光伏组件用EVA封装胶膜的老化研究进展
太阳电池封装胶膜EVA的研究进展(1)
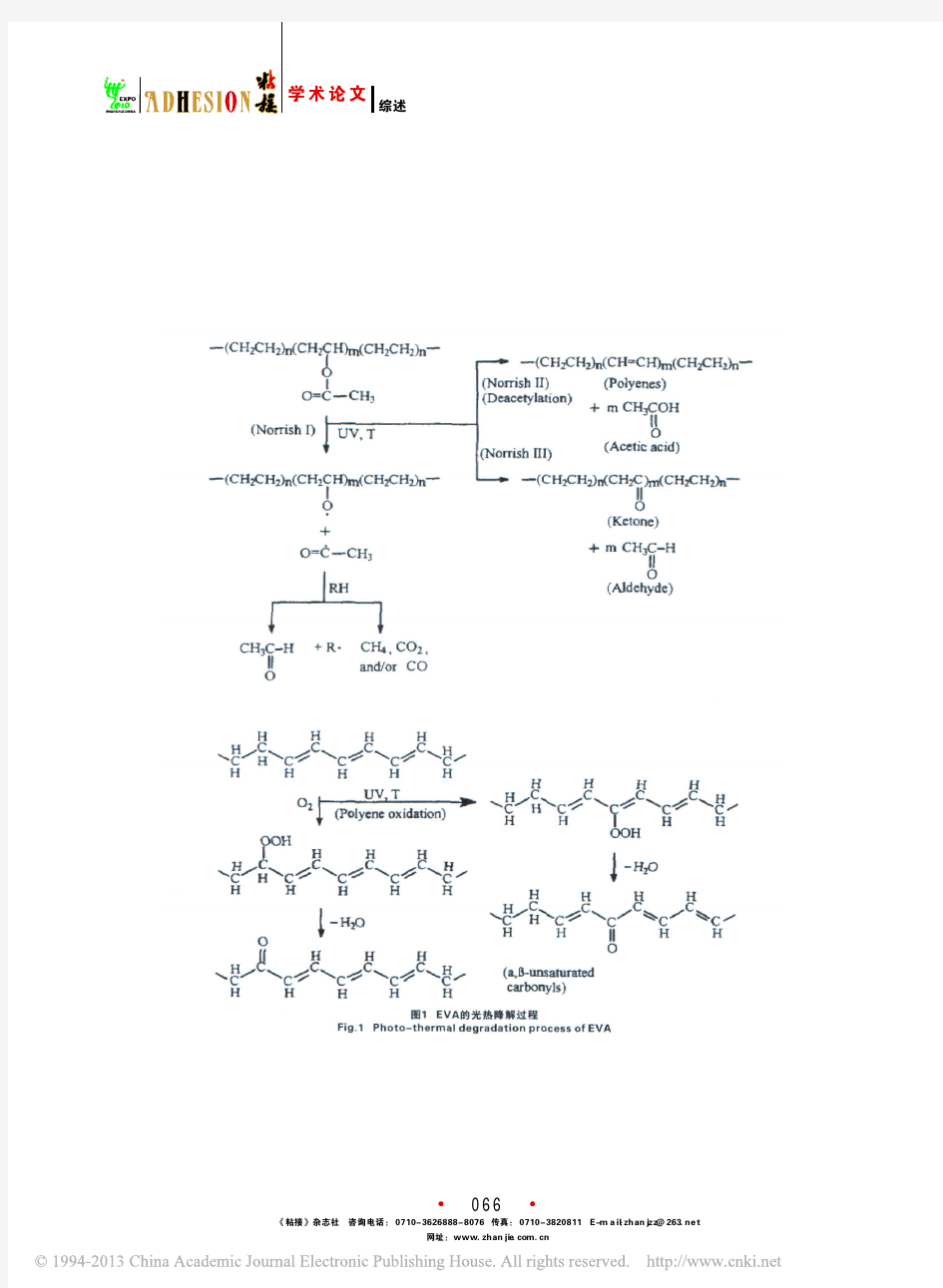
太阳电池封装胶膜EVA的研究进展 环境污染和能源短缺是人类在21世纪面临的最大挑战。利用太阳电池将清洁的、可再生的能源转变为电能是解决这两个问题的最有效途径之一。为此太阳能利用已成为10年来发展最快的行业之一。 1. 太阳能电池的封装 太阳能电池是将太阳辐射转换成电的装置,是太阳能开发的一项高新技术,是一种新型的特种电源。发电的原理是利用硅等半导体的量子效应,直接把太阳的可见光转换为电能。可是硅若直接暴露于大气中,其光电转换机能会衰减,所以必须将电池封装起来。目前硅晶片电池的封装常用的有4种。 (1)表面为环氧树脂封装。环氧树脂封装的太阳能电池如图1所示。底层用印制电路板作为衬底,中间为太阳能晶片,在晶片上面涂一层透明环氧树脂。这种封装方法常用于小功率(5W以下)的太阳电池,其工艺简单,但环氧树脂经长期日晒后会变色泛黄,影响透光效果。 图1 环氧树脂封装的太阳能电池 (2)表面为玻璃封装。大功率的太阳能电池的封装结构如图2所示。表面用透过率大于90%的玻璃,厚度为3mm,晶片的上、下两
层为抗老化的EV A (乙烯—醋酸乙烯共聚物),衬底用TPT(复合塑料膜),五层材料经高温层压后加上铝合金框而成。 其中层压主要工艺步骤为: 1、叠层:依次将盖板玻璃、EV A 膜、互相连接好的太阳电池、EV A 膜、聚氟乙烯膜(或复合膜)叠在一起。 2、抽真空:把上述叠层件放到双真空层压器的下室。层压器的上、下两室同时抽真空,约5m in。 3、加热:层压器的上下两室保持真空,加热叠层件。 4、加压:叠层件加热到110~120℃时,层压器的上室逐渐取消真空回到常压。这时层压器的下室仍处于真空状态,也就是使上室对下室中的层压件产生一个大气压的压力。 5、保温固化:在固化温度下,恒温固化。 6、冷却:恒温固化后,层压器撤离热源,层压器的下室仍处在真空状态。循环冷却,取消下室真空,取出组合件,用快刀把组合件边缘多余的EV A 切掉。然后封边框和装接线盒,组装成太阳电池组件。 这种太阳能电池封装工艺成熟,为多数太阳能电池生产厂家所采用。
光伏组件封装材料综述
光伏组件封装材料综述 摘要 光伏市场在过去五到七年间的快速增长带动了封装材料市场的强劲爆发,并导致供应链的暂时性短缺。与此同时,组件价格也出现显著下降,给生产成本和光伏组件原料成本带来巨大压力,促使封装材料市场朝着新型材料和创新供应商转变。由于封装材料对组件效率、稳定性和可靠性方面有着显著的影响,加之上述市场压力的推动,对封装技术和材料的选择便成为了组件设计过程中的一个关键步骤。本文对目前市场上的不同材料、光伏组件封装材料的整体需求以及这些材料与其它组件部件间的相互作用进行了综合介绍。 前言 光伏组件结构 晶体硅(c-Si)光伏组件通常由太阳能玻璃前盖、聚合物封装层、前后表面印刷有金属电极的单晶或多晶硅电池、连接单个电池的焊带以及聚合物(少数采用玻璃)背板组成。而薄膜光伏组件既可以通过在组件背面沉积半导体层的底衬工艺(substrateprocess)制造,也可以使用在组件前表面沉积半导体层的顶衬工艺(superstrateprocess)制造而成(如图一中(b)和(c)所示)。 为了确保组件的力学稳定性和对整个太阳能电池吸收光谱范围内的高透光率,并保护电池和金属电极不受外界环境侵蚀,必须在电池前表面使用太阳能玻璃。对于柔性太阳能电池技术,则选择聚合物作为前板,这层结构对材料阻挡特性要求非常高。背面材料同样要确保力学稳定性、电气安全性,使电池和组件其它部件不受外界影响。 生产工艺 一套标准的组件生产工艺由以下几个步骤组成:玻璃清洗和干燥;电池片串焊;组件层压,包括十字接头的焊接;固化;边缘密封和装框;安装接线盒;最后是功率测试。 有三种工艺可以将电池矩阵固定在这些材料中。其中最常用的是真空层压工艺,该工艺
光伏组件和原辅材料规格-
光伏组件和原辅材料规格 I.光伏组件一般要求 (1)针对每个太阳能光伏电站,除光伏电站特殊要求外,应采用一致的规格。 (2)组件类型必须是晶硅单体电池的光伏组件。(3)输出功率范围:≥ 270 Wp(多晶),≥ 285 Wp (单晶) 公差:正公差 (4)组件效率(以组件外形面积计算转换效率):>16.5%(多晶),>17.4% (单晶)。 (5)填充因子:≥79.3%(多晶),≥79.5%(单晶)。(6)太阳能光伏电池组件所标参数均在标准条件下,其条件(光谱辐照度:1000W/m2;AM 1.5;温度: 25℃)(7)光伏电池组件长度×宽度:,投标人应根据各光伏电站的资源状况、交通运输条件、组件规格推荐符合光伏组件质量标准的合理尺寸。 (8)光伏电池组件安装尺寸(为支架设计提供数据支持,便于组件边框与支架连接)。 (9)符合IEC61400-21、IEC61215的长期室外电气和机械性能标准要求。 (10)试验报告符合IEC-61215标准。 (11)电池与边框距离≥11 mm 符合GB 20047.1-2006
