推力计作业指导书

審核
發行日期:2009.09.24 制表:
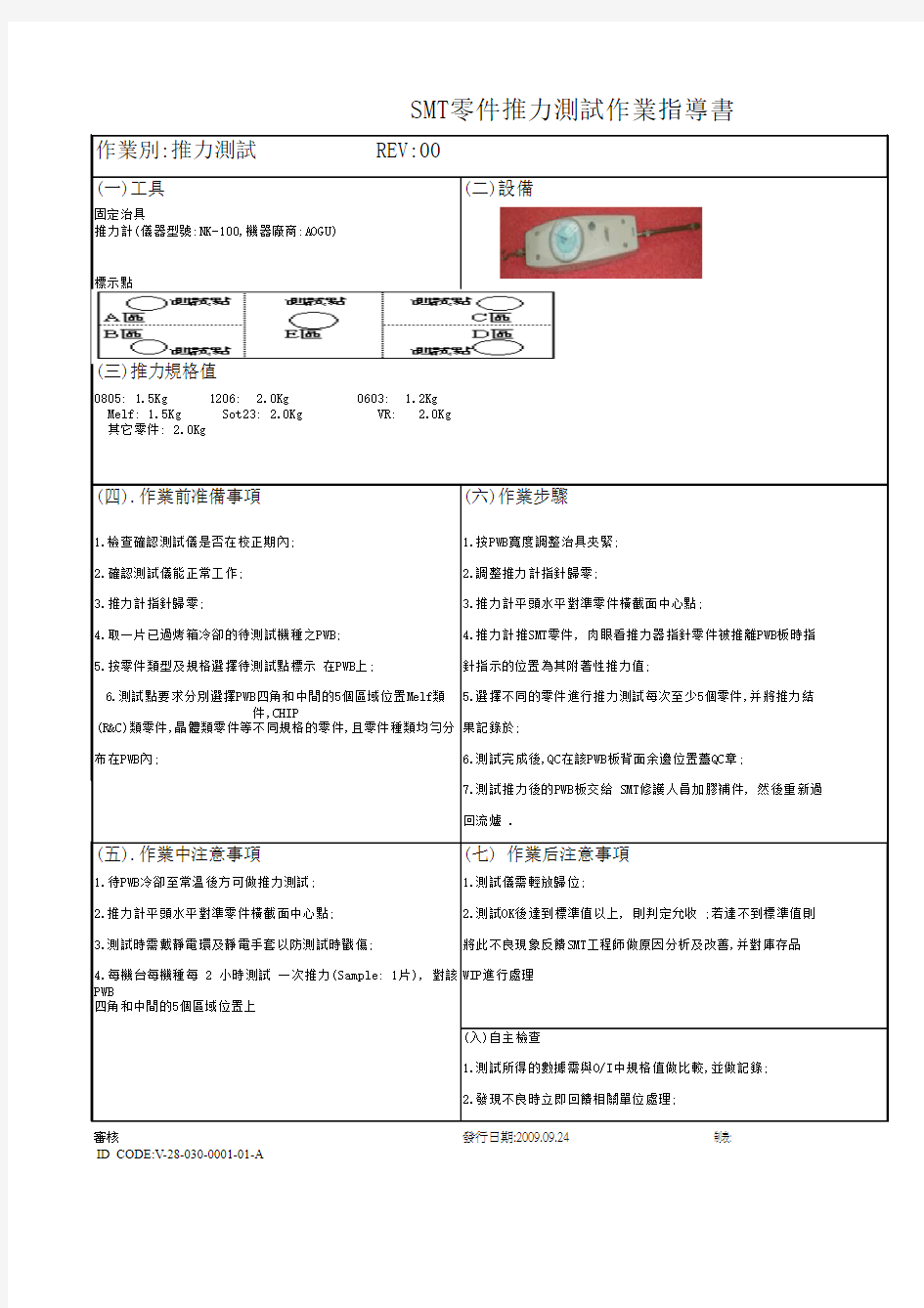
ID CODE:V-28-030-0001-01-A 推力計(儀器型號:NK-100,機器廠商:AOGU)標示點 SMT零件推力測試作業指導書
作業別:推力測試 REV:00
(一)工具
固定治具
(二)設備
4.取一片已過烤箱冷卻的待測試機種之PWB;
5.按零件類型及規格選擇待測試點標示 在PWB上;(四).作業前准備事項
1.檢查確認測試儀是否在校正期內;
2.確認測試儀能正常工作;
3.推力計指針歸零;
2.調整推力計指針歸零;
3.推力計平頭水平對準零件橫截面中心點;7.測試推力後的PWB板交給 SMT修護人員加膠補件, 然後重新過
回流爐 .
5.選擇不同的零件進行推力測試每次至少5個零件,并將推力結
果記錄於
布在PWB內;將此不良現象反饋SMT工程師做原因分析及改善,并對庫存品
WIP進行處理
4.推力計推SMT零件, 肉眼看推力器指針零件被推離PWB板時指針指示的位置為其附著性推力值;
(五).作業中注意事項
(七) 作業后注意事項6.測試點要求分別選擇PWB四角和中間的5個區域位置Melf類件,CHIP
(R&C)類零件,晶體類零件等不同規格的零件,且零件種類均勻分 6.測試完成後,QC在該PWB板背面余邊位置蓋QC章;
2.發現不良時立即回饋相關單位處理;
(入)自主檢查
1.測試所得的數據需與O/I中規格值做比較,並做記錄;
(六)作業步驟1.按PWB寬度調整治具夾緊;1.待PWB冷卻至常溫後方可做推力測試;
(三)推力規格值
0805: 1.5Kg 1206: 2.0Kg 0603: 1.2Kg
Melf: 1.5Kg Sot23: 2.0Kg VR: 2.0Kg
其它零件: 2.0Kg
1.測試儀需輕放歸位;
2.測試OK後達到標準值以上, 則判定允收 ;若達不到標準值則四角和中間的5個區域位置上
2.推力計平頭水平對準零件橫截面中心點;
3.測試時需戴靜電環及靜電手套以防測試時戳傷;
4.每機台每機種每2小時測試一次推力(Sample:1片),對該PWB