钢丝绳绳芯种类及其区别
下面我们来具体讲述两者由于绳芯不同,各自产生的优缺点。
纤维芯钢丝绳就是中间是由一条纤维绳组成的。用字母FC表示。
以麻芯材质为例:
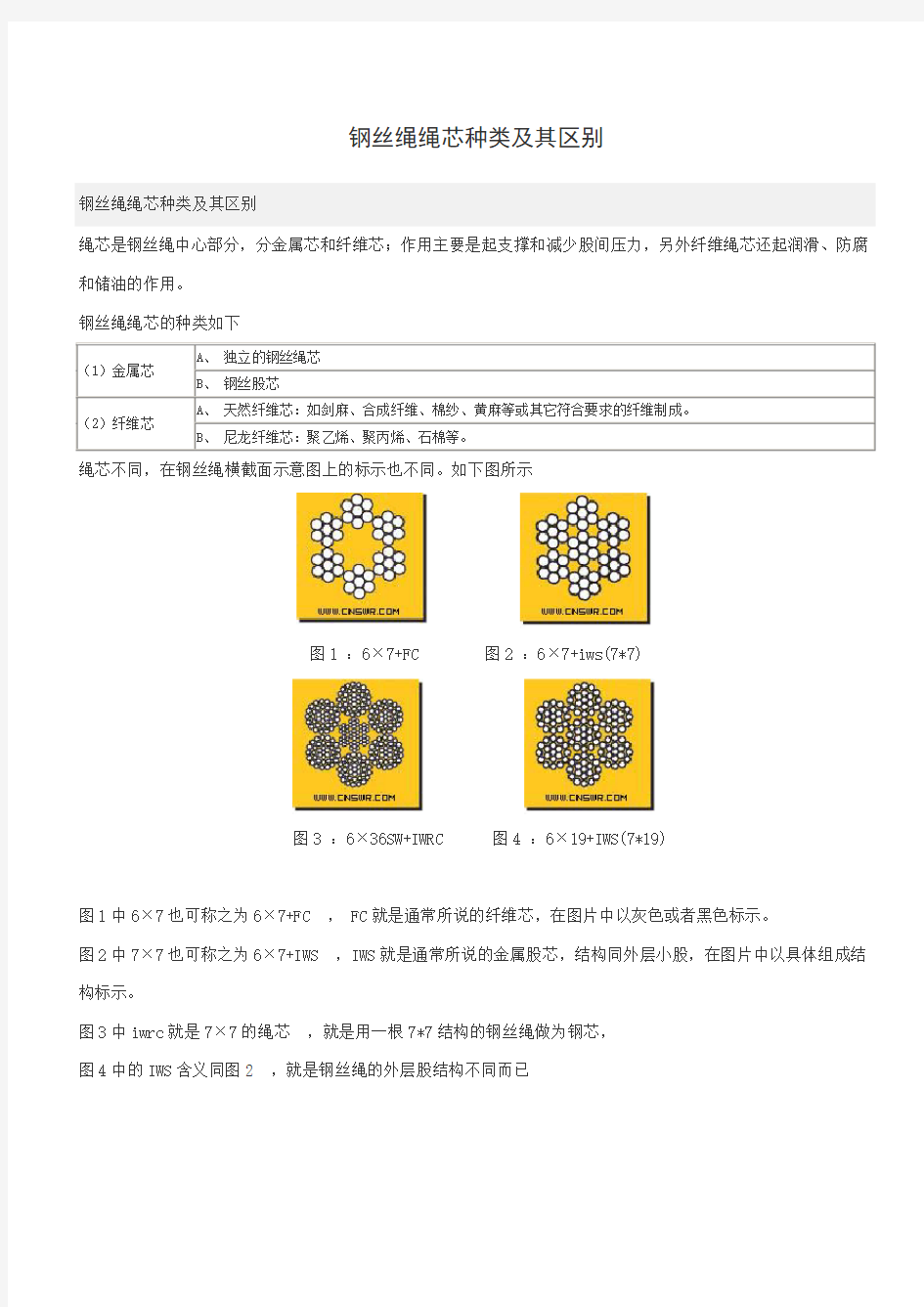
麻芯材质跟一般的麻绳所用的纤维是基本相同的,麻芯的作用是储存润滑油,使钢丝绳表面的油达到持久的补充,使钢丝绳长久耐用。对于经常处于运动状态的钢丝绳涂油,是必不可少的。新钢丝绳麻芯一般含有12%~15%的油脂,而报废的钢丝绳在损耗最大的部位仅含2.4%的油脂,在同一根钢丝绳的绳端,即使没有经过滑轮也仍含有12.7%~14.5% 的油脂。试验表明,涂油钢钢丝绳在试验后期发生的断丝约为不涂油的一半。一根钢丝绳最初的含油量只能维持寿命的40%,其后如不加油则断丝急剧增加;二是对使用环境恶劣、相对运动较少的钢丝绳,可选择镀锌、镀铝等特种钢丝绳。这些钢丝绳暴露在大气中的镀锌或镀铝表面会形成氢氧化锌和氢氧化铝薄膜,能有效地防止钢丝绳的腐蚀。
钢芯钢丝绳就是中间是由一股/根钢丝绳组成的。用字母IWS或者IWR表示。钢芯钢丝绳比麻芯钢丝绳耐磨,抗挤压,具有较高的使用寿命,破断拉力也相对的高,柔软度相对的低一点。因为耐磨抗压的原因,钢芯钢丝绳一般适用于吊机或者卷扬机上面用。钢芯钢丝绳的价格比麻芯钢丝绳相对高一点,但考虑到使用寿命和对钢丝绳拉力会相对好一点,所以按照总体性价比来说钢芯钢丝绳的成本是比较低的。
钢丝绳种类特性
(一)钢丝绳的分类和特性 钢丝绳的分类方法很多,常见的有一下三种: 1、按捻制方法分 钢丝绳按捻制方法的不同,可分为同向捻、交互捻和混合捻三种。其中同向捻和交互捻又可分为左同向捻、右同向捻和左交互捻、右交互捻。 (1)同向捻钢丝绳是每股子绳内钢丝的捻向与整根钢丝绳的捻向相同。它柔性好,使用时磨损慢,但容易产生自旋、松弛、压扁和搭接。 (2)交互捻钢丝绳是每股子绳内钢丝的捻向与整根钢丝绳的捻向相反。它克服了同向捻钢丝绳的缺点,仍具有同向捻钢丝绳的优点。 (3)混合捻钢丝绳是每股子绳内钢丝的捻向与整根钢丝绳的捻向混合交捻。它不仅具有同向捻钢丝绳的优点,而且机械性能比它们更好。但这种钢丝绳制造困难,价格较贵。所以,在实际工程中交互捻钢丝绳用得最多。 2、按绳芯材料分 钢丝绳按绳芯材料的不同,一般分为麻芯(或棉芯)、石棉芯和钢芯三种。 (1)麻芯(或棉芯)钢丝绳。因绳芯由浸油的剑麻、棉纱等纤维制成,绳芯中的油能从绳的内部渗出并润滑钢丝绳,从而能减少钢丝间的摩擦力,增加钢丝绳的饶性和弹性,又可防止钢丝绳的锈蚀,但不能在较高温度下工作和承受重压。
(2)石棉芯钢丝绳。它耐热性好,能在高温环境下工作,但也不能承受重压。 (3)钢丝芯钢丝绳。它强度高,能承受较大的横向载荷,并且也能在高温环境下工作,但太硬,不易弯曲。 3、按结构形式分 钢丝绳结构形式大致可分为闭合式、复合式和普通式三种。 (1)闭合式钢丝绳。它外层为异形钢丝,内包一束等径钢丝束,它是采用特殊方法捻制而成的。它的特点是结构紧密、强度高、表面光滑、耐磨性好,但不易弯曲,柔性差。这种钢丝绳多用于缆索起重机上。 (2)复合式钢丝绳。它是由不等径钢丝分六股或多股与一根含油绳芯捻制而成的。