汽车发动机曲轴修理技术条件
汽车发动机曲轴修理技术条件
本标准适用于往复活塞式汽车发动机曲轴的修理。经过修理的曲轴应符合本标准的要求。
1 技术要求
1.1 曲轴修复前应进行探伤检查,不得有裂纹。但轴颈上沿油孔四周有长度不超过5mm的短浅裂纹或有未延伸到轴颈圆角和油孔处的纵向裂纹(轴颈长度小于或等于40mm,裂纹长度不超过10mm;轴颈长度大于40mm,裂纹长度不超过15mm)时,仍允许修复。
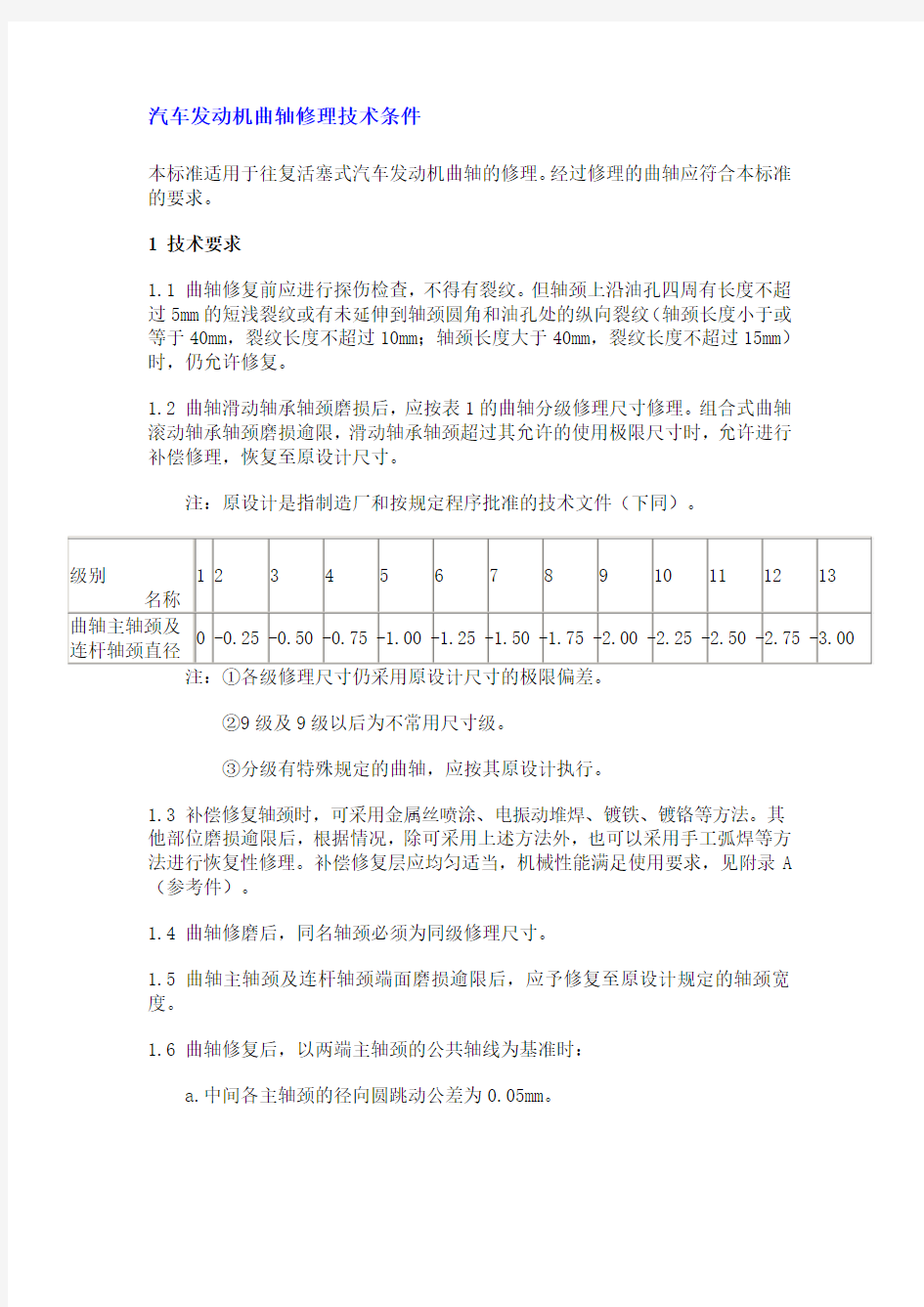
1.2 曲轴滑动轴承轴颈磨损后,应按表1的曲轴分级修理尺寸修理。组合式曲轴滚动轴承轴颈磨损逾限,滑动轴承轴颈超过其允许的使用极限尺寸时,允许进行补偿修理,恢复至原设计尺寸。
注:原设计是指制造厂和按规定程序批准的技术文件(下同)。
②9级及9级以后为不常用尺寸级。
③分级有特殊规定的曲轴,应按其原设计执行。
1.3 补偿修复轴颈时,可采用金属丝喷涂、电振动堆焊、镀铁、镀铬等方法。其他部位磨损逾限后,根据情况,除可采用上述方法外,也可以采用手工弧焊等方法进行恢复性修理。补偿修复层应均匀适当,机械性能满足使用要求,见附录A (参考件)。
1.4 曲轴修磨后,同名轴颈必须为同级修理尺寸。
1.5 曲轴主轴颈及连杆轴颈端面磨损逾限后,应予修复至原设计规定的轴颈宽度。
1.6 曲轴修复后,以两端主轴颈的公共轴线为基准时:
a.中间各主轴颈的径向圆跳动公差为0.05mm。
b.各连杆轴颈轴线对主轴颈轴线的平行度公差:整体式曲轴为Φ0.0lmm,组合式曲轴为Φ0.03mm。
c.与止推轴颈及正时齿轮配合端面的端面圆跳动公差为0.05mm。
d.飞轮突缘的径向圆跳动公差为0.04mm;外端面的端面圆跳动公差为
0.06mm。
e.皮带轮的轴颈径向圆跳动公差为0.05mm。
f.正时齿轮的轴颈径向圆跳动公差为0.03mm。
g.变速器第一轴轴承承孔的径向圆跳动公差为0.06mm。
1.7 各主轴颈及连杆轴颈的圆柱度公差为0.005mm。
h.油封轴颈的径向圆跳动公差,采用回油槽防漏的为0.l0mm,采用油封圈防漏的为0.05mm。
1.8 连杆轴颈的回转半径应符合原设计规定的基本尺寸,整体式曲轴的极限偏差为±0.15mm,但同一曲轴各回转半径差不得超过0.20mm,组合式曲轴的极限偏差应符合原设计要求。
1.9 以装正时齿轮的键槽中心平面为基准,连杆轴颈的分配角度偏差为±30ˊ。
1.10 起动瓜螺孔螺纹损伤不得多于2牙。
1.11 主轴颈及连杆轴颈表面光洁度应不低于V8,圆角处表面光洁度不低于▽7。
1.12 主轴颈和连杆轴颈两端的圆角半径应符合原设计规定。但采用金属丝喷涂和电镀修复的曲轴,修竣后的圆角半径允许适当减小。
1.13 组合式曲轴必须按原位装配,装合后各滚动轴承轴颈同轴度公差应符合原设计规定。
1.14 曲轴油道应清洁畅通。油孔应有倒角。
1.15 修复后的曲轴不得有焊渣、毛刺、金属飞溅等杂物,加工表面不得有肉眼可见的刻痕、黑点、碰伤、凹陷、发痕、孔眼及其他缺陷。但用电振动堆焊修复的曲轴表面允许有细微的龟纹。
1.16 曲轴须进行平衡试验,其不平衡量应符合原设计规定。
1.17 本标准未规定的其他技术要求,应符合原设计规定。
汽车发动机曲轴材料的选择及工艺的设计说明
专业课程设计任务书 学生:班级: 设计题目:汽车发动机曲轴材料的选择及工艺设计 设计容: 1、根据零件工作原理,服役条件,提出机械性能要求和技术要求。 2、选材,并分析选材依据。 3、制订零件加工工艺路线,分析各热加工工序的作用。 4、制订热处理工艺卡,画出热处理工艺曲线,对各种热处理工艺进行分 析,并分析所得到的组织,说明组织及性能的检测方法与使用的仪器设备。 5、分析热处理过程中可能产生的缺陷及补救措施。 6、分析零件在使用过程中可能出现的失效方式及修复措施。
目录 0 前言 (1) 1 汽车发动机曲轴的工作条件及性能要求 (2) 1.1 汽车发动机曲轴的工作条件 (3) 1.2 汽车发动机曲轴的性能要求及技术要求 (3) 2 汽车发动机曲轴的材料选择及分析 (4) 2.1 零件材料选择的基本原则 (4) 2.2 曲轴常用材料简介 (5) 2.3 汽车发动机曲轴材料的确定 (5) 3 曲轴的加工工艺路线及热处理工艺的制定 (6) 3.1 35CrMo曲轴热处理要求 (6) 3.2 汽车曲轴的热处理工艺的制定 (6) 3.2.1 调质处理 (7) 3.2.2 去应力退火 (8) 3.2.3 圆角高频淬火和低温回
火 (9) 4 曲轴热处理过程中可能产生的缺陷及预防措施 (11) 4.1 校直过程引起材料原始裂纹 (11) 4.2 曲轴圆角淬火不当引起裂纹源 (12) 4.3 淬火畸变与淬火裂纹 (12) 4.4 淬火导致氧化、脱碳、过热、过烧 (13) 4.5 淬火硬度不足............................................................. (13) 5 曲轴在使用过程中可能产生的失效形式及分析 (13) 6 课程设计的收获与体会 (14) 7 参考文献……………………………………....................... 15 8 工艺卡................................................................. . (16)
汽车发动机机械系统检修内容简介、
