冲压工艺卡片格式

工艺卡片模板
机械加工工艺过程卡片班级:1404032 精品
姓名: 精品
机械加工工艺过程卡片 精品
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451 设备名称设备型号设备编号同时加工件数 CA61401 夹具编号夹具名称切削液 ZY—01三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90450.5 1.25122s17.46s 精品
(厂名)机械加工工序卡片产品型号零件图号01—01—02 产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号 机加工 车间 钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451 设备名称设备型号设备编号同时加工件数 Z30251 夹具编号夹具名称切削液 ZY—02钻床专用夹具 工序工时 标准单件 260s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 2 钻 θ6,θ10,,θ14,,θ18 通孔 Z3025摇臂钻床,钻床专 用夹具 10020.54530200s60s 精品
(厂名)机械加工工序卡片产品型号零件图号01—01—03 产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号 机加工 车间 车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451 设备名称设备型号设备编号同时加工件数 CA61401 夹具编号夹具名称切削液 ZY—04三爪卡盘 工序工时 标准单件 61.5s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 3粗,精细镗θ20通孔 θ30圆柱孔,θ30至 θ36的圆锥孔 C620-1车床专用夹具内 径百分尺,表面粗糙度仪 表 330490.202521s40.5s 精品
冲压工艺与模具设计课程设计指导与任务书
冲压工艺及模具设计》课程设计指导书 2.1 课程设计目的 本课程设计是在学生学完“冲压工艺与冷冲模具设计”理论课并进行了上机练习之后 进行的一个重要教学环节。是学生运用所学理论,联系实际,提高工程技术能力和培养严 谨细致作风的一次重要机会。通过本次设计要达到以下目的: 1、巩固与扩充“冲压工艺与冷冲模具设计”以及有关技术基础课程所学的内容,掌握 制订冲压工艺规程和设计冲压模具的方法。 2、培养综合运用本专业所学课程的知识, 解决生产中实际问题的工程技术能力 设计、计 算、绘图、技术分析与决策、文献检索以及撰写技术论文的能力)。 3、养成严肃、认真、细致地从事技术工作的优良作风。 2.2 课程设计步骤 1. 设计准备 1) 阅读产品零件图 (1) 设计前应预先准备好设计资料、手册、图册、绘图用具、图纸、说明书用纸。 (2) 认真研究任务书及指导书,分析设计题目的原始图样、零件的工作条件,明确设 计要求 及内容。 (3) 熟悉各种可采用的模具结构形式及其优缺点。 2) 冲件图样分析 产品零件图是分析编制冲压方案、设计模具的重要依据,对零件图的分析 主要是从冲 压工艺的角度出发,对冲压件的形状、尺寸 ( 最小孔边距、孔径、材料厚度、最大 外形 精度、表面粗糙度、材料性能等逐项分析,确定冲压工序图。若有与冲压工艺要求相悖者, 应采 取相应的解决措施或与指导教师协商更改。 (1) 工艺分析。 合理的冲压工艺,既能保证冲件的质量,使冲压工艺顺利进行,提高模具寿命,降低 成本,提高经济效益,同时给模具的设计、制造与修理带来方便。所以必须对指定的冲压 件图样进行充分的工艺分析,在此基础上,拟订各种可能的不同工艺方案。 工艺分析主要是分析冲件的形状、尺寸及使用要求,分析冲件的工艺性;根据成形规 律,确定所用冲压工艺方法;根据生产批量、冲压设备、模具加工的工艺条件等多方面因 素,进行全面的分析、研究,确定冲件的工艺性质、工序数量、工序的组合和先后顺序。 在几种可能的冲压工艺方案中,选择一种经济、合理的工艺方案,并填写冲压工艺卡。 (2) 制订冲压工艺。 制订冲压工艺方案时,应做如下工作: ① 备料。确定板料、条料的规格、要求,并计算出材料利用率。 ② 确定工序性质、数目、先后顺序、工序的组合形式。 包括: )、
工艺卡片模板
