表面粗糙度符号及意义 (3)
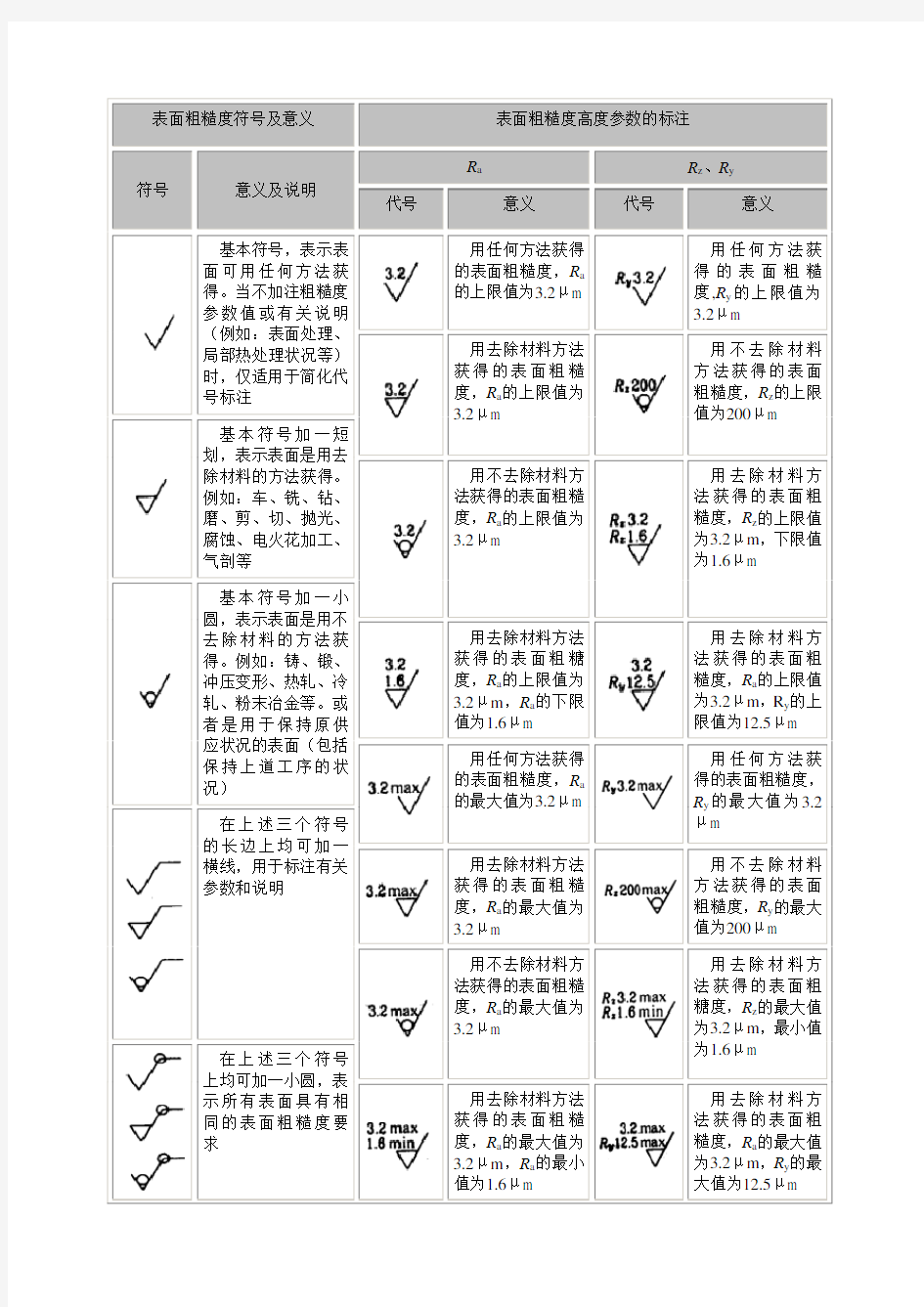
表面粗糙度符号及意义表面粗糙度高度参数的标注
符号意义及说明
R a R z、R y
代号意义代号意义
基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注
用任何方法获得
的表面粗糙度,R a
的上限值为3.2μm
用任何方法获
得的表面粗糙
度,R y的上限值为
3.2μm
用去除材料方法
获得的表面粗糙
度,R a的上限值为
3.2μm
用不去除材料
方法获得的表面
粗糙度,R z的上限
值为200μm
基本符号加一短划,表示表面是用去
除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等
用不去除材料方
法获得的表面粗糙
度,R a的上限值为
3.2μm
用去除材料方
法获得的表面粗
糙度,R z的上限值
为3.2μm,下限值
为1.6μm
基本符号加一小圆,表示表面是用不
去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况)
用去除材料方法
获得的表面粗糖
度,R a的上限值为
3.2μm,R a的下限
值为1.6μm
用去除材料方
法获得的表面粗
糙度,R a的上限值
为3.2μm,R y的上
限值为12.5μm 用任何方法获得
的表面粗糙度,R a
的最大值为3.2μm
用任何方法获
得的表面粗糙度,
R y的最大值为3.2
μm
在上述三个符号的长边上均可加一
横线,用于标注有关参数和说明
用去除材料方法
获得的表面粗糙
度,R a的最大值为
3.2μm
用不去除材料
方法获得的表面
粗糙度,R y的最大
值为200μm 用不去除材料方
法获得的表面粗糙
度,R a的最大值为
3.2μm
用去除材料方
法获得的表面粗
糖度,R z的最大值
为3.2μm,最小值
为1.6μm
在上述三个符号上均可加一小圆,表
示所有表面具有相同的表面粗糙度要求
用去除材料方法
获得的表面粗糙
度,R a的最大值为
3.2μm,R a的最小
值为1.6μm
用去除材料方
法获得的表面粗
糙度,R a的最大值
为3.2μm,R y的最
大值为12.5μm
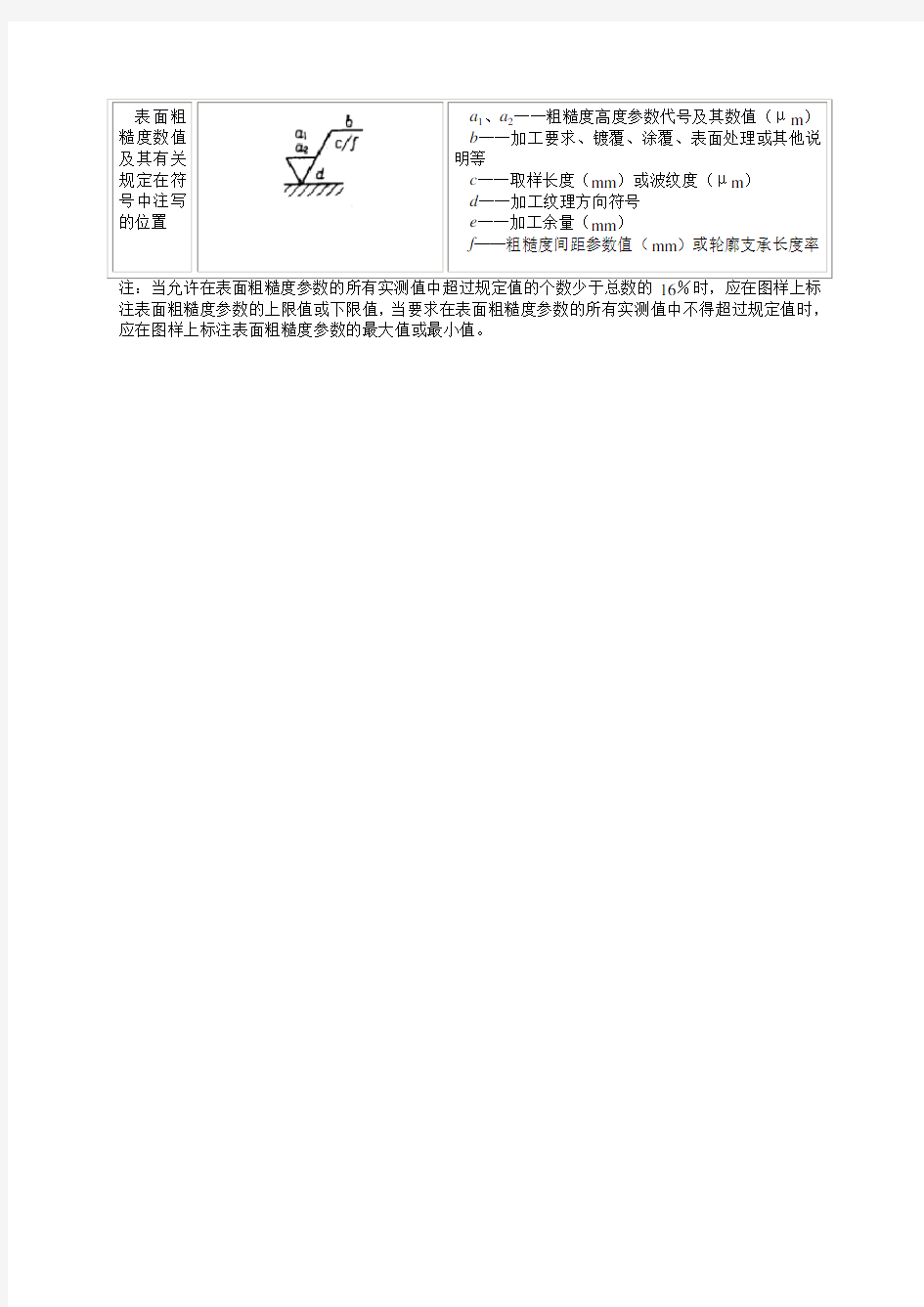
表面粗糙度数值及其有关规定在符号中注写的位置
a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等
c──取样长度(mm)或波纹度(μm)
d──加工纹理方向符号
e──加工余量(mm)
f──粗糙度间距参数值(mm)或轮廓支承长度率
注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
表面粗糙度符号
表面粗糙度符号、代号 1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 2. 表面粗糙度的画法。 3. 有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材 料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 4. 表面粗糙度参数和各项规定注写的位置。 a1、a2 —— 粗糙度高度参数的允许值(μm ); b —— 加工方法、镀涂或其他表面处理; c —— 取样长度(mm ); d —— 加工纹理方向符号; e —— 加工余量(mm ); f —— 粗糙度间距参数值(mm )或轮廓支撑长度率 5. 图样上表示零件表面粗糙度的符号。 b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的 16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上 标注表面粗糙度参数的最大值或最小值。 