内容简介 本书为任驱动的项目式教材,内容包括认识汽车、发动机的基本知识、曲柄连杆机构的 构造与维修、配气机构的构造与维修、冷却系的构造与维修、润滑系的构造与维修、汽油 机燃料供给系统构造与维修、柴油机燃料供给系统构造与维修、发动机拆装与调试等九个 项目。 本书既可作为高职高专院校汽车检测与维修、汽车运用技术、汽车运用工程等相关专 业使用,也可供本科及相关专业师生作为教辅教材,还可供汽车维修、汽车运输等工程技 术人员自学和作为参考用书。 前言 据了解,“十二五”规划将指出中国汽车产业的发展目标和发展战略,2015年,中国将促进汽车产业与关联产业、城市交通基础设施和环境保护协调发展,从汽车制造大国转向 汽车强国。随着汽车行业的快速发展,我国对汽车专业技能人才需求量不断增大。2010年 我国汽车保有量达到8000万辆,快速增长的汽车保有量为汽车行业人才输送提供了良好的 就业平台,中国汽车行业的发展前景被称为美好的“朝阳行业”。 为适应目前高等职业技术教育的形势,中南大学出版社召集了全国20多所院校的骨干 教师于2010年10月在中南大学组织召开“高职高专汽车类“十二五”规划/精品课程教材”研讨会,确定了本套教材的编写指导思想和编写计划,并于2011年1月在湖南长沙召开本 套教材的主编会,讨论并通过了本套教材的编写大纲。 本套教材紧紧围绕职业工作需求,以就业为导向,以技能训练为中心,以培养高技能 应用型人才为目的。在编写过程中注重知识的前沿性和实用性,旨在探索“教、学、做” 一体化教学模式。 本套教材的特点: 1.教材是目前较先进的任务驱动项目式,适用于高职、技工、成人大专、本科汽车类 学生学习;以项目为引领,任务驱动为载体,按学习目标、案例引入、项目描述、项目内容、项目实施、项目考核、项目小结、复习思考题等要求进行编写。 2.教材突出实用性、新颖性,操作性,注重“项目内容”、“项目实施”、“项目考核”等内容编写,旨在引导学生在“做”中“学”。内容安排采用案例引入的方式,以激发学生的阅读兴趣,符合学生的认知规律。同时也兼顾技能抽考和技术等级考核。 3.教材编排力求图文并茂,通俗易懂,简明实用,由浅入深,深浅适度,便于读者学 习把握。 本书参加编写工作人员有:衡阳技师学院邹龙军、刘敏、邓交岳;湖南科技经贸职院彭 文武;湖北省创业技工学校李禧旺;长沙大学扬兴发;湖南交通职业技术学院马云贵、黄鹏;……………,全书由衡阳技师学院邹龙军担任主编。 限于编者的水平和经验有限,本套教材难免存在着错误和不足,敬请读者给予批评指正。 编者 2011年3月18日
汽车发动机维修教案
柳江区职业技术学校教案 课程名称汽车发动机维修使用教材汽车发动机构造与维修授课教师授课类型课堂讲授 授课班级班级人数 授课时数 4 授课时间 授课课题发动机总论 教学目的与要求掌握发动机的基本组成及组成部分的作用,理解发动机的基本术语 教学重点发动机的基本组成及各组成部分的作用,发动机的基本术语教学难点发动机的基本术语 教学方法讲授法 教具准备多媒体课件 教学过程教师活动学生活动 教学内 发动机组成 1、曲柄连杆机构 曲柄连杆机构由机体组、活塞连杆组、曲轴飞轮组三部分组成。其作 用是将燃料燃烧产生的热能转变为活塞往复运动的机械能,再通过连杆将 活塞的往复运动转变为曲轴的旋转运动而对外输出动力。 2、配气机构 配气机构由气门组及气门传动组组成。其作用是使可燃混合气及时充 入气缸并及时将废气从气缸中排出。 3、燃料供给系统 汽油机燃料供给系统和柴油机燃料供给系统由于使用的燃料和燃烧过 程不同,在结构上有很大差别,而汽油机燃料供给系统根据混合气的形成 方式不同又可分为传统化油器式和电控直喷式两种。其作用是将一定浓度 和数量的可燃混合气(或空气)供入气缸以供燃烧,并将燃烧生成的废气 排出。 4、冷却系统 冷却系统有水冷却系统和风冷却系统两种,现代汽车一般都采用水冷 前两节课学生认真听, 总结,结合实物记忆知 识点,最后两节课进行 考核。
容却系统。其作用是将受热机件的热量散到大气中去,从而保证发动机正常工作 5、润滑系统 润滑系统的作用是将润滑油送至各个摩擦表面,以减轻机件的磨损,并清洗、冷却摩擦表面,延长发动机的使用寿命。 6、起动系统 起动系统的作用是将静止的发动机起动并转入自行运转。7、点火系统点火系统是汽油发动机独有的,按控制方式不同又分为传统点火系和电子控制点火系两种。其作用是按规定时刻向气缸内提供电火花以点燃气缸中的可燃混合气。柴油发动机由于其混合气是自行着火燃烧,故没有点火系。 发动机基本术语 1、上止点TDC 上止点是指活塞顶位于其运动的顶部时的位置,即活塞的最高位置。 2、下止点BDC 下止点是指活塞顶位于其运动的底部时的位置,即活塞的最低位置。
汽车发动机曲轴材料的选择及工艺设计
专业课程设计任务书 学生姓名:班级: 设计题目:汽车发动机曲轴材料的选择及工艺设计 设计内容: 1、根据零件工作原理,服役条件,提出机械性能要求和技术要求。 2、选材,并分析选材依据。 3、制订零件加工工艺路线,分析各热加工工序的作用。 4、制订热处理工艺卡,画出热处理工艺曲线,对各种热处理工艺进行分 析,并分析所得到的组织,说明组织及性能的检测方法与使用的仪器设备。 5、分析热处理过程中可能产生的缺陷及补救措施。 6、分析零件在使用过程中可能出现的失效方式及修复措施。
目录 0 前言 (1) 1 汽车发动机曲轴的工作条件及性能要求 (2) 1.1 汽车发动机曲轴的工作条件 (3) 1.2 汽车发动机曲轴的性能要求及技术要求 (3) 2 汽车发动机曲轴的材料选择及分析 (4) 2.1 零件材料选择的基本原则 (4) 2.2 曲轴常用材料简介 (5) 2.3 汽车发动机曲轴材料的确定 (5) 3 曲轴的加工工艺路线及热处理工艺的制定 (6) 3.1 35CrMo曲轴热处理要求 (6) 3.2 汽车曲轴的热处理工艺的制定 (6) 3.2.1 调质处理 (7) 3.2.2 去应力退火 (8) 3.2.3 圆角高频淬火和低温回火 (9) 4 曲轴热处理过程中可能产生的缺陷及预防措施 (11) 4.1 校直过程引起材料原始裂纹 (11) 4.2 曲轴圆角淬火不当引起裂纹源 (12) 4.3 淬火畸变与淬火裂纹 (12) 4.4 淬火导致氧化、脱碳、过热、过烧 (13) 4.5 淬火硬度不足 (13) 5 曲轴在使用过程中可能产生的失效形式及分析 (13) 6 课程设计的收获与体会 (14) 7 参考文献 (15) 8 工艺卡 (16)