机 械 加 工 工 艺 过 程 卡 产品型号 零(部)件图号 产品名称 零(部)件名称 材料牌号 45钢 毛坯种类 棒料 毛坯外形尺寸 Φ65mm ×70 2 每台件数 备注 工件名称 工 序 内 容 加工设备 背吃刀量 进给速度 工 艺 装 备 夹具名称 刀具名称及型号 量具 件(一) 1.车工艺台阶。 2.装夹工艺台阶,将工件伸出40mm 长。 3.车平端面。 4.中心钻打定位孔。 5.麻花钻打通孔。 6.粗精镗出件一左端φ41mm 内孔、φ 36mm 内孔。 7.粗精车出左端轮廓(椭圆及φ61mm 外圆)到39mm 处。 8.调头装夹φ61mm 外圆将工件伸出30mm 长。 9.粗精镗出工件右端φ23mm ,φ22mm 内孔。 10.粗精车出右端外轮廓到27mm 处。 11.切退刀槽。 12.车M30X2外螺纹。 数控车床 1mm 1mm 粗2mm 精0.3mm 粗1mm 精0.3mm 粗1mm 精0.3mm 800 800 600 800 800 1000 600 800 三爪卡盘 90度外圆刀 90度外圆刀 中心钻 麻花钻 镗孔刀 30度外圆刀 镗孔刀 螺纹刀 游标卡尺 千分尺 件(二) 1. 车工艺台阶。 2. 装夹工艺台阶,将工件伸出40长。 3. 车平 端面。 4. 中心钻打定位孔。 5. 麻花钻扩孔到30长。 6. 粗精镗出 孔及 内螺纹底径。 7. 车内螺纹。 8.将俩件配合,粗精车外圆及椭圆。 数控车床 1mm 1mm 粗1mm 精0.3mm 粗2mm 精0.3mm 800 800 600 800 800 1000 三爪卡盘 90度外圆刀 90度外圆刀 镗孔刀 30度外圆刀 游标卡尺 千分尺
冲压工艺与模具设计实例分解
第一节冲压工艺与模具设计的内容 及步骤 冲压工艺与模具设计是进行冲压生产的重要技术准备工作。冲压工艺与模具设计应结合工厂的设备、人员 等实际情况,从零件的质量、生产效率、生产成本、劳 动强度、环境的保护以及生产的安全性各个方面综合考 虑,选择和设计出技术先进、经济上合理、使用安全可 靠的工艺方案和模具结构,以使冲压件的生产在保证达 到设计图样上所提出的各项技术要求的基础上,尽可能 降低冲压的工艺成本和保证安全生产。一般来讲,设计 的主要内容及步骤包括: ⒈工艺设计 (1) 零件及其冲压工艺性分析根据冲压件产品 图,分析冲压件的形状特点、尺寸大小、精度要求、原 材料尺寸规格和力学性能,并结合可供选用的冲压设备 规格以及模具制造条件、生产批量等因素,分析零件的 冲压工艺性。良好的冲压工艺性应保证材料消耗少、工 序数目少、占用设备数量少、模具结构简单而寿命高、 产品质量稳定、操作简单。 (2) 确定工艺方案,主要工艺参数计算在冲压工 艺性分析的基础上,找出工艺与模具设计的特点与难点,根据实际情况提出各种可能的冲压工艺方案,内容包括 工序性质、工序数目、工序顺序及组合方式等。有时同 一种冲压零件也可能存在多个可行的冲压工艺方案,通 常每种方案各有优缺点,应从产品质量、生产效率、设 备占用情况、模具制造的难易程度和寿命高低、生产成 本、操作方便与安全程度等方面进行综合分析、比较,
确定出适合于现有生产条件的最佳方案。 此外,了解零件的作用及使用要求对零件冲压工艺与模具设计是有帮助的。 工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等)、零件展开尺寸以及冲裁力、成形力等。计算有两种情况,第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、冲裁压力中心、工件面积等;第二种是工艺参数只能作近似计算,如一般弯曲或拉深成形力、复杂零件坯料展开尺寸等,确定这类工艺参数一般是根据经验公式或图表进行粗略计算,有些需通过试验调整;有时甚至没有经验公式可以应用,或者因计算太繁杂以致于无法进行,如复杂模具零件的刚性或强度校核、复杂冲压零件成形力计算等,这种情况下一般只能凭经验进行估计。 (3) 选择冲压设备根据要完成的冲压工序性质和各种冲压设备的力能特点,考虑冲压加工所需的变形力、变形功及模具闭合高度和轮廓尺寸的大小等主要因素,结合工厂现有设备情况来合理选定设备类型和吨位。 常用冲压设备有曲柄压力机、液压机等,其中曲柄压力机应用最广。冲裁类冲压工序多在曲柄压力机上进行,一般不用液压机;而成形类冲压工序可在曲柄压力机或液压机上进行。 ⒉模具设计 模具设计包括模具结构形式的选择与设计、模具结构参数计算、模具图绘制等内容。
工艺卡模板
陕 西 化 建 设 备 制 造 公 司 容器组装工艺卡 产品名称 氮气储罐 产品编号 2011-55-C14 产品图号 51-0686-1 产品规格 Φ1200×3313×42 序号 工 序 工 艺 要 求 检验项目 检验员 日期 1 筒节与封头、连接法兰组对与焊接 班组确认组装各工件后,依据排版图进行筒节、封头、法兰组对,严格按照焊接工艺卡进行。 2 焊缝检测 依据施工图进行A 、B 类焊缝检测,检测比例及合格级别应符合图纸要求。 3 划线开孔 班组依据设备开孔方位图在设备上划线,质检部门检验合格后方可开孔。 4 接管组对、焊接 班组按施工图组对各接管,按焊接工艺卡进行焊接,按图纸要求进行无损检测并合格。 5 总检 质检科依据施工图纸对设备的外观进行总体检验,几何尺寸符合图纸要求,不得有漏焊零部件。 6 热处理 严格按照热处理工艺进行,热处理后不得在设备上施焊,产品试板需同炉热处理。 7 耐压(泄漏)试验 按照图纸要求对设备进行水压试验,试验压力为13.75MPa ,技术监督部门监检确认。 8 除锈刷漆 经评审合格后,依照图纸要求对碳钢设备进行喷砂除锈,检验合格后,按照图纸要求进行刷(喷)漆。 9 包装 对设备法兰密封面,进行封闭包装,入库。 编 制 日 期 审 核 日 期
