ICS-DL称重给料机组装调试作业指导书n
归口部门 SSBU 编 制 徐伟业 审核/会签 袁加生 批 准
恽俊彦
批准日期
2003年3月
实施日期
2003年3月
ICS-DL 称重皮带给料机组装调试作业指导书
1
目的
规定ICS-DL 系列称重皮带给料机制造车间内组装、调试的作业标准,以保证设备的各项性能指标能满足出厂要求。 2
适用范围
本作业指导书适用于公司生产的ICS-DL 系列称重皮带给料机,主要用于称重皮带给料机在制造车间内的组装及出厂调试。 3
工具材料
3.1 组装、调试人员准备的工具
3.2 组装、调试人员准备的材料
4 设备组装
4.1 测速接近开关安装
◆
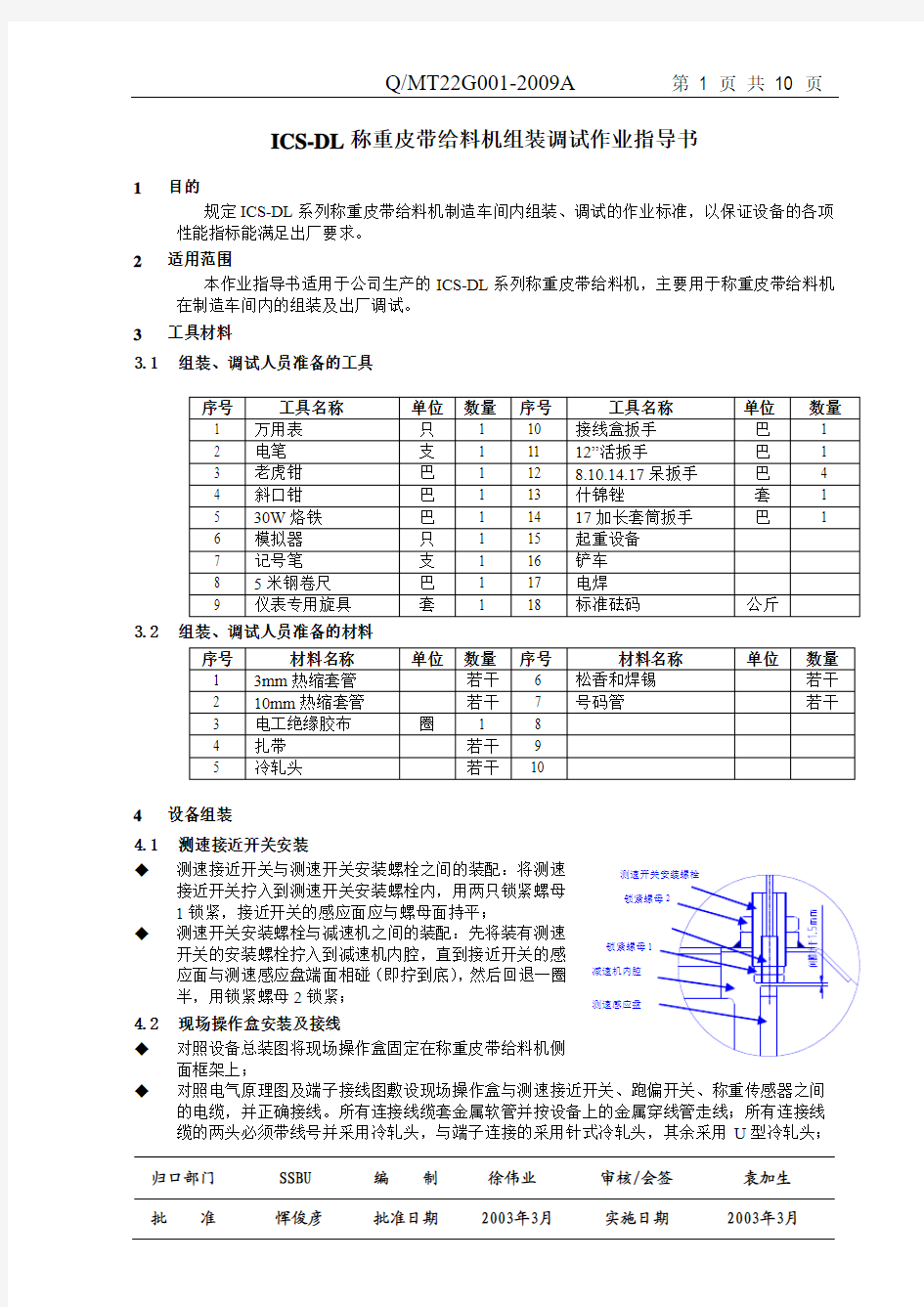
测速接近开关与测速开关安装螺栓之间的装配:将测速接近开关拧入到测速开关安装螺栓内,用两只锁紧螺母1锁紧,接近开关的感应面应与螺母面持平;
◆
测速开关安装螺栓与减速机之间的装配:先将装有测速开关的安装螺栓拧入到减速机内腔,直到接近开关的感应面与测速感应盘端面相碰(即拧到底),然后回退一圈半,用锁紧螺母2锁紧; 4.2 现场操作盒安装及接线 ◆ 对照设备总装图将现场操作盒固定在称重皮带给料机侧
面框架上;
◆
对照电气原理图及端子接线图敷设现场操作盒与测速接近开关、跑偏开关、称重传感器之间的电缆,并正确接线。所有连接线缆套金属软管并按设备上的金属穿线管走线;所有连接线缆的两头必须带线号并采用冷轧头,与端子连接的采用针式冷轧头,其余采用U 型冷轧头;
锁紧螺母减速机内腔 测速感应盘
线缆走线必须整洁美观;线缆长度适宜,多余部分须剪去。 4.3 称重控制柜与秤体之间的线缆连接 ◆ 对照电气原理图及端子接线图完成称重控制柜与电机之间的线缆连接;
◆ 对照电气原理图及端子接线图完成称重控制柜与现场操作盒之间的线缆连接;所有连接线缆的两头必须带线号并采用冷轧头,与端子连接的采用针式冷轧头,其余采用U 型冷轧头。 5 设备调试
5.1 电气接线检查
◆ 对照电气原理图,检查秤体上操作盒与跑偏开关、速度传感器、称重传感器之间的接线,确保准确无误;
◆ 对照电气原理图,检查电控柜与秤体上操作盒之间的接线,确保准确无误; ◆ 对照电气原理图,检查电控柜与秤体上电机接线盒之间的接线,确保准确无误; ◆ 对照电气原理图,检查电控柜内IND560-BC 所有接线端的接线,确保准确无误; ◆
对照电气原理图,检查电控柜上的总电源接线,确保准确无误;
5.2 结构部分检查及调整 5.2.1 紧固件检查 ◆ 用扳手紧固设备上的所有紧固螺丝。 5.2.2 减速机/电机润滑检查 ◆ 对各注油点加润滑油并加满。
5.2.3 主被动辊检查
◆
检查主被动辊带锁紧套的带座轴承锁紧套是否锁紧,止回垫片要有一止回片嵌入锁紧套凹槽内;
5.2.4 托辊检查 ◆
所有托辊基本在一个水平面上,称量段上的三个托辊稍高2~3mm ;否则,必须用垫片调整以满足上述要求; 5.2.5 自动纠偏装置 ◆ 两侧的铰接支点不能脱落;