其特点是结构紧密、强度高、耐磨性好,但价格较贵,用于起重速度较快的机械上。 (3)普通式钢丝绳。它是由六股等径的钢丝子绳与一根含油绳芯捻制而成的。其特点是弹性好,易于绑扎,但强度稍差,多用于一般起重吊装、运输作业上。 普通钢丝绳的每股绳由许多钢丝组成,最常见的有19根、37根和61根。它们分别表示为6×19+1、6×37+1和6×61+1,其中第一个数字“6”表示六股绳,第二个数字表示每股子绳的钢丝数,第三个数字“1”表示一根绳芯。 在钢丝绳直径相同的情况下,每股子绳的钢丝数量越多,则钢丝直径越细,饶性越好,易于弯曲,但强度及耐磨性就不如粗钢丝捻制
钢丝绳规格解读
更多 >>> 6*37 6*7 6*19S 6*19W 6*25Fi6*29Fi 6*36 通用绳(软丝)镀锌钢丝绳,渔业防腐矿用,行车门机起重机,汽车吊车,塔机塔吊汽车吊车,塔机塔吊,起重机,电动葫芦行车 35w*7 35Wx7K 6K*36SW+IWRC 4V*39S+5FC 8*19S-8*7 8*19S-FC 层股不旋转绳多层股面接触绳打桩机专用(模拉锻打)三角股(锻打工艺)高速电梯专用绳电梯用绳
数字字母解释:第一个数字代表股、第二数字每股的钢丝数量、fc代表绳芯填充物(一般是麻、合成纤维) w代表间隔性的粗细搭配,s代表层状粗细搭配,sw全面粗细搭配,iws代表单股绳芯,iwrc(7x7)多股绳芯序号名称代表结构级别耐用度一: 一: 点接触钢丝绳(6x7 6x19 6x37) 线接触钢丝绳(6x9w 6x19s 6x19w6x36sw) 普通型 中档 规格型号 三:四:五:面接触钢丝绳(6kx19w 6kx36) 多层股钢丝绳(18x7 18x1934x7)(18x19s 35wx7)线接触多层股 多层股面接触(18kx7 35kwx7) 高 高 极高 表面处理一:光面钢丝绳涂油二:冷镀锌钢丝绳(空气中三年不腐蚀)三:热镀锌钢丝绳(空气中十五年以上 S、W、SW、Fi 都是代表钢丝绳小股钢丝粗细丝搭配, S:西鲁式的小股捻制方法,W:瓦伦吞式的小股捻制方法, SW:专业术语叫西瓦式(西鲁式和瓦伦吞式相结合的),很多用户叫粗包细钢丝绳 Fi:代表填充式小股捻制方法。请看下表小股的区别。 S 和W基本都是在18盘上一次捻制成型的。常用的结构有6*19S,6*19W,8*19S(电梯 钢丝绳),那么SW 和Fi 基本都是36盘上捻制的。SW有6*26SW,6*31SW,6*36SW。 而Fi 基本有两种:6*25Fi,6*29Fi,当然这种绳子也可以做8股的。国外一般生产 8*26SW类似于这样的结构。如果里面再加7*7(iwrc)钢芯,比如6*31SW+iwrc 的钢丝 绳。 钢丝绳绳芯分为钢芯和麻芯,钢芯主要有1*7,1*19,1*37,7*7。而麻芯统称FC,国家标准主 要有两种,一种为天然麻芯,一种是合成纤维芯PPC,也叫PP,天然麻芯也叫NF,主要 分为两种:黄麻和剑麻,黄麻成本低,但是剑麻的支撑力和韧性比黄麻好,电梯钢丝绳里 面基本用剑麻芯或者PPC,锻打钢丝绳中间绳芯基本用高品质的PPC。 但是现在南通钢丝绳厂制造一般用途的钢丝绳中,用的纱麻芯。这种绳芯成本相对比黄麻 还要低,但是没有黄麻好,但是比纯的纱芯好。南通很多小规格钢丝绳基本都是用纱芯作 为绳芯。其柔软,支撑力差,成本低。有些钢丝绳厂11mm的甚至也用纯纱芯,这是严重 偷工减料。