压力容器图纸会审记录 表:1-1 陕西化建设备制造公司产品名称氮气储罐图号51-0686-1 产品编号2011-55-C14 工作压力MPa 10.2 工作温度℃50 介质氮气容器类别Ⅲ/A1 全容积 2.77m3 设计压力MPa 11 设计温度℃60 焊缝系数 1.0/1.0 主体材料Q345R正火腐蚀裕度 1.5mm 设计单位华陆工程科技有限责任公司制造标准GB150-1998、TSG R00004-2009、HG20584 存在问题: 1、经会审,设计单位的资质齐全。 2、设备装配尺寸合理,技术要求完整、合理,具有可加工性。处理结果: 按图施工 审查人日期审核人日期
工艺卡片样本模板
工艺卡片样本模板 1 2020年4月19日
2 2020年4月19日 工艺规范 产 品 名 称 工 序 名 称 设备名称 编 号 共 16 页 AH/TLC70-01 框扇下料 工装名称 编 号 第 1 页 工序简图 技 术 标 准 1、 下料长度L 充差≤ mm ±1mm 2、 下料角度90°±0.5° 3、 切割后型材断面应平整光洁, 外表面清洁无划伤。 操 作 要 求 1、 切割前检查设备运转是否正常。 2、 装夹注意夹紧力适当, 牢固, 定位正确, 切割过程 中防止型材变形。 3、 型材搬取, 存放过程中防止型材划伤, 磕碰, 表面 质量。 4、 首件产品严格检查合格后方可生产。 检 验 方 法 1、 用钢卷尺检查下料长 检 测 工 具 1. 钢卷 尺。 2. 角度 尺。 不 合格品处 置 度。 2、 用角度尺检查下料角 度。 3、 目测外观质量。 更改记录 编 制 批 准 日 期 批 准 审 核 日 期
3 2020年4月19日
4 2020年4月19日 工艺规范 产 品 名 称 工 序 名 称 设备名称 编 号 共 16 页 AH/TLC70-01 铣排水孔 工装名称 编 号 第 2 页 工序简图 技 术 标 准 1、 排水孔为Φ5×30槽孔, 每根料数量2个。 2、 纵向位置允差别±3mm, 排列均匀。 3、 排水孔表面光洁, 无毛刺、 铣刀不得损坏型材腹板 4、 排水孔设在外轨道左侧。 操 作 要 求 1、 铣料前检查设备运转是否正常。 2、 注意排水孔的位置均匀和数量。 3、 铣孔时避免划伤型材表面质量。 4、 首件产品严格检查, 合格后方可生产。 检 验 方 法 1、 用卡尺测量排水孔尺 检 测 工 具 1、 卡 尺。 2、 卷 尺。 不 合格品处 置 寸。 2、 用卷尺测量排水孔 位 置。
工艺卡片格式标准
工艺规程 封面 产品名称和年月日采用高度为5的仿宋体,零部件名称和代号采用高度为7的仿宋体。 会审页 名称和代号采用高度为5的仿宋体。 目录 产品代号和零部件名称采用高度为5的仿宋体,居中。工艺序号和页数页次栏采用高度为3.5的仿宋体,居中。 设备明细表 产品代号和零部件名称采用高度为5的仿宋体,居中。工艺序号、型号规格、转速及功率栏采用高度为3.5的仿宋体,居中。工序名称及设备名称采用高度为3.5的仿宋体,左对齐。 主要材料消耗定额汇总表 产品代号和零部件名称采用高度为5的仿宋体,居中。序号、单位、消耗定额、边余料栏采用高度为3.5的仿宋体,居中。名称、规格及标准号栏采用高度为3.5的仿宋体,左对齐。 辅助材料消耗定额汇总表 产品代号和零部件名称采用高度为5的仿宋体,居中。工艺序号栏采用高度为3.5的仿宋体,居中。工序名称、材料名称、规格及标准号、单位、消耗定额、配制比例栏采用高度为3.5的仿宋体,左对齐。 工序 工序号和零部件名称采用高度为5的仿宋体,居中。工艺序号栏采用高度为3.5的仿宋体,居中。其他采用高度为3.5的仿宋体,左对齐,行距为3mm。
封面 产品名称和年月日采用高度为5的仿宋体,零部件名称和代号采用高度为7的仿宋体。 图样装订目录 均采用高度为5的仿宋体,左对齐。 工装目录 均采用高度为5的仿宋体,除工序号栏居中外,其他均左对齐。 工具图样 反向图样代号栏长度为50mm,宽度为12mm,填写内容上下、左右均应居中。 “技术要求”字样采用高度为5的仿宋体,技术要求的内容采用高度为5的仿宋体,内容中若有表格,表格采用封闭式,边框线及栏头线用粗直线,0.5毫米;其余用细直线。每个表应有表头,使用的单位应标注在该栏表头名称的下方并居中,字体采用高度为5的仿宋体,每一列内的文字居中或左对齐应统一。 简单明细栏边框线(底栏线除外,使用细实线)及栏头线用粗实线,0.5毫米;其余用细实线。文字采用高度为3.5的仿宋体,序号、数量栏文字居中,名称、代号、备注栏文字左对齐,与左栏线的距离为2mm~4mm。栏内文字底部与下栏线的距离为1mm~2mm,整篇明细表内文字与栏线的距离应统一。 图样标注文字及数字采用高度为3.5的仿宋体,上下偏差采用高度为2的仿宋体,箭头采用实心闭合5号,尺寸界线不应有偏移量,超出尺寸线2mm,应为细直线。中心线为细点划线,突出量为3mm~5mm,在穿越标注文字时应被打断。装配图中零件序号采用高度为4.5的仿宋体,序号线长度为5mm的细直线,数字与序号线距离为1mm~2mm,整篇数字与序号线的距离应统一。 标题栏产品图代号、图样名称和材料名称均采用高度为7的仿宋体,多行文字行距为3mm,居中;零件代号、所属装配号、图样标记、重量、比例均采用高度为5的仿宋体,居中;标题栏内“共x张第x张”的内容为高度为2.5的仿宋体,居中。
