造纸设备原理

打浆机的原理
一、造纸打浆机的类型及工作原理
1、间歇式打浆机
槽式打浆机
主要由浆槽(包括山形部)、底刀、飞刀辊机升降调压装置、罩盖及洗鼓等组成。适
合于棉、麻等长纤维打半浆。
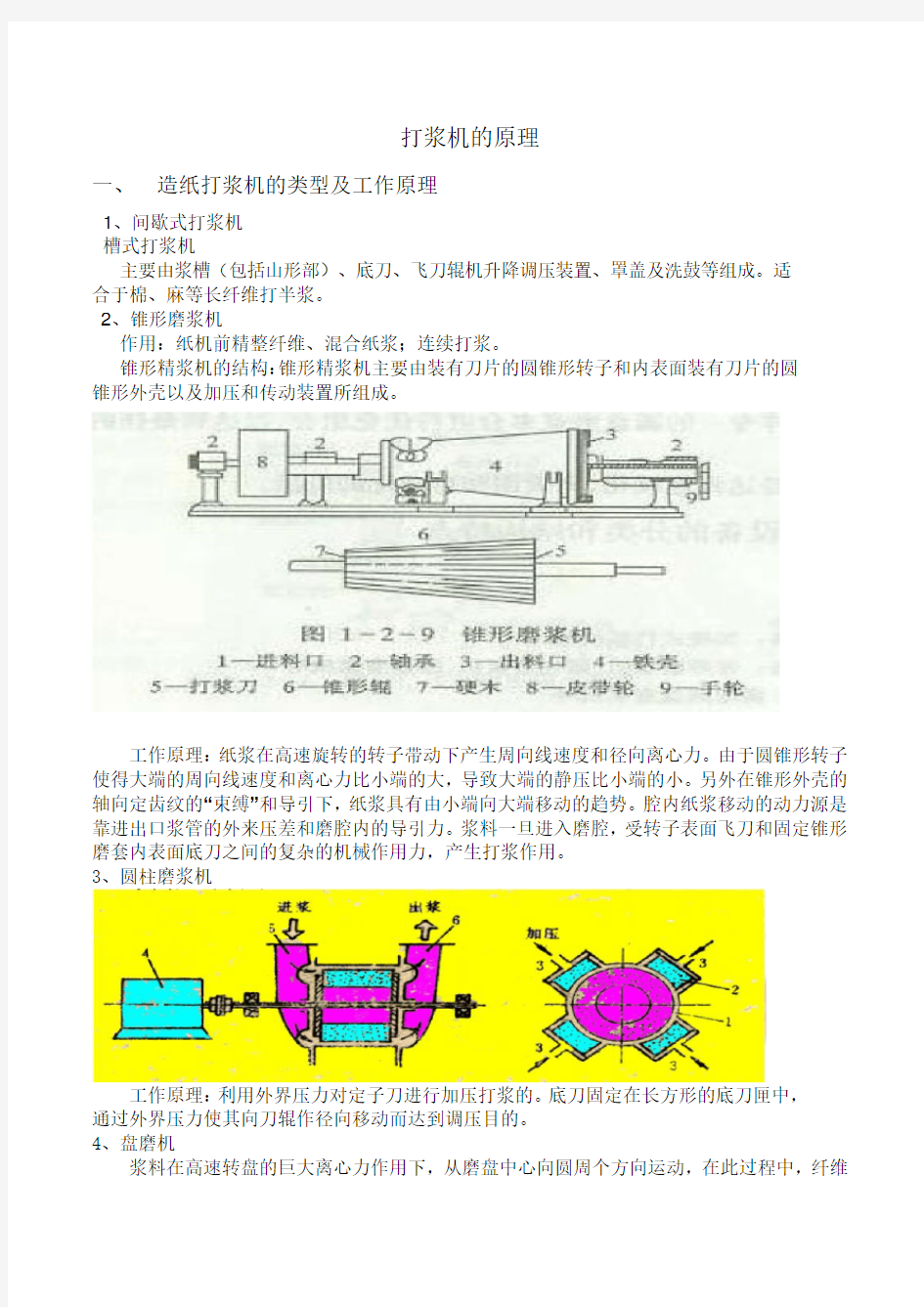
2、锥形磨浆机
作用:纸机前精整纤维、混合纸浆;连续打浆。
锥形精浆机的结构:锥形精浆机主要由装有刀片的圆锥形转子和内表面装有刀片的圆
锥形外壳以及加压和传动装置所组成。
工作原理:纸浆在高速旋转的转子带动下产生周向线速度和径向离心力。由于圆锥形转子使得大端的周向线速度和离心力比小端的大,导致大端的静压比小端的小。另外在锥形外壳的轴向定齿纹的“束缚”和导引下,纸浆具有由小端向大端移动的趋势。腔内纸浆移动的动力源是靠进出口浆管的外来压差和磨腔内的导引力。浆料一旦进入磨腔,受转子表面飞刀和固定锥形磨套内表面底刀之间的复杂的机械作用力,产生打浆作用。
3、圆柱磨浆机
工作原理:利用外界压力对定子刀进行加压打浆的。底刀固定在长方形的底刀匣中,
通过外界压力使其向刀辊作径向移动而达到调压目的。
4、盘磨机
浆料在高速转盘的巨大离心力作用下,从磨盘中心向圆周个方向运动,在此过程中,纤维
受到摩擦力、扭力、剪力、水力及热力等各种作用。因而,纤维的撕裂、分丝、帚化、压溃、弯曲和搓软作用显著,而切断作用较小,特别是高浓磨浆时,以上作用更加明显。
二、低浓打浆、中浓打浆和高浓打浆
1、低浓打浆
打浆浓度对打浆方式和质量有重要的影响。打浆浓度高,进入打浆刀间的纤维层加厚,纤维所承受的压力降低,减少了纤维的切断作用,同时纤维受到强烈地揉搓和挤压作用,分丝帚化好。而且可以提高产量,降低吨浆的动力消耗。打浆浓度低,则相反,纤维切断多。
2、中浓打浆原理
与高浓打浆相似,但对纸张强度的提高效果木浆和草浆不相同。研究发现,草浆中浓打浆效果较好,浓度为12%时效果最佳,打浆的能耗较低,抄片的收缩率较小
3、高浓打浆原理
(1)主要是靠纤维间的相互摩擦、挤压、揉搓、扭曲等作用,使纤维受到打浆作用;
(2)产生大量的摩擦热,使浆料软化,有利于浆料的离解。
三、磨(打)浆设备选型和生产流程设计
1、设备选型
了解设备的特点和生产能力
盘磨机为主:短纤维
2、生产流程设计
盘磨机为主:短纤维
盘磨机+大锥度磨浆机:长纤维
3、系统控制
打浆度自动控制:自动化研究方向、自动功率控制
高速纸机流送系统
来自抄前池的浆料被白水塔白水所稀释,并被泵送到除渣器,除渣一段良浆以一定
压力通过若干喷浆支管送入除气器,进入除气器内的浆料在碰撞、降膜、沸腾等物理作
用下将空气从浆料中分离,并通过真空泵从除气器中排出,除气后的浆料在低脉冲浆泵
输送下进入网前筛,再从网前筛进入纸机流浆箱,实现上网。
来自抄前池的浆料被白水塔白水所稀释,并被泵送到除渣器,除渣一段良浆通过若干喷
浆支管送入除气器,进入除气器内的浆料在碰撞、降膜、沸腾等物理作用下将空气从浆
料中分离,并通过真空泵从除气器中排出,除气后的浆料由低脉冲浆泵输送到网前筛,
经网前筛进入纸机流浆箱,实现上网。该系统能满足浆料泵送、净化、除气和筛选等方
面的所有要求,为纸机流浆箱提供稳定的浆料浓度和压力,使网部脱水和纸页成形得到
改善,纸机运行平稳
筛浆机
纸料筛选的设备有振动平筛、外流式圆筛、压力筛。现在使用最广泛和最为成功的纸料筛选设备是压力筛,即旋翼筛。压力筛又分为单鼓外流式压力筛、单鼓内流式压力筛(一种是旋翼筛鼓之外转动,另一种是旋翼在筛鼓之内转动)和双鼓式压力筛。
一、双鼓式压力筛
双鼓网前压力筛工作时,浆料从网前筛上部切线压力送入。浆料从筛的上部流入到
两个筛鼓之间,在双旋翼转子旋转时产生的离心力和向心力的同时作用下,良浆通过内、
外筛鼓并汇集于筛体下端的良浆管流出;脉冲旋翼在旋转时保持筛鼓的清洁。浆渣受转子
旋转产生的轴向推动力,在向下流送的同时被浓缩并逐步移到排渣口集中排出。
长网织机
压榨部
湿纸页在网部虽然已脱去大量的水分,已经有了一定的强度,但从伏辊处引出来的纸,一般仍然还有80%左右的水分,湿纸页的其哪个度还不够大,如果把正样的湿纸页直接送到烘干部去进行干燥的话,一方面因为湿纸页的强度差,容易断头;同时,湿纸页中这样多的水分,全靠烘缸蒸发干燥,不仅消耗大量的蒸汽,而且这样干燥出来的纸,纸质不够紧密,表面粗糙,强度也低,所以从网部来的湿纸页,需要在压榨部一哟内个机械压榨作用进一步脱水提高干度的同时,增加纸的紧度及翟的请度,改善纸表面性质(如平滑度),然后再送到干燥部进行干燥。
一、压榨部的作用和组成
压榨部的作用:(1)主呀是在网部脱水的基础上,借助于机械压力尽可能多地脱掉湿纸中的水分,便在干燥纸时尽可能减少蒸汽消耗;(2)将网部揭下来的湿纸页,传诵到烘干部去干燥;(3)在压榨水的同时,增加纸页中的纤维结合力,提高纸的紧度和请度,减少纸机的断头损失;(4)消除纸的网痕提高纸面的平滑度和减少纸的两面性。
普通长网机压榨部由一组以上压榨棍组成,通常是2-4组,最后一组,在普通长网纸机多为光泽压榨
二、湿纸页的传递
将湿纸从伏辊处造纸网上揭下来传递到压榨部分,现在有两种方式,即开开放引纸和闭式引纸(包括粘引纸和真空引纸)。纸机和纸板机究竟采用那种引纸方式,主要决定于车速和产品的定量。
1、开式引纸
适用于低速和中速的纸机,压榨部在使用真空伏辊以前,车速都比较低,湿纸从伏辊处引到一压,都靠人工进行操作,但随着真空伏辊的问世,车速的提高,人工引纸已经无法再适应生产需求,于是在真空伏辊中装置压缩空气管,由内向外将网上的引纸吹到一压毛毯上,或者在伏辊和造纸网回头辊中间安装压缩空气喷嘴,从造纸网由内向外将网上的引纸条吹上一压毛毯。