汽车发动机曲轴机械加工工艺规程与夹具设计
毕业论文 (科学研究报告) 题目汽车发动机四缸曲轴加工工艺 及夹具设计 院(系)别机电及自动化学院 专业机械工程及自动化 级别2009 学号***** 姓名*** 指导老师*** 副教授 ** 大学教务处 2013年6月
摘要 曲轴是汽车发动机的重要零件。它的作用是把活塞的往复直线运动变成传动轴的旋转运动,将作用在活塞的气体压力变成扭矩,用来驱动工作机械和发动机各辅助系统进行工作。曲轴在工作时承受着不断变化的压力、惯性力和它们的力矩作用,因此要求曲轴具有强度高、刚度大、耐磨性好,轴颈表面加工的尺寸精确,且润滑可靠。 本设计是根据被加工曲轴的技术要求基准先行,先主后次,先粗后精,先面后孔的工艺设计准则。先加工出基准,再用精基准定位加工其它工序。在夹具设计时,选择的是车曲轴连杆轴颈的工序,定位时选择两个V形块和周向定位钉定位,用压板夹紧,并且在夹具上设置合适的偏心距。通过本次设计我查阅了许多书籍和行业资料,了解到行业的发展进程和部分先进技术,扩展了我的专业视野,为将来的学习生活都有着重要的影响。 关键词
ABSTRACT Crankshaft is a very important parts of diesel engine. Ist action is change the to and fro straight-line motion of the piston into rotary motion,and change the gas pressure on the piston into torque, that is used to drive executive body and accessory system of the diesel engine. Crankshaft is withstanding the changing pressure, inertia force and the torque. So the crankshaft mast have high strength, high rigidity, high abrasion resistance and the surface of axle journal must have high precision with well lubricating. This design is on the basis of technical requirement of the crankshaft to design the technological procedure. And then use the fundamental and method of the fixture design to fix the fixture design programme,and complete the structural of the fixture. The main work is: Parts drawing, understand the characteristic of structure and technical requirement; Accroding to the types of manufacturing and the plant conditions of the company we will analyse the structure and craft of the crankshaft; Fix the type and manufacturing method of the roughcast; Fix the processing technic of the crankshft,select device and equipment fix the machining allowance and working procedure size and count the cutting specifications and time allowance.; Fix the Processing technological process card and Machine-finishing operation card; Design the special fixture and plan the assembling drawing and main parts drawing. This design is in order to improve the crankshaft parts production efficiency, and the machining accuracy. Therefore,when drawing up the process we strict accordance with the design criteria that benchmark first,main first then secondary, rough first then essence, surface first ,hole after . First, work out benchmark, again with pure reference positioning processing other processes. In fixture design,I choose the car process of crankshaft connecting rod , When