最新解决问题五原则表
题 目运用方法:零部件编号 1.根据对策要求的场合:作成部门→对策要求部门(报告处)确认作成
责任人零部件名称
2.其他的场合:作成部门(作成→保管)Ⅱ机种:/J64K 后事项品处置:一、现品调查结果:2、平面度与焊接状态的关系验证
部番:/对在库的总成,单品,半成品1、不良品发生调查:
事项内容:焊接剥离.进行了全数返检。
不良类别:焊接不良返检方法:用橡胶榔头敲击3次发生地:福特敲击时距离100mm.
发生原因:
临时对策:
效果跟踪:1、对CNS在库造成全数进行返检;(用橡胶锤敲击防尘盖)
担当:杨茂盛;完成时间:08/07/10
整平模具已进行了修理,整平后骨架经焊接后试验合格(验证品6件)见附件报告。2、对中鼎减震在库零件全数进行敲击返检,验证试验计划:08/06/30.生产数量:30件。
合格品作蓝色检查标识;
担当:涂家林;完成时间:08/05/26
3.对中鼎精工单件骨架全数进行敲击返检, 合格品作蓝色检查标识;
担当:周春芳;完成时间:08/05/26
永久对策:
1、增加滑块锁紧螺母的检查频度。由1次/1天变更为1次/4小时担当:邹昌辉;完成时间:08/06/03
2.改进整平模具,保证上骨架焊接面的平整度在0.2mm之内;担当:杨正才;完成时间:08/06/03。
3.增加焊接性能抽检比例,对焊点外观100%进行普检,并用橡胶锤敲击;
担当:周春芳;完成时间:08/06/03。
修订QC工程管理表及相关作业文件。1.将焊接面平整度纳入必须控制项目;经试验平整度在0.2mm之内的骨架焊接性能OK。(见附件报告)
2.重新制定焊点外观和焊接性能检验作业文件。担当:陈鸿萍、甘洁完成时间:2008/06/03
步骤解决问题五原则表
焊接剥离
作成部门
部门或分承包方
不良品接受日:080520发生时间:08/05/19维修时间:
见附件1
08 年 06月 27日
报
告处
宁江昭XB2E2-630-0B-CS 安徽中鼎负责人
对策要求场合→
骨架总成
程飞跃
Ⅵ、对源流的反馈(在体制组织上的反映内容)
Ⅴ.对策效果的确认(实际效果)Ⅲ.原因追究(发生的机械性、再现实验、层层原因分析) Ⅳ.适当的对策周春芳
Ⅰ发生状况(现象、报告内容、发生件数、处置内容)事实的把握(零部件的确认结果、原因分析、流动品的品质状况)内容
冲床滑块锁紧螺母
松动,工作时滑块
行程增加翻边整形时压力增加引起上骨架焊接面变形整平工序未对焊接面
起到应有的整平效果
车架号:行驶里程:1~2Km 组装日:080414
下骨架凸焊点与上骨架未熔合,产生虚焊。
性能检测为抽样检测,极少数不合格品不能
发现
焊接时,上骨架焊接面与下骨架
焊接凸点不能完全熔合
12345
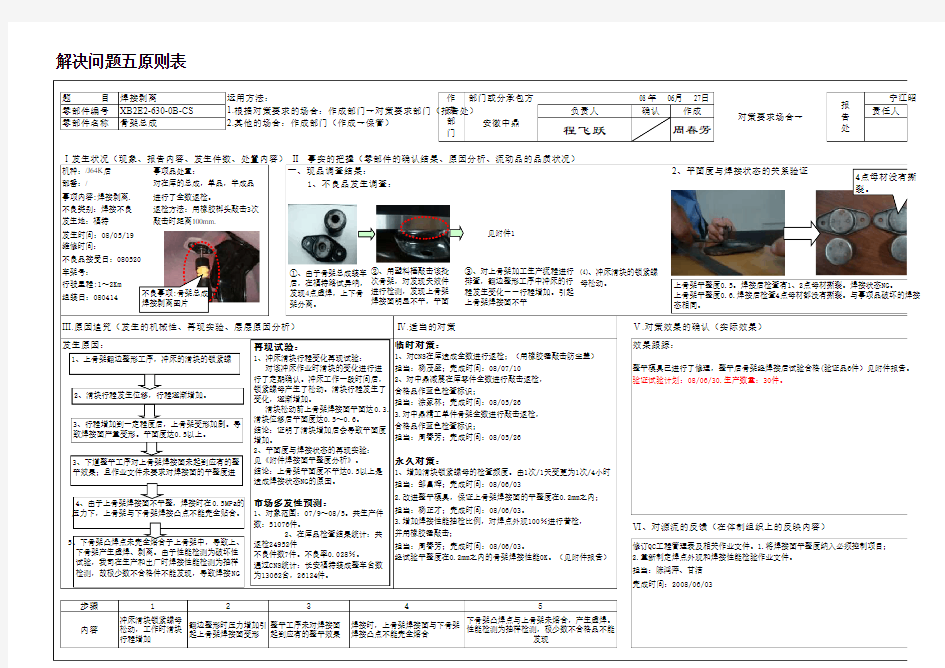
①、由于骨架总成装车后,在福特路试异响,发现4点虚焊,上下骨架分离。
②、用塑料棰敲击该批次骨架,对发现失效件进行检测,发现上骨架焊接面明显不平,平面③、对上骨架加工生产流程进行排查,翻边整形工序中冲床的行程发生变化--行程增加。引起上骨架焊接面不平
上骨架平整度0.5。焊接后检查有1、2点母材撕裂。焊接状态NG 。
上骨架平整度0.6.焊接后检查4点母材都没有撕裂。与事项品破坏的焊接态相同。2、滑块行程发生位移,行程逐渐增加。
3、下道整平工序对上骨架焊接面未起到应有的整平效果;且作业文件未要求对焊接面的平整度进
4、由于上骨架焊接面不平整,焊接时在0.5MPa 的压力下,上骨架与下骨架焊接凸点不能完全贴合。
5、下骨架凸焊点未完全熔合于上骨架中,导致上、下骨架产生虚焊、剥离。由于性能检测为破坏性试验,我司在生产和出厂时焊接性能检测为抽样检测,故极少数不合格件不能发现,导致焊接NG
1、上骨架翻边整形工序,冲床的滑块的锁紧螺
⑷、冲床滑块的锁紧螺母松动。不良事项:骨架总成
焊接剥离图片
3、行程增加到一定程度后,上骨架变形加剧。导致焊接面严重变形。平面度达0.5以上。再现试验:
1、冲床滑块行程变化再现试验:对该冲床作业时滑块的变化进行进行了定期确认。冲床工作一段时间后,锁紧螺母产生了松动。滑块行程发生了变化,逐渐增加。
滑块松动前上骨架焊接面平面达0.3.滑块位移后平面度达0.5~0.6。
结论:证明了滑块增加后会导致平面度增加。
2、平面度与焊接状态的再现实验:见《附件焊接面平整度分析》。
结论:上骨架平面度不平达0.5以上是造成焊接状态NG 的原因。
市场多发性预测:
1、对象范围:07/9~08/5。共生产件数:51076件。
2、在库品检查结果统计:共
返检24952件
不良件数7件。不良率0.028%。
通过CNS 统计:长安福特装成整车台数为13062台,26124件。
4点母材没有撕裂。
宁江昭和
确认
没有撕
的焊接状.
整平模具已进行了修理,整平后骨架经焊接后试验合格(验证品6件)见附件报告。