2、闭式引纸
闭式引纸分粘舐引纸和真空引纸
(1)粘舐引纸
这种引纸方法特别适合于中速和生产低定量的纸机(例如自动引纸纸机)。
粘舐引纸方法,是将伏辊上的湿纸贴在引纸毛毯下面进行传递。粘舐引纸的优点是引纸结构简单,产纸网痕较轻,而且引纸毛毯的使用寿命较长。不过粘舐引纸操作运行要求的条件相当严格。粘舐引纸毛毯需要组织结实,编制紧密,毯面平整,并须燎毛。
展舐引纸时,纸和毛毯的含水量都很重要。粘舐引纸毛毯需要组织结实,编织紧密,毯面平整,必须燎毛。
粘舐引纸时,纸和毛毯的含水量都很重要。粘舐引纸是靠着毛毯面上薄薄一层水膜的粘附作用和毛毯转过揭纸辊产生的微弱抽吸作用来传递湿纸的,因此要求毛毯清洁,尤其是在两边要特别干净。
(2)真空引纸
真空引纸适用于一般高速纸机和生产薄型纸的超高速纸机,这样引纸方法靠的是真空作用,它不仅可用于伏辊到一压间的引纸,同时适用于各道压榨间的湿纸传递。
三、压榨的类型与组合
压榨部的组合形式很多,根据每道压榨的压辊数目可分双辊和多辊压榨。如因压榨的功用不同,可分为正压榨、反压榨、光泽压榨、挤水压榨、引纸压榨及其他组合形式的新型双辊压榨等。
四、压榨毛毯
为了实现高线压压榨,除了应当对纸机加压机构、压辊的材料和构造等作用相映地改造之外,压榨毛毯是否能够适应,也是提高线压的一项关键性因素。
1、毛毯的作用
纸机压榨毛毯具有下述几种作用:
(1)吸收从压区湿纸中压榨出来的水;
(2)在压区中支撑着湿纸以防压花;
(3)在压区中,毛毯能将压力均匀地分布在湿纸上;
(4)赋予纸以希望的表面性质;
(5)在真空压辊、沟纹压棍和盲孔压榨中,辊面上有实心部分和眼孔(或沟缝)部分之别,毛毯能均衡实心部分面积和眼孔(或沟缝)部分面积上的压力,从而可以消减纸上出现的“影痕”;
(6)把湿纸从上一道压榨传送到下一道压榨,起到传递湿纸作用;
(7)压榨毛毯起到有当里传送带的作用,由它带动压榨部所有从动辊子转动。
造纸干燥部烘缸一、供热系统
二、烘缸排水控制
三、冷凝水排出装置
压光设备
一般长网纸机在干燥部之后装有一台压光机,用以提高纸的平滑度、光泽度和厚度的均匀性。
一、硬压光机
硬压光位于前干燥和施胶压榨之间,它由一根热辊(顶辊)和一根分区可控SymCDS/HP辊(底辊)组
成,辊壳材料均为冷硬铸铁。在施胶前压榨前设置硬压光的目的主要是对涂布原纸进行预压整饰,改善原纸的表面性能,有助于提高涂布均一性,解决高速涂布时产生的一些运行性能问题,对印刷质量也有好处。如果仅用于表面施胶可不需要预压光。
热辊是通过水加热的,辊壳为冷硬铸铁。轴颈为钢或特殊铸铁,用螺栓安装在辊壳上。轴颈配锥形抛光面和油槽,锥面上安装轴承,油槽用于拆卸轴承。
辊内的热水在靠近辊面的辊壳径向孔内循环排出,循环水通过旋转接头送进和排出。
SymCDS/HP辊是自加载、分区可控、挠曲补偿辊。辊子由固定的中间轴、辊壳、加压靴元件和轴承组件(滑动轴承)组成。辊子的设计使辊轴锁定,保证辊壳运动时压区闭合和加载。分区可控辊的每个加压元件的压力可单独通过计算机控制系统调节控制,获得理想的压区压力分布。为了在整个压区范围内获得最好的整饰作用,在辊子相对的一侧布置有同样的加压元件。
二、超级压光机
超级压光机和前面讲的压光机相似,主要不同的地方是前者辊数较多,线压较大,车速较快,除辊外还有纸辊。
超级压光机的下辊通常是主动辊,通过减速装置与电动机联接。卷纸则由单独的电机传动。高压光机辊数达到12辊时,则多以第三或第五(由上而下计算)为原动辊。
2、影响超级压光的因素
一般超级压光鲧压光与纸的水分、压光线压、压光速度、辊子数目和硬度、辊子温度以及纸的组成有密切的关系。
(1)纸的水分
纸中含有平衡水分。平衡水分的多少,决定于纸的组成、纤维种类、胶料填料用量以及外界空气的相对湿度和温度。如果提高外界空气的相对湿度,纸的水分增加,在相同的相对湿度条件下,含磨木浆和硫酸盐浆的纸,由于有较多的半纤维素,纸的平衡水分最高。填料含量愈多,纸的平衡水分愈低,松香胶料施胶度使纸的水分含量稍有下降。影响程度最大的是纸料打浆度。
增加纸的水分含量,纤维吸纸润胀,因而提高了柔性和塑性,故能增加超级压光的效果,但水分也不易过多,否则在压光时因为压溃了的纤维粘在一起,有变黑和产生透明点的危险,所以纸在超级压光之前应有适当的水分含量。
(2)辊间压力
随着辊间压力的增加,纸辊径向变形加大,因此产生较大的辊间滑动,有利于超级压光作用提高辊间线压,化学浆的纸有下列规律性,随着辊间线压的增加,纸的光泽度和透明性直线增长,平滑度的增加加比光泽度快些,但诚衰减曲线,厚度与透气度下降,而紧度呈衰减曲线增加,机械强度一裂断长和耐折度有多提高,撕裂强度却有下降。
(3)压光辊数
增加压光辊数,加大辊间的线压力,同时也相当于增加纸的压光时间,提高了纸的平滑度和光泽度。
(4)压光速度
适当增加超级压光辊的车速,可以提高纸的平滑度和光泽度。压光速度增加,虽然受压光作用的时间减少了,但因辊子发热关系,取到良好的压光效果。
(5)辊子温度
压光纸辊变形的结果,由于摩擦力所作的功能变为热能,引起纸辊和铁辊温度升高。
(6)纸的组成和纤维原料性质
各种纤维原料原因具有不同的组织结构,纤维长度和细度,化学组成和润胀能力,压光时显出不同的压光效果。一般来说,凡是细薄而润胀能力强的纤维,压光后容易取得紧密的纸
面,换言之,纸的平滑度、光泽度和紧度容易提高。
造纸设备选型
造纸设备选型 Revised at 2 pm on December 25, 2020.
