PP装置工艺流程图和描述1

PP生产工艺问题
. 1工艺表,分通用工艺和专用工艺,必须严格按工艺目录执行,每次发放工艺,优先专用工艺,核对配方后再选用通用工艺,疑问及时联系工艺员处理; 1. 2 温度设定改性PP一般在210度左右,高光PP和某些含特殊物质的产品需有1-2区230度;防火PP一般在210-230度; 1. 3 转速,原则上以设备允许最大为准,不得轻易降低转速,如降低则需作为工艺异常记录; 1. 4 电流设定,同样以设备允许最大为准,尤其是01,02类产品,必须达到最佳班产,打板工艺必须调至最大,保证与生产一致。含粉体多下料不太稳定时,生产可以以电流为准,调整喂料,维持电流恒定; 1. 5真空,保持良好,一般在0.06以上。 1 .6附属设备,尤其在高等级产品时,最好先试运行,保证清机后不会因为这些附属设备原因停机等待; 1.7模孔数,是重要参数,一般填充pp都是尽量多开,17个以上,具体可根据标准班产进行调整,而汽车料因含POE等原因可适当少开几个,保持外观,72机则需据实际情况定。 1.8混料工艺,基本的原则:粒料一般在开始加,但是低熔点的如POE类在后面加,所有加油必须缓慢加入,尤其是粉体类料,油必须成线加入,粉体加入需防止飞扬,及时注意高混机是否有结快,及时清理; 1.9.1 改性PP01,02类严格按混料工艺时间混料,当02类含AH类粉体与其他粉体时,必须先加AH类粉体再加其他粉体,特别和S-01N等一起时; 1.9.2 改性PP 03类AH类粉体量多时,一般分两次加入,加一半以后再缓慢成线加油,再加另一半和其他粉体,混料时间,一般加一次AH类粉体60-70秒,使混出的料基本成粒状; 1.9.3只有PP粒料和POE的汽车类料,混料时间适当调短,POE一定最后加,约8秒后放料; 1.9.4防火PP 01类含十溴、AH类粉体、锑白时,将AH类粉体调整到其他两粉体之前加,锑白因比重较大,尽量在粉体的最后加,AH类粉体含量大时,可仿效改性PP03,将AH类粉体加入后缓慢加入油; 1.9.5 防火PP02类,八溴阻燃体系的混料,如04类含AH类粉体时,也基本同上,先AH类粉体,油,再其他粉体; 1.9.6 防火PP混料段加入回收料多的情况下,常需造粒,易堵塞模头,影响正常班产,还容易造成新的破碎料,所以防火PP类造粒尽量集中造粒, 1.9.7 混料机数,高等级的PP料容易受混料原因黑点超标,为便于清理重新混料,该类料混料机数一次不得大于2机,另粉体含量高的料料斗混料太多容易分层,堆积粉体,影响挤出生产,混料机数也必须控制在2-3机,
PP标准流程操作手册
PP标准流程操作手册
1.PP模块的主数据 (3) 1. 1物料主数据 (3) 1.1.1物料主数据的创建 (3) 1.2 BOM (9) 1.2.1 BOM的创建 (9) 1.2.2 BOM的删除 (11) 1.2.2 BOM反查清单 (14) 1. 3创建工作中心 (17) H (21) SAP001 (22) 按照示例填写 (23) 1. 4创建工艺路线 (24) 1101 (25) 4下达的(通用) (26) 在上图标识位置依据实际情形做相应的爱护 (27) 2.修改关于物料的销售与运作打算 (27) 1101 (28) 110 (29) 10=生产-销售 (29) 10 (29) 3=库存水平/(销售/30) (29) 能够手工输入,也能够按照目标日供应量进行运算 (29) 3.将销售运作打算转为物料需求打算 (29) 1101 (30) 选择“物料或产品组成员的生产打算” (30) 4.运行MRP (33) 1101 (33) 1,3,1,3,1 (33) 5.查看MRP运行结果并转换生成订单 (34) 1101 (35) 6.生产订单的下达 (38) 6.1生产订单的自动下达 (38) 6.2生产订单的手工下达 (42) 6.3生产订单下达的取消 (46) 7.依照生产订单进行收货 (49) 8.对生产订单的投料 (53) 9、生产订单的确认 (57) 10、与生产相关的其他内容 (59)
10.1MMD1创建MRP参数文件 (59) 10.2MP80创建推测参数文件 (65) 1.P P模块的主数据 PP模块的主数据要紧包括以下几方面:物料主数据,bom,工作中心,工艺路线,以下将详细讲述这些主数据的具体创建。 1.1物料主数据 1.1.1物料主数据的创建 事务代码:MM01 录入事务代码MM01,进入下图1 字段名称填写内容填写规则和说明 物料1100101037 采纳外部给号原则,严格 按照物料的编码规则进 行编写 行业领域三全食品按示例填写
上海震旦家具公司sa实施专案pp新增物料物料清单工艺工作中心流程p
第八章-PP08_新增物料/物料清单/工艺/工作中心流程 1.流程说明 此流程描述系统新增常规物料/物料清单/工艺/工作中心的全过程,包括相关数据的收集、维护、审核等严格把关的过程,以确保主数据创建的完整性和准确性。 新增物料:由研发部提出新增物料需求,确定物料编号,再由各相关部门填写物料主数据维护单之相关数据,由相关部门主管、数据维护部门主管核准后根据物料 主数据维护单维护系统数据MM01,数据正确后创建物料结构清单,研发部存 档备份报表。 新增物料清单:研发部提出物料结构维护需求,填写物料结构维护单,由研发部工程课主管、数据维护部门主管核准后根据表单维护系统数据CS01,由研发部 存档备份报表。 新增工艺/工作中心:生产部提出并确定新增物料的相关工艺/工作中心需求,再由财务 部提出新增活动类型需求,确认工序费及成本中心后,确定工艺/工 作中心数据,填写新增物料工艺/工作中心数据或复制现存工艺/工作 中心参数,生成物料数据维护单经过生产部主管、数据维护部门主管 核准后根据表单维护系统数据CA01、CR01,由研发部存档备份报表。 注意:物料主数据维护单、物料结构维护单、物料工艺/工作中心维护单的数据必须由各相关部门维护完整,并由相关部门主管审核。应严格控制授权的主数据维护人 员人数,以避免主数据的意外、错误更改。
