化工仪表及自动化课后答案
化工仪表及自动化第六版-课后-答案
化工仪表及自动化第六版-课后-答案化工仪表及自动化第六版课后习题详细答案1.化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化。
实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
(4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、化工自动化主要包括哪些内容?一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
1-3自动控制系统主要由哪些环节组成?解自动控制系统主要由检测变送器、控制器、执行器和被控对象等四个环节组成。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成。
1-5题『5图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
题1-5图加热器控制流程图解PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI- 307、TRC-303、FRC-305所代表的意义。
PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
化工仪表及自动化-课后-答案

1。
化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化.实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
(4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、化工自动化主要包括哪些内容?一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
1—3自动控制系统主要由哪些环节组成?解自动控制系统主要由检测变送器、控制器、执行器和被控对象等四个环节组成。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成.1—5题1—5图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC—303、FRC-305所代表的意义。
题1-5图加热器控制流程图解PI—307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC—303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC—305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC—305所代表的意义.PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC—303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
化工仪表及自动化-课后-答案-第版-厉玉鸣-(史上最全版本)

P161. 化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化。
实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
(4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、化工自动化主要包括哪些内容?一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
1-3自动控制系统主要由哪些环节组成?解自动控制系统主要由检测变送器、控制器、执行器和被控对象等四个环节组成。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成。
1-5题1-5图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
题1-5图加热器控制流程图解PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
化工仪表及自动化答案精选全文
可编辑修改精选全文完整版化工仪表及自动化答案第一章自动控制系统基本概念4.自动控制系统主要由哪些环节组成答:主要由测量与变送器、自动控制器、执行器、被控对象组成。
9.试分别说明什么是被控对象、被控变量、给定值、操纵变量答:在自动控制系统中,将需要控制其工艺参数的生产设备或机器叫被控对象。