打浆设备 已知 并联列数: n= 串联列数: N= I′= 式中 n 、 N — 1、b 2—原浆及成浆的打浆度,O SR Q —浆料处理量,kg (绝干)/h H —打浆设备的打浆能力,kg·O SR/h K —设备利用系数,一般取 G -纤维通过量 (kg/h ) OptiFiner Pro 磨浆机是一种革命性的新磨浆概念。在这种概念中,一台磨浆机可替 以上均适用于浓度范围在2%~6%。 1、针叶木打浆设备 已知:叩解度要求:叩前14°SR ,叩后28—32 °SR;叩解浓度:4% . 计算: 针叶木浆,纤维较长,需进行适当切断以改善纸页匀度,进行低浓半游离半粘状打 浆,选用 RF-1磨浆机能够满足工艺要求. n=Q/GK=(150*1000*)= 取n=1 设H=30000 h
则每台盘磨机提高打浆度 I’=Hn/Q=30000*1/÷= N=I/I′=(32-14)/= 取N=2 2、阔叶木浆打浆设备 已知:叩前16°SR,叩后32~34°SR,叩解浓度:4% 计算: 选用RF-4盘磨机 n=Q/GK=(500*1000*)= 取n=1 设H=100000 h 则每台盘磨机提高打浆度 I’=Hn/Q=100000*1/÷= N=I/I′=(34-16)/= 取N=3 3、麦草浆打浆设备 已知:叩解度要求:叩前22 O SR,叩后45~48 O SR 计算: 选用RF-4盘磨机 n=Q/GK=(500*1000*= 取n=1 设H=100000 h 则每台盘磨机提高打浆度 I’=Hn/Q=100000*1/÷= N=I/I′=(45-22)/= 取N=3 (1)草浆碎浆机 已知: Q0= C=4% 碎解时间T=10min 计算:Q=*915/(1000*=h V C=QT/60C=*10/(60*=
造纸设备的安装与维修知识点
造纸设备的安装与维修 1、具有上下两个精密加工的平行测量平面的目的:1两平面的距离是一个标准值2研合性 2、平面距离是一个标准值的用途:1测量长度2校准(基准量具) 3、选择量块的方法:末位选取法 4、角度块与长度量块的选用原则:尽可能选用最少的块数,减少测量误差。 5、塞尺用于测量两个接近表面之间的间隙,也可单片使用,也可几片组合。(作用) 6、游标卡尺利用主尺和游标尺刻度之和来测量物体。 7、千分尺的原理:利用螺旋微动原理将测得螺杆的轴向运动转化为微动螺旋的圆周运动来提高测量精度。 8、百分表和千分表的用途:检查零件的几何形状和位置偏差。 9、水平仪的读数方法有:直接读数法、平均值读数法、相对值读数法 10、水平仪两次测量结果可能出现的四种情况; (1)测量时,水平仪两次读数都为零,则说明被测量表面呈水平状态,水平仪误差为零(2)第一次读数为零,第二次不为零,则说明被测表面和水平仪都有误差,并且两者的误差值相等,都等于第二次读数值的一半 (3)两次读数都不为零,而且气泡都向同一个方向偏移,这时被测平面的偏差为两次读数和除以2,而且水平仪误差为两次读数差除以2 (4)两次读数都不为零,但气泡偏移方向相反,这时被测平面的偏差为两次读数差除以2,水平仪本身误差是两次读数和除以2 11、平尺作为测量基准来检验直线度、平面度、平行度 12、水准仪用来测量高程。 13、水准仪测量原理:用带有刻度的标尺测量地面两点之间的高差,由高差和已知点的高程推算出未知点的高程。 14、挠性件有:起重链、麻绳、钢丝绳 15、钢丝绳的规格:6 股数*6 每股钢丝数+1 钢芯数 16、钢丝绳报废判据:一个捻距内有多少钢丝断裂。
造纸机成形装置
造纸机成形装置 1网部的作用: 1成型—获得组织良好的湿纸幅。 2脱水—把已形成的纸幅脱水到一定干度(脱除95%以上的水分)。2网部的特点: 1是纸机最重要的部分,影响着产量和质量; 2是纸机最复杂的部分; 3投资、动力消耗和维修费用高。 3网部的类型:长网成型器、园网成型器、夹网成型器、复合成型器、高浓成型装置和干法成型装置。 第二节长网成型装置 1长网部的组成: 1典型网案:它是由一条无端的成型网套在包括胸辊和真空伏辊的网案上,成型网的工作面由安装在网案上的成形板、沟纹案辊、案辊、脱水板、湿吸箱、真空吸水箱等脱水元件架托,并由装设在网案下的导网辊、校正辊与紧辊等将网紧,由真空伏辊和驱网辊带动回转。 有时为了提高纸页的匀度,或水印要求,在网案上还设有整饰辊。还配有网案台架、白水盘、喷水系统、换网装置等。 2高速纸机网案:不用沟纹案辊、案辊和整饰辊。 3低速纸机网案:为了改善湿纸页的均匀度和减少纸纵横拉力差异,在纸机的网案、胸辊端设置摇振装置,使网案以适当的频率与振幅作
横向水平摆动,促进浆层中纤维相互交错,避免单向顺流排列,从而使纸页成形符合工艺要求。 2胸辊: 2.1作用:一是承托成型网,而是脱水。 2.2要求:胸辊是铜网的换向辊,因此要求胸辊有良好的刚度,并对铜网有较大的曲率半径。 2.3结构:管辊,用无缝钢管或钢板卷成,表面度铜或包硬橡胶。两端热装铸铁闷头和钢制轴头,轴上装有滚动轴承,轴承座应有良好的防水密封装置。胸辊应根据需要进行动平衡或静平衡校验。 2.4清洗:网案紧贴胸辊辊面装有刮刀(刀片用木制或塑料制成),用来刮除粘附在辊面的细纤维,刮刀应沿轴向作一围的往复移动,同时装设喷水管冲洗辊体表面。 2.5机架:安装伏辊的横梁绞支在大梁的断头,可以上下摆动,以适应换网要求。起落装置有齿条式和卷扬机式。 3成形板: 3.1成形板的作用: 1控制脱水:浆料上网后便立刻大量脱水是极不利于纸幅的成形的。它会使纤维竖起来,影响成纸的强度;会造成大量细小纤维漏失,引起纸两面性能不同,还使初期沉积的纤维过紧,影响浆料进一步成形和脱水; 2支撑成型网:有助于消除浆料初上网时的跳动现象,改善纸页的成型。如果没有成形板,甚至会在胸辊处造成铜网下陷,发生网面上的
造纸设备包括哪些及造纸机结构
造纸设备整体大致都是三大部分:制浆设备、造纸设备和复卷(或是切纸)设备。制浆设备又有打浆机、除渣设备、洗浆设备、辅料设备;造纸设备又有网部设备、压榨设备、烘缸设备、压光设备、卷取设备;复卷设备就是复卷机和称重喷字打包设备。 造纸机纸张抄造的联合装备。主要由网、压榨、干燥等部分构成。网部分为圆网和长网两种。压榨部是由压榨辊和造纸毛布等组成。干燥部是由一个或几个烘缸组成。某些长网机还会装备机械压光机,用来提高纸的平滑度和紧度等。造纸机的类型有很多,如制造单面光纸张的单烘缸造纸机(又称杨克式造纸机)、制造一般纸张的长网多烘缸造纸机、制造打字纸和卷烟纸等的薄页造纸机、制造纸板的纸板机等。 根据造纸工艺的需要,造纸机结构的形式多样,一般均由流送、成形、压榨、烘干、整饰、卷取及传动等部件和辅助系统等一些配套设备组成。 成形部 由流浆箱、胸辊、成形网、吸水箱和伏辊等组成。流浆箱布浆器会将流送系统送来的成浆均匀地喷送到成形网上,浆速与网速要相匹配。控制浆速和
控制网速是选用流浆箱箱型的主要因素。全封闭水力式流浆箱是以调节冲浆泵的送浆压力来调整浆速,它适用于高速造纸机;气垫式流浆箱是由调节气垫压力来调速,而开敞式高位流浆箱则是以调整箱内浆位高度来调速,适用于中速造纸机;开敞式隔仓流浆箱则适用于低速造纸机。成形网是无端环状网,在胸辊和伏辊之间,形成一个水平的或是略带倾斜度的平直网面,作为纸浆脱水工作段,习惯称它为网案,因而称为长网。若是将无端成形网置于圆形网笼上,成为弧形的脱水成形的工作段,称为圆网。若用钻有孔眼的钢制网鼓,从轴端抽吸真空,用来加速成形网网面上的纸浆脱水则称为真空圆网或真空成形网。因为这些成形器采用了不同形式的脱水元件,从而使网上的纸浆加速脱水。元件分有静止、转动和两者都有等 3类。静止元件是像脱水板、弧面真空箱等,转动元件如案辊、真空成形辊等。除用单一形式成形器组成长网造纸机、圆网造纸机、夹网造纸机外,还有用多长网、多圆网、多夹网和多种形式长圆网混合式成形器组合的成形部。 压榨部 对成形后的湿纸页用加压的方式进一步脱水。它由辊面硬和软的两个辊子组成,如石辊和胶辊相配组成了一组压榨。压榨部是由同形式或不同形式的