《光伏(PV)组件安全鉴定第1部分:结构要求》(12)2年功率衰降≤2%;3年功率衰降≤3%;4年功率衰降≤4%;5年功率衰降≤5%;10年功率衰降≤10%;25年功率衰降≤20% (13)最大承载电流符合GB 20047.1-2006 《光伏(PV)组件安全鉴定第1部分:结构要求》 (14)选用电池符合《地面用晶体硅太阳电池单体质量分等标准》的A级品。 (15)标称工作温度、峰值功率温度系数、开路电压温度系数、短路电流温度系数符合SJ/T 10459-1993 《太阳电池温度系数测试方法》。 (16)工作温度范围符合GB/T 14007-1992 《陆地用太阳电池组件总规范》。 (17)热冲击:-40±3℃到+85±3℃。 (18)工作电压、工作电流符合IEEE 1262-1995 《太阳电池组件的测试认证规范》。 (19)光伏电池组件要求同一光伏发电单元内光伏电池组件的电池片需为同一批次原料,表面颜色均匀一致无斑点、无隐裂,无虚印,玻璃无压痕、皱纹、彩虹、裂纹、不可擦除污物、开口气泡均不允许存在,
EVA太阳能电池封装胶膜市场现状与趋势
EVA太陽能電池封裝膠膜市場現狀與趨勢 伴隨著中國光伏市場的快速發展,EVA太陽能電池封裝膠膜市場也得到了快速增長,許多企業紛紛投入和進入這一市場,但盲目的進入最終導致的肯定是産能過剩和價格競爭,如何剖析當前EVA太陽能電池封裝膠膜的現狀和趨勢呢,筆者結合對這個行業的一些瞭解對此進行了剖析。 一、政策助推産業發展 縱觀近幾年國家出臺的光伏政策,都是利好的,國家住建部、科技部、財政部、能源局等都聯合出臺過多些政策,如2009年住建部聯合財政部推出的《關于加快推進太陽能光電建築應用的實施意見》和《太陽能光電建築應用財政補助資金管理暫行辦法》;財政部與科技部、能源局聯合印發《關于實施金太陽示範工程的通知》;2010年12月,財政部、科技部、住房和城鄉建設部、國家能源局等四部門對金太陽示範工程和太陽能光電建築應用示範工程的組織和實施進行動員部署,幷公布了首批13個光伏發電集中應用示範區名單等等都是在爲光伏産業的快速發展護航,作爲拉動EVA市場快速增長的EVA太陽能電池封裝膠膜,在中國市場得到了快速的增長。 二、EVA太陽能電池封裝膠膜現狀 縱觀目前國內EVA太陽能電池封裝膠膜廠家,主要有杭州福斯特、溫州瑞陽、深圳斯威克、浙江德斯泰、寧波威克麗特等企業,生産原材料的廠家主要有北京有機化工、北京華美、南京揚巴石化等,就全球市場來看,三井、台塑、杜邦、韓華等企業占領了主要的市場,他們在提供原材料的同時也延伸到了膠膜領域,讓EVA太陽能電池封裝膠膜整體市場存在了一些不確定性,目前,國內EVA太陽能電池封裝膠膜推高了EVA在光伏領域的市場需求,超過了13萬噸,幷且進行有上漲趨勢。 三、不確定性環境的剖析 由于中國光伏産業兩頭在外,EVA太陽能電池封裝膠膜的原材料也主要在外,這給整個市場帶來了諸多的不確定性,與此同時,EVM等替代品的出現也讓EVA太陽能電池封裝膠膜市場充滿了變數。
太阳能光伏组件的几种主要封装材料的特性
几种主要材料的特性 一、钢化玻璃 1. 加工原理钢化玻璃是平板玻璃的二次加工产品,钢化玻璃的加工可分为物理钢化法和化学钢化法。太阳能光伏组件对钢化玻璃的透光率要求很高,要大于91.6%,对大于1200nm的红外光有较高的反射率。厚度在3.2mm。 1)物理钢化玻璃又称为淬火钢化玻璃(将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却)。这种玻璃处于内部受拉,外部受压的应力状态,一旦局部发生破损,便会发生应力释放,玻璃被破碎成无数小块,这些小的碎片没有尖锐棱角,不易伤人。 2)化学钢化玻璃是通过改变玻璃的表面的化学组成来提高玻璃的强度,一般是应用离子交换法进行钢化。其效果类似于物理钢化玻璃 2. 钢化玻璃的主要优点: 第一是强度较之普通玻璃提高数倍,抗弯强度是普通玻璃的3~5倍,抗冲击强度是普通玻璃5~10倍,提高强度的同时亦提高了安全性。 第二是使用安全,其承载能力增大改善了易碎性质,即使钢化玻璃破坏也呈无锐角的小碎片,对人体的伤害极大地降低了. 钢化玻璃的耐急冷急热性质较之普通玻璃有2~3倍的提高,一般可承受150LC以上的温差变化,对防止热炸裂有明显的效果。钢化玻璃具有良好的热稳定性,能承受的温差是普通玻璃的3倍,可承受200℃的温差变化。 3. 钢化玻璃的缺点: 第一钢化后的玻璃不能再进行切割,和加工,只能在钢化前就对玻璃进行加工至需要
形状,再进行钢化处理。 第二钢化玻璃强度虽然比普通玻璃强,但是钢化玻璃在温差变化大时有自爆(自己破裂)的可能性,而普通玻璃不存在自爆的可能性钢化玻璃在无直接机械外力作用下发生的自动性炸裂叫做钢化玻璃的自爆 4.自爆现象: ①玻璃质量缺陷的影响 A.玻璃中有结石、杂质:玻璃中有杂质是钢化玻璃的薄弱点,也是应力集中处。特别 结石若处在钢化玻璃的张应力区是导致炸裂的重要因素。结石存在于玻璃中,与玻璃体有着不同的膨胀系数。玻璃钢化后结石周围裂纹区域的应力集中成倍地增加。当结石膨胀系数小于玻璃,结石周围的切向应力处于受拉状态。伴随结石而存在的裂纹扩展极易发生。 B.玻璃中含有硫化镍结晶物 硫化镍夹杂物一般以结晶的小球体存在,直径在0.1-2㎜。外表呈金属状,这些杂夹物是NI3S2,NI7S6和NI-XS,其中X=0-0.07。只有NI1-XS相是造成钢化玻璃自发炸碎的主要原因。 已知理论上的NIS在379。C时有一相变过程,从高温状态的a-NIS六方晶系转变为低温状态B-NI三方晶系过程中,伴随出现2.38%的体积膨胀。这一结构在室温时保存下来。如果以后玻璃受热就可能迅速出现a-B态转变。如果这些杂物在钢化玻璃受张应力的内部,则体积膨胀会引起自发炸裂。如果室温时存在a-NIS,经过数年、数月也会慢慢转变到B态,在这一相变过程中体积缓慢增大未必造成内部破裂。 C.玻璃表面因加工过程或操作不当造成有划痕、炸口、深爆边等缺陷,易造成应力集中或导致钢化玻璃自爆。