◆ 用手扳动两侧的挡辊,纠偏装置应能相应转动; ◆
通常皮带侧边处于纠偏挡辊中间位置,不宜偏离太多;否则应对纠偏挡辊的安装臂进行整形。 5.2.6 张紧装置检查及调整 ◆ 调整尾部的张紧螺丝,从动辊筒应能自如地前后移动,不能有任何卡阻;
◆ 调整尾部的张紧螺丝(左右反复调整),使自动纠偏装置上的目视端板顶端处于菱形目视孔的居中位置(如图); ◆ 调整纠偏挡辊,每侧与皮带的间隙约5mm ;
5.2.7 跑偏安全限位开关检查及调整
◆
保证皮带跑偏安全限位开关挡辊与皮带的间隙25mm 。
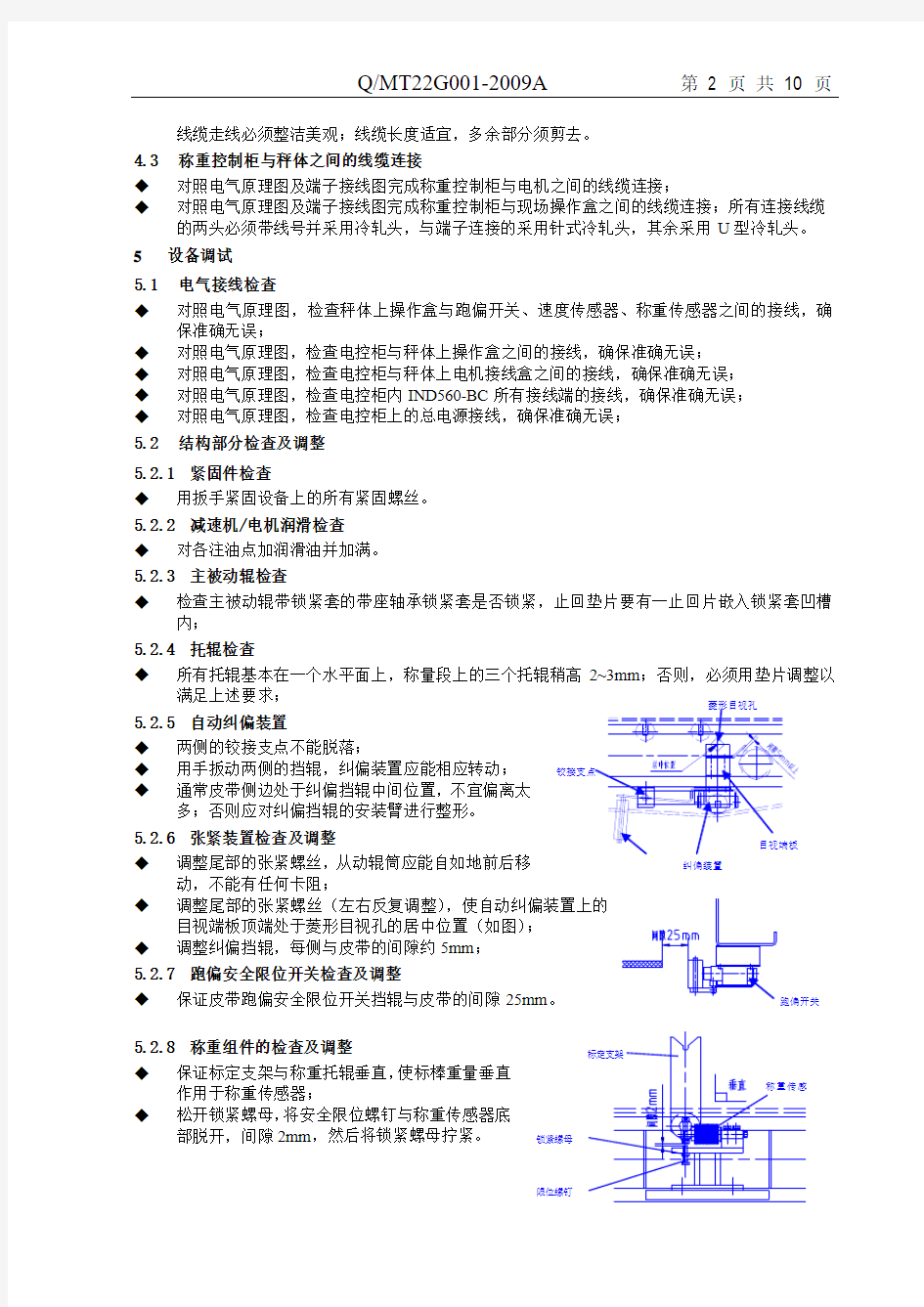
5.2.8 称重组件的检查及调整 ◆ 保证标定支架与称重托辊垂直,使标棒重量垂直作用于称重传感器; ◆
松开锁紧螺母,将安全限位螺钉与称重传感器底部脱开,间隙2mm ,然后将锁紧螺母拧紧。
限位螺钉
锁紧螺母
纠偏装置
5.2.9挡料橡胶皮带的检查及调整
◆如使用平皮带结构,则挡料装置橡胶板下沿与环行带上表面有2mm的间隙;
5.2.10外清扫器刮料橡胶皮带的检查及调整
◆保证外清扫器刮料橡胶板与皮带接触;
5.3设备上电调试
合上电源开关,系统上电,称重仪表、变频器上电自检后处于正常显示状态。
5.3.1变频器参数设置
按变频器随机操作手册设置参数;常用的变频器品牌有ABB、丹佛斯、施耐德,相应的参数表见附表。
5.3.2IND560-BC参数设置
5.3.2.1仪表下拉菜单
5.3.2.2仪表参数设置
◆停止秤运转状态下,进入菜单Beltcalib ---Beltsettingparam,按给料机实际参数设置。
主要参数有:eff.lenth(有效称量段长度)
a ngle.a(安装倾斜角度)
n.feed.tate(额定流量)
l/c.cap(传感器容量)
pulse/m(每米脉冲数)
belt.length(皮带长度)
normal.v(额定速度)
参数设置窗口见右图:
5.3.3秤运行检查及调整
5.3.3.1称重皮带给料机的运转
1)按开始键启动,正常情况下称重皮带给料机应运转。若不运转,请检查下列内容:
◆变频器供电是否正常?
◆变频器工作是否正常?参数设置是否正确?
◆仪表是否有模拟信号输出?
◆仪表与变频器之间的模拟信号连接是否正确?是否接反?
2)称重皮带给料机运转后,若反向运转,请对调电机接线端的其中两根线。警告!接线时必须切断所有电源!!!
5.3.3.2设备运转状态下各部件检查及调整
1)按5.2部分所述检查并调整运转状态下的各部件,确保满足要求;
2)主/被动辊、所有托辊运转平稳可靠,无异响;
3)皮带运行在正中位置,无跑偏;
5.3.3.3速度传感器的检查及调整
称重皮带给料机运转后,若仪表显示S4,则说明未能接收到正常的速度信号,可按下列方法处理:
◆仪表与速度传感器之间的信号连接是否正确?是否接反?