造纸机械设备
造纸机械设备 perfect stuff成浆 stock flow system供浆系统 machine chest成浆池 造纸机供浆系统中在流程上最接近造纸机流浆箱的贮浆池。 stock proportioning配浆 stock proportioning box, stock proportioner配浆箱 把几种原料纸浆和辅料按要求定量配制的复式计量、定比、变量的计量设备和混合装置。rotor type stock proportioner鼓式配浆箱 orifice type stock proportioner孔板式配浆箱 stock consistency controller纸浆浓度控制器 blade type stock consistency controller刀式浓度控制器 flow channel type stock consistency controller斜槽式光学控制器 rotary cup type stock consistency controller旋杯式浓度控制器 rotor type stock consistency controller转子式浓度控制器 conter-balanced resistence tube type stock consistency controller浮动弯管式浓度控制器optical stock consistency controller光学浓度控制器 stock freeness controller游离度控制器 deculator除气器 vortex separator旋涡真空分离器 radially arranged cleaner battery除渣器汇集筒 rosin cooking tank, size cooker松香锅 attenuator脉冲衰减器 在供浆系统中使浆流的压力脉动受到抑制衰减作用的设备,通常设置在最靠近造纸机流浆箱的进口之处。 stock control valve浆量调节阀 控制进入造纸机流浆箱的纸料流量的阀门。 onion valve葱头阀 在结构上借葱头阀芯调节环形流道面积的、用来控制造纸机冲浆泵后纸料流量的一种流量调节阀。 fan pump of paper machine造纸机冲浆泵 stablizing head tank of paper machine; stuff box造纸机高位浆箱 为使进入造纸机冲浆泵或流浆箱的浆流有稳定的压头和流量而设置的,居于一定高称上的溢流浆箱,其开敞表面有除气作用。 approach flow system of paper machine造纸机流送系统 造纸机流浆箱以前的使配制好的纸料有稳定的压头与流量、脱除空气并抑制了压力脉动的纸料流送系统。 flocculation絮聚 deflocculation解絮 floc絮团 fibre network纤维网络 critical consistency of stock flow浆流的临界浓度
造纸设备(精品范文).doc
【最新整理,下载后即可编辑】 第一章备料(木材的去皮,筛选。非木材净化,切断,筛选) 树皮纤维含量低,灰分、杂质多。树皮的存在对制浆过程有不利影响。 ?木料去皮可采用人工去皮、机械去皮和化学去皮等不同的方法。 ?机械剥皮的机械设备类型很多,按其工作原理可分为:摩擦剥皮、刀式剥皮及挤压剥皮。 ?刀式剥皮机剥皮木材损耗率比较高,劳动生产率低,但能有效地剥去大直径原木的结合得比较牢固的树皮。 ?一、圆筒剥皮机 ?圆筒剥皮机是摩擦式剥皮机的一种,它是靠原木在圆筒内相互碰撞摩擦进行去皮的,圆筒剥皮机是当前各国广泛用于木段或原木剥皮的主要设备。 ?圆筒剥皮机的工作原理 ?圆筒剥皮机的传动机构通过齿轮驱动圆筒绕水平轴旋转,筒内木段随着圆筒转动并被提升到一定高度之后跌落下来,使筒内木段之间和木段与提升器、筒壁、刀轴或剥具之间反复产生强烈的碰撞、摩擦等作用,进而原木表面的树皮受到冲击、挤压、剪切而被剥离。 ?连续操作的圆筒剥皮机可分为长原木剥皮机和短原木剥皮机,前者又称为平行式圆筒剥皮机,后者又称为翻滚式剥皮机。连续式短原木剥皮机圆筒的直径应大于原木的长度。 原木在圆筒内作无规则的滚动,从圆筒的一端逐步移向另一端,在相互的碰撞和摩擦中使树皮剥离。 ?优点:去皮效果较好,剥净度可达95%一98%,损失率约1.0%一1.5%,且设备结构简单,管理维修方便,所需操作人员少。 其缺点是设备笨重噪声大,占地面积大,原木两端因碰撞而会造成损伤,易夹带泥沙等杂物而影响纸浆质量。 ?连续式长原木剥皮机所用原木的直径较大,长度较长(接近或超过圆筒的直径),原木在圆筒内沿着筒体轴线方向移动,
同时绕自身轴线滚动。 ?在相同圆筒容积和转速下,长原木剥皮机较短原木剥皮机的生产能力高出30%,且原木两端损伤少,原木的损耗有所降低。 ?圆筒剥皮机的结构: 连续式剥皮机由圆筒体、滚圈及支承、传动装置、水槽和进出料闸板等部分组成。剥皮机的生产能力和原木剥皮的干净程度可以通过改变投料量和出料闸板的高度来调节。 ?圆筒体是剥皮机的主要部件,它的直径根据剥皮的方式(平行式或翻滚式)、原木的长度以及生产能力来决定。对翻滚式圆筒剥皮机,筒体的直径一般不小于2m。筒体的总长度根据生产能力决定,一般为直径的3~3.5倍。 ?在圆筒内壁沿纵向设置数目不等的断面呈尖角或圆弧等形状的钢梁,称为提升器,使原木段随圆筒旋转而提升。提升器可以增加圆筒的强度和刚度,保护筒壁免受原木过大的冲击,还起到剥皮的作用。 ?刀式剥皮机:刀式剥皮机是利用刀辊或刀盘削去原木树皮的一种剥皮机。 ?滚刀式剥皮机的特点是:结构简单,维修方便,操作容易,但劳动生产率比较低,剥皮损失率比较高(一般为3%~4%或更高),劳动强度大。 ?滚刀式剥皮机由翻转机构、刀辊小车和刀辊等组成。 ?盘式木片筛: 具有不会堵塞、单位面积处理物料量大、动力消耗小、分离效果好、结构简单、维修方便、使用寿命较长等优点。 ?盘式木片筛有多根装有圆形或梅花形盘的转轴。轴的中心线在同一倾斜平面内的称为平型盘式筛,轴的中心线所构成的平面成为V型交叉面时称为V型盘式筛。 ?稻草、麦草等原料切断采用刀辊式切草机,芦苇、芒秆等原料切断采用刀盘式苇机。 ?一)辊式除尘机,又称羊角筛,它往往多台串联使用。
造纸设备原理
打浆机的原理 一、造纸打浆机的类型及工作原理 1、间歇式打浆机 槽式打浆机 主要由浆槽(包括山形部)、底刀、飞刀辊机升降调压装置、罩盖及洗鼓等组成。适 合于棉、麻等长纤维打半浆。 2、锥形磨浆机 作用:纸机前精整纤维、混合纸浆;连续打浆。 锥形精浆机的结构:锥形精浆机主要由装有刀片的圆锥形转子和内表面装有刀片的圆 锥形外壳以及加压和传动装置所组成。 工作原理:纸浆在高速旋转的转子带动下产生周向线速度和径向离心力。由于圆锥形转子使得大端的周向线速度和离心力比小端的大,导致大端的静压比小端的小。另外在锥形外壳的轴向定齿纹的“束缚”和导引下,纸浆具有由小端向大端移动的趋势。腔内纸浆移动的动力源是靠进出口浆管的外来压差和磨腔内的导引力。浆料一旦进入磨腔,受转子表面飞刀和固定锥形磨套内表面底刀之间的复杂的机械作用力,产生打浆作用。 3、圆柱磨浆机 工作原理:利用外界压力对定子刀进行加压打浆的。底刀固定在长方形的底刀匣中, 通过外界压力使其向刀辊作径向移动而达到调压目的。 4、盘磨机 浆料在高速转盘的巨大离心力作用下,从磨盘中心向圆周个方向运动,在此过程中,纤维