2.流程图 3.系统操作 3.1.操作范例1 新建一个物料: 后勤?物料管理?物料主记录?物料?创建(一般)?立即 交易代码:MM01 栏位名称栏位说明资料范例 物料需新增物料的号码系统内部给号行业领域物料所存在的领域M 物料类型所需新增物料的品别,具体物料类型如下成品AOF
PP生产工艺
PP生产工艺 目前,聚丙烯的生产工艺按聚合类型可分为溶液法、淤浆法、本体法和气相法和本体法-气相法组合工艺5大类。具体工艺主要有BP公司的气相Innovene工艺、Chisso公司的气相法工艺、Dow公司的Unipol工艺、Novolene气相工艺、Sumitomo 气相工艺、Basell公司的本体法工艺、三井公司开发的Hypol 工艺以及Borealis公司的Borstar工艺等。 1 淤浆法工艺 淤浆法工艺(Slurry Process)又称浆液法或溶剂法工艺,是世界上最早用于生产聚丙烯的工艺技术。从1957年第一套工业化装置一直到20世纪80年代中后期,淤浆法工艺在长达30年的时间里一直是最主要的聚丙烯生产工艺。典型工艺主要包括意大利的Montedison 工艺、美国Hercules工艺、日本三井东压化学工艺、美国Amoco工艺、日本三井油化工艺以及索维尔工艺等。这些工艺的开发都基于当时的第一代催化剂,采用立式搅拌釜反应器,需要脱灰和脱无规物,因采用的溶剂不同,工艺流程和操作条件有所不同。近年来,传统的淤浆法工艺在生产中的比例明显减少,保留的淤浆产品主要用于一些高价值领域,如特种BOPP薄膜、高相对分子质量吹塑膜以及高强度管材等。近年来,人们对该方法进行了改进,改进后的淤浆法生产工艺使用高活性的第二代催化剂,可删除催化剂脱灰步骤,能减少无规聚合物的产生,可用于生产均聚物、无规共聚物和抗冲共聚物产品等。目前世界淤浆法PP的生产能力约占全球PP总生产能力的13%。 2 气相法工艺 气相法聚丙烯工艺的研究和开发始于20世纪60年代,1967年BASF 公司在Ludwigshafen建成一套采用立式搅拌床反应器的气相聚丙烯工艺中试装置。1969年BASF和Shell的合资ROW公司在德国Wesseling采用立式搅拌床反应器建成世界上第一套2.5万吨/年气相聚丙烯工业装置,命名为Novolen工艺。
UNIPOLPP工艺流程说明
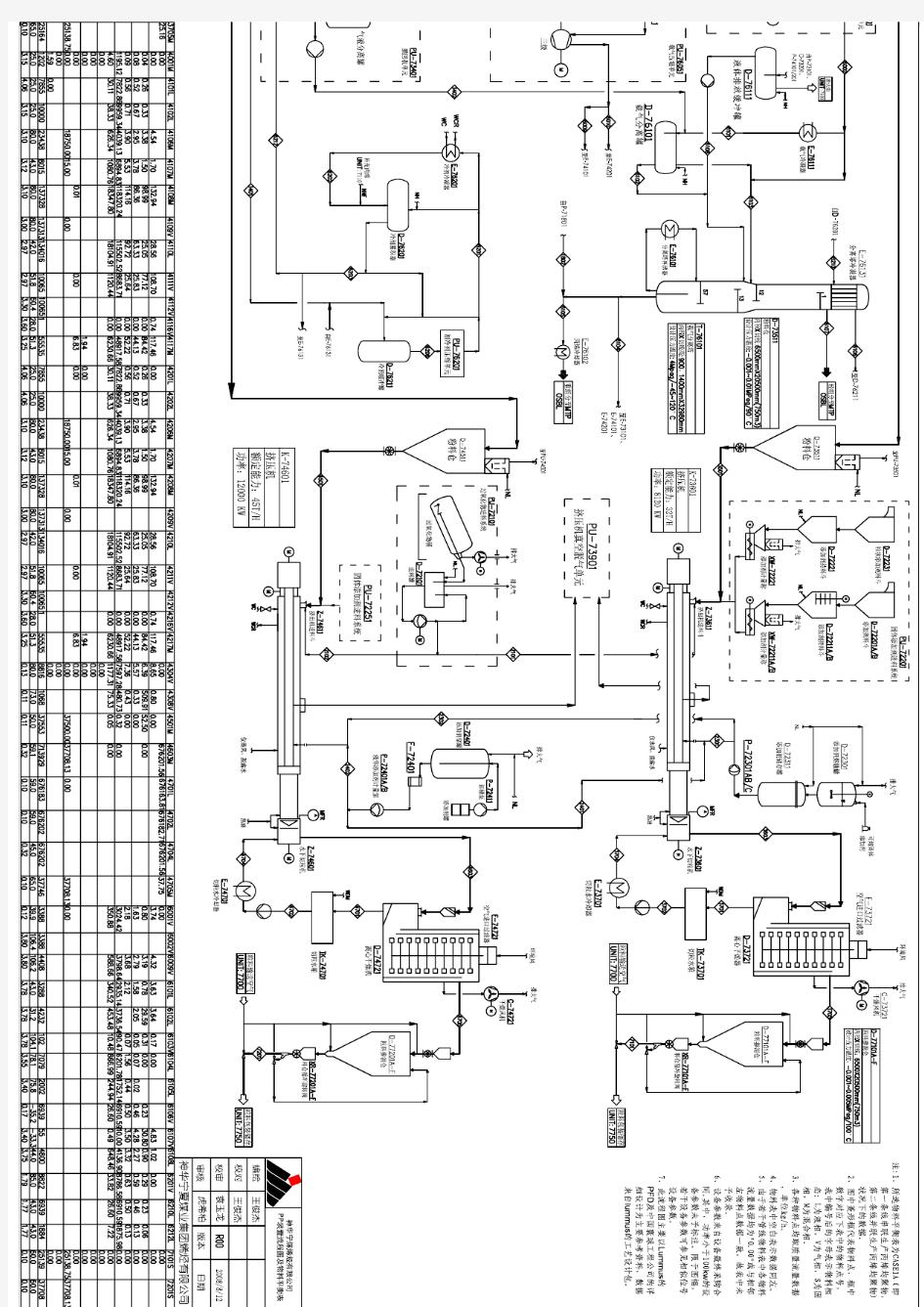
PP工艺流程说明 本装置采用Dow化学公司的Unipol气相法聚合工艺技术,设计生产能力为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33 个牌号)和抗冲共聚物(52个牌号)共162个牌号。 UNIPOL PP装置由多个工区组成,包括: 2.221原料供给和精制(Part 1) 乙烯和氮气由管道自界区外送入。氢气由装置内水电解制氢生产,T2由装 置界区外直接采购。 1)氮气进料和精制 来自界区的氮气分为三股,第一股为普通氮气,用于公用工程站和氮气再生系统;第二股经氮气过滤器丫-1101过滤后作为过滤氮气使用; 最后一股经氮气预加热器E-1108加热到20°C,进入氮气脱氧塔C-1109内除掉氧气,脱氧后的氮气通过氮干燥塔C-1112除去水分,然后通过精制氮气过滤器丫-1115除去一定粒径的杂质,利用氮气压缩机K-1102 /K-1103 (—开一备)将一部分精制氮气的压力升至4.24MPaG后送入第一、第二反应系统,未经压缩的低压精制氮气用于部分公用工程和精制塔再生后系统的置换。 2)电解制氢及氢气进料 本装置的氢气采用水电解方式制得,装置内采用两套80Nm3/h水电解制氢 装置。电解制氢得到的氢气经纯化后进入氢气贮罐C-1201, C-1201为水电解制 氢的出口缓冲罐,操作压力为3 MPaG,之后由压缩机K-1208或K-1209压缩至 4.55 MPaG经氢气过滤器丫-1211过滤后送入反应系统及再生系统。同时供DMTO 装置使用1 kg/h。 3)乙烯进料 来自界区的乙烯在经过乙烯预加热器E-1008加热到100C,进入乙烯CO脱除塔C-1006,之后经乙烯后冷却器E-1009冷却到40C,冷却后的乙烯进入乙烯干燥塔C-1012进行干燥,后经乙烯过滤器丫-1002过滤.过滤后的乙烯分成两股:一股经乙烯压缩机K-1003增压至4.21 MPaG,经乙烯过滤器Y-1004进入第一聚合反应系统;另外一股直接进入第二聚合反应器系统。 4)T2进料 外购的液态T2用氮气保护从钢瓶中压到T2进料罐C-1505。之后由T2进料泵G-1503/G-1504/G-1507升压至3.94 MPag后送入反应系统。T2系统里所有的放空气都送至T2密封罐C-1502中,经油洗后排空,废油由最终用户自行处理。由矿物油桶泵G-1514和矿物油冲洗罐C-1512组成的矿物油冲洗系统用于T2 系统维修前的冲洗。
PP工艺流程
