; b)b)校中用划针盘及弹性接头; c)c)月牙扳手; d)d)刀具。 3.3 检查镗孔工装设备完好性。 3.4 依照上舵承座和上下舵销座,制作镗孔架。 3.5 确认上舵承座、工艺法兰及上下舵销座上下端面镗孔所需的校圆线,镗削圆线及提高校中精度的工艺基准螺丝钉
4人员 4.1 操作人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核取得合格证书,方可上岗操作。 4.2 操作人员和检验人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程。 5工艺要求 5.1 镗孔的圆度、圆柱度公差符合CSQS中国造船质量标准(1998),见表1 表1镗孔圆度、圆柱度公差值 单 位为毫米 5.2孔圆柱度公差值方向应与衬套压入方向保持一致,不允许反方向 5.3舵系孔同轴度误差不大于0.3mm。
5.5 镗削后平面与舵中心线的垂直度误差不大于 0.10mm/m 6工艺过程 6.1 镗杆安装时,应按上舵承座及工艺法兰、上舵销座上端面与下舵销座下端 面上的校圆线和工艺基准螺钉为校中依据,用内径千分尺调整镗杆与工艺基准间 的距离,使镗杆与舵系中心重合,误差不大于0.02mm 。镗杆与舵系中心重合见图 6.2 舵系镗排安装 a )舵系上、下舵钮镗排安装示意图,见图 2 ; 5.4镗孔的表面粗糙度不小于 6.3 .. ?,各端面粗糙度不小于
船体型线光顺要点
HD-SHM 2000船体建造系统 船体型线交互三向光顺系统 一、三向光顺的数学模型 该系统是通过对船体曲面上的型线进行光顺来达到船体曲面光顺的。型线的取法有下述几种: 1、水平剖面线,可取若干高度值来获取一组水线。 2、纵向剖面线,可取若干半宽来获取一组纵剖线。 3、横向剖面线,可取若干离舯值来获取一组站线,另取若干离舯值来获取一组肋骨线。 4、空间曲线,它是控制船型的主要曲线,有折角线、切点线、轮廓线三种类型,作为三向光顺时的控制曲线。 5、甲板线,是船舶甲板与船壳的交线,它也是一种空间曲线,不参加三向光顺,由甲板中纵剖线(中昂)根据甲板抛势翻出。 6、其他剖面线及空间曲线。如船体圆头切点线、底平切点线、艉封板线等。 所谓三向光顺即指上述曲线在水平面、纵剖面、横剖面上的投影曲线都达到光顺,而这些曲线是由许多型值点经拟合连接而成的。在该系统中,曲线上的型值点以及首末点导数都是由数据表(以下称型值表)提供的。 该系统根据横剖线的类型分成站线三向光顺和肋骨光顺两种处理方法,用户可先进行站线三向光顺,然后在光顺后的水平面和纵剖面上插值生成肋骨型值表,最后进行肋骨光顺生成肋骨样条文件。 该系统是将全船分成前后两部分,分别对其进行光顺的。前后两部分的船长方向坐标都是离舯值。当船体无平行纵体时,前后半船必须有重叠部分,并且保证在重叠部分的各站线和肋骨线上的水线半宽和纵剖线高度型值必须一致。 二、系统功能 该系统有下列主要功能: 1、存取船体型值表,将船体型值表从文件读入内存或建立新船。 2、型线显示控制,决定要显示的型线以及要处理的横剖线类型(是站线还是肋骨线)。还可进行前后半船的型线图形对接。? 3、光顺前处理,对边界线及空间曲线等进行自动光顺,并可执行水线和站线的二向光顺和水线圆头切点线光顺。 4、站线自动三向光顺,自动对站线、水线和纵剖线型线进行三向光顺。 5、单根型线的交互三向光顺,交互光顺一根型线,并自动修改三向相关的型线。
船舶维修技术实用手册
船舶维修技术实用手册》出版社:吉林科学技术出版社 出版日期:2005年 作者:张剑 开本:16开 册数:全四卷+1CD 定价:998.00元 详细介绍: 第一篇船舶原理与结构 第一章船舶概述 第二章船体结构与船舶管系 第三章锚设备 第四章系泊设备 第五章舵设备 第六章起重设备 第七章船舶系固设备 第八章船舶抗沉结构与堵漏 第九章船舶修理 第十章船舶人级与检验 第二篇现代船舶维修技术 第一章故障诊断与失效分析 第二章油液监控技术 第三章新材料、新工艺与新技术 第三篇船舶柴油机检修 第一章柴油机概述 第二章柴油机主要机件检修 第三章配气系统检修 第四章燃油系统检修 第五章润滑系统检修 第六章冷却系统检修 第七章柴油机操纵系统检修 第八章实际工作循环 第九章柴油机主要工作指标及其测定 第十章柴油机增压 第十一章柴油机常见故障及其应急处理