◆按4.1部分调整接近开关的位置,直至仪表不显示S4。
5.3.3.4现场操作盒控制功能的检查
停止秤运转状态下,进入菜单Beltcalib ---Beltsettingparam,将r/l control项设置成3,然后启动称重皮带给料机,对现场操作盒的控制功能进行检查:
◆选择“现场”方式,在操作盒上应能进行“启/停”操作;短接“远程运行”两端,设备应无
响应;
◆选择“集控”方式,短接“远程运行”两端,设备应能运行;此时,操作盒上的“启/停”不
起作用;
◆按下“急停”,设备停止运行。
5.3.4秤的静态标定
停止秤的运转,进入菜单Scale---Calibration,进行整秤静态线性标定。
在标定设置页显示以下功能键图标:
标定零点
标定满量程
◆按标定零点功能键可以单独进行零点标定。按键进入零点标定页时窗口显示提示信息指
导操作者先清空秤台然后按开始键。按键后仪表开始标定并显示标定过程信息。标定结束后显示零点已标定。
◆按量程标定键进入满量程标定过程页。输入标定重量,输入结束按确认键。按开始键
仪表显示标定过程。
◆在标定过程中按退出键可取消标定过程,回到前一窗口。
◆如在标定过程中秤体出现动态,仪表提示动态信息。如动态一直存在,标将取采样所得的平
均值并显示动态错误消息,警告是使用动态重量值标定,用户可以按确认键Yes保存标定参数,也可以按否认键No放弃并重新标定。
◆如果标定正确,仪表提示“Capture Span OK”表示标定成功;否则提示标定失败,此时需要重
新标定。
◆按返回功能键返回到标定主窗口。
5.3.5秤的动态标定
5.3.5.1动态皮重标定
按启动秤,预热10min,待设备转动平稳后,用秒表测量皮带转一周所需时间。该项标定皮带转动1周的脉冲数,需要输入皮带在测试程序运行后的速度下转动整数周花费的时间,时间精确到小数点后1位,测量要求尽可能准确。具体步骤如下:
1)进入菜单Beltcalib ---beltcalibcount,按按键,进入周期标定第一个界面:(注意:标定程序会启动秤体)
2)按软键盘,秤体开始在测试速度下转动,测量整数周所使用的时间,并将其输入到周期和时间输入界面:
3)输入的周数大于等于1周,时间为与周数相对应的时间,当输入完成后程序进入第三个截面:
4)按第三个按键进入标定开始确定界面:
5)按第三个按键开始标定程序:
6)当运行到CALIB 100%时程序进入数据更新界面:
7)程序进行数据更新,将花费一些时间,并且不允许强行跳出,以防止数据不完整造成仪表工
作异常。当更新完成后显示如下界面结果并按退出周期标定操作。
5.3.5.2动态砝码标定
本标定选项将通过砝码标定秤体工作参数,以修正秤体在设计及制造中引入的额外误差。1)进入菜单Beltcalib ---beltcalibweight,按按键,进入第一个界面:(注意:标定程序会启动秤体)
2)按软键盘进入下一个画面:
3)输入检测的周期,数字要求不小于3,在秤体上加载砝码,并在weight输入框中输入实际砝码重量,这个数值大于0,小于最大称量范围。回车后进入标定界面:
4)当标定完成后程序将显示标定结果界面:
其中FACTOR的数值为标定结果,这个值在0.95~1.05范围之间,如果超过这个范围则证明秤体机械结构有问题,如果这个值落在0.8~1.2范围之外,本次标定失败。
5.3.6模拟量标定
模拟量输出提供 4 - 20 mA 或 0 - 10 V DC 输出,该输出为控制信号,如果使用RS-485通讯协议控制则不进行该标定。
1)进入菜单Beltcalib --- Beltanalogcalibout,进行变频器模拟量标定。
如果预编程的值没有提供所需的准确输出时,它们可以通过屏幕下方的零点键和量程
键调整:
按零点键启动零点精调程序或按量程键启动量程精调过程。此过程中模拟输出
信号值将有变化。
确保PLC或其它控制设备已断开。屏幕会出现警告信息请求确认并继续。
按OK键继续零点精调或量程精调操作。屏幕会显示改变的模拟输出信号。使用下面的软键调整信号:
快速向下调整向下微调
快速向上调整向上微调
在任何时候按退出软键回到 Analog Output ( 模拟量输出) 设定界面,不保存更改,
如果按OK软键则接受更改后退到前一界面。(注意:进行该选项会启动秤体。)
5.4流量稳定性及控制测试
停止秤运转状态下,进入菜单Beltcalib ---Beltsettingparam,将control.mode项设置成2(重力模式G),然后启动称重皮带给料机,对设备的流量稳定性及控制进行测试:
1)在标定架上加所需的砝码或标棒,仪表显示实际的流量;
2)输入目标流量(应小于前面显示的实际流量的最小值)并确认后,皮带运转速度将会减慢,变频器输出频率上下跳变,流量应与目标值不断逼近直到最后稳定(与目标值有少许波动)。
5.5静态性能试验(抽查)
5.5.1线性度试验
用计算法或实测法求取最大加载量(Pmax).
在同一加载位置模拟加载量应不少于五种不同载荷,见表(当加载砝码组合有困难时,可在最大加载量90%~100%间取值,也适用以后条款的模拟加载量的计算)。按以上要求依次加载,其检测结果应符合:
[△A/(A5-A0)]X100%≤δ1
式中:△A-----检测值和理论值差值取诸测量点中最大差值
A5------最大加载检测值
A0------空载检测值
5.5.2重复性试验
在同一加载位置,模拟加载量为50%Pmax,重复加载五次,其各次检测值应符合式:
[(Bmax-Bmin)/0.2(B1+B2+B3+B4+B5)]X100%≤δ2
式中:Bmax--------------------五次检测中最大值
Bmin--------------------五次检测中最小值
B1、B2、B3、B4、B5------分别表示每次检测值
δ2---------------------重复性0.13
5.5.3零值短期稳定性试验
在空载情况下,连续进行五次零值检测,每次零值检测定时3min(不足3min的要把检测值归算到3min),检测值应符合式:Cmax-Cmin≤C
式中: Cmax------五次检测中最大值
Cmin------五次检测中最小值
C---------零值短期稳定性0.0013%Cmax
5.5.4分辨限试验
在进行空载调零后,记下空秤检测值(D0),按0.035%Pmax计算加载,加载后检测值(D)应大于空秤检测值(D>D0)。
页
5.5.5偏载试验
在给料机的中心位置和偏离皮带秤中心不少于十分之一皮带宽度处加载。(上述位置加载有困难时,可用等效合力作用点位置)。模拟加载量为50%Pmax,两处加载检测值应符合:
[(E2-E1)/E1]X100%≤δ3
式中: E1-------在中心位置加载检测值
E2-------偏离中心位置加载检测值
δ3------偏载误差0.25%
5.6动态性能试验(抽查)
5.6.1重复性试验
模拟加载量为50%Pmax,在同一加载位置,用同一加载方式和同一定时皮带整数圈,时间,重复加载五次,各次加载检测值应符合:
[(Dmax-Dmin)/0.2(D1+D2+D3+D4+D5)]X100%≤δ5
式中:Dmax-----------------------五次检测中最大值
Dmin-----------------------五次检测中最小值
D1、D2、D3、D4、D5---------分别表示各次检测值
δ5------------------------重复性0.25%
5.6.2零点稳定性试验
在空载情况下,定时为皮带运行整数圈时间,并连续进行五次零值检测(定时不足3min检测后应归算到3min)每次检测值应符合:Fmax-Fmin≤F
式中:Fmax------ 五次检测中最大值
Fmin-------五次检测中最小值
F----------零点稳定性0.0018%Cmax
5.6.3分辨限试验
将给料机准确调零,并检测空秤定时累计量(N0)。然后按要求计算加载0.05% Pmax,其加载后的检测值(N),应大于空秤定时累计量的检测值(N>N0)。
5.7物料测试(现场进行)
本标定进行现场实物标定皮带秤补偿系数,这个补偿值一般在0.3%左右,出厂的秤体如果条件不允许的情况下可能不标定该项,需要到现场进行该标定。
1)进入菜单Beltcalib ---BeltcalibMaterial,按回车进入数值输入界面:
2)输入仪表显示重量和实物的真实重量(计量精度为皮带秤额定精度的1/3),输入后显示结果界面:
其中FACTOR为标定结果,这个值一般在0.9~1.1以内,如果超过这个范围,说明张力调节装置或皮带张紧有问题,如果这个值落在0.8~1.2范围之外,本次标定失败。
杭州四方xk396g2称重显示器标定使用说明书
电子地磅远程遥控专业技术网:一. ; 步骤操作 名称 按键操 作 显 示 解释
1 设置车号 【车 号】 【1234 5】 【车 号】 Cxxxxx 123 45 **** * 2 暂存车重 【去 皮】 **** * 已将秤上重量作皮重处理并 存入仪表内 同一辆车上秤台第二次称重 步骤操作 名称 按键操 作 显 示 解释 1 设置 车号 【车 号】 【123 45】 【车 号】 Cxx xxx 12 345 *** ** xxxxx 需要时设 设置 货号 【货 号】 H xx
置 设 置客 户号 【01】 【货 号】 【客 户】 【51】 【客 户】 01 *** ** 三 xx 51 *** ** 2 存入 车重 【存 入】 *** ** *****为秤上物体 重量,同时打印机打 印计量单 步骤操作 名称 按键操 作 显 示 解释 1 设置 车号 【车 号】 【123 Cxx xxx 12 xxxxx表示原车 号,开机默认车号为 00000.