钢丝绳常识
钢丝绳一般常识 钢丝绳标记及分类 例: 22 6*19W- -FC 1770 U SZ 18 18*19S- -WSC 1960 B Zs 6 1*3 7 1570 B Z a b c d e f a)直径尺寸:指钢丝绳横截面的节圆直径,一般以mm表示,实测直径一般大于公称直径, 执行标准不同公差范围的要求也不尽相同。如用户另有要求,按用户要求执行。 b)钢丝绳结构:如例6*19W,6代表钢丝绳的股数,19代表每股中钢丝的个数,W代表钢丝在股中排列的形式。
股结构类型 代 号 单捻 无代号 平行捻西鲁式 S 平行捻瓦林吞式 W 平行捻填充式 F 平行捻西瓦组合式 WS 多工序捻(圆股)点接触 M 股结构形状 代 号 圆形 无代号 三角形(扇形) V 椭圆形 Q 扁形或带形 P 压实形 K K表示股经过模拉锻打的压实加工工艺,如一个由36根钢丝组成的西瓦式压实圆股的标记为K36WS。 c)芯结构: 钢丝绳中心组件名称 代 号 纤维芯 FC 天然纤维芯 NFC或NF 合成纤维芯 SFC或SF 固态聚合物芯 SPC 钢芯 WC 钢丝股芯 WSC或IWS 独立钢丝绳芯 IWRC或IWR 压实股独立钢丝绳芯 IWRC(K) 聚合物包覆独立绳芯 EPIWRC 平行捻钢丝绳芯 PWRC 压实股平行捻钢丝绳芯 PWRC(K) 填充聚合物的平行捻钢丝绳芯 PWRC(EP) 阻旋转钢丝绳的密实钢丝股芯 KWSC
d)钢丝绳强度级别:用数值表示的要求的钢丝绳破断拉力水平,一般以MPa表示,常用的强度级别有1320 1570 1670 1770 1870 1960 2160Mpa 等。 e)钢丝表面状态: 钢丝表面状态 代 号 光面或无镀层 无代号或NAT B级镀锌 B或ZBB A级镀锌 A或ZAA AB级镀锌 AB或ZAB B级锌合金镀层 B(Zn/Al) A级锌合金镀层 A(Zn/Al) f)捻制类型及方向: 捻制类型及方向 代 号 单捻钢丝绳 右捻 Z 单捻钢丝绳 左捻 S 多股钢丝绳 右交互捻 ZS 多股钢丝绳 左交互捻 SZ 多股钢丝绳 右同向捻 ZZ 多股钢丝绳 左同向捻 SS 多股钢丝绳捻向第一个字母表示绳的捻制方向,第二个字母表示股的 捻制方向。 钢丝绳的选购原则 1:当磨损断丝为失效的主因时,尽量选用外层丝较粗的结构,如西鲁式、面接触、同向捻。 2:当弯曲疲劳为失效的主因时,线接触或丝径较细的点接触更能延长寿命。 3:当腐蚀断丝为失效主因时,应选择不锈钢、镀锌、光面重涂油、表面涂塑等钢丝绳。 4:当钢丝绳工作时不允许旋转的,应选用多层股、单层少股或其他特殊结构的钢丝绳。
钢丝绳术语(下)