太阳能光伏组件工作原理及主要封装材料介绍
太阳能光伏组件 1)、组件的工作原理: 太阳能电池是由P 型半导体和N 型半导体结合而成,N 型半导体中含有较多的空穴,而P 型半导体中含有较多的电子,当P 型和N 型半导体结合时在结合处会形成电势当芯片在受光过程中,带正电的空穴往P 型区移动,带负电子的电子往N 型区移动,在接上连线和负载后,就形成电流. 光伏发电是利用半导体界面的光生伏特效应而将光能直接转变为电能的一种技术。这种技术的关键元件是太阳能电池。太阳能电池经过串联后进行封装保护可形成大面积的太阳电池组件,再配合上功率控制器等部件就形成了光伏发电装置。光伏发电的优点是较少受地域限制,因为阳光普照大地;光伏系统还具有安全可靠、无噪声、低污染、无需消耗燃料和架设输电线路即可就地发电供电及建设同期短的优点。 光伏发电是根据光生伏特效应原理,利用太阳能电池将太阳光能直接转化为电能。不论是独立使用还是并网发电,光伏发电系统主要由太阳能电池板(组件)、控制器和逆变器三大部分组成,它们主要由电子元器件构成,不涉及机械部件,所以,光伏发电设备极为精炼,可靠稳定寿命长、安装维护简便。理论上讲,光伏发电技术 2)太阳能光伏组件由八大材料组成, 1、钢化白玻璃 2、EVA 3、背板 4、硅电池片 5、涂锡带 6、罗曼胶带(硅胶) 7、铝边框 8、接线盒 太阳能电池组件部分主要材料介绍 (1)钢化玻璃 低铁钢化玻璃(又称白玻璃),厚度3.2毫米,在太阳电池光谱响应的波长范围内(320-1100NM)透光率达90%以上,对于1200NM的红外光有较高的反射率。 此玻璃同时耐紫外光线的辐照,透光率不下降。 钢化性能符合国标GB9963-88或者封装后的组件抗冲击性能达到国标GB9535-88地面用硅太阳能电池环境试验方法中规定的性能指标。 (2)EVA EV A是一种热融胶粘剂,厚度在0.4毫米-0.6毫米之间,表面平整,厚度均匀,内含交联剂。常温下无黏性且具抗黏性,经过一定调价热压便
光伏封装胶膜介绍
光伏封装胶膜介绍 光伏封装胶膜作用是将光伏玻璃、电池片和背板粘在一起。一般而 言封装胶膜需要透光、可粘接、耐紫外线及高温、低透水、高电阻率(减少漏电流)。 光伏用胶膜主要分为透明EVA、白色EVA、聚烯烃POE、共挤型POE、与其他封装胶膜(PCMS/Silicon 、PVB胶膜、TPU胶膜)等。2019 年市场上主要以透明EVA胶膜为主。 透明EVA胶膜是较为传统的胶膜产品,目前为市场主流,市场占比约70%。透明EVA技术成熟且成本较低,但封装后的组件衰减率高。为配合行业降本增效,目前封装胶膜企业主要围绕低入射光损耗、低衰减以及高性价比这几个关键点来进行研发。 白色EVA产品为近些年胶膜企业研发的新产品,白色EVA成本高于普通透明EVA,但其具有独特的高反射性能,通过增加电池片间隙入射光反射(白色EVA光反射率达到90%以上),提高组件对太阳光的有效利用,能够使一块60片单/ 双玻组件功率提升7- 10W/1.5-3W。同时也解决了组件层压后的白色胶膜溢白问题,还可简化背板降低成本,目前多实用于单玻组件和双玻组件的背层封装。 白色EVA在2012 年时就被我国胶膜龙头企业海优威提出,但由于其流动性大导致组件外观缺陷而被搁置。2013-2017 年间,海优威通过 引入电子束辐照预交联技术消除了白色EVA胶膜的流动性, 提高了耐热性和尺寸稳定性,防止组件外观缺陷产生。目前,经电子光束预交联处理的低流动性白色EVA已投入量产。
但传统EVA胶膜透水率较高,在使用过程中水汽进入组件,EVA 遇水降解后形成可以自由移动的醋酸根(-COOH),醋酸根与玻璃表面析出的碱反应产生可以自由移动的钠离子(Na+),钠离子在外加电场的作用下向电池片表面移动并富集到减反层从而导致PID 现象,导致组件功率衰减。而双面组件由于需要激光在背钝化层开槽,背面钝化不完全,背面用细小铝线印刷铝栅格,比常规电池的全铝背场更容易被酸腐蚀,并且双面组件部分采用另外无边框或半边框,胶膜与空气接触几率大,若无特殊防护,双面PERC电池背面PID 衰减可达到15-50%。 聚烯烃POE胶膜随之诞生,其具有优异的水汽阻隔能力和离子阻隔能力,水汽透过率仅为EVA的1/8 左右。且其分子链结构稳定,老化过程中不会分解产生酸物质,优秀的水汽阻隔性、耐候性能、光透过率与粘接性能,使其能够更好的保护组件在高湿环境下的正常工作,使组件具有更加长效的抗PID 性能。近年来在领跑者项目的带动下,双面电池及组件的应用越来越广泛,但双面组件存在的PID 衰减问题是常规封装胶膜难以解决的,为此有胶膜企业研发出强抗PID双面PERC电池专用POE胶膜,能够在组件端使用中大幅改善层压溢胶、并串等问题,同时可加快交联速度、提升交联度,缩短层压时间,提升组件良率。
太阳能光伏组件分原材料及部件