2.2 工艺说明 2.2.1 聚合反应机理 由于丙烯分子中存在一个不饱和碳碳双键,因此和所有烯烃一样,化学性质较为活泼,能发生催化加氢、亲电加成、自由基加成、氧化、聚合反应。其中聚合反应是一种非常重要的化学反应。丙烯聚合的反应机理相当复杂,一般来说可以划分为四个基本反应步骤:活化反应;形成活化中心;链引发;链增长及链终止。对于活化中心,普遍接受的是单金属活性中心理论。该理论认为活性中心是呈八面体配位并存在一个空位的过渡金属原子。首先单体与过渡金属配位,形成Ti配合物,减弱了Ti-C键,然后单体插入过渡金属和碳原子之间。随后空位与增长链交换位置,下一个单体又在空位上继续插入。如此反复进行,丙烯分子上的甲基就依次照一定方向在主链上有规则地排列,即发生阴离子配位定向聚合,形成等规或间规PP,工业上就是以此反应原理来合成聚丙烯树脂的。聚丙烯均聚物反应式如式2―1 聚丙烯聚合物中还有共聚物,如以丙烯为主要单体,以少量乙烯为第二单体或称共聚单体)进行共聚而成的聚合物,这种聚合反应叫共聚反应。如式2―2 聚丙烯的聚合反应为放热反应。 2.2.2 生产方法、技术路线及特点 2.2.2.1 生产方法及技术路线 装置采用DOW CHEMICAL COMPANY(陶氏化学公司)的UNIPOLTM PP工艺。该工艺是陶氏化学公司下属联碳公司(UCCP)和壳牌公司于二十世纪八十年代开发的一种气相流化床聚丙烯工艺,采用高效催化剂体系,主催化剂为高效载体催化剂,助催化剂为三乙基铝、给电子体。该工艺的核心设备为立式气相流化床反应器、循环气压缩机、循环气冷却器和挤压造粒机组。流化床反应器是空心式容器,其顶部带有扩大段,底部带有分布器,第一反应器操作压力为3.4MPaG,温度67℃,第二反应器操作压力为2.1MPaG,温度70℃;循环气压缩机为单级、离心式压缩机。 2.2.2.2 工艺特点
聚丙烯管(PP-R管)生产工艺
聚丙烯管(PP-R管)生产工艺 摘要:三型聚丙烯管具有节能,耐腐蚀,不结垢、卫生,无毒,耐热、耐压,使用寿命长,质轻高强,流体阻力小等优点,是替代镀锌钢管的新一代产品。介绍PP-R管的特点,原料生产工艺,国内现状、施工方法、项目投资估算及市场前景分析。 1前言 80年代以前,我国的住宅及公共建筑的上水管基本上是镀锌钢管,由于受材质自身的局限,镀锌钢管存在使用寿命短、易造成水质二次污染等缺点。为了保障人们日常饮用水的质量,我国部分地区,如上海、浙江、河北、江苏等省市已先后提出淘汰镀锌钢管,用高质量的塑料管代替。目前,在我国已相继开发了PVC管、PE管、铝塑复合管、玻璃钢管、钢塑复合管和PP-R管等一批塑料管材,并取得了一定的市场占有率。 PP-R管是欧洲90年代开发的,以新型无规聚丙烯为原料,经挤出成型制作的塑料管材。由于其优越的性能,正日益受到人们的青睐。 2PP-R管的主要性能 聚丙烯管分为均聚聚丙烯(PP-H)、嵌段共聚聚丙烯(PP-B)和无规聚丙烯(PP-R)3种。PP-H、PP-B、PP-R管材的刚度依次递减,而抗冲击强度则依次增加。给水用聚丙烯管是用特殊的PP-R制成。PP-R 管作为一种新型的管材,具有以下性能特点: 2.1节能 PP-R管的生产能耗仅为钢管的20%,并且其导热系数低[0.2W/(m.K)],也仅为钢管的1/200,应用于热水系统将大大减少热量损失。2.2耐腐蚀、不结垢、卫生、无毒 使用PP-R管可免去使用镀锌钢管所造成的内壁结垢、生锈而引起的水质“二次污染”。由于PP-R组份单纯,基本成份为碳和氢,符合食品卫生规定,无毒,更适合于饮用水输送。 2.3耐热、耐压、使用寿命长 PP-R管的长期使用温度达95℃,短期使用温度可达120℃。在使用温度为70℃,工作压力为1.2MPa条件下,长期连续使用,寿命可达50年以上。
PE PP生产工艺
目前世界上拥有聚乙烯技术的公司很多,拥有LDPE技术的有7家,LLDPE和全密度技术的企 业有10家,HDPE技术的企业有12家。从技术发展情况看,高压法生产LDPE是PE树脂生产 中技术最成熟的方法,釜式法和管式法工艺技术均已成熟,目前这两种生产工艺技术并存。发达国家普遍采用管式法生产工艺。此外,国外各公司普遍采用低温高活性催化剂引发聚合体系,可降低反应温度和压力。高压法生产LDPE将向大型化、管式化方向发展。低压法生产HDPE和LLDPE,主要采用钛系和络系催化剂,欧洲和日本多采用齐格勒型钛系催化剂,而美国多采用络系催化剂。目前世界上主要应用的聚乙烯生产技术用11种,现简单介绍如下: (1)巴塞尔公司气相法Spherilene工艺 生产线性PE可从很低密度PE(ULDPE)到LLDPE,也可生产HDPE等。采用齐格勒-纳塔型钛基催化剂和Spherilene气相法工艺。在轻质惰性烃类存在下,催化剂和进料先进行本体预聚合,在缓和条件下发生本体聚合。浆液进入第一台气相反应器,采用循环气体回路冷却器散热,再进入二台气相反应器。生产产品密度从ULDPE(小于900kg/m3)到HDPE(大于960 kg/m3),熔体流动速率(MFR)从0.01-100。因采用二台气相反应器,故可生产双峰级和特种聚合物。Spherilene工艺1992年推向市场以来,现已拥有生产能力180万吨/年。六套生 产装置(美国1套、韩国2套、巴西2套、印度1套)己投入运转,另有二套(印度和伊朗各1套)在建设中,单线生产能力可从10万吨/年-30万吨/年。目前,中国没有这类技术的生产装置。 (2)北欧化工公司北星(Bastar)工艺
UNIPOLPP工艺流程说明