接着上面一篇文章说一下 8.3 按用途分类 8.3.1 一般用途钢丝绳(含钢绞线) steel wire ropes for general purposes 除特殊用途钢丝绳外,用于一般用途如机械、运输等的钢丝绳。 8.3.2 电梯用钢丝绳 steel wire ropes for lifts 8.3.3 航空用钢丝绳 steel wire ropes for aerospace controls 8.3.4 钻深井设备用钢丝绳 steel wire ropes for deep drilling equipment 8.3.5 架空索道及缆车用钢丝绳 steel wire ropes for aerial ropeways and funiculars 8.3.6 起重用钢丝绳 steel wire ropes for cranes 8.3.7 预应力混凝土用钢绞线 steel wire strands for prestressed concrete 8.3.8 渔业用钢丝绳 steel wire ropes for fishing purpose 8.3.9 矿井提升用钢丝绳 steel wire ropes for mine hoisting purposes 8.3.10 轮胎用钢帘线 tyre cords 8.3.11 胶带用钢丝绳 rubberized cords 8.4 按捻制特性分类 8.4.1 点接触钢丝绳 point contact lay wire ropes 8.4.2 线接触钢丝绳 linear contact lay wire ropes 8.4.3 面接触钢丝绳 facial contacted wire ropes 8.5 按表面状态分类 8.5.1 光面钢丝绳 without coating wire ropes 8.5.2 镀锌钢丝绳 zinc coated wire ropes 8.5.3 涂塑钢丝绳 plastic coated wire ropes
钢丝绳规格参数表
钢丝绳的规格与参数 一、谈一下钢丝绳生产所用的钢丝原材料 钢丝就是钢丝绳最根本的原材料,钢丝性能的好坏从根本上影响着钢丝绳质量的好坏,所以,不管你的钢丝绳技术和钢丝绳生产工艺如何,原材料过不了关,那后续工作做得再好也不能弥补这道坎! 钢丝绳原材料一般都是选用优硬线,有时也叫盘条或者盘元,而不是一般的普线或者高线什么的。有的普高线是用来生产铁丝的,这和钢丝的性质不一样。铁丝较软,钢丝较硬,生产铁丝原材料一般是Q195或者Q235之类的,而生产钢丝一般都要用到高碳钢,钢号多数集中在45#-85#之间。 钢丝绳生产中的钢丝直径一般从0.2mm-5mm,使用最多的是0.2mm-3mm,制绳钢丝抗拉强度从1470MPa-1960MPa,使用最多的是1570-1770MPa,制绳钢丝表面分镀锌、光面和不锈钢这几类,无非就是光面钢丝绳,镀锌钢丝绳,不锈钢钢丝绳。 二、钢丝绳的种类 钢丝绳是把很多根直径为0.3~3mm的高强度碳素钢钢丝先拧成股,再把若干股围绕着绳芯拧成绳的。钢丝绳种类很多,按绕捻方法不同可分为左同向捻、右同向捻、左交互捻、右交互捻四种,起重作业中常用右交互捻钢丝绳。 按钢丝绳芯材料不同可分为麻芯、石棉芯和金属绳芯三种,起重作业中常采用麻芯钢丝绳,麻芯中浸有润滑油,起减小绳股及钢丝之间的摩擦和防腐蚀的作用。 按钢丝绳绳股及丝数不同可分为6×19、6×37和6×61三种,起重作业中最常用的是6×19和6×37钢丝绳。 按钢丝表面处理不同又可分为光面和镀钵两种,起重作业中常用光面钢丝绳。 按钢丝绳股结构分类,又可分为点接触绳、线接触绳和面接触绳。 