太阳能光伏组件的原材料及部件性能,作 用,特点,及检验 1.太阳能电池片 外形与特点: 太阳能电池片是太阳能电池组件中的主要材料,电池片表面有一层蓝色的减反射膜,还有银白色的电极栅线。其中很多条细的栅线,是电池片表面电极向主栅线汇总的引线,两条宽一点的银白线就是主栅线,也叫电极线或上电极。电池片的背面也有两条(或间断的)银白色的主栅线,叫下电极或背电极。电池片与电池片之间的连接,就是把互连条焊接到主栅线上实现的。一般正面的电极线是电池片的负极线,背面的电极线是电池片的正极线。太阳能电池片无论面积大小(整片或切割成小片),单片的正负极间输出峰值电压都是0.48~0.5v。而电池片的面积大小与输出电流和发电功率成正比,面积越大,输出电流和发电功率越大。 合格的太阳能电池片应具有以下特点。 (1)具有稳定高效的光电转换效率,可靠性高。 (2)采用先进的扩散技术,保证片内各处转换效率的均匀性。 (3)运用先进的pecvd成膜技术,在电池片表面镀上深蓝色的氮化硅减反射膜,颜色均匀美观。 (4)应用高品质的银和银铝金属浆料制作背场和栅线电极,确保良好的导电性、可靠的附着力和很好的电极可焊性。 (5)高精度的丝网印刷图形和高平整度,使得电池片易于自动焊接和激光切割。 太阳能电池片的分类及规格尺寸 太阳能电池片按用途可分为地面用晶体硅太阳能电池、海上用晶体硅太阳能电池和空间用晶体硅太阳能电池,按基片材料的不同分为单晶硅电池和多晶硅电池。目前太阳能电池片常见的规格尺寸主要有125mm×125mm、150mm×150mm和156mm×156mm等几种,厚度一般在170~220μm。 单晶硅与多晶硅电池片到底有哪些区别呢?由于单晶硅电池片和多晶硅电池片前期生产工艺的不同,使它们从外观到电性能都有一些区别。从外观上看:单晶硅电池片四个角呈圆弧缺角状,表面没有花纹;多晶硅电池片四个角为方角,表面有类似冰花一样的花纹(业内称为多晶多彩),也有一种绒面多晶硅电池片表面没有明显的冰花状花纹(业内称为多晶绒面);单晶硅电池片减反射膜绒面表面颜色一般呈现为黑蓝色,多晶硅电池片减反射膜绒面表面颜色一般呈现为蓝色。 对于使用者来说,相同转换效率的单晶硅电池和多晶硅电池是没有太大区别的。单晶硅电池和多晶硅电池的寿命和稳定性都很好。虽然单晶硅电池的平均转换效率比多晶硅电池的平均转换效率高1%左右,但是由于单晶硅太阳能电池只能做成准正方形(4个角为圆弧状),当组成太阳能电池组件时就有一部分面积填不满,而多晶硅太阳能电池是正方形的,不存在这个问题,因此对于太阳能电池组件的转换效率来讲几乎是一样的。另外,由于两种太阳能电池材料的制造工艺不一样,多晶硅太阳能电池制造过程中消耗的能量要比单晶硅太阳能电池少30%左右,所以多晶硅太阳能电池占全球太阳能电池总产量的份额越来越大,制造成本也将大大小于单晶硅电池,所以使用多晶硅太阳能电池将更节能、更环保 分类及规格尺寸 (1)单晶硅太阳能电池 目前单晶硅太阳能电池的光电转换效率为15%左右,最高的达到24%,这
太阳能电池组件主要封装材料的特性(精)
太阳能电池组件主要封装材料的特性 一、钢化玻璃 1. 加工原理 钢化玻璃是平板玻璃的二次加工产品,钢化玻璃的加工可分为物理钢化法和化学钢化法。太阳能电池组件对钢化玻璃的透光率要求很高,须大于91.6%,对大于1200nm 的红外光有较高的反射率。另外,厚度要求在3.2mm 。 1)物理钢化玻璃又称为淬火钢化玻璃(将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却)。这种玻璃处于内部受拉,外部受压的应力状态,一旦局部发生破损,便会发生应力释放,玻璃被破碎成无数小块,这些小的碎片没有尖锐棱角,不易伤人。 2)化学钢化玻璃是通过改变玻璃表面的化学组成来提高玻璃的强度,一般是应用离子交换法进行钢化。其效果类似于物理钢化玻璃。 2. 钢化玻璃的主要优点: 1)强度比普通玻璃提高数倍,抗弯强度是普通玻璃的3-5倍,抗冲击强度是普通玻璃5-10倍,提高强度的同时亦提高了安全性。 2)使用安全,其承载能力增大,改善了易碎性质,即使钢化玻璃破坏也呈无锐角的小碎片,极大地降低了对人体的伤害。钢化玻璃的耐急冷急热性比普通玻璃提高2-3倍,一般可承受150LC 以上的温差变化,对防止热炸裂有明显的效果。
钢化玻璃具有良好的热稳定性,能承受的温差是普通玻璃的3倍,可承受200℃的温差变化。 3. 钢化玻璃的缺点: 1)钢化后的玻璃不能再进行切割或加工,只能在钢化前就对玻璃进行加工至需要形状,再进行钢化处理。 2)钢化玻璃强度虽然比普通玻璃强,但是钢化玻璃在温差变化大时有自爆(自己破裂)的可能性,而普通玻璃不存在自爆的可能性。(钢化玻璃在无直接机械外力作用下发生的自动性炸裂叫做钢化玻璃的自爆。) 4. 自爆现象: 1)玻璃质量缺陷的影响 A .玻璃中有结石、杂质:玻璃中有杂质是钢化玻璃的薄弱点,也是应力集中处。 结石若处在钢化玻璃的张应力区是导致炸裂的重要因素。结石存在于玻璃中,与玻璃体有着不同的膨胀系数, 玻璃钢化后结石周围裂纹区域的应力集中成 倍地增加。当结石膨胀系数小于玻璃,结石周围的切向应力处于受拉状态,伴随结石而存在的裂纹扩展极易发生。 B .玻璃中含有硫化镍结晶物 硫化镍夹杂物一般以结晶的小球体存在,直径在0.1-2㎜。外表呈金属状,这些杂夹物是NI3S2,NI7S6和NI-XS ,其中X=0-0.07。只有NI1-XS 相是造成钢化玻璃自发炸碎的主要原因。
光伏组件封装胶膜的种类及特性研究