受到摩擦力、扭力、剪力、水力及热力等各种作用。因而,纤维的撕裂、分丝、帚化、压溃、弯曲和搓软作用显著,而切断作用较小,特别是高浓磨浆时,以上作用更加明显。 二、低浓打浆、中浓打浆和高浓打浆 1、低浓打浆 打浆浓度对打浆方式和质量有重要的影响。打浆浓度高,进入打浆刀间的纤维层加厚,纤维所承受的压力降低,减少了纤维的切断作用,同时纤维受到强烈地揉搓和挤压作用,分丝帚化好。而且可以提高产量,降低吨浆的动力消耗。打浆浓度低,则相反,纤维切断多。 2、中浓打浆原理 与高浓打浆相似,但对纸张强度的提高效果木浆和草浆不相同。研究发现,草浆中浓打浆效果较好,浓度为12%时效果最佳,打浆的能耗较低,抄片的收缩率较小 3、高浓打浆原理 (1)主要是靠纤维间的相互摩擦、挤压、揉搓、扭曲等作用,使纤维受到打浆作用; (2)产生大量的摩擦热,使浆料软化,有利于浆料的离解。 三、磨(打)浆设备选型和生产流程设计 1、设备选型 了解设备的特点和生产能力 盘磨机为主:短纤维 2、生产流程设计 盘磨机为主:短纤维 盘磨机+大锥度磨浆机:长纤维 3、系统控制 打浆度自动控制:自动化研究方向、自动功率控制
造纸设备基础板的安装技术
造纸设备基础板的安装技术 【摘要】造纸行业受其工艺决定设备集群及单体较为庞大,且连续化、自动化程度较高。因此,一旦损坏往往影响巨大,众多企业为尽可能避免重大问题及不可控问题出现而带来的损失,机制设计不断改变和完善,如定检、点检等,很大程度上得到了控制。造纸业在我国正处在飞速发展阶段,每年都有很多造纸机安装项目。本文重点介绍造纸机基础板安装的安装技术。 【关键词】造纸机械;二次灌浆;预埋板;地脚螺栓;基础板 【abstract 】paper industry by its decision process equipment and monomer cluster relatively giant, and continuous and high degree of automation. Therefore, once the damage often affect huge, many enterprise to avoid as far as possible big problems and not controllable problems brought the loss, mechanism design change and improve, such as production, the tally, etc, to a great extent, been under control.. Papermaking industry in our country is in rapid development stage, every year there are many paper machine installation project. This paper mainly introduces the installation of the plates installed base paper machine technology. 【keywords 】papermaking machinery; Secondary grouting; pre-burying board;anchor bolts; Foundation board 1 引言 纸浆造纸业在我国正处在繁荣发展阶段,目前纸浆造纸总产量已经超过日本,正在靠近美国和加拿大。处于使用状态的造纸机有全进口纸机,有国产纸机,也有从国外引进的二手纸机。通过对这些造纸机成功的安装,能够在大型造纸机安装和施工组织方面积累丰富的经验。 2 基础板安装 纸机基础板安装在纸机安装中占有重要地位,一个安装公司如果掌握了纸机基础板安装,基本上就能完成整条纸机生产线的安装。当前纸机基传板以预埋板焊接式安装方法为主。该方法是在纸机基础梁土建施工阶段在基础板地脚螺栓位置设置预埋板,基础板安装时将基础板地脚螺栓焊接在预埋板上。目前在一些中小型纸机及国产浆板机上,基础板安装仍采用预留孔。即基础板地脚螺栓位置在土建施工时预先留出孔位。这种安装比较传统,在现阶段应用中也发展了一些新的施工技术。 2.1预留孔式基础板安装 这种方法纸机基础板一般也是采用的燕尾槽式,但是基础板安装时可不用传统的在基础板上人工预先刻划基础板纵向中心线,而是制作几块铝合金榫板。榫板上刻有基础板燕尾槽中心线和基础板中心线,基础板安装时将基础板扣在基础
造纸设备
第一章备料(木材的去皮,筛选。非木材净化,切断,筛选) 树皮纤维含量低,灰分、杂质多。树皮的存在对制浆过程有不利影响。 ?木料去皮可采用人工去皮、机械去皮和化学去皮等不同的方法。 ?机械剥皮的机械设备类型很多,按其工作原理可分为:摩擦剥皮、刀式剥皮及挤压剥皮。?刀式剥皮机剥皮木材损耗率比较高,劳动生产率低,但能有效地剥去大直径原木的结合得比较牢固的树皮。 ?一、圆筒剥皮机 ?圆筒剥皮机是摩擦式剥皮机的一种,它是靠原木在圆筒内相互碰撞摩擦进行去皮的,圆筒剥皮机是当前各国广泛用于木段或原木剥皮的主要设备。 ?圆筒剥皮机的工作原理 ?圆筒剥皮机的传动机构通过齿轮驱动圆筒绕水平轴旋转,筒内木段随着圆筒转动并被提升到一定高度之后跌落下来,使筒内木段之间和木段与提升器、筒壁、刀轴或剥具之间反复产生强烈的碰撞、摩擦等作用,进而原木表面的树皮受到冲击、挤压、剪切而被剥离。 ?连续操作的圆筒剥皮机可分为长原木剥皮机和短原木剥皮机,前者又称为平行式圆筒剥皮机,后者又称为翻滚式剥皮机。连续式短原木剥皮机圆筒的直径应大于原木的长度。 原木在圆筒内作无规则的滚动,从圆筒的一端逐步移向另一端,在相互的碰撞和摩擦中使树皮剥离。 ?优点:去皮效果较好,剥净度可达95%一98%,损失率约1.0%一1.5%,且设备结构简单,管理维修方便,所需操作人员少。其缺点是设备笨重噪声大,占地面积大,原木两端因碰撞而会造成损伤,易夹带泥沙等杂物而影响纸浆质量。 ?连续式长原木剥皮机所用原木的直径较大,长度较长(接近或超过圆筒的直径),原木在圆筒内沿着筒体轴线方向移动,同时绕自身轴线滚动。 ?在相同圆筒容积和转速下,长原木剥皮机较短原木剥皮机的生产能力高出30%,且原木两端损伤少,原木的损耗有所降低。 ?圆筒剥皮机的结构: 连续式剥皮机由圆筒体、滚圈及支承、传动装置、水槽和进出料闸板等部分组成。剥皮机的生产能力和原木剥皮的干净程度可以通过改变投料量和出料闸板的高度来调节。 ?圆筒体是剥皮机的主要部件,它的直径根据剥皮的方式(平行式或翻滚式)、原木的长度以及生产能力来决定。对翻滚式圆筒剥皮机,筒体的直径一般不小于2m。筒体的总长度根据生产能力决定,一般为直径的3~3.5倍。 ?在圆筒内壁沿纵向设置数目不等的断面呈尖角或圆弧等形状的钢梁,称为提升器,使原木段随圆筒旋转而提升。提升器可以增加圆筒的强度和刚度,保护筒壁免受原木过大的冲击,还起到剥皮的作用。 ?刀式剥皮机:刀式剥皮机是利用刀辊或刀盘削去原木树皮的一种剥皮机。 ?滚刀式剥皮机的特点是:结构简单,维修方便,操作容易,但劳动生产率比较低,剥皮损失率比较高(一般为3%~4%或更高),劳动强度大。 ?滚刀式剥皮机由翻转机构、刀辊小车和刀辊等组成。 ?盘式木片筛: 具有不会堵塞、单位面积处理物料量大、动力消耗小、分离效果好、结构简单、维修方便、使用寿命较长等优点。 ?盘式木片筛有多根装有圆形或梅花形盘的转轴。轴的中心线在同一倾斜平面内的称为平型盘式筛,轴的中心线所构成的平面成为V型交叉面时称为V型盘式筛。 ?稻草、麦草等原料切断采用刀辊式切草机,芦苇、芒秆等原料切断采用刀盘式苇机。?一)辊式除尘机,又称羊角筛,它往往多台串联使用。