生产过程中所要保持恒定的变量,在自动控制系统中称为被控变量。
工艺上希望保持的被控变量即给定值。
具体实现控制作用的变量叫做操纵变量。
12.什么是负反馈负反馈在自动控制系统中有什么重要意义答:系统的输出变量是被控变量,但是它经过测量元件和变送器后,又返回到系统的输入端,能够使原来的信号减弱的做法叫做负反馈。
负反馈在自动控制系统中的重要意义是当被控变量,y受到干扰的影响而升高时,只有负反馈才能使反馈信号升高,经过比较到控制器去的偏差信号将降低,此时控制器将发出信号而使控制阀的开度发生变化,变化的方向为负,从而使被控变量下降回到给定值,这样就达到了控制的目的。
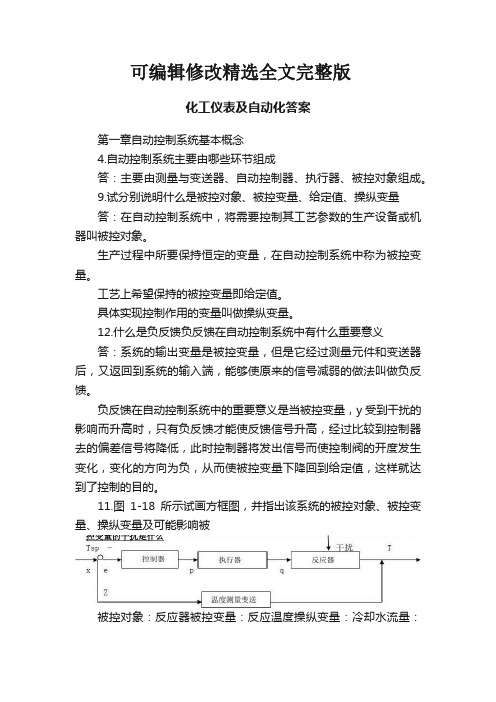
11.图1-18所示试画方框图,并指出该系统的被控对象、被控变量、操纵变量及可能影响被被控对象:反应器被控变量:反应温度操纵变量:冷却水流量:干扰变量A、B的流量、温度。
13.结合11题,说明该温度控制系统是一个具有负反馈的闭环系统。
当被控变量反应温度上升后,反馈信号升高,经过比较使控制器的偏差信号e降低。
此时,控制器将发出信号而使控制阀的开度变大,加大冷却水流量,从而使被控变量下降到。
所以该温度控制系统是一个具有反馈的闭环系统。
14.图1-18所示的温度控制系统中,如果由于进料温度升高使反应器内的温度超过给定值,试说明此时该控制系统的工作情况,此时系统是如何通过控制作用来克服干扰作用对被控制变量影响的当反应器的温度超过给定值时,温度控制器将比较的偏差经过控制运算后,输出控制信号使冷却水阀门开度增大,从而增大冷却水流量,使反应器内的温度降下来。
这样便可以通过控制作用克服干扰作用对被控变量的影响。
化工仪表及自动化课后习题答案

第1章自动控制系统基本概念P161. 化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化。
实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
(4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
3、闭环控制有反馈环节,通过反馈系统是系统的精确度提高,响应时间缩短,适合于对系统的响应时间,稳定性要求高的系统. 开环控制没有反馈环节,系统的稳定性不高,响应时间相对来说很长,精确度不高,使用于对系统稳定性精确度要求不高的简单的系统。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成。
5、p76、PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
7、方块图是用来表示控制系统中各环节之间作用关系的一种图形,由于各个环节在图中都用一个方块表示,故称之为方块图。
8、测量变送装置的功能是测量被控变量的大小并转化为一种特定的、统一的输出信号(如气压信号或电压、电流信号等)送往控制器;控制器接受测量变送器送来的信号,与工艺上需要保持的被控变量的设定值相比较得出偏差,并按某种运算规律算出结果,然后将此结果用特定信号(气压或电流)发送出去。
化工仪表级自动化课后答案
化⼯仪表级⾃动化课后答案P161. 化⼯⾃动化是化⼯、炼油、⾷品、轻⼯等化⼯类型⽣产过程⾃动化的简称。
在化⼯设备上,配备上⼀些⾃动化装置,代替操作⼈员的部分直接劳动,使⽣产在不同程度上⾃动地进⾏,这种⽤⾃动化装置来管理化⼯⽣产过程的办法,称为化⼯⾃动化。
实现化⼯⽣产过程⾃动化的意义:(1)加快⽣产速度,降低⽣产成本,提⾼产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证⽣产安全,防⽌事故发⽣或扩⼤,达到延长设备使⽤寿命,提⾼设备利⽤能⼒的⽬的。
(4)能改变劳动⽅式,提⾼⼯⼈⽂化技术⽔平,为逐步地消灭体⼒劳动和脑⼒劳动之间的差别创造条件。
2、化⼯⾃动化主要包括哪些内容?⼀般要包括⾃动检测、⾃动保护、⾃动操纵和⾃动控制等⽅⾯的内容。
4、⾃动控制系统主要由哪些环节组成?⾃动控制系统主要由测量元件与变送器、⾃动控制器、执⾏器和被控对象等四个环节组成。
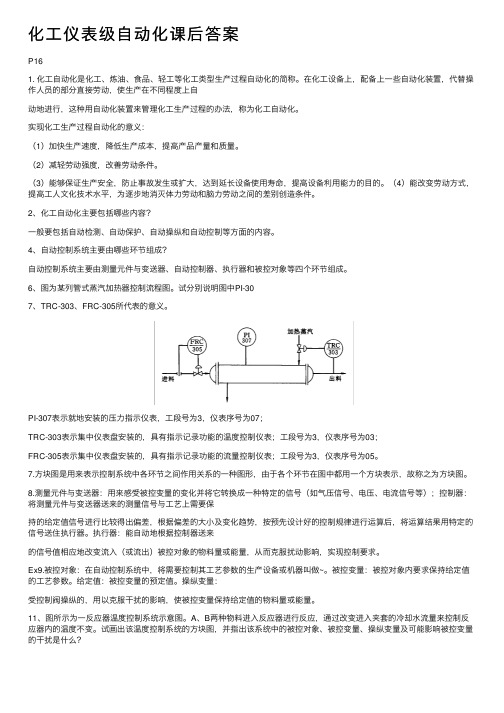
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
PI-307表⽰就地安装的压⼒指⽰仪表,⼯段号为3,仪表序号为07;TRC-303表⽰集中仪表盘安装的,具有指⽰记录功能的温度控制仪表;⼯段号为3,仪表序号为03;FRC-305表⽰集中仪表盘安装的,具有指⽰记录功能的流量控制仪表;⼯段号为3,仪表序号为05。