8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用 数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位 为微米μm)的标注见下表,前需标注出相应的参数代号。 10.取样长度应标注在符号长边的横线下面,见图1。 图1 若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。 11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平 度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
表面粗糙度的概念和表面粗糙度符号
表面粗糙度的概念和表面粗糙度符号 已有 2082 次阅读2008-10-24 10:43 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十轮廓算术平均偏差的 图1轮廓算术平均偏差 定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数;Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。 (l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度符号及意义 (1)
表面粗糙度符号及意义表面粗糙度高度参数的标注 符号意义及说明 R a R z、R y 代号意义 代号 意义 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 用任何方法 获得的表面粗 糙度,R a的上限 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值 为3.2μm 用去除材料 方法获得的表 面粗糙度,R a 的上限值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R z的上 限值为200μm 基本符号加一 短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 用不去除材 料方法获得的 表面粗糙度,R a 的上限值为3.2 μm 用去除材料方 法获得的表面粗 糙度,R z的上限 值为3.2μm,下 限值为1.6μm 基本符号加一 小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) 用去除材料 方法获得的表 面粗糖度,R a 的上限值为3.2 μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限 值为3.2μm,R y 的上限值为12.5 μm 用任何方法 获得的表面粗 糙度,R a的最大 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的最大值 为3.2μm 在上述三个符 号的长边上均可加一横线,用于标注有关参数和说明 用去除材料 方法获得的表 面粗糙度,R a 的最大值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R y的最 大值为200μm
表面粗糙度符号及数值说明[1]
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry 3、轮廓不平度十点高度Rz
标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。 2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规
粗糙度 符 及其表示方法