p p工艺流程说明 本装置采用Dow化学公司得U n i p ol气相法聚合工艺技术,设计生产能力为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33 个牌号)与抗冲共聚物(52个牌号)共162个牌号。 UN I P OL PP装置由多个工区组成,包括: 2、2、2、1原料供给与精制(P ar t 1) 乙烯与氮气由管道自界区外送入。氢气由装置内水电解制氢生产,T 2由 装置界区外直接采购。 1 )氮气进料与精制 来自界区得氮气分为三股, 第一股为普通氮气,用于公用工程站与氮气再生系统;第二股经氮气过滤器丫-1 10 1过滤后作为过滤氮气使用; 最后一股经氮气预加热器E-110 8加热到20 °C,进入氮气脱氧塔C—11 0 9 内除掉氧气,脱氧后得氮气通过氮干燥塔C-1 112 除去水分, 然后通过精制氮气过滤器丫-1115 除去一定粒径得杂质,利用氮气压缩机K—1102 /K-1 103(一开一备)将一部分精制氮气得压力升至4、24M PaG后送入第一、第二反应系统, 未经压缩得低压精制氮气用于部分公用工程与精制塔再生后系统得置换。 2)电解制氢及氢气进料 本装置得氢气采用水电解方式制得,装置内采用两套80 N m3/h水电解制氢装置。电解制氢得到得氢气经纯化后进入氢气贮罐C—1 20 1, C—1201为 水电解制氢得出口缓冲罐,操作压力为 3 M P aG,之后由压缩机K—12 0 8或K —12 0 9 压缩至4、5 5 M PaG经氢气过滤器丫― 1211过滤后送入反应系统及再生系统。同时供D M TO 装置使用1 kg /h0 3)乙烯进料 来自界区得乙烯在经过乙烯预加热器E—1008加热到1 0 0C,进入乙烯C O脱除塔C -100 6 ,之后经乙烯后冷却器E-1009冷却到4 0C,冷却后得乙烯进入乙烯干燥塔C-1 012 进行干燥,后经乙烯过滤器丫—1 002 过滤、过滤后得乙烯分成两股:一股经乙烯压缩机K —1003增压至4、2 1 M P aG ,经乙烯过滤器丫—1004 进入第一聚合反应系统; 另外一股直接进入第二聚合反应器系统0 4)T2 进料 外购得液态T2用氮气保护从钢瓶中压到T2 进料罐C-1505。之后由T 2 进料泵G-1 5 03/G-150 4 / G-1 5 0 7升压至3、94 M Pa g后送入反应系统。T 2系统里所有得放空气都送至T2密封罐C—15 0 2中,经油洗后排空,废油由最终用户自行处理0 由矿物油桶泵G-151 4 与矿物油冲洗罐C-1512 组成得矿物油冲洗系统用于T 2系统维修前得冲洗。 2、2、2、2 丙烯精制(Part 2)
UNIPOL PP工艺流程说明
PP工艺流程说明 本装置采用Dow 化学公司的Unipol气相法聚合工艺技术,设计生产能力为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33个牌号)和抗冲共聚物(52个牌号)共162个牌号。 UNIPOL PP 装置由多个工区组成,包括: 2.2.2.1 原料供给和精制(Part 1) 乙烯和氮气由管道自界区外送入。氢气由装置内水电解制氢生产,T2 由装置界区外直接采购。 1)氮气进料和精制 来自界区的氮气分为三股,第一股为普通氮气,用于公用工程站和氮气再生系统;第二股经氮气过滤器Y-1101 过滤后作为过滤氮气使用; 最后一股经氮气预加热器E-1108 加热到20℃,进入氮气脱氧塔C-1109内除掉氧气,脱氧后的氮气通过氮干燥塔C-1112除去水分,然后通过精制氮气过滤器Y-1115除去一定粒径的杂质,利用氮气压缩机K-1102 /K-1103(一开一备)将一部分精制氮气的压力升至4.24MPaG 后送入第一、第二反应系统,未经压缩的低压精制氮气用于部分公用工程和精制塔再生后系统的置换。 2)电解制氢及氢气进料 本装置的氢气采用水电解方式制得,装置内采用两套80Nm3/h 水电解制氢装置。电解制氢得到的氢气经纯化后进入氢气贮罐C-1201,C-1201 为水电解制氢的出口缓冲罐,操作压力为3 MPaG,之后由压缩机K-1208 或K-1209 压缩至4.55 MPaG经氢气过滤器Y-1211过滤后送入反应系统及再生系统。同时供DMTO 装置使用1 kg/h。 3)乙烯进料 来自界区的乙烯在经过乙烯预加热器E-1008 加热到100℃,进入乙烯CO 脱除塔C-1006,之后经乙烯后冷却器E-1009 冷却到40℃,冷却后的乙烯进入乙烯干燥塔C-1012 进行干燥,后经乙烯过滤器Y-1002 过滤.过滤后的乙烯分成两股:一股经乙烯压缩机K-1003 增压至4.21 MPaG,经乙烯过滤器Y-1004 进入第一聚合反应系统;另外一股直接进入第二聚合反应器系统。 4) T2 进料 外购的液态T2 用氮气保护从钢瓶中压到T2 进料罐C-1505。之后由T2进料泵G-1503/G-1504/G-1507升压至3.94 MPag 后送入反应系统。T2 系统里所有的放空气都送至T2密封罐C-1502 中,经油洗后排空,废油由最终用户自行处理。由矿物油桶泵G-1514和矿物油冲洗罐C-1512组成的矿物油冲洗系统用于T2 系统维修前的冲洗。
pe pp生产工艺.doc