第四篇船舶电气设备检修 第一章船舶电气设备概述 第二章船舶常用电工材料 第三章船舶电工仪表及测量 第四章船舶常用低压电器及其检修 第五章船舶电机维护检修 第六章船舶电站维护检修 第七章船舶辅机电气控制装置维护检修第八章船舶内部通信及其信号装置检修第九章船舶照明系统维护检修 第五篇船舶轴舵系装置检修 第一章船舶轴系检修 第二章船舶舵系检修 第三章液压舵机检修 第四章轴舵系主要设备与要求 第五章轴舵系检测与试验 第六篇船舶辅机检修 第一章船用泵概述 第二章往复泵检修 第三章回转泵检修 第四章离心泵和旋涡泵 第五章喷射泵检修 第六章船用活塞空气压缩机检修 第七章通风机检修 第八章船舶制冷装置检修 第九章船舶空气调节装置检修 第十章船用燃油辅机锅炉和废气锅炉检修第十一章船舶油分离机检修 第十二章船舶防污染装置检修 第十三章海水淡化装置检修 第十四章操舵装置检修 第十五章锚机系缆机和起货机检修 第七篇船舶静电安全检修技术 第一章船舶静电起电机理 第二章舱内静电场计算 第三章船舶静电安全技术研究 第四章静电放电点燃估算 第五章船舶静电综合分析防治对策
船舶舵系的检修
Chapter 12 船舶舵系的检修 舵系是由那些将舵机动力传递到舵叶产生舵效的部件和构件组成,包括固定件——舵杆舵承(上、下舵承)、舵销轴承、舵轴等和运动件——舵杆、舵叶和舵销等。不包括舵机及其操纵系统。 舵系安装在船舶尾部螺旋桨的正后方,有单、双舵系之分。一般远洋及近海商船为单桨、单舵;客船、军舰及有的内河船舶为双桨、双舵。舵叶浸在水中,转动舵叶时,舵叶水动力对船舶产生力矩,迫使船舶改变航向或保持直线航行。 §12-1 舵系的检修 1 舵的分类 舵的种类很多,主要有以下几种: 1)按舵的旋转轴线位置分为平衡舵、半平衡舵和不平衡舵 (1)平衡舵:转动轴线在舵叶的中间,把舵叶分为两部分。舵叶转动时两部分均承受水压产生力矩。此二力矩方向相反,使转舵力矩降低,在某一舵角时为零,达到完全平衡。平衡舵所需舵机功率较小。图12-1a)为平衡舵。 (2)半平衡舵:仅舵的下半部起平衡作用,如图12-1b)。 (3)不平衡舵:舵的旋转轴线在舵叶的一边,即舵杆一侧有舵叶,对转舵力矩不起平衡作用,如图12-1c)。 2)按舵叶截面形状分为平板型舵和流线型舵 (1)平板型舵:一般用钢板或木板制成,两侧表面可适当加固。具有便于修造、成本低和舵效差的特点。可作成平衡舵、半平衡舵或不平衡舵。它只用于小船或非自航船。 (2)流线型舵:舵叶横截面呈机翼形,用钢板焊制,内部呈空心状并用钢板加强以增加舵叶刚性。流线型舵产生的水动力大、阻力小、强度高,但结构复杂,制造成本高。常作为平衡舵或半平衡舵,为大多数船舶采用。 3)按舵与船体的连接形式分类 (1)悬挂舵(吊舵):多数是平衡舵,完全由船体上的上舵承支承,中部通过下舵承,而下部整个舵叶悬空。 (2)半悬挂舵:多数是半平衡舵,其舵杆支承在船体上的上舵承,而舵叶支承在船尾支架上。 (3)多支承舵:该舵有两个以上的支承点,通过舵销将舵叶上的舵钮与船体尾柱上的舵承连接,如图12-1c),舵叶下部有舵底托支承。 (4)双支承舵:舵杆通过上、下舵承及舵底托支承,如图12-1a)。 (5)穿心舵轴平衡舵:除舵杆外,该舵还装有舵轴,它穿过舵叶并固定在船体尾柱上。舵杆与舵轴的轴线重合,转舵时,舵叶绕舵轴回转,如图12-2。 2 舵系结构 较为广泛应用的是穿心舵轴平衡舵。结构如图12-2所示。舵叶在舵杆转动轴线两侧非对称分布。舵叶上端面与舵杆6用法兰连接。舵轴7穿过舵叶,其中心线与舵杆中心线重合。舵叶随舵杆左右转动。舵杆支承在位于船体内部舵机房的上舵承1,使其承受部分舵叶的重量和舵杆的径向、轴向负荷。上舵承为滚动止推轴承。舵轴上端与尾柱用法兰连接,舵叶内设有2个铁梨木舵承以支承包有铜套的穿心舵轴,舵轴的下端锥体置于舵底托支承中(下舵承)。穿心舵轴平衡舵属于三支点舵,具有结构简单、舵效高和便于修造等特点。 3 舵系故障 舵系除因海损事故需要进行修理外,一般情况下很少修理,具有较长的使用期。舵系检修可随同轴系检修进行。舵系在实际运转中一般会产生以下故障: (1)舵沉重,转舵不灵敏,转满舵需较长时间。舵机功能正常情况下,可能是舵叶进水使转舵负荷增加;舵杆弯曲或扭曲变形,使各舵承负荷不均,摩擦力增加;舵承损坏;舵系安装不正使某些配合件单面卡紧等原因造成。 (2)转舵时声音异常,有严重的撞击现象。主要是舵承与舵杆、舵轴、舵销等的配合间隙过大、转舵时舵叶忽左忽右产生撞击,或上舵承滚珠碎裂、护圈松动,转舵沉重并产生撞击。 (3)转舵不准确,舵角不正,正舵时舵角不在零位。舵角指示器正常时,主要是以下原因造成:舵杆扭曲变形,舵叶方向随之变化;安装舵时舵角没对准零位。当舵角指示器发生故障指示错误时,转舵也就不准。 (4)操舵轻松,但航向失去控制。可能是舵杆折断或舵杆与舵叶连接法兰螺栓脱落使舵叶落水丢失等原因引起。