location,I choose two V block and circumferential locating pin to positioning, pressed powder compact, and set up appropriate eccentricity on the jig. Accroding to this design I looked through many books and industry information, understand some of the industry development process and advanced technologies,and also expanded my professional field.It has important influence on my future study and life. KEYWORDS:Machine manufacture Processing craft Crankshaft fixture
汽车发动机维修技术毕业论文
汽车发动机维修技术毕业论文 目录 摘要................................................ 错误!未定义书签。引言. (2) 第一章发动机总成大修 (3) 第一节发动机大修的条件 (3) 1.1.1 现代发动机大修送修标准 (3) 第二节发动机大修工艺 (5) 1.2.1发动机修理工艺流程 (5) 第三节发动机大修前的准备工作 (6) 1.3.1 清洗发动机外部 (6) 1.3.2 发动机从车架上的拆卸 (6) 第四节发动机总成的维修 (8) 1.4.1发动的解体 (8) 1.4.2 发动机部主要零件检查 (11) 第五节发动机大修验收标准 (21) 第二章发动机故障诊断与分析 (22) 第一节发动机故障诊断 (23) 2.1.1 故障成因 (23) 2.1.2 汽车行驶中发动机常见故障 (25) 第二节具体维修案例 (27) 2.2.1 发动机窜烧机油的故障现象 (27) 2.2.3 排除故障的措施和方法 (29) 第三章其他故障分析 (32) 第一节发动机失速故障 (32) 第二节发动机怠速不良故障 (34) 第三节加速不良故障 (37) 第四章检测与维修时的注意事项 (40) 第一节电控发动机维修要点 (40) 第二节电控燃油系统检查要点 (41) 致谢 (42) 参考文献 (43)
引言 随着汽车行业的发展,修车技术也在随着进步。从电子产品在汽车上的应用,到现代汽车诊断设备的使用、互联网在汽车维修资讯上的应用,以及维修管理软件在汽车维修企业发挥的作用等,处处体现现代汽车维修的高科技特征。汽车维修已不再是简单的零件修复,准确无误地诊断出故障所在,是现代汽车维修的最高境界。维修工的技术也在不断进步。但拥有一套理念的发动机大修工艺流程不是每个维修工所能做到的。它代表着精湛的修车技艺和丰富的理论知识。 因此我们不仅要熟悉传统的大修工艺和以零件修复为主的作业容还要精通跨入机电一体化、检测诊断和维修一条龙的汽车发动机维修技术。本文将从传统维修工艺以及现代维修检测两个方面简单的谈一下发动机的维修技术。 所谓的传统诊断,就是不用任何的表、设备,对车辆故障进行人工诊断的方法。在汽车维修中最常用的直接诊断方法有“看、闻、听、问、试”,这些方法在国汽车维修方面积累的经验比较丰富。高级轿车保有量虽正大幅度增加,但部分维修的仪器及检测设备尚不能监测到位,给车辆故障诊断带来很大困难,以至于造成误判。因此,充分利用成熟的维修经验也是非常必要的。虽然汽车发展机电一体化越来越多,汽车维修更多是靠专用的故障诊断仪器,但一些特殊故障仍然需要经验丰富的维修技术人员靠传统维修手段来判断故障,未来的汽车维修人员不仅仅需有外语基础,电脑常识等高科技知识,同时也应具备丰富的传统维修技术。
汽车发动机修理步骤
汽车发动机修理步骤 第一步:为何要做发动机大修? 1、技术原因 1)动力性下降: ①起步、爬坡和超车无力。 ②排气管冒黑烟或蓝烟。 2)机油压力降低:低于原厂标准。 3)气缸压力降低:低于原厂标准的30%。 4)进气歧管真空度降低:怠速时低于57KPa。 5)燃油、机油消耗量增加: 6)热车起动困难:水温60~70℃发动机起动困难 7)异响明显:如活塞敲缸响、大、小瓦响等。 2、非技术原因: 例如:事故原因、经济原因、车主要求等。 第二步:怎样做好大修? 总流程: 接单、检查→吊卸发动机→清洗发动机→解体、检测→ 修理、配件→装配、调试→自检、总检→美容、交车 1、接单、依单检查 1)询问背景:向车主或司机或接车人尽能详细地询问发动机要大修的背景资料。 2)试车检查:起动发动机试车检查。 2、吊卸发动机 1)拆卸附件:线路、管路,发电机、压缩机等。
2)拆卸发动机:用液压吊机或龙门吊将发动机从发动机室吊下来。 3、内、外清洗发动机 1)外部清洗:清洗发动机外表的尘土、油泥等。 2)内部清洗:在解体时进行(详见第四步)。 4、解体、检测和定修 1)解体:讲究解体顺序、善于做记号。 2)检测:边解体、边检测、边记录、边分析。 3)定修:确定哪些零部件要更换,哪些要外协加工,哪些自已可以修理。写出书面的修理方案。 5、配件、外协和修理、 1)请购配件:填报请购单,提供旧件作为样板。 2)外协加工:如镗缸磨轴,镶配气门座圈,修磨气缸体平面等(本厂有机加的自己加工)。 3)自我修理:铰削、研磨气门,攻丝套丝等。 6.装配、调试 1)收件:对修理完工件、外协完工件、采购的配件进行质量检验。检验不合格的不能装配。 2)装配:边装配、边检验、边调试。 3)热磨:2~4小时(有条件的可冷机磨合)。 4)吊装:将发动机安装到发动机室,装好附件,进行相应的调试。 7、自检、总检 1)自检:对竣修的发动机,要按发动机大修竣修检验标准进行自检。如不合格要进行返工,直至合格。 2)总检:只有自检合格方可总检,只有总检合格方可交车。