45】 【车号】345 *** ** 12345为目前需 要设置的车号. 返回称重状态, *****为秤上物体重 量. 需要时设置 设置 货号 设 置客 户号 【货 号】 【01】 【货 号】 【客 户】 【51】 【客 户】 H xx 01 *** ** 三 xx 51 *** ** xx表示原货号, 开机默认货号为00. 01为目前需要 设置的货号. 返回称重状态, *****为秤上物体重 量. xx表示原客户 号, 开机默认客户 号为00. 51为目前需要 设置的客户号. 返回称重状态, *****为秤上物体重 量.
振动给料机的使用说明书
振动给料机使用说 明书 一、用途、特点及技术性能 振动给料机是一种 较新型的定量给料 设备,能适应于连续性生产的要求。因此在冶金、化工、煤炭、电力、机械、建材、以至轻工、食品、医药等工矿企业已经 比较广泛地用于各 种生产环节中。 振动给料机可以作 为水泥磨机、皮带输送机、斗式提升机、破碎机、粉碎机及各工业部门粘滞性的 颗粒或粉末状料的 供料装置。在上述工矿企业生产流程中,能把物料从储料仓或漏斗中定量均匀连续地给到受料装置中去。 二、特点 (1)给料均匀,产量易于调节,易于实现自动控制。 (2)振动给料机没有回转零件,维护简单,不需润滑,物料在料槽中呈抛物线向前跳跃推进,几乎不在料槽表面滑动,故料槽磨损极小,使用中不需要电动机减速器,由于以上原因,本机省油省电,运用维修费用低。(3)可以输送低于300℃的灼热物料。(4)结构坚固,体
积小,重量轻,安装操作方便。 三、主要技术参数(点击查看) 四、工作原理 可控硅控制器和电磁振动给料机配套使用,用来控制给料机的产量。由于电磁振动给料机的给料机随振幅的大小而相应变化,振幅又随通过电磁振动器线圈电流大小而变化,因此,可以控制通过电磁振动器的电流来调节给料量。这目的是通过改变可控硅整流器的导通角来实现的。 五、工艺配置振动给料机的工艺配置好坏,将直接影响他的生产能力和使用性能。 给料机上部储料仓或漏斗的出口和溜槽的设计布置上要注意以下几个问题。(1)料仓或漏斗出口的布置,应尽可能的不使料仓的负荷直接压在给料机的槽体上。为此,在料仓和漏斗出口与槽体之间应加一溜槽。(2)料仓或漏斗的排料口宽度B,必须满足以下经验公式: A—10≥B≥ (2-3)d 公式中:d----最大
说明书-XK3100-A2系列称重显示器使用说明书
XK3100-A2系列称重显示器
2005年2月版 目录 第一章技术参数 1 第二章安装 2 一. 仪表前视图和后视图 二. 传感器和仪表的连接 三.打印机与仪表的连接 四. 光耦隔离电流输出接口 五. 串行通讯接口的使用 第三章操作方法8 一. 开机及开机自动置零 二. 手动置零( 半自动置零) 三. 去皮功能 四. 日期、时间的使用和操作 五. 蓄电池使用 六. 内码显示 七. 数据记录的贮存 八. 背光操作 九. 打印操作 十. 记录的清除操作 十一. 记忆皮重的输入方法 第四章信息提示12附录16亲爱的用户:
在使用仪表前,敬请阅读使用说明书。 X K 3 1 0 0 – A 2系列 第一章技术参数 1. 型号XK3100-A2系列称重显示器 2. 模拟部分 转换原理24位新型高性能∑-Δ A/D 输入信号范围-6mV ~+22mV,带有防雷击管保护。 转换速度50次/秒 A/D转换分辨码1600万码 非线性<0.01%F.S 标定全部采用键盘操作完成 供桥电源DC 5V,可连接8个350Ω的传感器或16个700Ω的传感器3. 显示A2+仪表:7位LED,字高0.8英寸,7个状态指示符 A2仪表:6位LCD,字高0.8英寸,6个状态指示符显示周期50ms 分度值1/2/5/10/20/50/100 可选 4. 时钟可显示年/月/日、时/分/秒,自动闰年、闰月。 精度+ 5分钟/ 年,不受断电影响。 5. 键盘 数字键0~9 功能键15个(其中10个与数字键复合使用) 键材料金属按键开关 6. 大屏幕显示器接口串行输出方式 传输方式RS232信号 传输的数据格式10位 波特率波特率可选600/1200/2400/4800/9600 传输距离≤30米
皮带称重给料机操作规程
皮带称重给料机操作规程 图片:圣能科技称重给料机 一目的 指导和规范作业人员正确地日常操作及维护电子皮带秤日常运行。 二适用对象 适用于在作业岗位日常操作及维护人员、专业技术人员。 三操作程序 1 设备运行前检查 1.1 检查电源供电情况,不得有缺相、短路的现象 1.2 检查输送机皮带不得有硬物卡死的现象 1.3 减速机油位应正常、轴承润滑正常 1.4 在设备启动前对皮带的张紧度进行初期的目测判定或调整 2 启动 2.1 合上总电源,依次送上变频器电源、控制电源、仪表电源;
2.2 控制柜上的旋钮开关应打到“远程”位置,到给料机本体操作箱按下“启动”绿色按钮,运行灯亮,此时给料机运行; 2.3 给料机启动后,应空转10—20分钟;空转时并进行零点校准2—3次,方可带料运行正常计量工作; 2.4 速度调节:进入仪表的运行界面,根据生产要求控制流速,输出百分比“0%~100%”数值,对应变频器的赫兹“0HZ~50HZ”数值(注:一般运行不得低于30%—15HZ,速度调节控制由技术人员根据车间生产要求进行数值改变); 2.5 皮带运行时,若发现有跑偏现象、皮带张紧度达不到要求,应及时汇报维护人员并停机进行调整; 2.6 观察积算器的零位和瞬息流量浮动数值是否出现漂移现象,并进行校准。 3 带料运行 3.1 皮带上的物料应给料均匀连续,尽量避免运行中出现断料的现象,保障计量准确可靠性; 3.2 皮带正常运行中,出现跑偏现象或皮带张紧度影响计量数据时应及时停止电源并进行调整; 3.3 根据生产要求,由技术人员进行参数的更改或流量的速度改变; 3.4 运行过程中,若遇突发事况应及时关闭电源并上报维修人员或专业技术人员处理。
电磁振动给料机说明书
一、用途、特点及技术性能 (一)用途 电磁振动给料机(简称电振机)是一种先进的给料装置,它适用于连续性生产的要求。我厂生产的电振机与本厂生产的各类型电子秤配套使用,可构成一个闭环调节的自动给料、称量和配料设备。因此,电振机可广泛用于水泥、矿山、冶金、煤场、化工、基建、码头以及制药、茶叶加工、瓷业等工业部门,在生产流程中能把非粘滞性的颗料或粉末物料从储料仓或料斗中定量、均匀、连续地送到受料装置中去。 (二)特点 GZ系列电磁振动给料机特点: (1)体积小,重量轻,结构简单,安装方便,无转动、滑动零部件,不需进行润滑。故障少,维护运行费用低。 (2)电磁振动给料机运用机械振动学的共振原理,使其工作在低临界近共振状态,低耗电。 (3)电磁振动给料机采用可控硅半波整流控制方式,流量调节方便,可实现集中控制和自动控制。 (4)工作时物料按抛物线轨迹连续跳跃向前运动,料槽磨损较小。 注:给料能力系指料槽水平安装时,物料假密度为1.6吨/m3设计指标;料槽下倾10度,给料能力将会增加。 附:根据用户的要求,我公司给料机主体配用筛槽的振动筛可满足冶金粉末物料的筛选和瓷业筛选,可筛200目内的粉末状物料。其筛网由用户自己配备。 (三)技术性能 二、机器结构和工作原理 GZ型可控硅电磁振动给料机由电磁振动给料机和可控硅控制器两部分组成。 (一)GZ系列电磁振动给料机的结构和工作原理。 1、结构 电磁振动给料机由以下主要部份组成(见图一);
图一电振机简图 Ⅰ料槽 Ⅱ电磁振动器 Ⅲ减振器 2、工作原理 如图二所示,它是一个双质定向强迫振动的弹性系统,由槽体(料槽)、连接叉和槽体中部分物料的质量组成质点M1;振动器壳体、铁芯、线圈等组成质点M2。而M1和M2这两质点用一束弹簧板联系在一起,形成一个双质点定向强迫振动的弹性系统。 电磁振动器的线圈由单向交流电经可控硅整流所供电。当可控硅在交流电的正半周触发导通时,线圈流过脉动电流,铁芯与衔铁之间产生脉电磁力,铁芯吸引衔铁。当电源电压由正半周变到负半周时,可控硅承受反向电压而关断,线圈无电流通过,电磁吸力消失,借助于弹簧板组成在正半周储存的势能,衔铁弹高铁芯。这样,可控硅周而复始地导通和关断,衔铁动作与电源频率ω。有关。根据机构振动学原理调整点ω。使ω/ω。=0.85~0.9,机器处在低临界近共振状态工作,因而工作稳定,消耗功率小。 图二工作原理图 给料量的控制是通过改变可控硅的导通角从而改变流过线圈的电流的大小来实现的。由于电流变化使振幅变化,因此改变了物料在料槽中的运动速度,也就改变了给料量的多少。(二)可控硅控制器的结构和工作原理 1、结构与使用 Ⅰ采用标准机箱结构以便维修。元件连接采用印刷电路。