工艺卡片模板
百度文库- 让每个人平等地提升自我 11 机械加工工艺过程卡片班级:1404032 姓名:
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注 工序号工序名 称 工序内容车间工段设备工艺装备工步工时 备料Θ50×45的棒料 1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺 3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30 至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分 尺,表面粗糙度仪表 4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 5 车换端面保护夹θ48面粗,精车θ50至 标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 6 车端面至标准尺寸保证长度 30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 设计日期审核日期标准化日期会签日期 标记处数更改文件号签字日期指导 22
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 1 22s 33
工艺卡片模板
机械加工工艺过程卡片 班级:1404032 姓名: 1
机械加工工艺过程卡片 2
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 3
(厂名)机械加工工序卡片产品型号零件图号01—01—02 产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号 机加工 车间 钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 Z3025 1 夹具编号夹具名称切削液 ZY—02 钻床专用夹具 工序工时 标准单件 260s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 2 钻θ6,θ10,,θ14,,θ18 通孔 Z3025摇臂钻床,钻床专 用夹具 100 2 0.5 45 30 200s 60s 4
(厂名)机械加工工序卡片产品型号零件图号01—01—03 产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—04 三爪卡盘 工序工时 标准单件 61.5s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 3 粗,精细镗θ20通孔θ30 圆柱孔,θ30至θ36的圆 锥孔 C620-1车床专用夹具内 径百分尺,表面粗糙度仪 表 330 49 0.20 2 5 21s 40.5s 5
工艺卡模板
陕 西 化 建 设 备 制 造 公 司 容器组装工艺卡 产品名称 氮气储罐 产品编号 2011-55-C14 产品图号 51-0686-1 产品规格 Φ1200×3313×42 序号 工 序 工 艺 要 求 检 1 筒节与封头、连 接法兰组对与 焊接 班组确认组装各工件后,依据排版图进行筒节、封头、法兰组 对,严格按照焊接工艺卡进行。 2 焊缝检测 依据施工图进行A 、B 类焊缝检测,检测比例及合格级别应符 合图纸要求。 3 划线开孔 班组依据设备开孔方位图在设备上划线,质检部门检验合格后 方可开孔。 4 接管组对、焊接 班组按施工图组对各接管,按焊接工艺卡进行焊接,按图纸要 求进行无损检测并合格。 5 总检 质检科依据施工图纸对设备的外观进行总体检验,几何尺寸符 合图纸要求,不得有漏焊零部件。 6 热处理 严格按照热处理工艺进行,热处理后不得在设备上施焊,产品 试板需同炉热处理。 7 耐压(泄漏)试验 按照图纸要求对设备进行水压试验,试验压力为13.75MPa ,技 术监督部门监检确认。 8 除锈刷漆 经评审合格后,依照图纸要求对碳钢设备进行喷砂除锈,检验