发动机曲轴磨损[关于发动机曲轴的磨损及修复策略谈]
发动机曲轴磨损[关于发动机曲轴的磨损及修复策略谈] 摘要:曲轴是发动机的重要组成部分,形状复杂、刚性较差,其技术状态会对发动机的正常运转产生较大的影响。因此,日常要注意做好曲轴的维护和保养工作,以尽可能的减少各种损伤,尤其是磨损的出现。本文,笔者即对发动机曲轴的磨损及修复策略进行简要的分析。 关键词:发动机曲轴磨损修复 :TK407 :A :1672-3791(xx)03(c)-0104-02 曲轴是发动机的组成部分之一,可以承接连杆的往复运动,变成循环运动。在发动机工作的过程中,曲轴的各轴颈表面较易出现磨损。一旦磨损修复不及时,极易影响到发动机的正常工作,从而导致安全隐患和经济损失等一系列的问题。因此,对发动机曲轴的磨损成因和特点的分析,以及对修复措施的研究至关重要。 1 发动机曲轴磨损的修复工艺分析 1.1 曲轴磨损修复方法研究
在修复发动机曲轴磨损的时候,可以采取刷镀或者喷涂的方式。但是,刷镀修复一般只应用于修复极小的范围,喷涂修复则大多用来进行大面积修复。但是,这两种修复方法均存在一定的弊端,无法满足较大程度曲轴磨损的修复。因此,我们尝试利用焊条电弧焊来进行修复。焊条电弧焊修复方式的修复层可以和工件基体进行冶金结合,强度较高,在实际修复的厚度方面也不会受到限制。而且,焊接工艺和方法都较为简单。 1.2 修复材料分析 铸铁焊接大多采用焊条电弧热焊和冷焊。综合考虑热焊和冷焊的特点和工艺需要,决定选用球墨铸铁同质焊条。 (1)球墨铸铁。球墨铸铁中含有较多的C,以及S和P等杂质元素。在焊接的过程中,较易在接头出现白口化倾向和淬硬倾向,导致白口组织和淬硬组织等的出现。而且,其中刚还存在Mg,Ca等各种球化剂,焊接条件下很难达到良好的匹配效果,焊接难度较大。 (2)焊接修复材料的选择。①焊芯。选用铸铁同质焊芯(φ3.2 mm),其中含有强石墨化元素,化学成分组成如表l所示。②焊条药皮。在选择球墨铸铁同质焊条药皮到时候,要选用低氢型的药皮,并利用低稀土镁合金球化剂(w(Mg)7.0%,w(Si)40%)进行球化处
中华人民共和国国家标准汽车发动机曲轴修理
中华人民共和国国家标准汽车发动机曲轴修理 UDC 621.431.72-233.004.124GB 3802-83 技术条件 Technical requirements for antomobile enine crankshafts being overhauled 本标准适用于往复活塞式汽车发动机曲轴的修理。经过修理的曲轴应符合本标准的要求 1 技术要求 1.1 曲轴修复前应进行探伤检查,不得有裂纹。但轴颈上沿油孔四周有长度不超过5mm的短浅裂纹或有未延伸到轴颈圆角和油孔处的纵向裂纹(轴颈长度小于或等于40mm,裂纹长度不超过10mm;轴颈长度大于40mm,裂纹长度不超过15mm)时,仍允许修复。 1.2 曲轴滑动轴承轴颈磨损后,应按表1的曲轴分极修理尺寸修理。组合式曲轴滚动轴承轴颈磨损逾限,滑动轴承轴颈超过其允许的使用极限尺寸时,允许进行补偿修理,恢复至原设计尺寸。 注:原设计是指制造厂和按规定程序批准的技术文件(不同)。 表1 曲轴分极修理尺寸mm 注:①各级修理尺寸仍采用原设计尺寸的极限偏差。 ②9级及9级以后为不常用尺寸级。 ③分级有特殊规定的曲轴,应按其原设计执行。 1.3 补偿修复轴颈时,可采用金属丝喷涂、电振动堆焊、镀铁、镀铬等方法。其他部位磨损逾限后,根据情况,除可采用上述方法外,也可以采用手工弧焊等方法进行恢复性修理。补偿修复层应均匀适当,机械性能满足使用要求,见附录A(参考件)。 1.4 曲轴修磨后,同名轴颈必须为同级修理尺寸。 1.5 曲轴主轴颈及连杆轴颈端面磨损逾限后,应予修复至原设计规定的轴颈宽度。 1.6 曲轴修复后,以两端主轴颈的公共轴线为基准时:
汽车发动机技术及检修习题集
汽车发动机技术及检修习题 项目一发动机总体结构认识 一、填空题: 1.汽油发动机由“两大机构”、“五大系统” 组成,它们是、、、、、、。 2、四冲程发动机一个工作循环曲轴转周,活塞在气缸内往复行程次,进、排气门各开闭次。 3、二冲程发动机一个工作循环曲轴转周,活塞在气缸内往复行程次。 4、四冲程发动机的工作循环包括__________、_______________、________________和 ____________________。 5、往复活塞式发动机依靠机构将活塞的运动转变为曲轴的_________________运动。 6、发动机的动力性指标有、等;经济性指标主要是。 7、发动机排量即发动机工作容积,其计算公式为。 8、发动机按所用燃料的种类不同可分为两大类即___________、____________ 二、选择题 1、四冲程汽油机和四冲程柴油机比较,汽油机的压缩比比柴油机的______。 A、大 B、小 C、相等 2、增大压缩比,压缩终了时缸内压力和温度_______。 A、下降 B、不变 C、升高 3、活塞往复_____个行程完成一个工作循环的称为四冲程发动机。 A、四 B、两 C、一 4、四冲程汽油机的进气行程中,进入气缸的是________。 A、纯空气 B、汽油 C、、混合气 5、四冲程发动机的一个工作循环中,曲轴转______,进、排气门各开启____次。 A、7200、一 B、7200、两 C、3600、一 6、四冲程发动机的有效行程是指_______。 A、压缩行程 B、作功行程 C、排气行程 7、燃油消耗率最低的负荷是_______。 A、发动机大负荷时 B、发动机中等负荷时 C、发动机小负荷时 8、活塞每走一个行程,相应于曲轴转角()。 A.180° B.360° C.540° D.720° 9、对于四冲程发动机来说,发动机每完成一个工作循环曲轴旋转()。