称重给煤机说明书
ICS型称重给料机使用说明书 太原市振中科技有限公司
目录 1. 产品概述 (3) 2. 型号表示 (3) 3. 基本构成 (3) 4. 结构特点 (4) 5. 技术参数 (4) 6. 工作原理 (5) 7. 称重传感器使用 (6) 8. 设备使用事项 (8)
1.产品概述 称重给料机(俗称定量皮带给料机)是一种连续称量给料设备,用于固体物料的定量输送。能自动按照预定的程序,依据设定给料量,自动调节皮带转速,使物料流量等于设定值,以恒定的给料速率连续不断的输送散状物料,可用于需要连续给料的配料场合,在国内外电力煤炭、冶金、矿山、建材、化工、轻工、港口等行业得到广泛应用。 2.型号表示: 3.基本构成 称重给料机主要有机械部分、传感器、电气仪表部分组成。 3.1.机械部分: 机械部分由机架、传动装置、传动辊筒、称量装置、防偏纠偏装置、梨形清扫器、头部清扫器、托辊、皮带、卸料罩、料斗、底座、标定棒等组合而成。它是定量称重物料的承载及输送机构。 3.2.传感器: 称重给料机有称重、测速两种传感器。 1、称重传感器 称重传感器将称重辊承受的负荷转换为电信号,提供给称重仪表作进一步处理。称重给料机采用本公司生产的MTB系列称重传感器,传感器容量规格、数量根据称重给料机结构形式,称重范围配置。 2、测速传感器 测速传感器将物料的运作速度转换成脉冲信号,从而控制称重仪表的采样频率。称重给料机选用光电脉冲式测速传感器.
3.3.电气仪表部分 电气仪表部分对传感器或变送器输出信号进行处理;显示被称物料物体的计量结果;并可输出模拟或数字电信号,从而实现所需的自动控制。 4.结构特点 1、皮带更换容易。只要张紧装置松开皮带,移动一侧支架,就可取下皮带更换。 2、减速电机采用空心轴直接套装于主动轴上,密封性好,结构紧凑,安装方便, 使用可靠。 3、主被动辊采用带座轴承安装,安装调整灵活方便。 4、计量精度受皮带影响小。由于有皮带自动张紧装置,张力基本恒定,称重时 称重传感器最大位移量仅0.2mm,所以皮带张力对计量精度的影响可忽略不计。 5、自动纠偏装置,皮带自动跟随,不产生跑偏和隆起现象。 6、对于不同物料和不同工艺要求,采用不同的给料料斗,并有挡料板和配套的 卸料溜子。 7、梨形清扫器、胶带清扫器及时清除夹离物,皮带不会因粘附物料而引起皮重 变化,影响称量精度,同时可避免皮带损伤。 8、配有标定挂码支架,可随时对计量精度进行校验。 5.技术参数 给料精度:±0.5% 给料流量:0.5-500t/h(具体给料流量见设备标牌) 使用环境温度:-10℃至+40℃ 使用主电源:380VAC±10% 50HZ±2% 使用仪表电源:24VDC±10% Max1A 6.工作原理 6.1.计量原理 物料通过称量段平台将负荷加载至称重辊上,称重辊又将作用力传输给称重传感器,称重传感器输出电压通过放大传输给称重仪表微处理器,微处理器通过一系列计算得出有关的物料实际给料量、物料的累计量等数值。
LXC型螺旋称重给料机
适用范围: LXC型螺旋称重给料机是对粉状、散粒状物件进行连续输送、动态计量、控制给料的生产计量设备。根据工艺要求对经过螺旋输送机的物料进行流量、流向控制,并实现计量管理。广泛应用于电力、冶金、煤炭、化工、港口、建材等行业。 设备组成: 秤体、减速电机、称重传感器、测速传感器、控制系统和变频调速系统。 计量原理: 螺旋中连续通过的物料量中称重传感器转换成毫伏级电压信号,经放大及A/D转换成数字量A后送入微处理机,电测速电机送来的速度信号B也送入微处理机,由微处理机对A、B这两个信号进行处理,最后通过显示器显示出通过螺旋秤的物料的累计量和瞬时流量。控制采用数字PID控制算法,仪表以用户设定的瞬时流量t/h得到理论重量,螺旋秤实际测得的瞬时流量得到实际变量,理论重量与实际重量的差即为PID控制目标,最终使理论重量与实际重量的差值为零。此控制模式在称重控制范围内是十分准确的,当给料系统出现故障时,给料量超出配料秤的控制范围,这将造成给料机的误差,为了补偿这一误差,我们采用了周期补偿调节,即当前一测量周期出现误差时,后一测量周期能补偿前一测量周期的误差,使测量误差为零,配料秤加入这一补偿功能后使配料精度大大提高。 系统特点: ◎密封结构,减少粉尘外扬 ◎动态计量与螺旋输送物料相结合 ◎变频调速运行稳定、可靠(可选) ◎电子自动计量标定系数,自动调零 ◎动态零点非线性输出特性进行跟踪 ◎数字式脉冲发生器,提供可靠准确性速度信号 技术参数: ◎静态计量误差:≤0.5%; ◎动态累计误差:≤1%; ◎控制准确度:优于1%; ◎仪表电源:单相220V±10%,50HZ; ◎拖动电源:三相380V±10%,50HZ; ◎使用环境:温度:-10℃~+40℃ ◎湿度:5%~90% 主要技术参数:
链式给料机说明书
一、概述 链式给料机是一种专门针对矿山、钢铁等行业研发的一种新型系列给料产品,广泛应用于矿山、钢铁行业中,原煤、矿石、半煤岩等物料输送,带式、甲带式给料机虽然克服了目前给料系统中广泛使用的往复式和振动式给料机的缺点,改间断给料方式为连续给料方式,变恒定给料量为根据用户需要,大范围(给料量)动态连续可变给料,使给料系统更能满足高效、节能、环保的要求,但在进行物料输送时易造成对给料机输送带及甲带造成损伤,损坏率较高,输送带及甲带更换频繁,设备使用成本过高,针对上述问题,我公司组织科研人员研制出链式给料机,彻底解决了上述问题,设备更加坚固耐用,给料机在使用过程中基本达到免维护,是一种处于国内领先水平的专利产品。 二、结构型式特点 1、漏斗 漏斗是连接料仓及给料机料槽的矩形短接,漏斗上部法兰与料仓口法兰相匹配,下部法兰与料体连接,以保证来料有效进入料仓。 2、料槽 整个料槽围成一个相对封闭的箱体,以保证上部来料能够有效进入刮板链上部,便于物料自开口处由刮板输送至下一级输送系统,同时保证不使物料散落。 3、闸门
置于漏斗与导料槽之间,分手动及电动两种(用户可以根据情况选择),同时具有可调节输送量的功能。当关闭闸门时,上部料仓停止来料,给料机停止给料;当给料机需要给料工作时,先启动给料机电动机,给料机开 始运转,随后开启闸门,使来料顺利进入料槽,开始正常给料。每班停运时,要先关闭闸门,然后将料槽内物料清理干净,严禁在物料堆满料仓情况下启动。 4、链条、刮板输送装置 链条采用高强度大节距板式辊子链,刮板采用优质碳素结构钢锻打加工制成,材质45,具有高强度高耐磨性;便于实现连续运输。这种刮板链给料方式,大大提高了设备使用寿命,较适合用于大块度、矸石含量较高矿井的原煤及其它物料的输送。 5、传动链轮组、改向链轮组 传动链轮组装有两件四齿专用板式辊子链链轮,与改向链轮组相呼应,当传动机构带动传动链轮组转动时,传动链轮组带动板式辊子链及刮板进行物料输送,完成输送料过程。 6、传动机构
XK3190-A1+P称重显示器使用说明书要点
XK3190-A1+P 称重显示器使用说明书 2005年11月版
目录 第一章主要参数1第二章安装2 一. 仪表前功能视图和后功能视图 二. 键盘功能 三. 传感器和仪表的连接 第三章操作说明5 一. 开机及开机自动置零 二. 手动置零(半自动置零) 三. 去皮功能 四. 大屏幕与仪表的连接、使用 五. 打印机与仪表的连接、使用 六. 串行通讯接口与仪表的联接和使用 七. 日期、时间的设置 八. 数据贮存、检查、清除 第四章维护保养和注意事项11第五章信息提示的一般意义12 亲爱的用户: 在使用仪表前,敬请仔细阅读说明书!
X K 3 1 9 0 - A 1+P 第一章主要参数 1. 型号:XK3190-A1+P称重显示器 2. 准确度: Ⅲ级,n=3000 3. 采样速度:5~25次/秒 4. 传感器灵敏度范围: 1.5~3mV / V 5. 分度值:1/2/5/10/20/50/100可选 6. 显示:7位LED,7个状态指示 7. 时钟:可显示年/月/日和时/分/秒(断电不保存) 8. 大屏幕显示接口:采用串行输出方式:电流环信号,传输距离≤50米, RS232信号,传输距离≤30米。 9. 通讯接口:RS232C;波特率600/1200/2400/4800/9600可选 10. 打印接口:并行输出口, 可配TPup16微型打印机或TM800或LX- 300或KXP-1121或LQ-300K或LQ -1600K宽行打印机。 11. 使用电源: AC 220V(-15%~+10%);50Hz(-2%~+2%) 12. 使用温度、湿度:0~40℃;≤90%RH 13. 储运温度:-20~50℃ 14. 保险丝:200mA ( 1 )