压力容器图纸会审记录 表:1-1 陕 西 化 建 设 备 制 造 公 司 产品名称 氮气储罐 图 号 51-0686-1 工作压力MPa 10.2 工作温度℃ 50 介 质 氮 气 容器类别 Ⅲ/ 设计压力MPa 11 设计温度℃ 60 焊缝系数 1.0/1.0 主体材料 Q345R 设计单位 华陆工程科技有限责任公司 制造标准 GB150-1998、TSG R00004-2009、HG205存在问题: 1、经会审,设计单位的资质齐全。 2、设备装配尺寸合理,技术要求完整、合理,具有可加工性。 处理结果: 按图施工 审查人 日 期 审核人 合格后,按照图纸要求进行刷(喷)漆。 9 包装 对设备法兰密封面,进行封闭包装,入库。 编 制 日 期 审 核
工艺标准卡片资料标准模板.docx
机械加工工艺过程卡片班级: 1404032 姓名:
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注 工序号工序名工序内容车间工段设备工艺装备工步工时称 备料Θ50×45 的棒料 1车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2钻钻θ6, θ10 , ,θ14, ,θ18 通孔金工Z3025 3镗粗,精细镗θ20 通孔θ30 圆柱孔,θ30金工CA6140 至θ36 的圆锥孔 4车粗车精车θ49 至标准尺寸θ48金工CA6140 5车换端面保护夹θ48 面粗,精车θ50 至金工CA6140 标准尺寸θ40 6车端面至标准尺寸保证长度金工CA6140 30mm,40mm 麻花钻,钻床专用夹具,内径千分尺C620-1 车床专用夹具内径百分尺,表面粗糙度仪表 90度外圆车刀,游标卡尺,三爪卡 盘 90度外圆车刀,游标卡尺,三爪卡盘 90度外圆车刀,游标卡尺,三爪卡盘 设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导
(厂名) 产品型号零件图号01—01—01 机械加工工序卡片 轴套零件名称轴套共(7)页第 (2) 页产品名称 车间工序号工序名称材料牌号 机加工 车削GCR15 车间 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸造Θ50×451 设备名称设备型号设备编号同时加工件数 CA61401 夹具编号夹具名称切削液 ZY —01三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时 r/min m/min mm/r mm次数机动辅助 1粗车端面及外圆三爪卡盘,YG6 硬质合 90450.5 1.25122s17.46s 金车刀,表面粗糙度仪
卡圈冲压工艺分析及模具设计
卡圈冲压工艺分析与模具设计 任务书 1.课题意义及目标 (1)通过毕业设计能够巩固所学的各类基础知识、初步掌握冲压模具设计的流程,熟练掌握使用各类工具书籍。 (2)通过毕业设计使学生初步达到工程师所具备的基本素质。 2.主要任务 (1)完成冲压件的工艺性分析(工艺分析、工艺方案确定、工艺计算); (2)进行冲压模具的结构设计和计算(主要零部件的结构设计、模具结构设计 及模具工作部分尺寸计算等); (3)制定模具典型零件加工的工艺规程; (4)完成模具总装配图及模具主要零件图的绘制; (5)编写模具毕业设计论文。 3.主要参考资料 [1]王孝培主编.冲压设计资料[M].北京:机械工业出版社,1983. [2]李天佑.冲模图册[M].北京:机械工业出版社,1990. [3]王芳.冷冲压模具设计指导[M].北京:机械工业出版社,2009. [4]陈锡栋,周小玉.实用模具技术手册[M].北京:机械工业出版社,2003. [5]李邵林,马长福.实用模具技术手册[M].上海:上海科学技术出版社,1998. [6]《冲模设计手册》编写组.冲模设计手册[M].北京:机械工业出版社,2003.4.进度安排 5.工件图 (1)工件名称:卡圈;
(2)市场批量:中小批量; (3)材料:Q235; (4)料厚:1mm ; (5)零件图如下: 审核 人 : 年 月 日
卡圈冲压工艺分析及模具设计 摘要:本次毕业设计是卡圈冲压工艺分析及模具设计,批量为中小批量生产。加工过程要保证冲压件的尺寸精度和零件的质量。模具的设计与制造要考虑能否满足工件的工艺性,还要考虑能否加工出合格的零件,以及后来的维修和存放是否合理等。 在本次设计的卡圈中,既要保证工件的使用寿命,又要确保做出的工件满足工作要求。模具共有两套:第一套模具为冲孔落料复合模;第二套模具为翻孔工序模具。本次设计的主要内容:工件的工艺性分析;冲压工艺方案的确定;冲裁力及压力中心的计算;主要工作部分尺寸的计算;凸模、凹模、凸凹模的强度校核;主要零部件设计;模具的总体设计;典型零件的加工工艺规程的制定;模具的总装图等。 