表面粗糙度符号、代号及其注法 本标准等效采用国际标准ISO1302—1992《技术制图——标注表面特征的方法》。 1主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2引用标准 GB1031表面粗糙度参数及其数值 GB/T13911金属镀覆和化学处理表示方法 GB3505表面粗糙度术语表面及其参数 GB4054涂料涂覆标记 GB10610触针式仪器测量表面粗糙度的规则和方法 GB12472木制件表面粗糙度参数及其数值 3表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法 或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关 说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、 钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、 锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度 要求 3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应 在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面 粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。 表2
表面粗糙度符号及意义
1、表面粗糙度符号及意义 符号 意义 表面粗糙度参数和各项规定注写的位置 基本符号,单独使用这符 号是没有意义的 α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm ); d ——加工纹理方向符号; e ——加工余量(mm ); f ——粗糙度间距参数值(mm )或轮廊支承长度率 基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等 基本符号加一小圆,表示表面粗糙度是用不去除材 料的方法获得。例如:铸、锻、冲压变形、热轧、冷 轧、粉末冶金等 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小 圆,表示所有表面具有相同的表面粗糙度要求。 2、表面粗糙度高度参数的标注 R a 值 R z ,R y 值 代号 意义 代号 意义 用任何方法获得的表面,R a 的最大允许值为3.2μm 用任何方法获得的表面,R Y 的最大允许值为3.2μm 用去除材料获得的表面, R a 的最大允许值为3.2μm 用不去除材料方法获得的表面,R z 的最大允许值为 200μm 用不去除材料获得的表面,R a 的最大允许值为 3.2μm 用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值 (R amin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为 12.5μm 3、表面粗糙度符号的画法
表面粗糙度及表面粗糙度的标注方法
一.表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得 表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求 二.表面粗糙度的代号 1. d' =h/10;H=1.4h;h为字体高度 a1、a2--粗糙度高度参数的允许值(mm); b加工方法、镀涂或其他表面处理; c取样长度(mm); d加工纹理方向符号; e加工余量(mm); f粗糙度间距参数值(mm)或轮廊支承长度率。 2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3.加工纹理方向: = 纹理平行于标注符号的视图的投影面 ⊥纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例 1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 2 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 3 带有横线的表面粗糙度应按右图方式标注