科技专论 382 光伏组件封装胶膜的种类及特性研究 【摘 要】目前光伏组件的封装形式主要有玻璃-EVA-背板封装和玻璃-PVB-玻璃两种形式。本文分别对两种胶膜的特性进行了阐述,并总结了生产使用过程中应注意的问题。 【关键词】光伏;封装;EVA;PVB;问题 引言 我国76%的国土光照充沛,光能资源分布较为均匀,应用技术成熟,安全可靠。光伏产业是将太阳能转换为电能的迅猛发展的新兴产业,其中晶体硅太阳电池组件主要应用于大规模并网发电、离网电站、BIPV光伏建筑一体化等,其封装胶膜主要有EVA和PVB。两种材料不同成份组成使得存在不同的特性和使用要求。 1、组件结构 1.1常规组件的结构 玻璃—EVA-电池片-EVA-背板-边框1.2BIPV组件的结构钢玻璃(超白)-PVB-电池片-PVB-钢化玻璃(普通) 2、EVA胶膜 2.1简介 EVA一种热固性有粘性的胶膜,用于放在夹胶玻璃中间(EVA是Ethylene乙烯Vinyl乙烯基Acetate醋酸盐的简称)。由于EVA胶膜在粘着力、耐久性、光学特性等方面具有优越性,使得它被越来越广泛的应用于电流组件以及各种光学产品。 2.2EVA的特性2.2.1分子组成 EVA的性能主要取决于分子量(用熔融指数MI表示)和醋酸乙烯脂(以VA表示)的含量。当MI一定时,VA的弹性、柔软性、粘结性、相溶性和透明性提高,VA的含量降低,则接近聚乙烯的性能。当VA含量一定时,MI降低则软化点下降,而加工性和表面光泽改善,但是强度降低,分子量增大,可提高耐冲击性和应力开裂性。 2.2.2交联特性 通过采取化学交联的方式对EVA进行改性,其方法就是在EVA中添加有机过氧化物交联剂,当EVA加热到一定温度时,交联剂分解产生自由基,引发EVA分子之间的结合,形成三维网状结构,导致EVA胶层交联固化,当交联度达到60%以上时能承受大气的变化,不再发生热胀冷缩。 2.2.3交联测试原理 将EVA样品装入120目不锈钢丝网袋内,置沸腾二甲苯中萃取。未经交联的EVA,在二甲苯沸腾液中,样品迅速全部熔溶到二甲苯中,故交联度为0。而交联EVA,在萃取操作结束后,还能清楚观察到不锈钢丝网袋中残留有亮晶的试样,该残留试样量与试样总量之比即为交联度。 2.3交联度对光伏组件的影响 不同的温度对EVA的交联度有比较大的影响,EVA的交联度直接影响到组件的性能以及使用寿命。在熔融状态下,EVA与晶体硅太阳电池片,玻璃,TPT产生粘合,在这过程中既有物理也有化学的键合。未经改性的EVA透明,柔软,有热熔粘合性,熔融温度低,熔融流动性好。但是其耐热性较差,易延伸而低弹性,内聚强度低而抗蠕变性差,易产生热胀冷缩导致晶片碎裂,使得粘接脱层。 2.4EVA胶膜作用与使用注意事项封装电池片,防止外界环境对电池片的电性能造成影响;增强组件的透光性;将电池片,钢化玻璃,TPT 粘接在一起,具有一定的粘接强度;具有吸水性;不能长期暴露在空气中,否则会使胶膜的性能下降;胶膜开封后尽快用完,没有用完者应按照原样包装好;层压过程中,温度不能超过160°C;要求在恒温间内使用此胶膜;避免与水、油、有机溶 剂、和其他化学物品接触;为了能够缓冲电池片和排尽空气,EVA胶膜 的压花面应对着电池片。 3、PVB胶膜 3.1简介 PVB胶膜又叫PVB Film,PVB胶片,PVB薄膜,PVB中间膜等,英文名称为:PolyVinyl Butyral Film,化学名是:聚乙烯醇缩丁醛薄膜。其本质是一种热塑性树脂膜,是由PVB树脂加增塑剂生产而成。由于是塑性树脂生产而成,它具有可回收利用加工,重复使用的特点。 3.2粘接机理 玻璃中的SIOH和胶片小的COH基之间的氢键形成粘结力,胶片小的钾离子从玻璃中置换出氢,从而控制了粘结力水与COH基争夺和SIOH的结合。 3.3PVB使用过程中的注意事项3.3.1玻璃洗涤。为了消除玻璃表面的灰尘、污垢、油腻和脏物,应仔细洗涤玻璃。玻璃清洗机使用的水必须通过洁净处理,按严格要求是使用离子软化水。冲洗用水的质量对于夹层玻璃的粘结强度有很大影响,特别是清洗水的盐度影响玻璃和PVB胶片之间的粘结的最终质量。清洗后的玻璃烘干并放置到室温后方可使用。 3.3.2PVB胶片的准备。必须根据玻璃的规格、留边的尺寸和胶片经处理后的收缩量合理地切裁胶片,以补偿热压过程中胶片尺寸的收缩。 3.3.3注意存储环境。冷藏膜应保存在干燥,温度低于10℃的环境中,存放日期为6个月。胶片拆封后,未使用的胶片应保存在温度低于10℃的干燥环境存放时间不多于5天,应防止水淋和浸泡。 常温膜(衬隔离膜)应保存在干燥、常温的环境内。存放日期为24个月。胶片拆封后,未使用的胶片应保存在温度低于20℃的干燥环境中,如仍保持衬有隔离膜,存放时间不多于30天,如已去除隔离膜,应保存在温度低于10℃的干燥环境中,存放时间不多于5天。应防止水淋和浸泡。 4、PVB与EVA的比较 EVA属于热固性树脂,有交联反应;PVB属热塑性树脂,具有可重复加工性,无交联反应;国内玻璃幕墙规范明确提出“应用PVB”的规定,BIPV光伏组件采用PVB代替EVA制作能达到更长的使用寿命; PVB有很强的粘接性能,安全性高于EVA膜;EVA的配方较多,封装工艺不好控制;PVB膜的配方简单,品质控制稳定,保质期长;PVB膜流动性要差,可以防止加工过程中胶膜流溢情况发生。 5、结论 以上对EVA和PVB两种胶膜进行了特性总结与比较,并提出使用时应注意的问题,可以有效指导生产。随着光伏行业的快速发展,对组件封装材料有待深入研究。 韩素卓 张翼飞 尹丽华 英利集团有限公司 河北保定 071051
双面玻璃晶体硅太阳电池组件封装工艺