世界上主要的11种聚乙烯PE生产技术 信息来源:商都采暖网日期:2008-8-30 10:40:51 目前世界上拥有聚乙烯技术的公司很多,拥有LDPE技术的有7家,LLDPE和全密度技术的企 业有10家,HDPE技术的企业有12家。从技术发展情况看,高压法生产LDPE是PE树脂生产 中技术最成熟的方法,釜式法和管式法工艺技术均已成熟,目前这两种生产工艺技术并存。发达国家普遍采用管式法生产工艺。此外,国外各公司普遍采用低温高活性催化剂引发聚合体系,可降低反应温度和压力。高压法生产LDPE将向大型化、管式化方向发展。低压法生产HDPE和LLDPE,主要采用钛系和络系催化剂,欧洲和日本多采用齐格勒型钛系催化剂,而美国多采用络系催化剂。目前世界上主要应用的聚乙烯生产技术用11种,现简单介绍如下: (1)巴塞尔公司气相法Spherilene工艺 生产线性PE可从很低密度PE(ULDPE)到LLDPE,也可生产HDPE等。采用齐格勒-纳塔型钛基催化剂和Spherilene气相法工艺。在轻质惰性烃类存在下,催化剂和进料先进行本体预聚合,在缓和条件下发生本体聚合。浆液进入第一台气相反应器,采用循环气体回路冷却器散热,再进入二台气相反应器。生产产品密度从ULDPE(小于900kg/m3)到HDPE(大于960 kg/m3),熔体流动速率(MFR)从0.01-100。因采用二台气相反应器,故可生产双峰级和特种聚合物。Spherilene工艺1992年推向市场以来,现已拥有生产能力180万吨/年。六套生 产装置(美国1套、韩国2套、巴西2套、印度1套)己投入运转,另有二套(印度和伊朗各1套)在建设中,单线生产能力可从10万吨/年-30万吨/年。目前,中国没有这类技术的生产装置。 (2)北欧化工公司北星(Bastar)工艺
PP合成纸生产工艺流程
一、PP合成纸工艺流程 由于加工设备和生产情况不同,采用的合成纸工艺路线各有差异。目前国内以PP合成纸制作为主,故重点介绍PP合成纸压延成型。 (一)PP合成纸压延薄膜生产工艺流程 生产PP合成纸的工艺流程,首先按规定配方,将材脂和助剂加入高速混合机(或管道式捏合机)中充分混合,混合好的物料送入到密炼机中去预塑化,然后输送到挤出机(或炼塑机)经反复塑炼塑化,塑化好的物料经过金属检测仪,即可送入压延机中压延成型。压延成型中的料坯,经过连续压延后得到进一步塑炼并压延成一定厚度的薄膜,然后经引离辊引出,再经轧花、冷却、测厚、卷取得到制品。 (二)PP合成纸片材生产工艺流程 主要由高速混合机、密炼机、炼塑机、压延机等组成。
1-辅料混合吸附器2-旋风分离器3-储罐4-风机5-布袋过滤器6-风机7-文氏管8-螺旋加料器9-储仓10-高速混合机11-密炼机12-炼塑机13-压延机14-冷却装置15-光电器16-切割装置17-PP合成纸成品 二、影响PP合成纸制品质量的因素 影响PP合成纸制品质员的因素很多,一般说来,可以归纳为四个方面。即压延机的操作因素,原材料因素,设备因素和辅助过程中的各种因素。。下面以此为例来说明各种因素的影响。 (一)、压延机的操作因素 1、辊温与辊速 物料在压延成型时所需的热量,一部分是辊筒提供的,另一部分来自物料与辊简间的摩擦以及物料本身的剪切作用产生的热量。产生摩擦热的大小除与辊速有关外,还与物料的增塑程度有关,也即与其粘度有关。因此,不同的物料,在相同的辊速条件下,其温度控制就不同,同样,相同配方不同的转速时,其控制温度也不同。 压延时,物料常粘于高温或高速辊简上,为了使物料能依次贴于辊筒上,避免空气夹入,各辊简的温度一般是依次递增的,但三、四辊温度较接近,这样便于薄膜从三辊上引离下来。各辊的温度差为5—10℃。 2、辗简的速比 压延机相邻两辊筒线速度之比称为辊简的速比。使压延机具有速比的目的,不仅使压延物依次贴于辊简,而且还在于使塑料能更好地塑化,因为这样能使物料受到更多的剪切作用。此外,还可以位压延物取得一定的拉伸与取向,从而使所制薄膜厚度减小和质量提高。为了达到拉伸与取向的目的,辅机与压延机辊简速度也有相应的速比。这就使引离辊.冷却辊、卷取辊的线速度依次增加,并都大于压延机主辊简(一般四辊压延机以三辊为准)的线速度。但速比不能太大,否则薄膜厚度将会不均匀,有时还使合成纸产生过大的内应力。薄膜冷却后要尽量避免拉伸。 调节速比的要求是既不能使物料包辊,又不能不吸辊。速比过大会发生包辊现象,反之则会出现不吸辊现象,以致空气带入使产品出现气泡,如果对硬片来说,则会产生“脱壳”现象,塑化不良,造成质量下降。
PP聚合工艺
题 目 :聚丙烯聚合工艺的研究 学院:化工学院 班级:高分子专10-2 姓名:朱东毅 学号:50
聚丙烯合成工艺的研究 摘要 摘要摘要 摘要中国聚丙烯的工业生产始于20世纪70年代,经过30多年的发展, 已经基本上形成了溶剂法、液相本体-气相法、间歇式液相本体法、气相法等多 种生产工艺并举,大中小型生产规模共存的生产格局,本文主要介绍了世界5大 类聚丙烯生产工艺,着重介绍了液相本体法聚丙烯工艺流程及控制条件。 Abstract Industrial production of polypropylene in China began in the 20th century, 70's, after 30 years of development, has been basically formed a solvent, liquid bulk - Gas Law, intermittent liquid bulk, gas phase, and other production processes simultaneously,the coexistence of large and small scale