GZY系列振动给料机使用说明书
GZY系列振动给料机 产品使用说明书唐山矿山设备厂
目录 1.用途 (1) 2.基本参数及主要尺寸 (1) 3.结构特征 (1) 4.安装 (4) 5.试运转 (5) 6.润滑 (6) 7.设备的维护 (7) 8.易损件 (7)
1.用途 GZY系列振动给料机主要用于0~500mm粒级的煤炭输送给料,也可用于矿石、砂石等其它散状物料的输送给料。广泛用于煤炭、冶金、电力、化工、建材、交通等行业。 2.基本参数及主要尺寸 基本参数及主要尺寸见表1。 3.结构特征 给料机由给料槽体、激振器、弹簧吊挂装置、弹簧支座、传动装置等主要部件组成。 3.1给料槽体 给料槽体是输送和给料的部件,它是钢板焊接结构。槽体的两侧和底部焊有加强筋板及主梁。两侧的前端和后端均焊有吊耳或端轴,以适应不同安装方式的要求。 3.2激振器 激振器是给料机的关键部件,是给料机的振动源。它与给料机槽体用高强度螺栓紧固在槽底的主梁上。激振器的两根轴上装有相同质量的重块和齿轮副,由电动机通过弹性联轴器带动主传动轴,再由主动轴上的齿轮传动给被动轴,使两根轴同时反向旋转,而使槽体振动。给料机的振幅可调,但出厂的给料机激振器均在制造厂调试好,一般用户在使用中不需再调整。 3.3给料机的传动装置 振动给料机在电动机和激振器主传动轴上各安装一个半联轴器,两个
半联轴器之间采用四块橡胶输送带组成挠性联接。这种联接方式便于安装而且不会将振动传给电动机。(根据用户要求了可采用三角带传动)因此电机不参振也正是本机最大特点。 3.4给料机的支撑与悬挂方式 安装方式见图1、图2、图3、图4。 图1 I型支承 图2 II型支承 GZY系列振动给料机I型安装为悬挂式。给料槽体两侧的前后均有吊耳
皮带称重给料机技术规范
华能太仓电厂一期机组(2×320MW)脱硫 超低排放改造工程 皮带称重给料机 技术规范 需方:北京清新环境技术股份有限公司 供方: 2016年6月北京
目录 一总则 (1) 二工程概况及自然条件 (1) 三技术要求及技术规范 (3) 四供方设计数据 (15) 五供货范围 (16) 六技术资料和交付进度 (17) 七交货 (18) 八检查、性能验收试验 (18) 九质量保证 (18) 十技术服务 (19) 十一违约责任 (19)
一总则 1.1说明 本技术规范提出的是最低限度的技术要求,并未规定所有的技术要求和适用标准,供方应提供满足本技术规范和所列标准要求的质量合格的产品及相应服务。 供方的书面返资(图纸资料、随机文件、说明书等)如果与本规范不符或与电子版不符时,必须由双方书面确认。否则造成的损失由供方负全责。 需方提供给供方的设计条件如有遗漏,供方有责任向需方书面索取。 如果本规范与需方招标、比价文件矛盾,或与商务合同矛盾,或本规范内的条款相互矛盾时,供方应书面告知需方,由需方确认后,按有利于需方的条款执行。 双方签字确认的传真、变更等文本文件均作为本规范的有效组成部分,与本规范具有同等效力。 1.2如果供方没有以书面方式对本技术规范书的条文提出异议,那么需方将认为供方提供的产品完全符合本技术规范书的要求。 1.3本规范所使用的标准如与供方所执行的标准发生矛盾时,按较高标准执行。 1.4设备采用的专利涉及到的全部费用均被认为已包含在设备报价中,供方应保证需方不承担有关设备专利的一切责任。 1.5供方供应的设备应是技术先进并经过相近参数两台二年以上成功运行实践证明是成熟可靠的产品。 1.6本规范经供、需双方确认后将作为订货合同的技术规范,与合同正文具有同等效力。 1.7技术规范签订后3日内投标方必须提供可编辑的电子版设备返资图发到指定邮箱供招标方审核,保证返资的正确性。设备返资延迟1日扣除设备款2000元/日,或返资图因设计错误等质量问题反复提资3次以上,扣除设备款2000元/次。招标方确认图纸无误后一周内,投标方必须提供带有有效印章的纸质版图纸。 二工程概况及自然条件 2.1厂址概述 华能太仓电厂位于长江下游南岸的太仓港港区西部,太仓市北部时思镇境内东北端。厂址可用水域岸线东自距浪港口1000m始,西至鹿鸣泾河口总长1420m,陆域部分东以新开小河为界,西至鹿鸣泾河道边,东西长900~1400m。厂区东临太仓市第二自来水厂,北依长江,西靠鹿鸣泾河,南为改线的镇际公路。 电厂二期工程占地约40余公顷,位于厂址西面。厂址区域地势平坦开阔,自然地面标高2.6~3.2m (1956年黄海高程系),场地上沟塘较发育,地形呈东低北高之势。 2.2交通运输 厂址南侧距长济高速(长垣—济源)8.7 km,西距S233 省道7.1 km,东距S230 省道8.4 km,经由省道S233 可直接进入S306 省道,也可由省道S230 转入107 国道,实现电厂省会郑州之间的互通,直线距离仅65 km,交通便利,省时高效。
螺旋给料机说明书
PAMF-30 螺旋给料机 PAMF-30 Screw Feeder 使用说明书 Instruction 一、结构及工作原理:PAMF型螺旋给料机的结构见总图,由交流调速电动机、 蜗轮减速机、给料槽、给料螺旋、底座组成。工作时,由调速电动机通过联轴器带动减速机运转,并通过装在蜗轮减速机输出轴上的联轴器使给料螺旋转动,从而把上部料筒中的物料均匀送到下个工序。 1. Structure & Operating Principle: Refer to the general drawing for the structure of PAMF-type screw feeder, which is composed of AC adjustable-speed motor, worm-gear speed reducer, feeding trough, feeding screw and foundation. When the equipment works, the reducer revolves under the driving force generated by the adjustable-speed motor through the coupling, which makes the feeding screw revolve
by the coupling installed on the output shaft of the worm-gear speed reducer to make the material in the upper cylinder uniformly delivered to the next process. 二、特点:是结构新颖,坚固耐用,不存在堵塞现象,添加物料均匀,内壁上也没有结块现象发生,投入运行后效果显著,效率高,运行可靠,特别适合于浓缩过程中的絮凝剂添加和锌粉置换过程中的锌粉给料使用。 2. Characteristics: It has novel structure, firm and durable frame and uniform feeding property without blocking phenomenon or packing phenomenon on the interior wall, which has remarkable effect, high efficiency and reliable operation after it is put into operation, especially suitable for feeding zinc poser when adding flocculant and changing zinc powder during the concentration process. 三、螺旋给料机主要有以下优点:①采用调速电动机,给料量可以方便地随意调整;②螺旋给料均匀连续,解决了传统机械物料加入量调整困难,加入量不均匀的问题,降低了残余物料的含量,既降低了成本,又改善了工艺效果;③物料暴露在空气中的面积小,减少了物料在使用过程中的氧化,改善了使用效果。 3. The screw feeder mainly has the following advantages: ①With the adjustable-speed motor, the feeding quantity can be adjusted conveniently at any time; ② the screw feeding is uniformly continuous, which solves the quantity adjustment difficulty when adding mechanical materials traditionally and the problem of