表面粗糙度符号
表面粗糙度符号、代号及其注法表面粗糙度标注规定极限与配合 配合标准公差配合制形状和位置公差 3.表面粗糙度标注规定 表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。符号的尖端必须从材料外指向表面。在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。当地位狭小或不便标注时,代(符)号可以引出标注。 4.表面粗糙度在图样上的标注方法(GB/T 131— 1993) 表面粗糙度在图样上的标注方法见表9-3。 表9-3表面粗糙度在图样上的注法 方向必须与尺寸 数字的方向一致 多的一种代 号可以统一标注 糙度注法 在图样右上角 并加注“其余” 两字,且应比图 形上其他代(符) 号大 面具有相同的粗 糙度时 ( 的右上角统一标 注 一般的代号大
面及重复要素 (孔、槽、齿等)的表面粗糙度只标注一次不连续的表面粗糙度标注一次 9.5.1 表面粗糙度符号、代号及其注法 加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。 零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。 1.表面粗糙度参数的概念及其数值 零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R a)和轮廓最大高度(R z)。使用时宜优先选用R a。 2.表面粗糙度代号标注 GB/T 131—1993规定了表面粗糙度的符号、代号及其注法。表面粗糙度符号(、、)上注写所要求的表面特征参数后,即构成表面粗糙度代号。特征参数R a的表面粗糙度代号标注见表9-1。 表9-1轮廓算术平均偏差Ra值的代号标注 用任何方法获得的表面粗糙度,用任何方法获得的表面粗糙度,
机械制图表面粗糙度符号1
机械制图表面粗糙度符号、代号及其注法 浏览22742发布时间10/09/11表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参 数值或有关说明(例如:表面处理、局部热处理状况等)时,仅
适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
机械制图_表面粗糙度符号分析
表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准 1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1
3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。 表2 3.6表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米)的标注见表3,参数值前需标注出相应的参数代号。 表3 3.7取样长度应标注在符号长边的横线下面,见图1。
表面粗糙度定义