造纸工艺设备及管道安装通用说明
造纸工艺设备及管道安装通用说明 编号ZT101 本说明为对制浆、造纸、碱回收等车间的工艺设备及管道安装的共同性的技术要求。各车间的特殊要求另见各车间的施工图说明。 一、工艺施工图中主要图、表的用途 ㈠生产设备及管道布置图是生产设备及管道施工安装的依据,用于确定设备管道的走向、排列及定位。 ㈡带检测控制点生产管道系统图以示意形式表示各系统管道之分布情况、管径大小、阀门形式及介质流向,是管道安装及查考生产设备及管道布置图有关问题的指导性文件。 ㈢管件材料汇总表系根据生产设备及管道布置图按不同介质管道材料分别编制,供施工安装备料之用。 ㈣设备基础、留孔及预埋件布置图编在土建部分图纸中作为施工的依据,并同时编入工艺部分图纸中,供施工安装时对照使用。 二、设备安装 ㈠设备安装应符合国家和部颁规范的要求,具体执行如下安装工程施工及验收规范。 ㈡设备安装应根据本设计及设备制造厂提供的说明书或图纸资料进行。设备定位尺寸及设备进出口管接位置一般以本设计为准。 ㈢土建图纸上的设备基础尺寸,施工前必须与到货设备实物认真核对,若有不符应按到厂设备实际基础尺寸现场修正后施工。 ㈣设备在楼板上搬运、堆放、支吊时要注意土建图纸说明。梁与楼板负荷不得超过土建设计允许的荷重。 ㈤一般设备操作钢平台应在设备安装后进行安装。 三、管道安装
㈡管道安装应按生产管道系统图、生产设备及管道布置图进行。 ㈢设计图纸中主要表示方法的说明 ⒈在管道上所注的符号说明: ⒉各种介质、阀门、支吊架等的代号详见设计图中的设计说明。 ⒊各种材质管道的管径表示方法: ⑴无缝钢管、钢板卷管等以外径表示,如D108、D89等。 ⑵水煤气输送管、铸铁管等以公称直径表示,如DN100、DN80等。 ⑶塑料管以公称直径表示,并在前加S,如SDN100等。 ⑷不锈钢管以公称直径表示,并在前加H,如HDN100等。 ⑸胶管以内径表示,如d19等。 ⒋如涉及到涉外合作设计或外资项目有要求时,管道的表示方法可与业主商定。 ㈣管道材质、壁厚、各种阀门型号、管件的选择及其数量详见管件材料汇总表。汇总表中管道材料数量是按照生产设备及管道布置图的实际长度(不扣除管件、阀门的长度)量度统计,未考虑另加富裕量。 ㈤管道定位 管道定位以“生产设备及管道布置图”为准。管道标高一般系指管中心(或管底)对厂房±0.00基准面的高度,以毫米表示;高于基准面的以(+)表示,低于基准面的以(-)表示。 ㈥管道固定 管道以支吊架固定。支吊架位置见“生产设备管道布置图”和“生产设备基础、留孔、预埋件布置图”。管道支承点数量及图中没有注明支吊点的管道可按需要的情况调整,支承点的间距参考附表(I)确定,支吊架形式及结构详见“支吊架通用集或各车间工段的非标零件图”。 ㈦管道连接 ⒈与设备接口及与阀门连接的法兰或螺纹管件,其压力标准、连接尺寸均须与设备、阀门相适应。 ⒉水煤气输送钢管一般DN≤50时采用螺纹连接,DN≥65时采用平焊钢法兰连接或焊接。 ⒊钢板卷管、螺旋缝电焊钢管、无缝钢管除特殊说明外一般采用平焊钢法兰连接或焊接。 ⒋聚氯乙烯塑料管等非金属管一般可采用焊环松套法兰、扩口松套法兰、翻边松套法兰连接、胶粘剂连接、管卡或焊接。 ⒌不锈钢管一般可采用丝扣、松套法兰(管领)或不锈钢法兰或焊接。 ⒍设备检修时需拆卸的管道及容易被介质沉积堵塞。需拆卸清洗的管道(如纸浆、白水、浓黑液、白泥、绿泥管道等)除弯头、三通等管件需采用法兰连接外,还应在直管段每隔
制浆造纸设备管理
制浆造纸设备管理 1、设备管理:又称设备工程,是以提高设备综合效率追求寿命周期费用经济性,实现企业生产经营目标为目的,运用现代科学技术,管理理论和管理方法,对设备寿命周期的全过程,从技术、经济、经营等方面进行综合研究和管理。 2、企业的设备管理内容:1设备的综合选购和评价2设备的正常使用和维护3设备的科学维修4设备的更新改造5设备的安全经济运行 3、设备的选型原则:技术上先进,生产上适用,经济合理,运行可靠,易于维修 4、安全生产维修要点:1以提高综合效率为目的2建立以设备一生为对象的生产维修系统,确保设备寿命周期内无公害、无污染、安全生产3涉及设备的规划、使用和维修等所有部门4从企业领导到一线工人全员参加5开展以小组为单位的自主活动推进生产维修 5、中国设备综合管理的基本内容:坚持依靠技术进步,促进生产力和预防为主的方针,在设备管理全过程中坚持设计、制造与使用相结合,维护与计划检修相结合,专业管理和群众管理相结合,技术管理和经济管理相结合,修理改造和更新相结合的原则。运用技术经济和法律等手段,管好用好修好改造好设备,不断改善和提高设备素质,充分发挥设备效能,以追求设备全寿命周期费用经济性和提高设备综合效率为目的,从而为提高企业经济效益服务。 6、决策:指人们在行动前对行动选择做出一些决定,即行动前对行动目标与手段的探索、判断与抉择的全过程。 7、设备管理中的信息反馈:将设备使用期中的各种信息反馈到设备管理部门和设备制造厂家,以求不断提高企业设备总体技术水平和经济效益。 8、网络计划技术:又称统筹法,利用网络图形表示维修计划的安排和各工序之间前后衔接的逻辑关系,通过数学计算找出存在的主要矛盾工序,再通过平衡优化,使计划得到统筹兼顾的合理安排,按期或提前完成维修任务。 9、绘制网络图基本原则:1箭线首尾均有事项不允许从箭线的中间引出另一条箭线2一根箭线的箭头事项编号必须大于箭尾事项的编号3相邻两事项之间只能有一条箭线,如有平行作业,应增加事项4网络图中不允许出现循环路线5交叉作业的画法 10、寿命周期费用:指设备在确定的寿命周期内(从研制、生产、使用、维修、直至淘汰的全过程)所消耗的总费用,是衡量经济效益的重要指标。 11、设备效益:是设备在确定的寿命周期内的总收益(总输出)与其寿命周期费用之比。 12、费用有效度:指设备有效度与其寿命周期费用之比是衡量设备生产效益的指标。 13、寿命周期费用评价法:系统的目标确认以后计算各种可供选择方案的系统效率和寿命周期费用,进行权衡以选择最优方案的评价方法。 14、现值(P):资金发生在(或折算为)某一特定时间序列起点时的价值终值(F):资金发生在(或折算为)某一特定时间序列终点时的价值年值(A):指每年支出或收入的资金。 15、费用曲线:费用曲线是设备的寿命周期费用在各年份内的状态图。它是根据已知历年费用和折算系数算出现值,累计现值和年平均费用并列表和绘图,再评价的方法。 16、可靠度:设备在规定的工作条件下,规定时间内完成规定功能的概率,用R(t)表示。 17、不可靠度:设备运转到时间t后,继续运转下一时刻发生故障的概率,用F(t)表示。 18、故障密度函数f(t):故障随时间的分布规律,及不可靠度随时间的变化率。 19、故障率入(t)瞬时故障率,设备运行到某一时刻后,下一单位内发生故障的条件概率。 20、采用定期更换,预防维修对三种类型故障的影响:由三种故障率曲线可以看出1对故障递减型的故障而言,定期更换维修对减少故障率不但无益反而有害,它使故障率保持较高水平。2对故障率恒定型的故障而言,定期更换维修对减少故障率起不了作用,有时反而在维修后产生故障。3对故障率递增型而言,在故障急剧上升及故障发生之前定期更换维修可将故障率降低至较低水平。