关键词:卡圈;中小批量;复合模;翻边模 Clip stamping process analysis and die design Abstract:This graduation design is retainer ring stamping process analysis and die design, batch for medium and small batch production.The size of the process to ensure the stamping precision and the quality of the parts.Die design and manufacturing need to consider if meet the manufacturability of artifacts, produce qualified parts, later maintenance and reasonable storage, etc. In the design of card circle, both to ensure the service life of the workpiece, and be sure to make the workpiece meet the job requirements.There are two sets of dies, the first set of die for punching blanking composite diet;The second set of die for the double hole process.The main content of this design includes technology of artifact analysis,The scheme determination of stamping process,The cutting force and the calculation of the pressure center.Main working parts size calculation,The strength of the punch, concave die, intensive checking.Main components design,The overall design of a die,The processing technology of the typical parts code,Die assembly drawing, etc. Keywords: retainer ring,Medium and small batch,compound die,flanging die
冲压工艺与模具设计的内容及步骤(精
冲压工艺与模具设计的内容及步骤冲压工艺与模具设计是进行冲压生产的重要技术准备工作。冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择和设计出技术先进、经济上合理、使用安全可靠的工艺方案和模具结构,以使冲压件的生产在保证达到设计图样上所提出的各项技术要求的基础上,尽可能降低冲压的工艺成本和保证安全生产。 一般来讲,设计的主要内容及步骤包括: 1. 工艺设计 (1 零件及其冲压工艺性分析 根据冲压件产品图,分析冲压件的形状特点、尺寸大小、精度要求、原材料尺寸规格和力学性能,并结合可供选用的冲压设备规格以及模具制造条件、生产批量等因素,分析零件的冲压工艺性。良好的冲压工艺性应保证材料消耗少、工序数目少、占用设备数量少、模具结构简单而寿命高、产品质量稳定、操作简单。(2确定工艺方案,主要工艺参数计算在冲压工艺性分析的基础上,找出工艺与模具设计的特点与难点,根据实际情况提出各种可能的冲压工艺方案,内容包括工序性质、工序数目、工序顺序及组合方式等。有时同一 种冲压零件也可能存在多个可行的冲压工艺方案,通常每种方案各有优缺点应从产品质量、生产效率、设备占用情况、模具制造的难易程度和寿命高低、生产成本、操作方便与安全程度等方面进行综合分析、比较,确定出适合于现有生产条件的最佳方案。此外,了解零件的作用及使用要求对零件冲压工艺与模具设计是有帮助的 工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等、零件展开尺寸以及冲裁力、成形力等。计算有两种情况, 精选文档 第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、冲裁压力中心、工件面积等;
冲压工艺文件
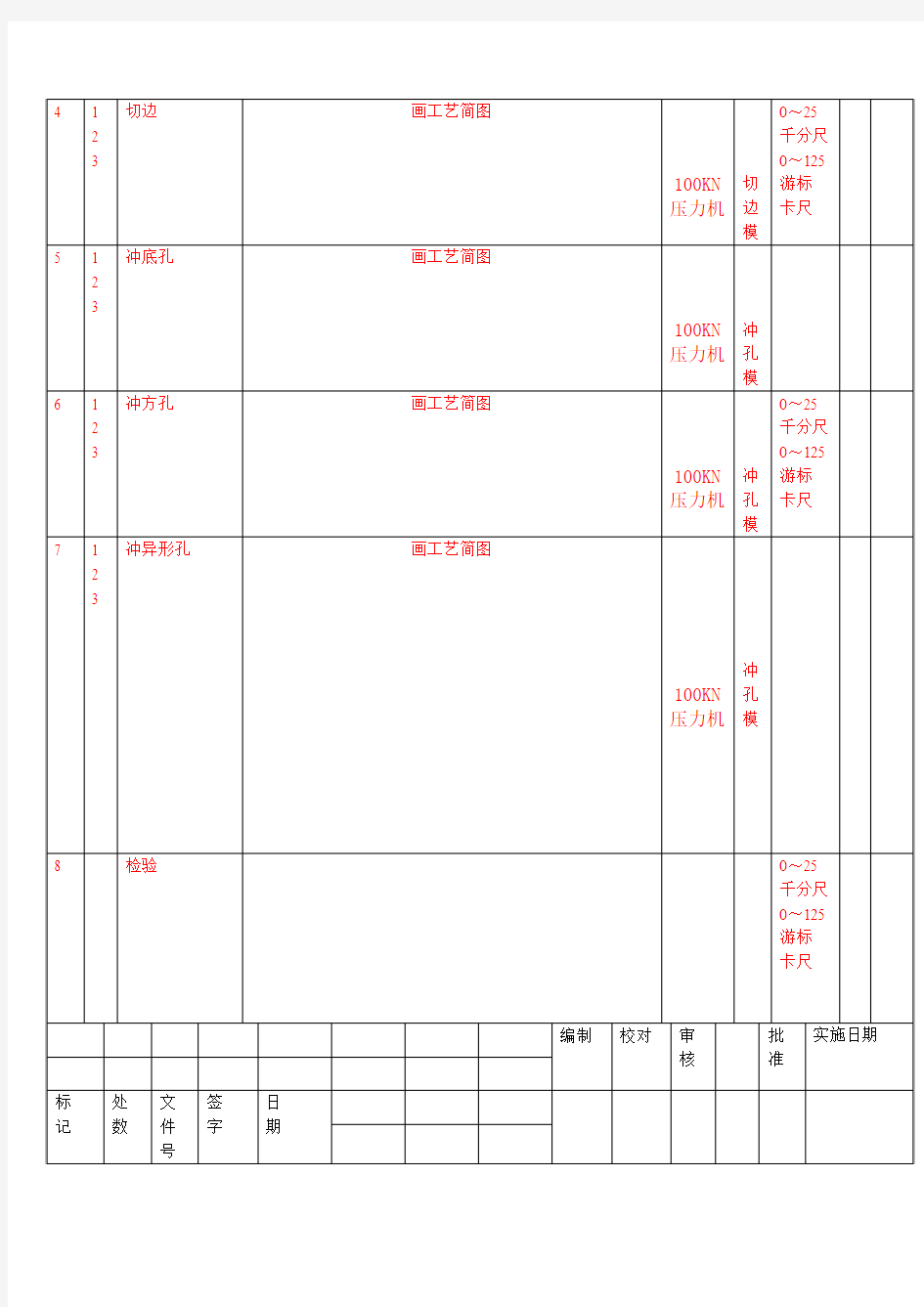