表面粗糙度100个问与答 1.什么称为表面粗糙度? 答:表面粗糙度是指零件加工表面上具有的由较小间距和峰谷所组成的微观几何形状特征。它是一种微观几何形状误差。 2.表面粗糙度如何产生? 答:零件经切削加工或其他方法所形成的表面,由于加工中的材料塑性变形、机械振动、摩擦等原因,总是存在着几何形状误差。 3.表面粗糙度对零件有什么影响? 答:表面粗糙度对零件的摩擦和磨损、疲劳强度、抗腐蚀性及零件间的配合性质等都有重要的影响。 4.目前我国的“表面粗糙度”国家标准主要有哪些? 答:GB/T 3505 2000 表面粗糙度术语表面及其参数; GB/T 1031-1995 表面粗糙度参数及其数值; GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法。 5.什么称为实际轮廓? 答:是平面与实际表面相交所得的轮廓线。按照相截方向的不同,它又可分为横向实际轮廓和纵向实际轮廓。在评定和测量表面粗糙度时,除特殊指明,通常均按横向实际轮廓,即与加工纹理方向垂直的截面上的轮廓。 6.什么称为取样长度? 答:用于判别具有表面粗糙度特征的一段基准线长度。表面越粗糙,取样长度就应越大。规定取样长度是为了限制和减弱其他几何形状误差对表面粗糙度测量结果的影响。在取样长度范围内,一般包括5个以上的轮廓峰与轮廓谷。取样长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。 7.什么称为评定长度? 答:是用以评定轮廓所必需的一段长度,可包括一个或几个取样长度。由于零件表面加工存在不均匀性,为了充分合理地反映被测表面的粗糙度特征,需要用几个取样长度来评定。评定长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。 8.什么称为基准线? 答:评定表面粗糙度参数数值大小的一条参考线称为基准线。基准线有两种:轮廓最小二乘中线和轮廓算术平均中线。 9.什么称为轮廓最小二乘中线? 答:轮廓的最小二乘中线是在取样长度内,使轮廓上各点轮廓偏距的平方和为最小的线。10.什么称为轮廓算术平均中线? 答:轮廓的算术平均中线是在取样长度内,划分实际轮廓为上、下两部分,且使上、下面积相等的线。 11.基本评定参数为哪些? 答:三项高度参数为基本评定参数,即轮廓算术平均偏差(R a)、微观不平度十点高度(R z)和轮廓最大高度(R y);另三项为附加评定参数,即轮廓微观不平度的平均间距(S m)、轮廓单峰平均间距(S)和轮廓支承长度率(t P)。 12.什么称为轮廓算术平均偏差(Ra)? 答:在取样长度内,被测轮廓上各点至轮廓中线距离绝对值的算术平均值,R a值越大,则表面越粗糙。R a能客观地反映被测轮廓的几何特性。R a值可用电动轮廓仪直接测量,但不够直观。13.什么称为微观不平度十点高度(Rz)? 答:在取样长度内,5个最大的轮廓峰高的平均值与5个最大谷深的平均值之和。R z数值越大,表
粗糙度符号及意义
1、表面粗糙度的概念 零件加工时,由于刀具在零件表面上留下的刀痕及切削时金属表面的塑性变形等影响,使零件存在着间距较小的轮廓峰谷。这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。 表面粗糙度是衡量零件质量的标志之一,它对零件的配合、耐磨性、抗腐蚀性、密封性和外观都有影响。因此,零件表面的粗糙度的要求与使用要求、加工方法、加工成本紧密相关,因此,在满足使用要求的前提下,合理选用表面粗糙度参数。 2、表面粗糙度的参数 目前,在生产中评定零件表面质量的主要参数是使用轮廓算术平均偏差Ra。它是在取样长度l(用于判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距y(表面轮廓上的点至基准线的距离)绝对值的算术平均值。 Ra的取值及取样长度见表1。 表1 Ra及l, ln选用值 有时,还使用Rz(微观不平度十点高度)和Ry(轮廓最大高度)。 3、表面粗糙度的标注方法 (1)表面粗糙度代号 图样上表示零件表面的粗糙度符号的画法如图1所示。 图1 表面粗糙度符号的比例 图样上表示零件表面粗糙度的符号如表2。
表2 表面粗糙度符号 (2)表面粗糙度代号的标注方法 代号和参数的注写方向如图2所示。当零件大部分表面具有相同的表面粗糙度时,对其中使用最多的一种符号、代号可统一标注在图样的右上角,并加注“其余”两字,统一标注的代号及文字高度,应是图形上其它表面所注代号和文字的1.4倍。 图2 表面粗糙度代号的基本标注方法 不同位置表面代号的注法,符号的尖端必须从材料外指向表面,代号中数字的方向与尺寸数字方向一致,如图3所示。 图3 不同位置表面上表面粗糙度代号的标注