10个汽车维修案例(汽车发动机维修难点)
案例1:一辆别克君威轿车行驶里程约为7万公里,该车有时在高速行驶时,故障灯点亮,随后发动机动力性能下降。读故障码,显示为DTC P0131—氧传感器电路电压过低。分析故障: (1)车辆行驶了7万公里,有的电器元件性能开始下降; (2)故障出现高速的时候,高速时发动机所需要的空气、燃油与怠速、原地加速都不同,所以在怠速和原地进行检测意义不大; (3)发动机动力性能下降,又出现氧传感器电压过低的故障码,说明混合气稀; (4)混合气稀包括漏气和缺油,只在高速时漏气的可能性不大,常见漏气影响发动机怠速等工况。 (5)在高速时燃油供给不足的原因包括:喷油器堵塞、汽油滤清器堵塞、燃油泵供油不足。喷油器堵塞和汽油滤清器堵塞偶发的可能性不大,因此故障最大的可能性是燃油泵性能下降,高速供油不足。 因为故障出现机率较小,没有去检查故障状态下燃油压力,直接更换汽油泵,两周后顾客反馈故障确已排除。 节选《汽车发动机维修难点解析》案例2:一辆宝马523Li热车怠速严重抖动。检测存在发动机进气量信号不可靠的故障码,在转速600r/min,空气流量3.12g/s,进气压力31kPa,进气温度38℃,混合气调校值为1.01。从进气压力偏低说明扭矩控制已从气门控制转入节气门控制。空气流量与进气压力基本匹配,说明空气流量计正常。为什么进气量正常,而扭矩不足?发动机工作三要素:“缸压”、“点火能量”、“混合气”。发动机冷车正
常,说明缸压和点火基本正常,从混合气调校值看混合气浓度正常,怀疑燃油质量有问题。更换燃油,故障排除。 提示:如图1-3所示,气门控制系统使用电机控制进气门打开小,伺服电机通过涡轮、偏心轴、中间推杆等改变气门打开的程度。当气门控制系统有故障时,发动机改用节气门控制扭矩。 节选《汽车发动机维修难点解析》案例3:一辆奇瑞轿车出现偶发性故障,偶发的故障现象包括充电指示灯亮,转向助力不明显,空调效果不佳。分析上述故障,发电机、转向助力泵和空调压缩机都是通过皮带带动的。检查皮带及皮带轮无故障后,分析故障原因为曲轴前皮带轮内扭转减振器打滑所致,在扭转减振器做标记再进行试车,停车后检查标记已经错位,证明扭转减振器已损坏。 提示:为了消减曲轴的扭转振动,现在汽车发动机大多在扭振振幅最大的曲轴前端装置扭转减振器,其形状与结构如图1-4所示,在皮带轮和轮毂之间有橡胶件、摩擦环、惯性环等衰减振动。扭转减振器损坏还会造成拆装时正时记号对错,引起发动机无法起动的故障。 节选《汽车发动机维修难点解析》案例4:一辆奥迪A6 1.8T轿车,该车偶尔在点火开关关闭后,车辆不熄火,发动机仍能继续运转。维修人员在测量15号线时,发现有12V电压。如果仅仅得到上面的故障信息,维修人员可能要花较长的时间来查找故障部位。但是维修人员通过问诊知道,当关闭点火开关车辆没有熄火的情况下,如果踩下制动踏板车辆就熄火了。综合
汽车发动机曲轴修理技术条件
汽车发动机曲轴修理技术条件 本标准适用于往复活塞式汽车发动机曲轴的修理。经过修理的曲轴应符合本标准的要求。 1 技术要求 1.1 曲轴修复前应进行探伤检查,不得有裂纹。但轴颈上沿油孔四周有长度不超过5mm的短浅裂纹或有未延伸到轴颈圆角和油孔处的纵向裂纹(轴颈长度小于或等于40mm,裂纹长度不超过10mm;轴颈长度大于40mm,裂纹长度不超过15mm)时,仍允许修复。 1.2 曲轴滑动轴承轴颈磨损后,应按表1的曲轴分级修理尺寸修理。组合式曲轴滚动轴承轴颈磨损逾限,滑动轴承轴颈超过其允许的使用极限尺寸时,允许进行补偿修理,恢复至原设计尺寸。 注:原设计是指制造厂和按规定程序批准的技术文件(下同)。 ②9级及9级以后为不常用尺寸级。 ③分级有特殊规定的曲轴,应按其原设计执行。 1.3 补偿修复轴颈时,可采用金属丝喷涂、电振动堆焊、镀铁、镀铬等方法。其他部位磨损逾限后,根据情况,除可采用上述方法外,也可以采用手工弧焊等方法进行恢复性修理。补偿修复层应均匀适当,机械性能满足使用要求,见附录A (参考件)。 1.4 曲轴修磨后,同名轴颈必须为同级修理尺寸。 1.5 曲轴主轴颈及连杆轴颈端面磨损逾限后,应予修复至原设计规定的轴颈宽度。 1.6 曲轴修复后,以两端主轴颈的公共轴线为基准时: a.中间各主轴颈的径向圆跳动公差为0.05mm。
b.各连杆轴颈轴线对主轴颈轴线的平行度公差:整体式曲轴为Φ0.0lmm,组合式曲轴为Φ0.03mm。 c.与止推轴颈及正时齿轮配合端面的端面圆跳动公差为0.05mm。 d.飞轮突缘的径向圆跳动公差为0.04mm;外端面的端面圆跳动公差为 0.06mm。 e.皮带轮的轴颈径向圆跳动公差为0.05mm。 f.正时齿轮的轴颈径向圆跳动公差为0.03mm。 g.变速器第一轴轴承承孔的径向圆跳动公差为0.06mm。 1.7 各主轴颈及连杆轴颈的圆柱度公差为0.005mm。 h.油封轴颈的径向圆跳动公差,采用回油槽防漏的为0.l0mm,采用油封圈防漏的为0.05mm。 1.8 连杆轴颈的回转半径应符合原设计规定的基本尺寸,整体式曲轴的极限偏差为±0.15mm,但同一曲轴各回转半径差不得超过0.20mm,组合式曲轴的极限偏差应符合原设计要求。 1.9 以装正时齿轮的键槽中心平面为基准,连杆轴颈的分配角度偏差为±30ˊ。 1.10 起动瓜螺孔螺纹损伤不得多于2牙。 1.11 主轴颈及连杆轴颈表面光洁度应不低于V8,圆角处表面光洁度不低于▽7。 1.12 主轴颈和连杆轴颈两端的圆角半径应符合原设计规定。但采用金属丝喷涂和电镀修复的曲轴,修竣后的圆角半径允许适当减小。 1.13 组合式曲轴必须按原位装配,装合后各滚动轴承轴颈同轴度公差应符合原设计规定。 1.14 曲轴油道应清洁畅通。油孔应有倒角。 1.15 修复后的曲轴不得有焊渣、毛刺、金属飞溅等杂物,加工表面不得有肉眼可见的刻痕、黑点、碰伤、凹陷、发痕、孔眼及其他缺陷。但用电振动堆焊修复的曲轴表面允许有细微的龟纹。 1.16 曲轴须进行平衡试验,其不平衡量应符合原设计规定。 1.17 本标准未规定的其他技术要求,应符合原设计规定。