production patterns, the paper introduces the world's five major categories of polypropylene production process, focusing on the liquid flow Polypropylene and control conditions 中国聚丙烯的工业生产始于20世纪70年代,经过30多年的发展,已经基本 上形成了溶剂法、液相本体-气相法、间歇式液相本体法、气相法等多种生产工 艺并举,大中小型生产规模共存的生产格局。现在中国的大型聚丙烯生产装置以 引进技术为主,中型和小型聚丙烯生产装置以国产化技术为主。 聚丙烯,英文名称:Polypropylene,日文名称:ポリプロピレン分子 式:C3H6nCAS 简称:PP由丙烯聚合而制得的一种热塑性树脂。按甲基排列位置 分为等规聚丙烯(isotaeticPolyProlene)、无规聚丙烯(atacticPolyPropylene) 和间规聚丙烯(syndiotatic PolyPropylene)三种。目前,聚丙烯的生产工艺按 聚合类型可分为溶液法、淤浆法、本体法和气相法和本体法-气相法组合工艺5大 类。具体工艺主要有BP公司的气相Innovene工艺、Chisso公司的气相法工艺、 Dow公司的Unipol工艺、Novolene气相工艺、Sumitomo气相工艺、Basell公司 的本体法工艺、三井公司开发的Hypol 工艺以及Borealis公司的Borstar工艺等。
聚丙烯PP五大生产工艺
聚丙烯五大生产工艺 一、溶液法工艺 溶液法生产工艺是早期用于生产结晶聚丙烯的工艺路线,由Eastman公司所独有。该工艺采用一种特殊改进的催化剂体系:锂化合物(如氢化锂铝)来适应高的溶液聚合温度。催化剂组分、单体和溶剂连续加入聚合反应器,未反应的单体通过对溶剂减压而分离循环。额外补充溶剂来降低溶液的粘度,并过滤除去残留催化剂。溶剂通过多个蒸发器而浓缩,再通过一台能够除去挥发物的挤压机而形成固体聚合物。固体聚合物用庚烷或类似的烃萃取进一步提纯,同时也除去了无定形聚丙烯,取消了使用乙醇和多步蒸馏的过程,主要用于生产一些与浆液法产品相比模量更低、韧性更高的特殊牌号产品。溶液法工艺流程复杂,且成本较高,聚合温度高,加上由于采用特殊的高温催化剂使产品应用范围有限,目前已经不再用于生产结晶聚丙烯。 二、淤浆法工艺 淤浆法又称浆液法或溶剂法工艺,是世界上最早用于生产聚丙烯的工艺技术。从1957年第一套工业化装置一直到20世纪80年代中后期,淤浆法工艺在长达30年的时间里一直是最主要的聚丙烯生产工艺。典型工艺主要包括意大利的Montedison工艺、美国Hercules工艺、日本三井东压化学工艺、美国Amoco工艺、日本三井油化工艺以及索维尔工艺等。 这些工艺的开发都基于当时的第一代催化剂,采用立式搅拌釜反应器,需要脱灰和脱无规物,因采用的溶剂不同,工艺流程和操作条件有所不同。近年来,传统的淤浆法工艺在生产中的比例明显减少,保留的淤浆产品主要用于一些高价值领域,如特种BOPP薄膜、高相对分子质量吹塑膜以及高强度管材等。 近年来,人们对该方法进行了改进,改进后的淤浆法生产工艺使用高活性的第二代催化剂,可删除催化剂脱灰步骤,能减少无规聚合物的产生,可用于生产均聚物、无规共聚物和抗冲共聚物产品等。目前世界淤浆法PP的生产能力约占全球PP总生产能力的13%。 三、本体法工艺 本体法工艺按聚合工艺流程,可以分为间歇式聚合工艺和连续式聚合工艺两种。 1、间歇本体法工艺:间歇本体法聚丙烯聚合技术是我国自行研制开发成功的生产技术。 间歇本体法工艺优点:生产工艺技术可靠,对原料丙烯质量要求不是很高,所需催化剂国内有保证,流程简单,投资省、收效快,操作简单,产品牌号转换灵活、三废少,适合中国国情等。 间歇本体法工艺缺点:生产规模小,难以产生规模效益;装置手工操作较多,间歇生产,自动化控制水平低,产品质量不稳定;原料的消耗定额较高;产品的品种牌号少,档次不高,用途较窄。
UNIPOLPP工艺流程说明样本
PP工艺流程阐明 本装置采用Dow 化学公司Unipol气相法聚合工艺技术,设计生产能力为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33个牌号)和抗冲共聚物(52个牌号)共162个牌号。 UNIPOL PP 装置由各种工区构成,涉及: 2.2.2.1 原料供应和精制(Part 1) 乙烯和氮气由管道自界区外送入。氢气由装置内水电解制氢生产,T2 由装置界区外直接采购。 1)氮气进料和精制 来自界区氮气分为三股,第一股为普通氮气,用于公用工程站和氮气再生系统;第二股经氮气过滤器Y-1101 过滤后作为过滤氮气使用; 最后一股经氮气预加热器E-1108 加热到20℃,进入氮气脱氧塔C-1109内除掉氧气,脱氧后氮气通过氮干燥塔C-1112除去水分,然后通过精制氮气过滤器Y-1115除去一定粒径杂质,运用氮气压缩机K-1102 /K-1103(一开一备)将一某些精制氮气压力升至4.24MPaG 后送入第一、第二反映系统,未经压缩低压精制氮气用于某些公用工程和精制塔再生后系统置换。 2)电解制氢及氢气进料 本装置氢气采用水电解方式制得,装置内采用两套80Nm3/h 水电解制氢装置。电解制氢得到氢气经纯化后进入氢气贮罐C-1201,C-1201 为水电解制氢出口缓冲罐,操作压力为3 MPaG,之后由压缩机K-1208 或K-1209 压缩至4.55 MPaG经氢气过滤器Y-1211过滤后送入反映系统及再生系统。同步供DMTO 装置使用1 kg/h。 3)乙烯进料 来自界区乙烯在通过乙烯预加热器E-1008 加热到100℃,进入乙烯CO 脱除塔C-1006,之后经乙烯后冷却器E-1009 冷却到40℃,冷却后乙烯进入乙烯干燥