各种粗糙度符号含义
各种粗糙度符号含义 各种粗糙度符号含义 参数输出测量标准 算术平均粗糙度 Ra Ra R A DIN EN ISO 4287 : 1998 ISO 4287 : 1997 JIS B 0601 : 1994 均方根粗糙度 Rq Rq RQ DIN EN ISO 4287 : 1998 ISO 4287 : 1997 JIS B 0601 : 2001 平均峰谷深度 Rz (依据 ISO 标准)或 Ry Rz RZ DIN EN ISO 4287 : 1998 (依据 JIS 标准) Ry ( JIS ISO 4287 : 1997 相当于 Rz JIS B 0601 : 2001 Rz ( JIS 轮廓的平均高度 Rz RZJ JIS B 0601 : 2001 (以前为: ISO 4287/1 : 1984 ) 最大粗糙度深度 Rmax Rmax RM DIN 4768 : 1990 A X 平均轮廓波峰高度 Rp Rp R P DIN EN ISO 4287 : 1998 ISO 4287 : 1997 Rp ( ASME 最大轮廓波峰高度 Rp R P ASME B46 平均轮廓波峰高度 Rp Rpm R P ASME B46 ( ASME M 减小的波峰高度 Rpk Rpk R P DIN EN ISO 13565-2 : 1998 K 中心粗糙度深度 Rk Rk RK DIN EN ISO 13565-2 : 1998
减小的波谷深度 Rvk Rvk RVK DIN EN ISO 13565-2 : 1998 粗糙度中心轮廓的最小材料率 Mr1 : Mr1 MR 1 DIN EN ISO 13565- 2 : 1998 将突出的波峰从粗糙度中心轮廓分开的交线的 材料率(单位 % )。 粗糙度中心轮廓的最大材料率 Mr2 : Mr2 MR 2 DIN EN ISO 13565-2 : 1998 将波谷从粗糙度中心轮廓分开的交线的材料比 (单位 % )。 材料填充的轮廓波峰范围 A1 A1 A1 DIN EN ISO 13565-2 : 1998 (单位μm2/mm) 导润剂填充的轮廓波谷范围 A2 A2 A2 DIN EN ISO 13565-2 : 1998 ( 单位μm2/mm 含油量 Vo (单位 mm 3 /cm 2 ) Vo VO R 轮廓的总高度 Rt Rt RT DIN EN ISO 4287 : 1998 算术平均第三峰谷间高度 R3z R3z R 3 DB N 31007 : 1983 Z 波峰数 RPc RPc R PC EN 10049 : 2005 (取决于交线 C1 和 C2 ): ASME B46 每厘米(或每英寸)超出上交线 C1 和小于下 交线 C2 的轮廓的数目(见 RSm )。 材料率 Rmr Rmr RMR DIN EN ISO 4287 : 1998 tp ( JIS , (取决于参考线 CREF 和交线 C ; ISO 4287 : 1997 ASME 相当于 Rmr 3 个单值可选) JIS B 0601 : 2001 轮廓的平均宽度 RSm RSm RSM DIN EN ISO 4287 : 1998 (以前:槽间距) ISO 4287 : 1997
表面粗糙度符号及意义