点接触绳的各层钢丝直径相同,但各层螺距不等,所以钢丝互相交叉形成点接触,在工作中接触应力很高,钢丝易磨损折断,但其制造工艺简单。 线接触绳的股钢丝粗细不同,将细钢丝置于粗钢丝的沟槽,粗细钢丝间成线接触状态。由于线接触钢丝绳接触应力较小,钢丝绳寿命长,同时挠性增加。由于线接触钢丝绳较为密实,所以相同直径的钢丝绳,线接触绳破断拉力大些。绳股钢丝直径相同的同向捻钢丝绳也属线接触绳。 面接触绳的股钢丝形状特殊,采用异形断面钢丝,钢丝间呈面状接触。其优点是外表光滑,抗腐蚀和耐磨性好,能承受较大的横向力;但价格昂贵,故只能在特殊场合下使用。
钢丝绳捻向及钢丝绳芯代
钢丝绳捻向及钢丝绳芯 代 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
钢丝绳捻向及钢丝绳芯代号 钢丝绳按绕捻方法不同可分为左同向捻、右同向捻、左交互捻、右交互捻,钢丝绳(或股)捻向,是指股在绳中(或丝在股中)捻制的螺旋线方向。判定方法:将绳(或股)垂直放置观察,若股(丝)的螺旋上升方向为自左向右上方,则为左捻,根据捻制方向用两个字母(Z或S)表示钢丝绳的捻向,第二个字母表示股的捻向,“Z”表示右捻向,“S”表示左捻向。根据股、绳捻制方向,钢丝绳分为: a 右交互捻ZS:绳右捻,股左捻股捻的方向与股内钢丝捻的方向相反称交互捻 b 左交互捻SZ:绳左捻,股右捻 c 右同向捻ZZ:绳右捻,股右捻 d 左同向捻:绳左捻,股左捻 e 右混合捻:绳右捻,部分股左捻,部分股右捻 f 左混合捻:绳左捻,部分股右捻,部分股左捻 同向捻的钢丝绳,表面较平整、柔软,有抗弯曲疲劳性能,比较耐用;其缺点是绳头断开处绳股易松散,悬吊重物时容易出现旋转,易卷曲扭结,因此在吊装中不宜单独采用。起重吊装作业常用存交互捻钢丝绳。 钢丝绳芯及代号 a 纤维芯(天然或合成):FC b 天然纤维芯:NF c 合成纤维芯:SF d 金属丝绳芯:IWR(或IWRC) e 金属丝股芯:IWS 钢丝的表面状态用下列代号标记: a. 光面钢丝:NAT; b. A级镀锌钢丝:ZAA; c. AB级镀锌钢丝:ZAB; d. B级镀锌钢丝:ZBB 钢丝绳中钢丝的横截面用下列代号标记: a. 圆形钢丝:无代号; b. 三角形钢丝:V; c. 矩形或扁形钢丝:R; d. 梯形钢丝:T; e. 椭圆形钢丝:Q;
钢丝绳及其常用标准
钢丝绳及其常用标准
mm mm2kg/100m kg,不小于表6—7-32德国圆股钢丝绳的规格格式 钢丝绳标称直径单位长 度重量 G kg/m 理论计算破断拉力最小破断拉力 钢丝的公称强度为下列数值时 1570N/mm2 (160kgf/mm2) 1770N/mm2 (180kgf/mm2) 1570N/mm2 (160kgf/mm2) 1770N/mm2 (180kgf/mm2) F 理论值F理论值F最小F最小 d 允许 偏差% Kn kgf kN kgf kN kgf kN kgf (2)外观质量:钢丝绳的外观,无论是否镀锌,均应要求光滑,无断裂、捻 制均匀、端头不松散等;单丝表面不得有凹陷、锈蚀、压扁、碰伤等缺陷。 对于光面钢丝绳,为了防腐和防锈,表面要涂油。 4.化学成分及检验 (1)单丝:一般对化学成分不作规定,这是因为原来用作生产钢丝的各种规格牌号盘条,已检验过化学成分,并符合了标准。 (2)镀锌丝:镀锌钢丝绳的单丝,规定有锌层重量、硫酸铜试验次数与时间,并注明执行的标准。如:GB/T8918—1996中,对直径>~的镀锌单丝按表6—7-33规定,且分别按GB2973—91和GB2972—91,GB2973—91试验方法进行。 而日本标准JISG3525中仅规定锌层重量,对于直径~锌丝按表6—7-34所列要求,且按JISH0401试验方法。 表6—7-33直径>~镀锌丝绳单丝检验规定 钢丝直径mm镀锌层组别浸入次数每次浸置时间 s 镀锌层重量 g/m2 >~甲160 66乙130 表6—7-34日本对直径在~间锌钢丝镀锌量要求最小镀锌覆量(g/m2) 单丝直径(mm) 镀锌量 G类A类 超过,小于6050 超过,小于7060 5.物理性能检验 (1)力学指标
QC T228.2-1997摩托车操作拉索钢丝绳
QC T228 QC/T 228.2-1997 摩托车和轻便摩托车操纵拉索钢丝绳 1范畴 本标准规定了摩托车和轻便摩托车操纵拉索用钢丝绳的产品分类、技术要求、试验方法、检验规则及标志、包装。 本标准适用于摩托车和轻便摩托车用操纵拉索的钢丝绳。 2引用标准 GB 228金属拉伸试验方法 GB 239金属线材扭转试验方法 GB 699优质碳素结构钢技术条件 GB 21041钢丝绳包装、标志及质量证明书的一样规定 GB 2973镀锌钢丝绳锌层重量试验方法 GB 8358钢丝绳破断拉伸试验方法 GB 8706钢丝绳术语 GB 8707钢丝绳标记代号 3产品分类 3.1钢丝绳按表面状态分为:镀锌钢丝绳和涂塑钢丝绳。 3.2钢丝绳按断面结构分为1×19和6×7+IWS两种。 3.2.11×l9钢丝绳的结构和尺寸见图1、表1。 3.2.26×7+IWS钢丝绳的结构和尺寸见图2、表2。 3.3钢丝绳单根长度不小于25m。 3.4标记示例 例1:公称直径1.6mm,结构为1×19的镀锌钢丝绳: 钢丝绳1.6-1×19QC/T 228.2一1997 例2:公称直径3.0mm,结构为6×7+IWS的涂塑钢丝绳:
钢丝绳T3一6×7十IWS QC/T 228.2一1997 4技术要求 4.1钢丝 4.1.1钢丝用GB 699规定的优质碳素结构钢制造。钢号由制造厂选择,但其硫、磷含量各不大于0.030%。 4.1.2钢丝须经镀锌处理,其镀层重量应符合表3的规定。 4.1.3钢丝直径承诺偏差和力学性能应符合表4的规定。 4.1.4钢丝应进行打结拉力试验,打结拉力应不低于该钢丝公称抗拉强度58%的载荷。 4.1.5钢丝表面不应有刮伤、压扁和锈蚀等缺陷。镀锌层应平均连续,无裂纹和剥落现象。 4.2钢丝绳 4.2.1钢丝绳中各股及股中各钢丝应捻制紧密,不得有叠痕,凸起、折断、压伤及错乱交叉的钢丝。 4.2.2钢丝绳中钢丝的接头应尽量减少,必须接头时,两接头之间距离不得小于8m。接头方式为对焊或插接。 4.2.3钢丝绳中股的捻距和股中钢丝的捻距在其全长上应平均,钢丝绳的捻距为绳径的6~8倍,绳股和单股钢丝绳中钢丝的捻距应不大于股径的12倍。 4.2.4钢丝绳的捻向为:1×19钢丝绳左向捻(S);6×7+IWS钢丝绳右交互捻(ZS)。 4.2.5钢丝绳应不松散,中心股和外层股中心丝承诺加粗。 4.2.6涂塑前的钢丝绳表面应清洁,无油污及其他杂质,承诺锌层表面有少量闪光点及白色簿层。 4.2.7涂塑钢丝绳涂塑层应色彩平均,无裂缝、凸起及阻碍使用性能的挤压痕迹。涂塑层与钢丝绳应紧密结合,不得有相互滑动,涂塑层不平均时,其局部最小壁厚应符合表1、表3的规定。