UNIPOL PP工艺流程说明
PP工艺流程说明 本装置采用Dow 化学公司得Unipol气相法聚合工艺技术,设计生产能力 为20万吨/年,年操作时间8000小时,可生产均聚物(77个牌号)、无规共聚物(33个牌号)与抗冲共聚物(52个牌号)共162个牌号。 UNIPOLPP 装置由多个工区组成,包括: 2、2、2、1 原料供给与精制(Part1) 乙烯与氮气由管道自界区外送入。氢气由装置内水电解制氢生产,T2由装置界区外直接采购。 1)氮气进料与精制 来自界区得氮气分为三股,第一股为普通氮气,用于公用工程站与氮气再生系统;第二股经氮气过滤器Y-1101过滤后作为过滤氮气使用; 最后一股经氮气预加热器E-1108加热到20℃,进入氮气脱氧塔C-1109 内除掉氧气,脱氧后得氮气通过氮干燥塔C-1112 除去水分,然后通过精制氮气过滤器Y-1115除去一定粒径得杂质,利用氮气压缩机K—1102 /K-1103(一开一备)将一部分精制氮气得压力升至4、24MPaG后送入第一、第二反应系统,未经压缩得低压精制氮气用于部分公用工程与精制塔再生后系统得置换。 2)电解制氢及氢气进料 本装置得氢气采用水电解方式制得,装置内采用两套80Nm3/h水电解制氢装置。电解制氢得到得氢气经纯化后进入氢气贮罐C—1201,C—1201 为水电解制氢得出口缓冲罐,操作压力为3 MPaG,之后由压缩机K-1208 或K -1209压缩至4、55MPaG经氢气过滤器Y-1211 过滤后送入反应系统及再生系统。同时供DMTO装置使用1kg/h。 3)乙烯进料 来自界区得乙烯在经过乙烯预加热器E-1008 加热到100℃,进入乙烯CO 脱除塔C-1006,之后经乙烯后冷却器E-1009 冷却到40℃,冷却后得乙烯进入乙烯干燥塔C-1012 进行干燥,后经乙烯过滤器Y-1002过滤、过滤后得乙烯分成两股:一股经乙烯压缩机K—1003 增压至4、21 MPaG,经乙烯过滤器Y—1004 进入第一聚合反应系统;另外一股直接进入第二聚合反应器系统。4)T2进料 外购得液态T2用氮气保护从钢瓶中压到T2进料罐C-1505。之后由T2进料泵G—1503/G-1504/G-1507升压至3、94 MPag 后送入反应系统。T2 系统里所有得放空气都送至T2密封罐C-1502中,经油洗后排空,废油由最终用户自行处理。由矿物油桶泵G-1514 与矿物油冲洗罐C-1512组成得矿物油冲洗系统用于T2系统维修前得冲洗。 2、2、2、2丙烯精制(Part 2)
PP成型工艺
PP注塑成型的工艺条件是什么? (1) PP的成型加工性能 1) PP的吸湿性很小,因此在成型前一般不需要进行干燥处理,若湿度超过允许值,则应进行干燥处理。 2) PP分子结构中含有叔碳原子,故抗氧化能力很低,在塑化时应加入抗氧化剂。 3) PP在超过280℃时会发生热降解,使性能劣化,熔料和金属壁面接触会加速热降解,故成型时应避免熔料长时间滞留在料筒内。 4) PP熔体流动性良好,介于HDPE和LDPE之间,易成型薄壁、长流程塑件。 5) PP具有结晶性、成型收缩率的变化范围较大,为1.0%?3.0%,且有较明显的后收缩性,故易产生缩孔、凹痕和变形,且方向性强。 6) PP的熔点和熔体热焓量比LDPE高,在结晶和冷却过程中会放出较多热量,因此模具要有较好的冷却系统,以减少塑件变形。 7) 由于PP的热收缩和结晶作用,在成型过程中的比容积有较大变化,塑件的筋、孔及壁厚较大的部位容易产生气泡及凹痕等缺陷。 8) PP熔料温度低时取向明显,尤其在低温高压时更甚,因此要控制成型温度。 9) PP塑件脱模时收缩性较大,应在脱模后在定型装置上放置1天以上以定型,对于尺寸精度较高的塑件,可及时进行热处理。 10) 由于PP的成型收缩率较大,低温呈脆性,故塑件应壁厚均匀,避免缺口、尖角出现,防止产生应力集中。 11) 如果保压时间过长,会使塑件出现较大的收缩而出现质量缺陷,因此在保证补充熔体固化收缩用料的基础上,尽量缩短保压时间。 12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。 (2)PP的主要注塑成型条件, 1) 料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑件 较厚时,料筒温度取低者。 12) PP熔体具有较明显的非牛顿性,粘度时剪切速率和温度都较敏感。 (2)PP的主要注塑成型条件, 1) 料筒温度。在需要注射压力和注射速度较小时,可选择较低的料筒温度。一般料筒温度控制在210~280℃,喷嘴温度比料筒温度低10~30℃。当成型薄壁、复杂塑件时,料筒温度取高者;当塑 件较厚时,料筒温度取低者。 2) 模具温度。PP的结晶能力较强,提高模温有助于增加结晶度,也有利于大分子松弛,减少分子的取向作用,从而降低塑件的内应力,减少缺料、气泡等缺陷,生产中常把模温调整到20~60℃ 。 3) 注射压力。在注塑成型时,提高注射压力有利于增大熔料的流动性。柱塞式注塑机的注射压力比螺杆式要高。一般控制在70~100MPa,具体数值以试模来决定,以塑件不缺料、溢料以及不产