xk3190-c8称重显示器用户手册详解
XK3190-C8 称重指示器 使用说明书 (1.02版) 上海耀华称重系统有限公司
目录 第一章概述-------------------------------------------------------------------------- 3 第二章主要参数-------------------------------------------------------------------- 4 第三章安装、接口与数据格式-------------------------------------------------- 5 一、仪表前、后功能示意图------------------------------------------------- 5 二、传感器与仪表的连接---------------------------------------------------- 7 三、输入输出接口------------------------------------------------------------- 8 四、大屏幕显示接口---------------------------------------------------------- 8 五、串行通讯接口------------------------------------------------------------- 9 六、模拟量输出---------------------------------------------------------------10 七、打印与存储---------------------------------------------------------------11 第四章参数设置与标定----------------------------------------------------------13 一、【SEt 0】查询类参数------------------------------------------------13 二、【SEt 1】一般类参数------------------------------------------------16 三、【SEt 2】控制参数---------------------------------------------------18 四、【SEt 3】记录打印---------------------------------------------------23 五、标定------------------------------------------------------------------------24 第五章操作说明-------------------------------------------------------------------26 一、开机及开机置零---------------------------------------------------------26 二、手动置零------------------------------------------------------------------26 三、除皮------------------------------------------------------------------------26 四、日期与时间的设置------------------------------------------------------26 五、启动/停止-----------------------------------------------------------------26 六、峰值保持------------------------------------------------------------------27 七、输入输出功能------------------------------------------------------------27 八、常用参数查询------------------------------------------------------------27 第六章控制过程详解------------------------------------------------------------28 一、模式0(1种配料的加法模式)-------------------------------------28 二、模式1(1种配料的减法模式)-------------------------------------30 三、模式2(两种料加法秤)---------------------------------------------32 1
称重给料机操作规程
称重给料机操作规程 1设备构造简介及设备一览表 1.1主要设备简述 由钢结构框架、称重传感器、测速传感器、积算器、给料机控制器、托辊、驱动及改向滚筒、皮带清扫器、皮带、电机、带垂直滑门的进料溜槽、减速机、拉紧装置等组成。 1.2设备一览表 序号设备名称设备位号规格型号及参数单 位数量 1 1~2#焦炭称 重给料机 设备能力:Q=57t/h 设备尺寸:W800×L9050mm 电机功率:N=7.5kW 台8 2 1~2#石灰称 重给料机设备能力:Q=87t/h 设备尺寸:W800×L9050mm 电机功率:N=7.5kW 台8
2设备工作原理 2.1称重给料机结构及工作原理 2.1.1结构 称重给料机主要包括传动装置(电机、减速机、联轴器、主动轮、从动轮、改向轮);称重装置(称重传感器、积算器);机架装置(皮带机支架、托辊及支架);控制及保护装置(跑偏开关、速度开关、拉绳开关);张紧装置(有螺杆、配重、液压三种);皮带及辅助装置。 2.1.2工作原理 皮带称重给料机是一种精确计量并持续料流至下游过程的计量设备。主要由机架、输送皮带、托辊、滚筒、张紧装置、传动装置、称重传感器、积算器等组成。称重装置测出物料的重量并将其转换为与皮带载荷成比例的电子输出信号,一个数字式测速传感器持续监测皮带速度,以微处理为基础的电子仪表将两个信号进行积算,产生并显示一个真实流量与进料的累计重量。为了便于控制和监测,仪表还提供一个输出信号。(计算公式:皮带速度×皮带载荷=流量) 3仪表操作 运转皮带机并确认仪表无错误代码出现,屏幕显示Weigh Mode (计量模式),最下一行P行末有数字显示
DEL定量给料机使用说明详解
DEL/DEM 型定量给料机V20610 (高精度一体化定量给料系统) 使 用 说 明 书
(一)、概述 DEL/DEM 型定量给料机是一种连续称量给料设备,它适用于建材、冶金、矿山、化工等行业,对散粒状物料实施连续输送,动态称量和给料控制。 DEL/DEM 型定量给料机能够按照设定的给料速率通过调节皮带速度自动调节物料流量,保证以恒定的给料速率不断地输送物料,并且自动地累积输送的总量。 DEL/DEM 型定量给料机配置有高精度一体化管理系统,通过系统键盘,串行接口或模拟量输入口设置给料速率实施控制,也可以同上位机或过程管理系统(DCS)相连接完成系统的自动控制。 DEL/DEM 型定量给料机经过精湛的制造技术和合格的质量控制体系,保证了产品的精度、品质、先进和价值,成为工业上散粒状物料配料与计量的理想设备。 (二)、规格型号 DEL/DEM 型定量给料机型号组成如下: D E × ×× ×× ×× × 减速机位置 料斗型号 滚筒中心距 皮带宽度 称体型号 电子 定料给料机 规格说明: ·称体型号:L 为轻型机,滚筒直径为190mm M 为重型机,滚筒直径为320mm