汽车发动机检修习试题库
习题库 汽车发动机检修习题库 一、填空题 1.汽车的工作能力是其、、工作可靠性及安全环保性能的总称。 2.汽车故障是指汽车中的或部分地或完全地丧失了汽车原设计规定功能,使可靠性下降的现象。 3.汽车故障率随时间变化分为三个时期:、 和。 4.汽车故障按造成的后果可分为:、、和致命故障。引起车轮不平衡的主要原因有哪些?引起车轮不平衡的主要原因有哪些? 5.汽车排放污染物主要是指、和。 6.根据GB3799—83《汽车发动机大修竣工技术条件》规定:在用发动机气缸压力不得低于标准值的汽油机各缸压力差应不超过各缸平均压力的。 7.捷达发动机气缸压力正常值为KPa,各缸压力差不大于 KPa 8.汽车故障诊断是指在汽车不解体的情况下,确定汽车的状况,查明及的汽车应用技术。 9.汽车维护分为、、,此外还有季节维护、走合期维护。 10.汽车故障诊断的基本方法有诊断法和诊断法二种。 11.空气流量计或连接线路出现故障时,会使ECU不能精确地控制,造成混合气或,使发动机运转不正常,排放超标。 12.现代汽车冷却液温度传感器基本上是采用热敏电阻。 13.氧传感器的种类有式和。
14.ECU给冷却液温度传感器和进气温度传感器提供电压。 15.氧传感器的输出电压一般在V之间。工作温度在℃ 16.氧传感器损坏,将造成增大、升高。 17.常用的曲轴位置传感器和凸轮轴位置传感器有式、式和光电式三种结构形式。 18.当曲轴位置传感器产生故障时,发动机不能,运转的发动机 将。 19.霍尔式曲轴位置传感器的检测项目有:、和 的检测。 20.电控发动机造成混合器过浓的原因有:、、 工作失常等。 21.进气温度传感器损坏后会出现、等故障。 22.点火时间过早时,手摇发动机,曲轴有现象;加速时有的声响,怠速时间运转不平稳,容易熄火。 23.桑塔纳LX轿车电子点火系统,采用了点火信号传感器。 24.桑塔纳2000GSi型轿车AJR发动机点火系统采用电子控制无分电器电子点火系。当出现故障码00513(发动机转速传感器无信号),发动机将运行中将会故障。 25.尼桑(Nissan)型轿车发动机点火系统属于子控制直接点火系统,每缸设有点火控制器和点火线圈。 26.无反馈信号,ECU停止向喷油器发出喷油指令。 27.在对汽油发动机油电路综合故障进行诊断时常采用、、的诊断原则。 28.电流表指针指示放电5~7A,但不作间歇摆动,说明低压电路。 29.对大众系列轿车电控系统进行故障检测时,使用和 检测仪。
汽车维修技师技术总结
汽车维修技师技术总结(总 7页) 本页仅作为文档页封面,使用时可以删除 This document is for reference only-rar21year.March
技术能力总结 一、本人于年月从分配到,从事汽车驾驶和修理工作,经过三十几年的不断学习和经验的积累,逐渐成长为业务骨干。近几年来为使企业能得到较好发展,我始终在管理上贯彻执行“安全第一、质量第一、信誉第一”以安全求生存、以质量求发展方针。根据现代车辆更新快、配置多、技术含量高的特点,经常在维修第一线,了解摸索各款车型结构共同性、特症性。了解学习新产品、新工艺、新材料,积极参加主管部门、特约维修厂的学习培训考试。为保证维修质量可靠性、安全性,本人还取得了车辆维修总质检员资格证书。现代车辆维修诊断已从过去传统听、摸、看,个人维修经验已相当部份转到现代维修设备的诊断。为提高维修设备的使用率、准确率,本人自已学习和掌握了:动力控制单元检测仪、动力示波仪、自动波箱清洗检测仪、四轮动平衡仪、电喷嘴检测仪、空调灌氨回收检测仪等。利用这些设备大大提高了维修效益及准确率,并根据实际使用情况,定期对这些设备进行技术上升级、保养,以保证这些设备使用可靠性。 二、本人长期工作在厦门市仙岳医院维修厂,在维修市场激烈竟争中、在公司初期的几间工棚,传统的钣手、锤子、台虎钳、氧化乙炔为工具设备发展状大成为今天在厦门市区有一定规模影响、现代维修设备的维修厂。实际上也是伴随着自已从一个基层学徒工到今天在厦门地区有一定知名度维修技术能手。多年来不怕苦、不怕脏、不怕累,刻苦学习、努力钻研,经常为完成客户交给的车辆
维修任务、特别是为解决车辆在维修中的疑难故障,常常是工作到深夜,直到排除故障才感到是一种工作中的解脱及成就感。由于自身这样一种责任感、使命感,多年来主管着公司技术、质量工作。在工作上兢兢业业、对质量是一丝不苟,对带新人徒弟是言传身教、严格要求,多年来自已带的徒弟可以讲是“桃李满天下”不少徒弟现在是市区各维修厂技术骨干,并有不少已成功到外地进行创业。 随着现代车辆使用自动波箱比例越来越多,它的故障也在体现,主要反映在加速比较滞后,常规的用自动波箱清洗机进行不折检清洗重换波箱油,有的有效果有的无效果。如进行更换波箱又过于昂贵,由于自动波箱结构较为复杂,而波箱折检维修、清洗在当地又是一个空白,而过去有折检后维修的结果都不是很理想,一般都是送到福州、广州维修。根据这一现象,本人总结过去折检维修经验,找出规律、反复折检抬上抬下安装路试,花费了不少心血、度过了不少不眠之夜,终于较好地解决这一故障,也得了市场、客户的认可好评。 宝来1.8T轿车01M自动变速箱常见故障及实例分析 案例1 换挡冲击 1.现象:车主讲述,该车在2档换3档时有冲击,并且需要加到3500转以上才能挂上三档
汽车发动机曲轴的热处理工艺
摘要:本文对一般汽车发动机曲轴的各项性能与技术参数进行了分析,制定出相应材料(35CrMo)曲轴的热处理工艺方案,在工艺试验的基础上对方案进行了验证与改进,保证曲轴的各项性能达到要求。 关键词:曲轴热处理工艺35CrMo 调质高频淬火