双面玻璃晶体硅太阳电池组件封装工艺 双面玻璃晶体硅太阳电池组件有着美观、透光的优点,应用非常广泛,如:太阳能智能窗、太阳能凉亭和光伏建筑顶棚,以及光伏玻璃幕墙等等。随着国内外光伏建筑一体化(buildingintegratedphotovoltaic,BIPV)的推广,其商业市场将进一步扩大。但目前由于双面玻璃晶体硅太阳电池组件封装工艺的技术瓶颈,市场价格相对较高。因此寻求一种优异的封装方法与工艺迫在眉睫。与普通组件结构相比,双面玻璃组件利用玻璃代替TPE或TPT(Tedlar复合薄膜)作为组件背板材料。本文阐述了不同封装工艺与封装材料对组件封装效果的影响,并根据实验现象和结果提出了改进方案和途径。 1、双面玻璃晶体硅太阳电池组件的结构 双面玻璃太阳电池组件的结构有多种,本文主要讨论的是层压封装的双面玻璃晶体硅太阳电池组件(简称双面玻璃组件)。图1是双面玻璃太阳电池组件结构。这种组件由玻璃-EVA 胶膜-太阳电池-EVA胶膜-玻璃共5层组成。与普通太阳电池组件结构相比,双面玻璃组件利用背板玻璃代替TPE(或TPT)。TPE为柔性材料,玻璃是硬度高的刚性材料,双面玻璃层压封装过程中由于两层刚性玻璃的挤压,很容易出现气泡、移位、太阳电池裂片、玻璃碎裂现象。 2、实验中出现的问题 气泡现象是双面玻璃组件封装最易出现的问题,组件中常见的气泡有两类:一是由于空气从组件边缘渗入产生的气泡,外观如图2所示;二是由于组件内部空气未及时排出产生的气泡,外观如图3所示。存在气泡的组件在使用时,EVA与玻璃、电池易脱层,严重影响组件外观、电性能和寿命。电池片移位现象在双面玻璃组件封装中也比较常见,如:
光伏封装材料生产项目投资计划书
光伏封装材料生产项目投资计划书 规划设计/投资方案/产业运营
光伏封装材料生产项目投资计划书 我国先伏产业规模持续扩大,行业景气度有望上行。截止到2015年底,我国太阳能先伏发电累计并网容量达到41.58GW,同比增长67.3%,成为全 球先伏发电装机容量最大的国家。其中,先伏电站37.12GW,分布式 6.06GW。2015年新增装机容量15.13GW,创历史新高。2016年前3季度, 我国太阳能新增装机容量达22.54GW,预计2016年中国先伏新增装机容量 有望超过25GW,按照国家能源局的太阳能“十三五“发展规划,预测到2020年底,太阳能发电装机容量达到1.6亿千瓦,则“十三五”期间中国 每年年均新增装机容量超过20GW。光伏行业景气度有望持续上行。 该光伏封装材料项目计划总投资6788.76万元,其中:固定资产投资5627.57万元,占项目总投资的82.90%;流动资金1161.19万元,占项目 总投资的17.10%。 达产年营业收入9307.00万元,总成本费用7351.40万元,税金及附 加120.63万元,利润总额1955.60万元,利税总额2345.97万元,税后净 利润1466.70万元,达产年纳税总额879.27万元;达产年投资利润率 28.81%,投资利税率34.56%,投资回报率21.60%,全部投资回收期6.13年,提供就业职位173个。
本报告是基于可信的公开资料或报告编制人员实地调查获取的素材撰写,根据《产业结构调整指导目录(2011年本)》(2013年修正)的要求,依照“科学、客观”的原则,以国内外项目产品的市场需求为前提,大量 收集相关行业准入条件和前沿技术等重要信息,全面预测其发展趋势;按 照《建设项目经济评价方法与参数(第三版)》的具体要求,主要从技术、经济、工程方案、环境保护、安全卫生和节能及清洁生产等方面进行充分 的论证和可行性分析,对项目建成后可能取得的经济效益、社会效益进行 科学预测,从而提出投资项目是否值得投资和如何进行建设的咨询意见, 因此,该报告是一份较为完整的为项目决策及审批提供科学依据的综合性 分析报告。 ...... 封装对于光伏电池性能尤为重要。由于太阳能电池对氧气、水极为敏感,容易产生化学反应而导致老化失灵,因此太阳能电池在进行实际应用前,需要对其进行保护性封装,最终形成电池组件。目前太阳能电池的封 装技术主要分为玻璃封装(刚性封装)和非玻璃封装(柔性封装)。
光伏组件计算公式
精心整理 光伏发电系统设计计算公式 1. 转换效率 η= Pm (电池片的峰值功率) /A (电池片面积)×Pin (单位面积的入射光功率) 其中:Pin=1KW/㎡=100mW/cm2。 2.充电电压 Vmax=V 额×1.43倍 3.电池组件串并联 3.1电池组件并联数=负载日平均用电量(Ah )/组件日平均发电量(Ah ) 3.2) 4.56.7.7.17.27.38.8.1 2.0角度等8.2用电器功率×用电时间/系统电压)×连续阴雨天数×系统安全系数~2.0, 9.以年辐射总量为依据的计算方式 ×(用电器工作电压×用电器工作电流×用电时间)/当地年辐射总量 有人维护230:无人维护+可靠使用时,K 取251:无人维护+环境恶劣 10.10.1系数5618 1.1~1.3 10.2: (对于连续阴雨不超过11.以峰值日照时数为依据的多路负载计算 11.1 组件电流=负载日耗电量(Wh )/系统直流电压(V )×峰值日照时数(h )×系统效率系数 系统效率系数:含蓄电池充电效率0.9,逆变器转换效率0.85,组件功率衰减+线路损耗+尘埃等0.9.具体根据实际情况进行调整。 11.2 组件总功率=组件发电电流×系统直流电压×系数1.43 系数1.43:组件峰值工作电压与系统工作电压的比值。 11.3蓄电池组容量 蓄电池组容量=【负载日耗电量Wh /系统直流电压V /逆变器效率×蓄电池放电深度】 逆变器效率:根据设备选型约80%~93%之间:蓄电池放电深度:根据其性能参数和可靠性要求等,在50%~75%之间选择。