钢丝绳基础知识
钢丝绳基础知识 钢丝绳的分类 按照股中相邻层钢丝的接触状态,钢丝绳可分为:点接触钢丝绳、线接触钢丝绳、面接触钢丝绳三种基本结构形式。按照构成股断面的形式,钢丝绳可分为圆股钢丝绳和异形股钢丝绳(其中异形股钢丝绳主要包括三角股钢丝绳、椭圆股钢丝绳和扇形股钢丝绳)。按照钢丝(钢丝绳)表面状态,钢丝绳可分为光面钢丝绳、镀锌(锌铝合金)钢丝绳和涂(包)塑钢丝绳。 点接触:股内相邻层钢丝之间呈点状接触形式,除中心钢丝外,各层钢丝直径相等,股通过分层捻制形成。 线接触:股内相邻层钢丝之间呈线状接触形式,股由不同直径的钢丝一次捻制而成。 面接触:股内相邻层钢丝之间呈面状接触形式。 点、线接触钢丝绳:股内相邻层钢丝之间呈点、线两种接触形式。股由不同直径的钢丝分次捻制而成。 异形股钢丝绳:异形股钢丝绳因其股断面呈三角形、椭圆形或扇形而得名。 镀锌钢丝绳:对钢丝表面进行镀锌处理(或镀锌后拉拔),然后在捻制成的钢丝绳。 钢丝绳捻向 所谓钢丝绳(或股)捻向,是指股在绳中(或丝在股中)捻制的
螺旋线方向。判定方法:将绳(或股)垂直放置观察,若股(丝)的螺旋上升方向为自左向右上方,则为左捻,可用“”表示。根据股、绳捻制方向,钢丝绳分为: a 右交互捻钢丝绳:绳右捻,股左捻 b 左交互捻钢丝绳:绳左捻,股右捻 c 右同向捻钢丝绳:绳右捻,股右捻 d 左同向捻钢丝绳:绳左捻,股左捻 e 右混合捻钢丝绳:绳右捻, 部分股左捻,部分股右捻 f 左混合捻钢丝绳:绳左捻, 部分股右捻,部分股左捻 钢丝绳芯及代号 a 纤维芯(天然或合成):FC b 天然纤维芯:NF c 合成纤维芯:SF d 金属丝绳芯:IWR(或IWRC) e 金属丝股芯:IWS 钢丝绳保养 对待钢丝绳的搬运必须和对待机械设备搬运同等小心。钢丝绳卸装时,禁止从高处直接推下,防止钢丝绳受到外伤或损坏绳轮。正确的
钢丝绳有关术语的解释
钢丝绳最小破断拉力就是计算至少要用多大的力量可以将钢丝绳拉断。钢丝绳最小破断拉力的检测是判定此钢绳是否合格的重要依据;也是设计选用何种钢丝绳的重要依据;检测钢丝绳最小破断拉力的意义: 最直接了解被检钢丝绳的实际强度, 对此钢绳的实际使用提供最可靠的强度依据. 钢丝绳的最小破断拉力与钢丝破断拉力总和不是一个概念!钢丝绳的破断拉力——是整根钢丝绳在拉伸实验时测得的最大拉力。钢丝的破断拉力总和——钢丝绳中全部钢丝按规定的方法测得破断拉力总和(也有测定部分钢丝破断拉力,计算出全部钢丝破断拉力总和)。钢丝破断拉力总和大于钢丝绳的破断拉力,是因为在捻制成品过程中有拉伸、弯曲和集中应力的作用,而造成的,两者差值叫捻制损失。 抗拉强度是指材料在外力拉伸下抵抗破断的能力.试样拉断前承受的最大标称拉应力。 抗拉强度是金属由均匀塑性变形向局部集中塑性变形过渡的临界值,也是金属在静拉伸条件下的最大承载能力。