7.⽅块图是⽤来表⽰控制系统中各环节之间作⽤关系的⼀种图形,由于各个环节在图中都⽤⼀个⽅块表⽰,故称之为⽅块图。
8.测量元件与变送器:⽤来感受被控变量的变化并将它转换成⼀种特定的信号(如⽓压信号、电压、电流信号等);控制器:将测量元件与变送器送来的测量信号与⼯艺上需要保持的给定值信号进⾏⽐较得出偏差,根据偏差的⼤⼩及变化趋势,按预先设计好的控制规律进⾏运算后,将运算结果⽤特定的信号送住执⾏器。
执⾏器:能⾃动地根据控制器送来的信号值相应地改变流⼊(或流出)被控对象的物料量或能量,从⽽克服扰动影响,实现控制要求。
(完整版)化工仪表及自动化-课后-答案

1. 化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化。
实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
(4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、化工自动化主要包括哪些内容?一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
1-3自动控制系统主要由哪些环节组成?解自动控制系统主要由检测变送器、控制器、执行器和被控对象等四个环节组成。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成。
1-5题1-5图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
题1-5图加热器控制流程图解PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC-305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
化工仪表及自动化-课后-答案

1。
化工自动化是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化.实现化工生产过程自动化的意义:(1)加快生产速度,降低生产成本,提高产品产量和质量。
(2)减轻劳动强度,改善劳动条件。
(3)能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的. (4)能改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
2、化工自动化主要包括哪些内容?一般要包括自动检测、自动保护、自动操纵和自动控制等方面的内容。
1-3自动控制系统主要由哪些环节组成?解自动控制系统主要由检测变送器、控制器、执行器和被控对象等四个环节组成。
4、自动控制系统主要由哪些环节组成?自动控制系统主要由测量元件与变送器、自动控制器、执行器和被控对象等四个环节组成。
1—5题1-5图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
题1—5图加热器控制流程图解PI-307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC-303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC—305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
6、图为某列管式蒸汽加热器控制流程图。
试分别说明图中PI—307、TRC-303、FRC-305所代表的意义。
PI—307表示就地安装的压力指示仪表,工段号为3,仪表序号为07;TRC—303表示集中仪表盘安装的,具有指示记录功能的温度控制仪表;工段号为3,仪表序号为03;FRC—305表示集中仪表盘安装的,具有指示记录功能的流量控制仪表;工段号为3,仪表序号为05。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章自动控制系统基本概念1.什么是化工自动化?它有什么重要意义?答:在化工等连续性生产设备上,配备一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,称为化工自动化。
化工自动化的重要意义是:加快生产速度,降低生产成本,提高产品数量和质量;降低劳动强度,改善劳动成本,改变劳动方式;确保生产安全。
6.图1-16 为某列管式蒸汽加热器控制流程图。
试分别说明图中PI-307、TRC-303、FRC-305所代表的意义。
答:PI-307:表示测量点在蒸汽加热器的一台压力指示仪表,工段号为3,仪表序号为07。
仪表安装在现场。
TRC-303:表示测量点在蒸汽加热器出料管线上的一台温度记录控制仪表,工段号为3,仪表序号为03。