·皮带宽度:有以下规格,用两位数字表示。 06———650mm 08———800mm 10———1000mm 12———1200mm 14———1400mm 18———1800mm ·滚筒中心距:有以下规格,取前两位数字表示,例:13 表示130其规格有:1300,1500,2000,2700,3500,4000,4500mm ·料斗型号:根据物料状态特性和皮带宽度可选配T4/T6, T20 皮带速度2,皮带速度5,S1,S2 等相应型号的料斗。 ·\减速电机位置:减速电机在秤体上的安装分为左传动或右传动两种方法。区分方法:人的视线与物料输送方向一致时,若减速电机安装在秤体左侧即为左传动,若减速电机安装在秤体右侧即为右传动。 (三)、基本结构与工作原理 一、基本结构 DEL/DEM 型定量给料机由机械秤体和控制系统两大部分组成。 1、机构秤体主要包括:机架、料斗(或预给料机)、传动装置、 称量传感器、卸料罩、自动张紧器等。 ·称体机架是给料机的基础部件,它采用折弯成型的箱型结构,刚度大,稳定性好。 ·传动装置包括交流电机和减速机,减速机采用SA 型斜齿轮蜗轮蜗杆减速机,体积小,速比大,通过空心轴与主动滚筒直接联接。交流电机采用交流变频高速控制,皮带速度信号从变频器中取出。 ·称量装置由称量框架与称量托辊组成,称量框架由两组十字簧片支撑,皮带上的物料重量通过称量托辊作用到称量传感器上,
喂料机使用说明书
R 喂料机 FEEDER 使用说明书 OPERATING INSTRUCTION 湖州泉华矿山机械设备有限公司HUZHOU QUANHUA MINING MACHINERY CO.,LTD.
目录 一、设备简介 二、型号及说明 三、主要技术参数 四、工作原理与结构特征 五、安装调试与运转 六、操作规程 七、维护与安全技术
为了确保设备正常工作,充分发挥其应有的性能,请您在使用本产品前详细阅读说明书,并按照说明书要求进行操作。 一、设备简介 喂料机是利用振动原理进行给料的设备,适用于选矿、建材、硅酸盐和化学工业,为下道工序递给(带筛分)粒度不大于500mm的矿石和岩石。 二、型号及说明 Z W 筛面长度(dm) 筛面宽度(dm) 喂料机 振动式 传动形式 A——单轴式J——激振式
喂料机主要由弹簧支架、振动机架、振动器、弹簧、电机振架及 电机等组成。激振器是由两个成特定位置的偏心轴以齿轮相啮合,通 过电机驱动,使两偏心轴旋转,从而产生巨大合成的激振力,使机体 在支求弹貪上作强制振动,物料则以此振动王动力,在料槽上作滑动 及抛掷运动,从而使物料前移而达到给料目的。当物料通过槽体上的 筛条时,较小料可通过筛条间隙而落下,可不经过下道的玻璃工序, 起来筛分的效果。 五、安装调试与运转 喂料机由制造厂装配后成台供应,并经过空车试验,应仔细检查, 三、主要技术参数 型号 最大给料粒度 (mm) 转速(r/min) 处理量 (m3/h)电机功率 (kw) JZW0810 300 960 100 1.1 x2 JZW1012 400 960 150 1.1 x2 JZW1317 500 960 150 1.1 x2 JZW1517 600 960 200 1.5x2 JZW1719 600 960 200 1.5x2 JZW95380700 960 300 3.2x2 JZW115490700 960 300 5.5x2 JZW11060 800 960 400 7.5x2
称重显示器操作规程示范文本
称重显示器操作规程示范 文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
称重显示器操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 (一)开机(开机预热15-30分钟): 接通交流电源,按开关按钮,仪表进行笔画自检,初始化完 成后自动进入称重状态。若使用内置蓄电池,也要按开关 按钮,仪表才能进入笔画自检状态。内置蓄电池首次使用 时,务必先充足电后再使用! 开机时,如果秤台重量偏离零点,但仍在设置的置零 范围以内,仪表将自动置零,零位指示符亮;若在设置的 置零范围以外,则须调整秤体的零位或重新标定、设置。 (二)置零操作:在仪表毛重数据处于手动置零范围 内时,按【置零】键,可使仪表显示回零。有皮重时不能 进行置零操作。 (三)去皮操作:在仪表重量数据稳定、非负且不处
于零位时,按【去皮】键可实现去皮操作,去皮指示符亮。若仪表在零位且已有皮重时,按【去皮】键则退出净重显示状态,皮重清零,去皮指示符熄灭,最大去皮为99999。 (四)累加、累显和清除累加,显示重量。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
德国申克的 MultiFlex 螺旋称重给料机
MultiFlex S螺旋称重给料机(单螺旋无轴): MultiFlex S is primarily designed for metering of various kinds of alternative fuels fed into combustion processes. MultiFlex S equipment features only one, larger-diameter endless feeding screw. To eliminate any pulsation in the discharge of material from the larger-diameter endless screw due to its rotation, the outlet is fitted with a loosening rotor that keeps cutting off any clusters of material being pushed out of the endless screw area, thus ensuring that the material is discharged at a uniform rate, to be fed into the next downstream section of the process. This design is of advantage particularly when feeding blends of solid alternative fuels (TAP, Fluff) having low bulk weights, which tend to compress and cluster, into pneumatic conveyance systems. MultiFlex A螺旋称重给料机(双螺旋无轴) MultiFlex A is primarily designed for metering of various kinds of alternative fuels fed into combustion processes. MultiFlex A equipment features a dual endless feeding screw provided with two separate drives. The main advantage of this design is that the feeding action may alternately be effected by only one of the two endless screws, making it possible to reduce the feeding output to one half, thus nearly doubling the nominal regulatory range. This variant should be given preference in applications where materials having significantly different bulk weights are to be fed and metered.