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明 R a R z、R y 代号意义代号意义基本符号,表示 表面可用任何方 法获得。当不加注 粗糙度参数值或 有关说明(例如: 表面处理、局部热 处理状况等)时, 仅适用于简化代 号标注 用任何方法 获得的表面粗 糙度,R a的上限 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的上限值 为3.2μm 用去除材料 方法获得的表 面粗糙度,R a 的上限值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R z的上 限值为200μm 基本符号加一 短划,表示表面是 用去除材料的方 法获得。例如:车、 铣、钻、磨、剪、 切、抛光、腐蚀、 电火花加工、气剖 等 用不去除材 料方法获得的 表面粗糙度,R a 的上限值为3.2 μm 用去除材料方 法获得的表面粗 糙度,R z的上限 值为3.2μm,下 限值为1.6μm 基本符号加一 小圆,表示表面是 用不去除材料的 方法获得。例如: 铸、锻、冲压变形、 热轧、冷轧、粉末 冶金等。或者是用 于保持原供应状 况的表面(包括保 持上道工序的状 况) 用去除材料 方法获得的表 面粗糖度,R a 的上限值为3.2 μm,R a的下限 值为1.6μm 用去除材料方 法获得的表面粗 糙度,R a的上限 值为3.2μm,R y 的上限值为12.5 μm 用任何方法 获得的表面粗 糙度,R a的最大 值为3.2μm 用任何方法获 得的表面粗糙 度,R y的最大值 为3.2μm 在上述三个符 号的长边上均可 加一横线,用于标 注有关参数和说 明 用去除材料 方法获得的表 面粗糙度,R a 的最大值为3.2 μm 用不去除材料 方法获得的表面 粗糙度,R y的最 大值为200μm
表面粗糙度的符号和定义
1、表面粗糙度符号及意义 符 号 意 义 表面粗糙度参数和 各项规定注写的位置 基本符号,单独使用这符号是没有意义的。 α1、α2--粗糙度高度参数 的允许值(μm); b 加工方法、镀涂或其 他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm); f 粗糙度间距参数值(mm) 或轮廊支承长度率。 基本符号上加一短划,表示表面粗糙度是用去 除材料方法获得。例如:车、铣、钻、磨、剪切、 抛光、腐蚀、电火花加工等。 基本符号加一小圆,表示表面粗糙度用不去除 材料的方法获得。例如铸、锻、冲压变形、热轧、 冷轧、粉末冶金等,或者是用于保持原供应状况的 表面(包括保持上道工序的状况)。 以上三个符号的长边可加一横线,用于标注参 数;在长边与横线间可加一小圆,表示所有表面具 有相同的表面粗糙度要求。 2、表面粗糙度高度参数的标注 R a 值 R z 、R y 值 代号 意 义 代号 意 义 用任何方法获得的表面,R a 的最大允许值为3.2μm 。 用任何方法获得的表面,R y 的最大允许值为3.2μm 。 用去除材料获得的表面,R a 的最大允许值为3.2μm 。 用不去除材料方法获得的表面,R z 的最大允许值为200μm 。 用不去除材料获得的表面,R a 的最大允许值为3.2μm 。 用去除材料方法获得的表面,R z 的最大允许值为3.2μm ,最小值为1.6μm 。 用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,最小的允许值为1.6μm 。 用去除材料方法获得的表面,R y 的最大允许值为3.2μm ,R y 的最大允许值为12.5μm 。 3、表面粗糙度符号的画法 d ' =h /10;H=1.4h ;h 为字体高度。
表面粗糙度符号
表面粗糙度符号、代号及其注法 标准等效采用ISO1302——1992。 表面粗糙度原称表面光洁度,是指加工表面上所具有的较小间距和峰谷所组成的微观几何形状特性,一般由加工方法和其它因素形成。属于几何精度的表面结构范畴。通俗地讲,就是指零件表面经加工后遗留的痕迹,在微小的区间内形成的高低不平的程度(也可以说成为粗糙的程度)用数值表现出来,作为评价表面状况的一个依据。它是研究和评定零件表面粗糙状况的一项质量指标,是在一个限定的区域内排除了表面形状和波纹度误差的零件表面的微观不规则状况。 零件在参与工作时,其表面的不规则状况直接影响了表面的耐磨性、耐腐蚀性、疲劳强度;也影响了两表面间的接触刚度、密封性;还影响流体运动阻力的大小、导电、导热等性能。