SOP冲压作业指导书
材料牌号及规格
材料技术标准
安全防护用品
文件编号
产品名称
浙江正邦汽车模具有限公司
作业指导书
产品图号零件图号零件名称
加工简图操作示意图
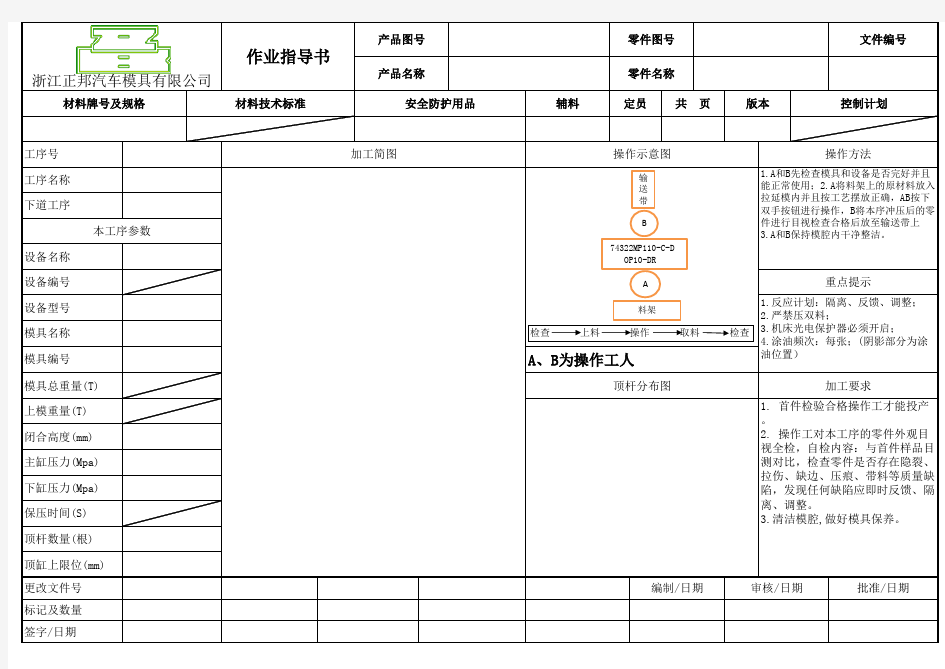
操作方法
控制计划
辅料
定员
共 页
版本
工序号模具总重量(T)设备编号模具编号设备型号模具名称下道工序
本工序参数
设备名称工序名称上模重量(T)闭合高度(mm)主缸压力(Mpa)下缸压力(Mpa)保压时间(S)顶杆数量(根)顶缸上限位(mm)更改文件号标记及数量编制/日期签字/日期
1. 首件检验合格操作工才能投。
2. 操作工对本工序的零件外观目视全检,自检内容:与首件样品测对比,检查零件是否存在隐裂拉伤、缺边、压痕、带料等质量陷,发现任何缺陷应即时反馈、离、调整。
3.清洁模腔,做好模具保养。
1.反应计划:隔离、反馈、调整
2.严禁压双料;
3.机床光电保护器必须开启;
4.涂油频次:每张;(阴影部分为涂位置)
重点提示
1.A和B先检查模具和设备是否完好正常使用;
2.A将料架上的原材料放入延模内并且按工艺摆放正确,AB按下双按钮进行操作,B将本序冲压后的零件行目视检查合格后放至输送带上
3.A和B保持模腔内干净整洁。
审核/日期批准/日期
顶杆分布图
加工要求
A、B为操作工人
74322MP110-C-D
OP10-DR
B
A 料架
输送带检查上料操作取料检查
相关主题