目录 1.引言 (3) 2.曲轴的服役条件与失效形式 (3) 2.1.服役条件 (3) 2.2.失效形式 (4) 3.技术要求与材料的选择 (5) 3.1 锻钢曲轴热处理的技术要求 (5) 3.2 材料的选择 (5) 3.2.1选材条件 (5) 3.2.2 锻钢曲轴材料的要求 (5) 3.2.3 备选材料的化学成分与力学性能的对比与分析 (5) 3.2.4 材料的确定 (6) 4.加工工序 (6) 5.具体热处理工艺的制定与用材分析 (7) 5.1 35CrMo热处理的技术要求 (7) 5.2 具体工艺与用材分析 (7) 5.2.1 原始材料的组织与性能 (7) 5.2.2调质工艺与用材分析 (8) 5.2.2.1 调制工艺参数的确定 (8) 5.2.2.2 组织性能分析 (8) 5.2.3 去应力退火 (10) 5.2.4表面处理 (10) 5.2.4.1表面热处理工艺 (10) 5.2.4.2 组织性能分析 (11) 6.结论 (12) 7.参考文献 (14) 致 (15)
1.引言 曲轴是汽车发动机的最关键的零部件之一,曲轴的性能在很大程度上影响着汽车发动机的可靠性与寿命。曲轴在发动机中承担着最大的负荷和全部的功率,承担着强大的方向不断变化的弯矩和扭矩,同时承受着长时间的高速运转的磨损,圆角过渡处处于薄弱环节,主轴颈与圆角的过渡处更为严重。因而,需要合适的热处理工艺,以保证其达到所要求的各项性能指标。 图(1).曲轴结构示意图 2.曲轴的服役条件与失效形式 2.1.服役条件 曲轴在发动机中承担着最大的负荷和全部的功率,承担着强大的方向不断变化的弯矩和扭矩,同时承受着长时间的高速运转的磨损,圆角过渡处处于薄弱环节,主轴颈与圆角的过渡处更为严重。因而,需要合适的热处理工艺,以保证其达到所要求的各项性能指标。在曲轴工作的过程中,往复的惯性力和离
汽车发动机检修
汽车发动机检修 1.测量发动机气缸间隙以及活塞环的二个间隙并正确安装 活塞连杆组? 准备工作:塞尺一把,棉纱若干,记录纸张一张。 (1)间隙测量 1)气缸间隙测量:将活塞从气缸上部倒放入气缸中,使其边缘处于活塞位于上止点时 第一道气环所处的位置上,用塞尺在垂直于活塞销的方向测量气缸壁与活塞外圆间的间隙值。 2)活塞环边间隙的测量:将活塞环反向放入环槽内,用塞尺测量活塞环上边缘与环槽 间的间隙; 3)活塞环开口间隙的测量:将活塞环平整放入气缸内活塞位于上止点时第一道气环所 处的位置,用塞尺其开口的间隙。 (2)活塞连杆组的正确安装 1)测量所有间隙,清洁气缸壁及活塞组,并涂以清洁润滑油; 2)注意识别拆卸时的定位记号,各缸不得错乱; 3)将活塞环的开口相互错开120°-180°,并避开做功侧压力方向和活塞销方向; 4)将要安装缸的连杆轴颈转到上止点位置,将活塞顶的安装方向记号朝向规定方向, 将活塞组从气缸上部轻轻推入气缸,并用专用工具将活塞环压入活塞环槽内,用木棒或橡胶棒轻轻推至连杆大端与连杆轴颈相抵,边转动曲轴边在活塞顶持续施加推力,直至到达下止点; 5)用规定力矩,分2-3次上紧连杆大端螺栓。 注意:可以一次安装同方向的二个活塞组。 1、测量曲轴主轴承间隙、连杆轴承间隙? 准备工作:适当量程的外径千分尺一把,内径百分表量具一组,棉纱及测量油若干,合适尺寸的套筒扳手,扭力扳手一把,记录纸张一张。 (1)主轴承间隙的测量:用外径千分尺,测量曲轴主轴颈外径(在轴线方向测量二个截面,每个截面测量相互垂直的的二个方向,取其最小值),用规定力矩上紧主轴承盖后,用内径百分表测量其内径(轴线方向取二个截面,每截面测量相
汽车发动机机械检修试题
发动机部分考试题 姓名分数 一、填空题(每空1分,共20分) 1、往复活塞式点燃发动机一般由、、、 、、和组成。 2、四冲程发动机曲轴转二周,活塞在气缸里往复行程次,进、排气门各开 闭次,气缸里热能转化为机械能一次。 3、汽油机燃料供给系一般由、、、 废气排出装置等装置组成。 4、活塞销与销座及连杆小头的配合有及二种形式。 5、过量空气系数α>1,则此混合气称为混合气;当α<0.4时,混合气 太浓,火焰不能传播,发动机熄火,此α值称为。 6、发动机的冷却方式一般有和两种。 7、现代汽车发动机多采用和相结合的综合润滑方式,以满足 不同零件和部位对润滑强度的要求。 二、选择题(每题1分,共15分) 1、曲轴上的平衡重一般设在。 A、曲轴前端 B、曲轴后端 C、曲柄上 D、都可以 2、顶置式气门的气门间隙的调整部位是在。 A、挺杆上 B、推杆上 C、摇臂上 D、视车型而定 3、四冲程六缸发动机,各同名凸轮之间的相对位置夹角应当是。 A、180° B、120° C、90° D、60° 4、汽油机工作过程中,气缸内温度达最高时在。 A、进气行程 B、压缩 C、做功 D、排气 5、电子燃油供给系统在怠速时燃油压力为 A、250kpa B、300kpa C、350kpa D、无法确定 6、气缸的磨损在圆周方向上形成不规则的椭圆,其长轴在。 A、和曲轴垂直的方向上 B、和曲轴平行的方向 C、和曲轴成45°角的方向上。 D、视发动机而定 7、机油细滤器上设置低压限制阀的作用是。 A、机油泵出油压力高于一定值时,关闭通往细滤器油道 B、机油泵出油压力低于一定值时,关闭通往细滤器油道 C、使进入机油细滤器的机油保证较高压力 D、使进入机油细滤器的机油保持较低压力 8、节温器中使阀门开闭的部件是。 A、阀座 B、石蜡感应体 C、支架 D、弹簧 9、发动机冷却系统中锈蚀物和水垢积存的后果是。 A、发动机温升慢 B、热容量减少 C、发动机过热 D、发动机怠速不稳 10、现在车用汽油机的怠速额定转速比过去有所提高,其目的是。 A、可相应提高发动机的额定转速,增加功率 B、减小燃油消耗量 C、可使发动机加快热起 D、可使怠速时使用较低混合气,减小尾气污染