因此,各国十分注意表面粗糙度这门学科的发展。前苏联、德国和法国等国家成立了专门的研究机构,从事研究表面粗糙度对产品质量的影响,并在改进表面特征状况等方面取得了显著的成果。 表面粗糙度的标准化工作是从三十年代开始发展起来的,和形位公差一样,也是首先从解决图样标注的统一开始的。前联邦德国标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方面的标准。这个标准只规定表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,不需要加工的表面用符号∽表示。由于没有参数标准,因此各个符号均无既定的数值,而是凭目测加以区分。 最早制订表面粗糙度参数标准的是美国,它于1940年发布了美国标准ASAB46.1—1940 《表面粗糙度、波纹度和加工纹理》,1947年又修订为ASAB46.1—1947。标准采用中线制,在高度方向并列四个参数,并规定了数值系列。美国的现行标准是ANSIB 46.1—1978,与英国、加拿大标准一致。标准中规定了个各种参数及定义,明确以轮廓算术平均偏差R a为主要参数,其他参数在特殊需要时应用。它的表面粗糙度数值不分等级,采用与符号一起直接标注在图样上的形式表示。 1945年前苏联颁布了国家标准ΓОСТ2789—45《表面光洁度、表面微观几何形状、分级和表示法》。标准采用中线制,只规定了一个参数即轮廓均方根偏差H CK,数值分14级。1951年修订为ΓОСТ2789—51,除H CK外,还增加了微观不平度平均高度H CP。1959年修订的标准ΓОСТ2789—59用轮廓算术平均偏差R a代替H CK,用微观不平度十点高度R z代替H CP。1973年又对原标准进行了修订,除原规定的轮廓算术平均偏差R a和微观不平度十点高度R z外,又增加了四个参数:轮廓最大高度R max、不平度的平均间距S m、不平度峰顶平均间距S和轮廓的支承长度率t p。该标准规定了数值系列,取消了原来分为14级数值分级的规定。由于前苏联是ISOTC 57/ SCI的秘书国,因此1973年的标准与ISO468是一致的。 1950年英国颁布了国家标准BS 1134—1950《表面特征的评定》,采用中线制,规定了参数用轮廓度的中心线平均值CLA来评定。 日本于1955年颁布了国家标准JISBO 601—1955《表面粗糙度》。 随着国际标准的修订,德国、英国、法国和日本都修订了本国的标准,使其尽量与国际标准相一致。 我国的表面粗糙度标准的制订工作是从五十年代初开始的。1951年颁布的中华人民标准620.040—13《工程制图表面记号及处理说明》中规定了表面光洁度符号为:毛面∽;普通光面▽、▽▽、▽▽▽;高级光面▽▽▽▽(加工方法)。1956年发布的第一机械工业部部颁标准机40—56《表面光洁度代号和表面处理与热处理说明的注法》和机50—56《表面光洁度等级及代号》中规定光洁度分为14级,即▽1—3、▽▽4—6、▽▽▽7—9、▽▽▽▽10—14,对光洁度无特殊要求的表面注∽。标准中规定了以微量不平度的平均平方根的偏差(H CK)或微量不平度的平均高度(H CP)为评定表面光洁度的参数,并规定了H CK、H CP的数值,这与前苏联标准ΓОСТ2789—51完全一致。1959年将该标准修订为国家标准即GB130—59《机械制图表面光洁度和不涂层的代号及热处理、表面处理和涂层说明的注法》,其中表面光洁度的代号和注法与机50—56标准相同。1960年发布了第一机械工业部标准JB 178—60《表面光洁度等级及代号》,与机50—56标准相比较,仅将代号改为汉语拼音字母。到了1968年发布的国家标准GB1031—68《表面光洁度》与ISO的建议标准ISO / R 468基本一致,将评定参数改为R a和R z。 1964年开始了对1959年国家制图标准的修订,于1970年发布为试行标准GB/T131—1970《机械制图表