造纸机传动系统设计
摘要 纸对于人们而言是必不可少的一种生活用品,在工作、学习当中都经常会用到。并且在人类历史的流传以及文化的交流也起着极其重要的作用,在材料中属于最基本的层次。 在我国历史长河中,造纸出现的极早,我国在这个领域当中技术也属于走在世界前沿的,而这个行业对于我国经济的发展也有着极为重要的作用。目前,我国这个行业的特色是:行业内企业数量较多,但从规模而言都并不大,并且纸张的品种远远跟不上人们的需求,技术层次上并没有突破,大多数工作都要依靠人力进行,对环境造成了恶劣影响。而根据有关数据显示,在企业方面规模中等的数量在三千左右,在造纸时,选择的都是效率比较低的机器,也就是速度低于300m/min,并且在控制系统方面选择的也一般是开环方式;而速度属于中等范围,也就是300m/min到550m/min之间的,在工作时性能极不稳定,会出现速度链无法达到一致,有时还会出现断纸的现象,由此看来在制造机器时并没有将可能发生的故障灯纳入考量范围,导致生产时出现事故的可能性较大,对企业也有很大的负面影响;而技术较为先进的机器,基本上都是从国外引进,因此在这方面的开销也较大,对于企业的压力也有所提升。而且因为这方面的限制,引进的机器必须包含有关的所有设备,并且在维修方面因为国内外的差异,造成了很大的阻碍,所以这类机器在真正使用时难度系数较大。而相关行业竞争相当激励,我国技术方面也没有较大的突破,所以要对这方面予以足够的重视,并且控制系统也要进行不断完善,使得我国在竞争当中不至于处于劣势地位。 在上世纪八十年代,矢量变频技术相对而言已经较为先进,并且为了在实际应用当中,少一些阻碍,以ABB、SIEMENS、AB等公司为代表的电气公司着手针对控制系统进行改进,利用公共直流母线进行技术上的突破,使得传动更为顺畅,并且在那个时期将其应用于各种相关的行业当中,如造纸。而在1994年,苏州紫兴纸业便逐步开始利用PPS-200系统,到后期,便从国外引进了这类系统构成的规模较大的造纸机,其控制便是利用上述提到的集散控制系统进行的,并且国内研究人员在国外技术的基础之上,不断进行学习和研究,到1997年,天津电气传动研究所便开发了一种基于上述系统但具有自主知识产权的相似系统,并且在实际应用中效果也较好,至此,我国便在这方面不再需要依赖于国外的机器才能进行相应的生产制造。 本文在简要介绍造纸机的国内外发展情况和造纸机的基本结构,主要部分的功能
制浆和造纸设备制造百强企业
中国制浆和造纸专用设备制造行业百强企业 (来自中国产业信息网排名不分先后) 1. 邹平长星集团有限公司 2. 河南省凤凰实业总公司 3. 美卓造纸机械(中国)有限公司 4. 焦作市崇义轻工机械有限公司 5. 济南金拓亨机械制造有限责任公司 6. 佛山市南海区东方纸箱机械实业有限公司 7. 无锡裕力机械有限公司 8. 维美德西安造纸机械有限公司 9. 沁阳市造纸设备厂10. 沁阳市险峰机械制造有限公司 11. 温县青峰机械有限公司12. 山东昌华造纸机械有限公司 13. 枣庄市台儿庄区华通造纸机械厂14. 沁阳市南方轻工机械厂 15. 诸城市汉通奥特造纸设备有限公司16. 沁阳市崇义鑫海轻工机械厂 17. 枣庄通宇网毯有限公司18. 福伊特造纸技术中国有限公司 19. 枣庄市锦泰造纸机械有限公司20. 凯登轻工机械(济宁)有限公司 21. 美卓造纸机械技术(上海)有限公司22. 福伊特造纸织物(中国)有限公司 23. 枣庄市亿利达造纸机械有限公司24. 淄博金谷机械制造有限公司 25. 山东晨钟机械股份有限公司26. 仙桃市华伟造纸机械有限公司 27. 博凯机械(上海)有限公司28. 福伊特造纸服务(中国)有限公司 29. 乐山市成发造纸机械有限责任公司30. 柘城县桦桐纸业有限公司 31. 枣庄晨旭网业有限公司32. 佛山市南海区新力机械制造有限公司33. 寿光市晨鸣造纸机械有限公司34. 沁阳市第一造纸机械有限公司 35. 恒星集团有限公司36. 沁阳市金陵机械有限公司 37. 山东江北集团有限公司38. 枣庄市亿丰造纸机械有限公司 39. 济南市长清振兴机械厂40. 枣庄市得盛机械设备有限公司 41. 济南盛华机械制造有限公司42. 淄博全通机械有限公司 43. 辽阳川佳制浆造纸机械有限公司44. 吉林市诚信实业有限责任公司 45. 丹东新兴造纸机械有限公司46. 淄博国信轻工机械有限公司 47. 苏州万德福尔新材料有限公司48. 上海旭恒铁工机械制造有限公司 49. 佛山市南海区宝索机械制造有限公司50. 济南市长清区轻工机械厂 51. 济南市长清区中联造纸机械厂52. 辽阳造纸机械股份有限公司 53. 昆山市中联第一造纸机械厂54. 沁阳市五环机械厂 55. 沙市轻工机械有限公司56. 广东万联包装机械有限公司 57. 济南金恒达造纸机械有限公司58. 华盛滤清器(深圳)有限公司 59. 驻马店市红星网业有限公司60. 河北鹤煌网业股份有限公司 61. 丹东烘缸制造厂62. 温县宏信造纸配件厂 63. 章丘市金辉造纸机械有限公司64. 许昌中亚造纸设备有限公司 65. 浙江国望印刷机械有限公司66. 沁阳市南王造纸机械有限公司 67. 焦作市伏背造纸设备有限公司68. 太仓沪太嫦娥造纸设备有限公司 69. 许昌县宏丰胶辊厂70. 安徽华辰造纸网股份有限公司 71. 诸城市金日东造纸机械有限公司72. 济南松元造纸机械有限公司 73. 潍坊市石辊厂74. 丹东鸭绿江磨片有限公司 75. 济南市历城区绣川农业机械有限公司76. 丹东市江城轻工机械有限公司 77. 中国轻机总公司宜宾造纸机械厂78. 河南省新密市弘达造纸设备有限公司79. 济南新世纪造纸机械有限公司80. 金湖县卫生巾设备有限公司 81. 沁阳市怀西造纸机械厂82. 青州市益丰造纸机械有限公司 83. 天津轻工业机械厂84. 安丘市石辊厂
造纸的基本流程
造纸的基本流程: 色料、胶料、填料、助剂等↓↓助剂 商品浆板→ 水力碎浆机→ 打浆或磨浆→ 净化→ 筛浆→ 流浆箱→ 网部→ 压榨部→ 干燥部→压光部 → 取卷→ 复卷→ 包装→入库 流程介绍: 水力碎浆机:浆板在水力碎浆机内受到撕裂和相互摩擦作用,从而实现纸浆碎解的目的。 打浆:打浆使纤维产生变形、润胀、压溃切断和细纤维化等作用。通过打浆,可以改变纤维的形态,使纸浆获得某些特性(如机械强度、物理性能),以保证抄成的纸和纸板能取得预期的质量要 求。 净化:净化的目的在于去除纸料中相对大的杂质,如金属屑、煤渣等。净化设备的原理是利用密度差来选分杂质。常用设备:锥形除渣机。 筛选:目的在于去除纸料中相对密度小而体积大的杂质,如浆团、纤维束、草屑等。 常用设备:压力筛。 流浆箱:流浆箱是现代纸机的关键部位。其结构和性能对纸页的形成和纸张的质量具有决定形作用。 其主要任务: ■能有效的分散纤维。高湍动流浆箱能产生高强度微湍动,可有效的分散纤维,防止纤维沉淀 和在絮聚,可有效的提高纸页的强度。 ■ 沿纸机横向均匀的分布纸料。(决定纸幅的横向定量分布) ■喷浆稳定,确保浆速与网速相协调。