仪表安装在集中仪表盘面上。
FRC-305:表示测量点在蒸汽加热器进料管线上的一台流量记录控制仪表,工段号为3,仪表序号为05。
仪表安装在集中仪表盘面上。
8.自动控制系统中,测量变送装置、控制器、执行器各起什么作用?答:在自动控制系统中,测量变送装置用来感受被控变量的变化并将它转换成一种特定的信号(如气压信号或电压、电流信号等);控制器将测量变送装置送来的测量信号与工艺上需要保持的设定值信号进行比较得出偏差,根据偏差的大小及变化趋势,按预先设计好的控制规律进行运算后,将运算结果用特定的信号(如气压信号或电流信号)发送给执行器;执行器能自动地根据控制器送来的信号值相应地改变流入(或流出)被控变量的物料量或能量,克服扰动的影响,最终实现控制要求。
9.试分别说明什么是被控对象、被控变量、给定值、操纵变量?答:被控对象——自动控制系统中,需要实现控制的设备、机械或生产过程等。
被控变量——被控对象内要求保持一定数值(或按某一规律变化)的工艺参数(物理量)。
设定值——工艺规定被控变量所要保持的数值。
操纵变量——受控制器操纵的,用以克服干扰的影响,使被控变量保持一定数值的物料量或能量。
11.图1-17 所示是一反应器温度控制系统示意图。
A. B 两种物料进入反应器进行反应,通过改变进入夹套的冷却水流量来控制反应器内的温度保持不变。
试画出该温度控制系统的方块图,并指出该控制系统中的被控对象、被控变量、操纵变量及可能影响被控变量变化的干动是什么?解:反应器的温度控制系统的方块图如下图所示。
干扰T反应器控制器执行器测量、变送TCP 反应器温度控制系统中被控对象为反应器;被控变量为反应器内温度;操作变量为冷却水流量。
可能影响被控变量变化的干扰是:A、B 物料的流量、温度、浓度、冷却水的温度、压力及搅拌器的转速等。
21.某化学反应器工艺规定操作温度为(900士10)℃。
考虑安全因素,控制过程中温度偏离给定值最大不得超过80℃。
现设计的温度定值控制系统,在最大阶跃干扰作用下的过渡过程曲线如图1-18所示。
试求该系统的过渡过程品质指标:最大偏差、超调量、衰减比、过和振荡周期,并回答该控制系统能否满足题中所给的工艺要求?解:由反应器过渡过程曲线可知:最大偏差A=950 一900 = 50℃超调量B= 950 一908 = 42℃衰减比n第一个波峰值与新稳定值之差B=950 一908 = 42℃第二个波峰值与新稳定值之差B' =918 一908 = 10℃n =B / B' =42:10=4.2:1振荡周期为同向两波峰之间的时间间隔,故振荡周期T =45 一9 = 36 min因为最大偏差A==50℃< 80℃,且新稳定值908℃符合题中要求的(900 ±10)℃,故该控制系统能满足题中所给的工艺要求。
第二章过程特性及其数学模型作业题(P32-33)9.为什么说放大系数K 是对象的静态特性?而时间常数T 和滞后时间τ是对象的动态特性?答:放大系数K在数值上等于对象重新稳定后的输出变化量与输入变化量之比,即由于放大系数K 反映的是对象处于稳定状态下的输出和输入之间的关系,所以放大系数是描述对象静态特性的参数。
时间常数T 是指当对象受到阶跃输入作用后,被控变量如果保持初始速度变化,达到新的稳态值所需要的时间。
或当对象受到阶跃输入作用后,被控变量达到新的稳态值的63.2%所需要的时间。
时间常数是反映被控变量变化快慢的参数,因此它是描述对象动态特性的一个重要参数。
滞后时间τ是纯滞后时间0 τ和容量滞后rτ的总和。
输出变量的变化落后于输人变量变化的时间称为纯滞后时间,纯滞后的产生一般是由于介质的输送或热的传递需要一段时间引起的。
容量滞后一般是因为物料或能量的传递需要通过一定的阻力而引起的。
所以滞后时间τ也是反映对象动态特性的重要参数。
14.为了测定某重油预热炉的对象特性,在某瞬间(假定为t0=0)突然将燃料气量从2.5t/h 增加到3. 0t/h.重油出口温度记录仪得到的阶跃反应曲线如图2-25 所示。
假定该对象为一阶对象,试写出描述该重油预热炉特性的微分方程式(分别以温度变化量与燃料量变化量为输人量与输出量),并写出燃料量变化量为0.5t/h 时温度变化量的函数表达式。
解:该对象为具有纯滞后的一阶对象,由图2-25 可得出放大系数150 120603.0 2.5K −==−(℃²h/t)由一阶对象的输出响应(1 )tT KA e θΔ−Δ= − (14-1)[其中θΔ为温度的增量,A为输入幅值,T 为时间常数,t Δ为与θΔ相对应的时间增量。
]145 120 25 θ Δ= − = (℃),3.0 2.5 0.5 A =−= (t/h),82 6 t Δ= − = (min)将以上数据代入式(14-1),有625 60 0.5(1 ) T e−=× −可得 3.35 T ≈(min)由于有纯滞后时间 2 τ= (min)故描述该重油预热炉特性的微分方程式为(2)3.35 ( 2) 60 ( )dy tyt xtdt+++= (14-2)式中,y为输出量(温度变化值),x为输入量(燃料量变化值)。