雄生电器有限公司冲压工艺过程卡片产品型号NW—C系列零(部)件图号GYD9-01.30 第 1 页产品名称电热油汀零(部)件名称开关箱体共7 页 材料牌号材料技术要求毛坯尺寸mm 每毛坯可制数量毛坯重量辅助材料0.7冷轧板200*650 1 2KG 机油 工序号工序名称工序内容 加工简图设备工艺装备工时 1 剪板用剪板机按毛坯尺寸剪切钢板剪板机剪板刃具 2 拉伸用压力机把毛坯拉伸压机拉伸模 3 切边用压力机把拉伸后的钢板切边开式压力机切边模 4 冲孔把切边后的钢板在压力机上冲孔开式压力机冲孔模 5 成型用压力机把冲孔后的钢板成型开式压力机成型模 6 检验按照产品图样要求对成型的零(部)件进行检验卷尺、游标卡尺 设计(日期) 审核(日期) 标准化(日期) 会签(日期)
雄生电器有限公司冲压工艺过程卡片产品型号NW—C系列零(部)件图号GYD9-01.22 第 2 页产品名称电热油汀零(部)件名称脚轮固定板共7 页 材料牌号材料技术要求毛坯尺寸mm 每毛坯可制数量毛坯重量辅助材料1.2冷轧板200*1000 20 18.72KG 工序号工序名称工序内容 加工简图设备工艺装备工时 1 剪板用剪板机按毛坯尺寸剪切钢板剪板机剪板刃具 2 下料用压力机把毛坯下料开式压力机下料模 3 拉伸用压力机把下料后的毛坯拉伸开式压力机拉伸模 4 冲孔把切边后的钢板在压力机上冲孔开式压力机冲孔模 5 检验按照产品图样要求对成型的零(部)件进行检验卷尺、游标卡尺 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
雄生电器有限公司冲压工艺过程卡片产品型号NW—C系列零(部)件图号GYD9-01.08 第 3 页产品名称电热油汀零(部)件名称油汀片(4)底共7 页 材料牌号材料技术要求毛坯尺寸mm 每毛坯可制数量毛坯重量辅助材料 0.6 175*620 1 0.86 机油 工序号工序名称工序内容 加工简图设备工艺装备工时 1 剪板用剪板机按毛坯尺寸剪切钢板剪板机剪板刃具 2 拉伸球用压力机把毛坯拉伸开式压力机拉伸模 3 拉伸筋用压力机把拉球后毛坯拉伸开式压力机拉伸模 4 冲孔把切边后的钢板在压力机上冲孔开式压力机冲孔模 5 成型用压力机把冲孔后的钢板成型开式压力机成型模 6 切边用压力机把拉伸后的钢板切边开式压力机切边模 7 检验按照产品图样要求对成型的零(部)件进行检验卷尺、游标卡尺 设计(日期) 审核(日期) 标准化(日期) 会签(日期)
工艺卡片模板
For personal use only in study and research; not for commercial use 机械加工工艺过程卡片 班级:1404032 姓名: 不得用于商业用途
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注 工序号工序名 称 工序内容车间工段设备工艺装备工步工时 备料Θ50×45的棒料 1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺 3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30 至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分 尺,表面粗糙度仪表 4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 5 车换端面保护夹θ48面粗,精车θ50至 标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 6 车端面至标准尺寸保证长度 30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 设计日期审核日期标准化日期会签日期 标记处数更改文件号签字日期指导 不得用于商业用途
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 不得用于商业用途
工艺卡片管理规定
工艺卡片管理规定 第一节管理职责 第一条公司生产部是工艺卡片的归口管理部门。技术科是生产装置工艺卡片的管理部门,设备科是动力设备工艺卡片的管理部门,安全科是“三废”处理系统工艺卡片的管理部门,主要负责: (一)确定工艺卡片的分级原则、编制内容、语言和格式; (二)工艺卡片制(修)订、审核、会签、发布和保存; (三)工艺卡片的日常管理,确保工艺卡片的有效性、适宜性; (四)监督工艺卡片的使用。 第二条相关专业(安全、技术、调度、设备、电仪等)负责工艺卡片的专业审查及监督检查,其中: (一)工艺指标由技术主管部门监督执行和检查; (二)设备指标由设备主管部门监督执行和检查; (三)安全、环保指标由安全科主管部门监督执行和检查; 第三条车间负责工艺卡片的具体编制和执行,对运行中存在的问题提出修改意见。 第二节工艺卡片的编写 第四条工艺卡片指标来源于装置原设计基础数据、装置改造设计(技改技措)基础数据、装置长周期运行的限制条件、装置标定数据、