(决定纸幅的纵向定量分布) 网部:纸浆在网部脱水成形。上网纸浆浓度为0.1—1.2%,出伏辊时纸页干度度为15—25%,成形纸干度为90—95%。由此可见,网部脱水量占总脱水量的90%以上。 压榨部:利用机械压榨作用进一步脱水提高纸幅干度。同时增加纸的紧度及纸的强度,改善纸的表面性质(如平滑度)。机械压榨脱水在经济上是比较合算的。纸机压榨部多提高1%干度。烘缸部 蒸汽消耗量减少5%。从这个意义上来讲,压榨部应尽可能低脱掉水分。采用新式复合压榨, 湿纸页出压榨部的干度可达48—50%。 烘干部:烘干部的作用: 1. 继压榨部后脱出湿纸的水分,使成纸干度提高到92—95%。 2. 提高纸的强度。 3. 增加纸的平滑度。 4. 完成纸的施胶。 压光:压光机用以提高纸的平滑度、光泽度和厚度均匀性。 取卷:将出压光机的纸在线卷成卷筒。 复卷:卷纸机上卷成的卷筒两边不齐,而且纸幅太宽,必须纵切复卷成卷筒纸或横切成平板纸。 包装:用定量不小于120g/平方米的包装纸卷到卷筒纸上,形成外包装。 纸浆分类:(仅包括木浆) 按原料分类:针叶木浆、阔叶木浆 按制浆方法分类: 化学浆:
造纸设备选型
设备平衡计算概述 设备平衡计算是工艺设计的重要内容之一。其计算的依据是物料平衡。即通过物料平衡计算出通过每一设备的物料量(通过量),然后用此通过量来校核或计算每一段设备所应具有的生产能力,确定同种设备的台数。 制浆造纸厂所用设备的种类多﹑型号多。同一种设备,由于型号不同,生产能力也不同。因此设备平衡计算应遵循以下原则: 1 确定主要设备 确定主要设备的生产能力时,即不能过大的超出设计能力的要求,又要适当的留有余地。因为选择设备的能力过大,不仅使设备的投资费用增加,而且也使日常生产的维持费用增加。 2 确定设备台数 对于需要确定台数的设备,其数量要考虑设备发生事故或检修时仍有其他设备做备用维持生产。 3 确定备品 在确定主机的配套设备时,除要满足主机要求外,还必须有相应的附属设备,如电机等。 4 公式计算法 在利用公式计算设备能力时,公式中的某些系数要选取合理。选取的依据是:所选取设备的成熟程度﹑所用原料的特点,以及操作工人的操作水平和技术素质。 5避免大的波动 对于蒸煮这样的大量用汽设备,又要考虑间歇蒸煮的周期性,即用汽量将会出现周期性的负荷高峰值,将会导致全厂蒸汽压的大幅度波动。所以,在设备平衡计算及设备台数确定时,应设法避免发生这种现象。 设备台数的确定 通过理论或经验公式计算设备生产能力、根据有关工厂的实际经验确定设备的生产能力、按设备产品目录中查取其生产能力,利用以下公式计算出所需设备的台数。
K G Q N ?= 式中 N —选用设备的台数,台 Q —生产中需该种设备处理的物料总量,由物料(或浆水)平衡计算得出 G —该设备在生产中单台设备处理的物料,即该设备单台生产能力,t/d K —该设备的利用系数 对于一些大型设备,在间歇使用时会对全厂造成大幅度波动。导致全厂系统不稳定,在设备平衡计算时应避免这种大幅度波动。 专业设备生产能力的计算确定 Ⅰ)蒸煮段 ⑴蒸煮锅 已知:装锅量:160㎏/m 3锅容 细浆得率:45% 蒸煮周期:4小时 平均每天作业时间:23小时 木浆产量: 每立方锅容产浆量 =460㎏/ m 3·d 考虑设备的利用系数后,每立方米锅容产浆量为(蒸煮锅的利用系数取0.8) 460×0.8=368 m 3 所以,需要蒸煮器的容积为=120×1000÷368=326.0870 m 3 为了满足生产,有一定的富裕量,且不要太多的设备及太宽的车间布置,本设计选用110 m 3锅容。 蒸煮锅个数: n =326.0870÷110≈3(台) 由《常用非木材纤维碱法制碱实用手册》——制浆造纸设备(上)查得110 m 3立锅型号为:ZJG3 , 其主要技术参数为: 锅容(m 3):110 锅体内径(㎜):3600
造纸 机械专业英语
备浆、供浆系统造纸专业部分词汇 Accepts 合格品,良浆 Accepts nozzle 良浆出口 Accepts screen 良浆筛选机acidoumenter 酸度计,PH计Adjusting color 调色 adjusting controls 调节控制器Adsorption 吸附(作用) air dried 风干 Air washer 净化器 alcohol 乙醇酒精 Analytical filrer paper 分析化学用滤纸ash content 灰分含量 Aquolization 水合作用 allrition mill 磨浆机磨碎机Approach flow sysren 流送系统aqueous solution 水溶液 Automatic valve 自动阀 beck flow 回流 Baffle board 挡水板挡将板挡板 base fiber 半浆 Baffle perforated roll 导流匀浆辊 base material 原材料 Bester 打浆机 bestability 打浆性能 Beating degree 打浆度 besting pressure 打浆压力 Beating time 打浆时间 beating rate 打浆速度 Blade agitator 浆叶搅拌器 blank test 空白实验 Blade type consistency transmitter 刀式(纸浆)浓度变送器 Blend 混合配浆配料 blending chest 混合浆池 Broken 废品不合格品损纸 cell 细胞 Cell cavity 细胞腔 cell wall 细胞壁Centrifugal dehyrator 离心脱水机centrifugal pump 离心泵Centriscreen 离心筛 centrisorter 旋翼筛 Calcium carbonate 碳酸钙 chest 槽池箱 Circulating pump 循环泵 circulating system 循环系统Circulating stock chamber 溢流箱clappet valve 逆止阀止回阀 Clarify 澄清 classfication 筛分 Cleaning 清洗净化洗净 cleanpac 锥形除渣器 Clear way valve 安全阀 closed recylle system 封闭循环系统Closed type flow box 封闭式流浆箱clockwise rotation 顺时针旋转Cloudy water 浓白水 clump 浆块 Coarse fiber 粗纤维 coarse fiber bundle 粗纤维束Composition 混合物 composition of furnish 配浆比例Conical mill 锥形磨浆机consistency 浓度 Consistency regulator 浓度调节器consumption 消耗量 Conveying 运输输送 Dampening 润湿 dickering 浓缩 Decker thickener 园网浓缩机degassing 脱气 Degree of hybration 水化度 dilute 稀释 Dise mil 盘魔 distributing pipe 配浆管 Eddy 涡流 electric converter 变频器 Electric valve 电动阀门 electric moton 电动机 Extreme consistency of stock flow 浆流