12.以峰值日照时数和两段阴雨天间隔天数为依据的计算方法 12.1系统蓄电池组容量的计算 蓄电池组容量(Ah)=安全次数×负载日平均耗电量(Ah)×最大连续阴雨天数×低温修正系数/蓄电池最大放电深度系数 安全系数:1.1-1.4之间:低温修正系数:0℃以上时取1.0,-10℃以上取1.1,-20℃以上取1.2:蓄电池最大放电深度系数:浅循环取0.5,深度循环取0.75,碱性镍镉蓄电池取0.85. 12.2组件串联数 组件串联数=系统工作电压(V)×系数1.43/选定组件峰值工作电压(V) 12.3组件平均日发电量计算 组件日平均发电量=(Ah)=选定组件峰值工作电流(A)×峰值日照时数(h)×斜面修正系数×组件衰减损耗系数 峰值日照时数和倾斜面修正系数为系统安装地的实际数据:组件衰减损耗修正系数主要指因组件组合、组件功率衰减、组件灰尘遮盖、充电效率等的损失,一般取0.8: 12.4 【补充的蓄电池容量 负载功率 13.光伏方阵发电量的计算 K K1取0.95:K4 14. A=P/H 15. 1卡( 1千瓦时 1千瓦时 100 1兆焦/ 16. 蓄电池容量≥5h×逆变器功率/蓄电池组额定电压 17.电价计算公式 发电成本价格=总成本÷总发电量 电站盈利=(买电价格-发电成本价格)×电站寿命范围内工作时间 发电成本价格=(总成本-总补贴)÷总发电量 电站盈利=(买电价格-发电成本价格2)×电站寿命范围内工作时间 电站盈利=(买电价格-发电成本价格2)×电站寿命范围内工作时间+非市场因素收益 18.投资回报率计算 无补贴:年发电量×电价÷投资总成本×100%=年回报率 有电站补贴:年发电量×电价÷(投资总成本-补贴总额)×100%=年回报率 有电价补贴及电站补贴:年发电量×(电价+补贴电价)÷(投资总成本-补贴总额)×100%=年回报率 19.光伏方阵倾角角度和方位角角度
封装材料简要概述
封装材料 在组件封装过程中,聚合物可以使电池片、背板和玻璃很好地粘合在一起,与此同时,聚合物需要确保组件高透光率、抵御恶劣潮湿寒冷气候----例如防潮----柔韧。聚合物火焰传播指数要低于100,要通过防火UL960Class C, 认证测试。此外,还要遵守其他规则,包括登记、评估、批准还有化学物质限制条令和危险品限制条令。 用于封装材料的聚合物有EVA(乙烯醋酸乙烯酯),PVB(聚乙烯醇缩丁醛),Polyethylene Ionomers(离聚物),Polyolefines(聚烯烃),silicones(硅)和TPD(热塑性聚氨酯)。 传统的EVA制造商 EVA是乙烯醋酸乙烯酯聚合物,EVA的优点有清晰、坚韧、灵活、御低温。EVA的透光率取决于VA(乙酸乙烯酯)的含量---VA(乙酸乙烯酯)含量越高,透光率就越好。不过,需要交联来实现必要的韧性和强度,这是个不可逆现象。 EVA可以通过两种方法获取---快速固化法与标准固化法。通常制作EVA需要固化剂、紫外线吸收器、光抗氧化剂,其中固化剂的品种直接决定是采用何种固化法---快速固化或标准固化。 今年的市场调查覆盖了18款产品,14家EVA制造商,其中包括3家新公司,8款新产品。其中仅有6家公司生产标准固化EVA,这种迹象也意味着大家倾向于生产快速固化产品,因为快速固化EVA层压时间可以降低40%,可以提高生产效率。 另一家光伏组件封装材料大供应商是美国的Solutia Inc.公司,该集团旗下的Saflex Photovoltaics是一家供应PVB产品的公司。据Saflex商务总监Chiristopher Reed 称,该公司市场占有率达20%,并且对EVA, PVB和TPU封装材料可以提供一站式解决方案。他们的EVA,TPU太阳能产品是由他们公司在今年6月份在德国收购的Etimex Solar 有限责任公司生产的。Solutia 供应的快速固化产品有VISTASOLAR 486.xx和 VISTASOLAR496.xx,供应的超快速固化产品有VISTASOALR 520.43。快速固化产品宽度为400mm到1650mm,超快固化产品的宽度为500mm到1650mm,他们也可以根据客户要求生产更宽的产品。Solutia生产的快速固化EVA透光率可达90%,超快固化EVA透光率达95%以上。 现在光伏行业内在讨论EVA产品时,通常说到一个词:紫外临界值。Solutia公司生产的快速固化和超快速固化EVA的紫外临界值均为360nm,厚度为460um到500um,张力强度为25N/n㎡,是本次调查中张力强度最高的。根据不同的保质期,快速固化EVA保修期是6个月,超快速固化EVA保修期为4个月。 另一家美国公司是Stevens Urethane Inc. 该公司供应的超快速固化与标准固化EVA,保修期为12个月。不过,据该公司市场与产品开发部副总裁James Galica说,他们的客户在将产品保存了2年后使用都没有任何问题。 Stevens Urethane供应的标准和超快速固化EVA有PV-130和PV-135, 宽度最大可达2082mm以上。据Galica 讲,超快速固化EVA的市场需求比标准固化EVA市场需求大。两种产品的熔点为60℃,最小张力强度为10N/n㎡,最少订单不能低于100㎡,产品一般在2到4周就可以交货,是在这次调查中从订货到交货用时最短的公司。 西班牙的Evasa也是一家新进入EVA生产领域的公司,供应三款产品,分别是SC100011E/A,FC100011E/A 和UC100011E/A,FC100011E/A和UC100011E/A属于快速固化与超快速固化EVA产品。Evasa公司所有产品都很清晰,透光率为91%。超快速固化与标准固化EVA热损耗率为5%,听说快速固化EVA的热损耗率非常低,仅有1%。宽度最大可达2100mm,厚度为100um到1200um。这三款产品在下订单2周内可以生产出来,也是本次调查中交货用时最短的公司。 