当燃料量变化量为0.5t/h,由14-1),得输出温度变化量的函数表达式223.35 3.35(1 ) 60 0.5(1 ) 30(1 )tt tT KA e e eτθ−−−−−−Δ= − = × − = − (2 t ≥)(14-3)第三章检测仪表与传感器作业题(P90-92)1.什么叫测量过程?答:测量过程实质上是将被测参数与其相应的测量单位进行比较的过程。
一般利用专门的技术工具(即测量仪表),将被测参数经过一次或多次的信号能量形式的转换,最后获得一种便于测量的信号能量形式,并由指针位移或数字形式显示出来。
3.何为仪表的相对百分误差和允许的相对百分误差?答:工业上经常将绝对误差折合成仪表测量范围的百分数表示,称为相对百分误差δ,即(仪表的测量范围上限值与下限值之差,称为该仪表的量程。
)根据仪表的使用要求,规定一个在正常情况下允许的最大误差,这个允许的最大误差就叫允许误差。
允许误差一般用相对百分误差来表示,即某一台仪表的允许误差是指在规定的正常情况下允许的相对百分误差的最大值,即4.何为仪表的精度等级?答:仪表的精确度简称精度,是用来表示仪表测量结果的可靠程度。
仪表的精确度等级是将仪表的允许相对百分误差去掉“±”号及“%”号去掉后的数值,以一定的符号表示在仪表的标尺板上。
目前,我国生产的仪表常用的精确度等级有0.005,0.02,0.05,0.1,0.2,0.4,0.5,1.0,1.5,2.5,4.0 等。
精度等级1.0,表示该仪表允许相对百分误差误差为±1.0%。
6.有一台压力表,其测量范围为0~10MPa,经校验得出下列数据:(1)、求出该压力表的变差;(2)、问该压力表是否符合1.0 级精度?解:(1) 该仪表正、反行程各点标准表读数的差值为:0-0=0(MPa),2.02-1.98=0.04(MPa),4.03-3.96=0.07(MPa),6.06-5.94=0.12(MPa),8.03-7.97=0.06(MPa),10.01-9.99=0.02(MPa)。
故其正、反行程最大差值(即最大绝对差值)fΔ=0.12(MPa),所以该压力表的变差为:fδ= % 1000 10³−Δ f= % 1000 1012 . 0³−=1.2%。
(2) 由于该压力表的变差已超过1.0 级仪表的允许误差,故不符合1.0 级精度。
9.测压仪表有哪几类?各基于什么原理?答:测压仪表按其转换原理的不同,主要有四大类:液柱式压力计、弹性式压力计、电气式压力计、活塞式压力计。
液柱式压力计是根据流体静力学原理,将被测压力转换成液柱高度进行测量的;弹性式被校表读数/ MPa 0 2 4 6 8 10标准表正行程读数/ MPa 0 1.98 3.96 5.94 7.97 9.99标准表反行程读数/ MPa 0 2.02 4.03 6.06 8.03 10.01 压力计是将被测压力转换成弹性元件变形的位移进行测量的;电气式压力计是通过机械和电气元件将被测压力转换成电量来进行测量的;活塞式压力计是根据液压原理,将被测压力转换成活塞上所加平衡祛码的质量来进行测量的。
11.弹簧管压力计的测压原理是什么?试述弹簧管压力计的主要组成及测压过程。
答:弹簧管压力计是利用弹簧管在被测压力作用下产生变形,使自由端产生位移,经放大机构使指针偏转,从而指示出相应的压力值。
弹簧管压力计主要由弹簧管、放大机构、指针、面板及压力接头组成。
弹簧管压力计测压过程:当通入被测压力p 后,由于椭圆形截面在压力p 的作用下,将趋于圆形,而弯成圆弧形的弹簧管也随之产生向外挺直的扩张变形。
由于变形,使弹簧管的自由端产生位移。
输入压力p 越大,产生的变形也越大。
由于输人压力与弹簧管自由端的位移成正比,所以只要测得B 点的位移量,就能反映压力p 的大小。
由于弹簧管自由端的位移量一般很小,直接显示有困难,所以必须通过放大机构才能指示出来。
具体的放大过程是,弹簧管自由端B 的位移通过拉杆使扇形齿轮作逆时针偏转,于是指针通过同轴的中心齿轮的带动而作顺时针偏转,在面板的刻度标尺上显示出被测压力p 的数值。
游丝用来克服因扇形齿轮和中心齿轮间的传动间隙而产生的仪表变差。
改变调整螺钉的位置(即改变机械传动的放大系数),可以实现压力表量程的调整。
16.电容式压力传感器的工作原理是什么?有何特点?答:电容式压力传感器的工作原理是将弹性元件的位移转换为电容量的变化。
将测压膜片作为电容器的可动极板,它与固定极板组成可变电容器。
当被测压力变化时,由于测压膜片的弹性变形产生位移改变了两极板之间的距离,造成电容量发生变化。
电容式压力传感器特点:结构紧凑、灵敏度高、过载能力大、测量精度可达0.2 级、可以测量压力和差压。