聚丙烯PP超静音排水管施工安装工艺详解
聚丙烯(PP)超静音排水管施工安装工艺详解 1.施工工艺流程: 承插式聚丙烯(PP)超静音排水管安装: 螺压式聚丙烯(PP)超静音排水管安装:
2.安装准备 a.施工人员应熟悉掌握图纸,熟悉相关国家或行业验收规范和标准图等。 b.图纸会审,准备技术资料,进行技术、质量、安全交低。 c.建立健全质量管理体系和质量控制检测制度。 3.测量放样、预制加工 a.管道安装前,必须复核预留孔洞的位置和标高是否准确,必要时加以修整。立管安装之前先清理预留洞,后用铅锤线从顶层下锤到一层,高层建筑可以分段从上往下吊线并在各楼层相应位置标记立管支架的位置(支架高度一般为1.5m~1.8m)。楼层内支管安装放样,按照卫生间大样图和卫生设备的设计位置,结合设备排水口的尺寸与排水管管口施工要求,在楼层顶板上用墨斗线弹出管道中心线并按要求标记支管吊架位置。 b.在下料、预制加工或购买配件之前必须了解管道及各配件的尺寸、用途以免造成不必要的浪费。以楼层内的立管(层高为3m)为例三通采用a)顺水三通如图3.3.2计算立管的长度"L", L=层高(H)-三通长度(Z2)-伸缩量(ΔL); ΔL=L`(设3m)*a(纵向膨胀系数)*Δt(温差) =3m*9*10-5m/(m*℃)*35℃=0.945cm≈1cm; L=3000mm-127mm-10mm=2863mm; 由此可见该段立管的长度为2863mm,按常规厂家生产的标准管长度为 4000mm,n=4000/2863≈1根,剩余ΔL1=4000-2863=1137mm;由于聚丙烯(PP)超静音排水管造价是普通塑料排水管价格的数倍,若按照上面方案下料会造成很大的材料浪费与损失,因此采购立管管材时应先准确计算管段的长度再向厂家订制生产。 c.管材在安装之前应先进行修边加工,按所需长度切割管材,去除管材端口毛边再用修边机将管材两端倒角15O~30O,坡口厚度为管壁厚度的1/2~2/3。首先先检查修边机是否
PVC-U、PP-R、PE、PB配料和混料(搅拌)工艺流程
1 总则 为确保PVC-U、PP-R、PB、PE配料及混料(搅拌)操作规范化,保证管材和管件产品制造质量,特制订本生产工艺流程。 2 范围 本生产工艺流程适用于使用塑料高低混合机组的高混机对PVC-U混合料进行高温搅拌捏合,再经低混机搅拌冷却后包装存放,供PVC-U管材挤出及管件注塑生产使用,以及使用塑料混色机对PP-R、PB 树脂和PE树脂颗粒料及色母粒进行混色搅拌后包装存放,供PP-R、PE、PB管材挤出及管件注塑生产使用的配料及混料(搅拌)工艺流程。 3 工艺流程 开机前的常规检查 高低混合机组开机操作前,应检查配电操作箱(柜)、温控仪表是否安全完好,冷搅拌和热搅拌锅盖的气动装置及断电保护装置是否安全有效,输气管道及冷却水是否通畅,放料门有无漏料现象。如果检查全部完好合格,便可以开机进行混料(搅拌)操作。 (配方)配料 产品配料单 根据生产计划,生产部在向车间下达生产任务通知书和作业指导书的同时,还应向车间下达产品(配方)配料单指导车间的配料操作。 产品配料的基本原则 根据生产品种和产品性能的不同要求,PVC-U管材挤出和管件注塑生产使用的PVC-U混合料对(配方)配料的要求也不相同,这就使PVC-U混合料的配方变得难 以掌握。一般来讲,PVC-U混合料的(配方)配料应遵守下列基本原则: 给水管材和管件的配方既要求卫生无毒,还要求承受相应的供水压力,因此 给水管材和管件的配方应具备较高的抗冲击性能和卫生性能。
排水管材和管件的配方虽然不要求卫生性能,但是排水管材和管件管壁比较薄,且多为白色,配方难度较大,因此排水管材和管件的配方在满足流动性好的前提下,还要满足色泽基本一致和具有相当强度的要求。 绝缘电工导管多数需要进行冷弯,预埋在混凝土中使用的绝缘电工导管,还应具备较高的抗冲击强度,因此配方中除具备绝缘阻燃性能外,还要考虑具备较好的韧性和抗冲击性能。 PP-R、PE、PB管材和管件使用的PP-R树脂和PE、PB树脂颗粒料是固定配方料,不需要再进行配料,但PP-R树脂和PE、PB树脂的无色颗粒料,应根据管材和管件所需的颜色配加一定数量的色母粒。配料过程中使用的各种计量器具应具有较高的精密度和准确性,应经过检定校准合格并在有效使用期内。 PVC-U配料时,各种助剂(热稳定剂、润滑剂、抗冲击改性剂、加工改性剂、增塑剂、着色剂、填充剂等)应分别盛放,便于混料(搅拌)时区别使用。 着色剂宜采用糊状着色,PVC-U管材挤出多数采用SG-5型PVC树脂,管件注塑多数采用SG-7型PVC树脂。 配料人员应具备较高的素质,工作认真负责,经培训考核合格持证上岗,熟悉PVC-U的多种基本配方并能独立进行配料操作。 混料(搅拌) 温度设置 混料(搅拌)工艺的温度设置非常重要,混料(搅拌)温度过低容易造成半生料而影响产品质量,混料(搅拌)温度过高容易造成焦料现象甚至使搅拌的混合料报废。 PVC-U管材和管件产品的混料(搅拌)温度视使用的热稳定剂种类而有一定的差异。使用液体热稳定剂时热混温度一般设置90℃—100℃,使用固体热稳定剂时热 混温度一般设置115℃—130℃,最高设置不能超过140℃。冷搅拌温度一般设置40℃—42℃。 PVC-U混合料混料(搅拌)操作