产品质量指标控制、环保达标排放要求等。 第五条工艺卡片内容包括:装置名称、工艺卡片编号、原料及化工原材料质量指标、装置关键工艺参数指标、动力工艺指标、装置成品及半成品质量指标、装置消耗指标、环保监控指标、主要技术经济指标、指标分级标志、主管领导及部门签字、执行日期。具体格式见附表1。 第六条按照安全、技术、调度、设备、电仪全面受控的原则,依据指标的影响程度和范围,将工艺卡片指标分为公司级、车间级控制指标。其中: (一)公司级控制指标是指直接影响到企业环保达标排放、产品出厂合格、确保装置安全运行的重要控制指标。主要包括:关键控制工艺指标 关键环保监控指标 装置关键产品质量控制指标 装置公用工程系统关键指标 (二)控制指标是指影响装置经济技术水平的主要控制指标。主要包括: 主要工艺运行指标 主要设备运行指标
冲压工艺流程 冲压件加工工艺过程
冲压工艺流程_冲压件加工工艺过程 内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、
(完整版)公司工艺卡片管理规定
附件2 工艺卡片管理规定 第一节管理职责 第一条公司生产运行处是工艺卡片的归口管理部门。生产运行处是生产装置工艺卡片的管理部门,机动设备处是动力、水气装置工艺卡片的管理部门,质量安全环保处是“三废”处理系统工艺卡片的管理部门,主要负责: (一)确定工艺卡片的分级原则、编制内容、语言和格式; (二)工艺卡片制(修)订、审核、会签、发布和保存; (三)工艺卡片的日常管理,确保工艺卡片的有效性、适宜性; (四)监督工艺卡片的使用。 第二条相关专业(安全、运行、环保、质量、机动等)负责工艺卡片的专业审查及监督检查,其中: (一)工艺指标由运行主管部门监督执行和检查; (二)设备指标由机动主管部门监督执行和检查; (三)安全、环保及质量指标由质量安全环保主管部门监督执行和检查; 第三条车间负责工艺卡片的具体编制和执行,对运行中存在的问题提出修改意见。. 第二节工艺卡片的编写
第四条工艺卡片指标来源于装置原设计基础数据、装置改造设计(技改技措)基础数据、装置长周期运行的限制条件、装置标定数据、产品质量指标控制、环保达标排放要求等。第五条工艺卡片内容包括:装置名称、工艺卡片编号、原料及化工原材料质量指标、装置关键工艺参数指标、动力工艺指标、装置成品及半成品质量指标、装置消耗指标、环保监控指标、主要技术经济指标、指标分级标志、主管领导及部门签字、执行日期。具体格式见附表1。 第六条按照安全、环保、质量、运行、设备、动力全面受控的原则,依据指标的影响程度和范围,将工艺卡片指标分为公司级、分厂级、车间级三级控制指标。其中: (一)公司级控制指标(在分级一栏中填公司级标志)是指直接影响到企业环保达标排放、产品出厂合格、确保装置安全运行的重要控制指标。主要包括: 关键控制工艺指标 关键环保监控指标 装置关键产品质量控制指标 装置公用工程系统关键指标 2 (二)分厂级控制指标(在分级一栏中填分厂级标志)是指影响装置经济技术水平的主要控制指标。主要包括:
工序卡样板
车间工序号工序名称材料牌号 1粗铣HB220-250毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 11 设备名称设备型号设备编号同时加工件数数控铣床1夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣端面,保持尺寸300mm,粗糙度为1.6 专用铣夹具118 74.1 2 3.5 1 2 精铣面。保证尺寸为300mm,粗糙度为1.6 专用铣夹具 3 粗镗孔,保证尺寸为Φ151 4 精镗孔,保证尺寸为Φ151 5 粗镗孔,保证尺寸为Φ90 6 精镗孔,保证尺寸为Φ90 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
车间工序号工序名称材料牌号 2 钻孔 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 1 设备名称设备型号设备编号同时加工件数数控铣床 1 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 钻孔,保证尺寸为Φ25 2 在四工位上钻孔Φ10mm 3 攻螺纹孔M8 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片产品型号零件图号 产品名称零件名称共页第页 车间工序号工序名称材料牌号 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 设备名称设备型号设备编号同时加工件数 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣台阶面,保持尺寸Φ64+0.19 0mm 2 精铣台阶面,保持尺寸Φ64+0.19 0mm 3 镗孔,保持尺寸Φ44+0.025 mm 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)