Toppan Printing英国有限责任公司供应的EVA产品是EF1001, 他们公司既可以生产快速固化产品,也可以生产标准固化产品。据Toppan公司销售与市场总监Mitsuharu Tsuda介绍,大多数客户倾向于买快速固化EVA,但是日本客户还在买标准固化EVA。Toppan公司供应的EVA产品宽度最大可达1100mm,厚度为300um到600um。Toppan公司的交货时间是4到6个月,他们只接大于150㎡的订单。 另一家新进入EVA生产领域的美国公司SKC Inc.在尺寸要求上与众不同,SKC公司只接大于10000㎡的单子。SKC公司供应一款标准固化EVA:ES2N和两款快速固化EVA:EF2N和EF3N。这三款产品宽度为400mm 到2200mm,厚度为400um到800um。ES2N和EF2N的熔点是70℃,EF3N熔点为60℃。据SKC公司声称,这三款产品的黏结性都很好,强度大于60N/nm。保修期为6个月,交货期是4到8周。 法国Saint Gobian集团有许多子公司都活跃在太阳能行业内,从玻璃到GIGS组件再到碳化硅。其在美国的子公司Saint Gobian Performance Plastics 生产用于光伏市场的含氟聚化物前板。在2009年,这家美国公司首次推出快
光伏组件封装技术研究
光伏组件封装技术研究 光伏组件作为光伏系统中核心组成部件,其质量的优劣将严重影响到光伏系统的发电量和寿命。只有原材料选择正确,原材料匹配最佳,封装技术良好,才能使晶硅电池片安全稳定,保证光伏组件良好的长期发电性能。 标签:玻璃;背板;EV A;边框 本文主要从玻璃、EV A、背板、边框四种关键原材料入手,对其选材、特点、作用、工艺、检测、发展趋势几方面进行阐述,以其对光伏组件的技术研究提供一定的参考。 1 玻璃 玻璃位于光伏组件正面的最外层,在户外环境下,直接接受阳光照射,并隔离水气、杂质等。一般的光伏组件使用的玻璃为镀膜钢化玻璃。 钢化玻璃是将玻璃加热到接近融化的温度,一般在600℃-650℃时处于粘性流动状态,保温一定时间,然后经过快速冷却即淬火,使玻璃内部产生很大的张应力,尤其是玻璃表面。张应力存在于玻璃内部,当玻璃破碎时,能使玻璃保持一体而不会碎裂,通常钢化玻璃很难被外力正面击碎,而由于张应力的原理,使得钢化玻璃在接触尖锐物理撞击或者磕碰边角时很容易碎裂。这在生产和使用过程中要尤其注意。 1.1 钢化玻璃的优点 钢化玻璃的强度比普通玻璃高,抗冲击强度是普通玻璃8倍左右,抗弯的强度是普通玻璃的4倍左右;安全性能很好,即使破碎也无尖锐的小碎片,很大的降低了造成人身伤害的风险;耐急冷急热的性质有所提高,可承受上百摄氏度的温差变化,这对防止因为高热引起的炸裂有很好的效果。 1.2 钢化玻璃的缺点 不能再进行切割和加工。钢化在生产前就需要对玻璃进行加工至需要的形状,再进行钢化处理。这就造成一旦钢化玻璃成型就很难再加工,因此钢化玻璃对生产合格率的要求很高,否则将极大的增加这一重要原材料的生产成本,进而影响组件的售价。 钢化玻璃在温差变化大时会自爆,同时由于外界环境的因素,钢化玻璃自身存在一定的自爆概率。自爆由两种基本类型,一种是“蝴蝶斑”式自爆,即沿碎裂纹路找到碎裂中心处有类似蝴蝶翅膀一样的结构;另一种就是结石自爆,形成内部向外爆裂开来的圆孔装中心结构。给予以上两点外观特征,就可以判定钢化玻璃是自爆还是外力引起的。
太阳能电池组件的封装(精华)
太阳能电池组件的封装(精华) 导读:单件电池片由于输出功率太小,难以满足常规用电需求,因此需要将其封装为组件以提高其输出功率。封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,再好的电池也生产不出好的组件。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得客户满意的关键,所以组件的封装质量非常重要。 具有外部封装及内部连接、能单独提供直流电输出的最小不可分割的太阳能电池组合装置,叫太阳能电池组件,即多个单体太阳能电池互联封装后成为组件。太阳能电池组件是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。 1.防止太阳能电池破损。晶体硅太阳能电池易破损的原因:晶体硅呈脆性;硅太阳能电池面积大;硅太阳能电池厚度小。 2.防止太阳能电池被腐蚀失效。太阳能电池的自然抗性差:太阳电池长期暴露在空气中会出现效率的衰减;太阳电池对紫外线的抵抗能力较差;太阳电池不能抵御冰雹等外力引起的过度机械应力所造成的破坏;太阳电池表面的金属化层容易受到腐蚀;太阳电池表面堆积灰尘后难以清除。 3.满足负载要求,串联或并联成一个能够独立作为电源使用的最小单元。由于单件太阳电池输出功率难以满足常规用电需求,需要将它们串联或者并联后接入用电器进行供电。 太阳能电池组件的种类较多,根据太阳能电池片的类型不同可分为晶体硅(单、多晶硅)太阳能电池组件、非晶硅薄膜太阳能电池组件及砷化镓电池组件等;按照封装材料和工艺的不同可分为环氧树脂封装电池板和层压封装电池组件;按照用途的不同可分为普通型太阳能电池组件和建材型
太阳能电池组件。其中建材型太阳能电池组件又分为单面玻璃透光型电池组件、双面夹胶玻璃电池组件和双面中空玻璃电池组件。由于用晶体硅太阳能电池片制作的电池组件应用占到市场份额的85%以上,在此就主要介绍用晶体硅太阳能电池片制作的电池组件。 单晶硅组件 多晶硅组件 非晶硅组件 第一代室温硫化硅橡胶封装 第二代聚乙烯醇缩丁醛 (PVB )封装 第三代乙烯-醋酸乙烯共聚物(EVA )封