对于塑性材料,它表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致上的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。符号为RM,单位为MPA。当钢材屈服到一定程度后,由于内部晶粒重新排列,其抵抗变形能力又重新提高,此时变形虽然发展很快,但却只能随着应力的提高而提高,直至应力达最大值。此后,钢材抵抗变形的能力明显降低,并在最薄弱处发生较大的塑性变形,此处试件截面迅速缩小,出现颈缩现象,直至断裂破坏。钢材受拉断裂前的最大应力值称为强度极限或抗拉强度。 公称抗拉强度:按标准拉伸试样的试件进行拉力试验得到公称抗拉强度。 破断力=50d2 破断力=(英寸)2/2
钢丝绳捻向与卷筒旋向的对应关系
钢丝绳捻向与卷筒旋向的对应关系 1.钢丝绳的分类 按钢丝在绳中的捻次分单捻、双捻、三捻。按股中钢丝接触情况分点接触、线接触、面接触式三种。按捻向分为左捻、右捻、同向捻、交互捻四种。按绳股断面形状分为普通圆钢丝绳、异型股钢丝绳。这是基本的分类,还有特种钢丝绳,如 扁钢丝绳。 2.钢丝绳的选择 钢丝绳在工作时受到多种应力作用,如:静、动、弯曲、接触应力、挤压应力和捻制应力等,这些应力反复作用,将导致钢丝绳疲劳损坏,加上磨损、锈蚀,从而缩短钢丝绳的使用寿命。考虑一定的安全系数是选择钢丝绳首要和基本的问题,而安全系数只是按钢丝绳的最大静荷载计算的参考值之一。选绳时,还应考虑钢丝绳与卷筒之间的关系,即选择正确的捻向。滚筒的旋向分为左旋和右旋两种(沿固定绳头方向看),钢丝绳捻向有左捻、右捻、同向捻、交互捻四种。对于煤矿来说,常用交互捻钢丝绳,这种钢丝绳不用考虑钢丝绳捻向与滚筒旋向的对应关系,但经过比较后,同向捻钢丝绳比交互捻钢丝绳,在相同条件下的使用 寿命长,见表l。 表1 同向捻和交捻钢丝绳使用寿命比较 钢丝绳结构绳径/mm 使用寿命/月提升量 同向捻46.5 12 818256 同向捻46.5 14 881948 同向捻46.5 16 737232 交捻46.5 6.5 324533 交捻46.5 7 424966 交捻46.5 6 311635 注:钢丝绳均为6×19,且根据同一台绞车上使用的钢丝绳整理 左交互捻、右交互捻两种型号的钢丝绳可用于左旋卷筒,也可用于右旋卷筒。左捻、右捻两种绳与滚筒旋向有一定的对应关系,选对了钢丝绳捻向,才能延长钢
丝绳的使用寿命。钢丝绳在卷筒上缠绕方向,必须是使钢丝绳紧捻而不是松捻的方向缠绕。捻向与旋向可用左右手定则判断,伸出右手(左手图lb),拇指指向绳头固定端,手背朝上表示上出绳,手背朝下表示下出绳,面向提升方向,若为左手,则为左捻绳,若为右手则为右捻绳(图1)。
钢丝绳是分类
第一节钢丝绳是分类、规格、与特性 钢丝绳是起重工最常用的工具。本节对钢丝绳的分类结构、性能、使用注意事项及报废标准等问题简略介绍。 一.钢丝绳的分类 钢丝绳一般是由绳芯和钢丝经过捻制而成。但由于钢丝的表面处理和其韧性以及捻向不同,分类又不同。 1.按钢丝表面的情况分类为 (1)光面钢丝绳(2)度锌钢丝绳(用于腐蚀条件) 2.按绳股捻制的方法分为 (1)向右捻(2)向左捻(3)交互捻(4)同向捻(5)混合捻 二.钢丝绳的结构及使用特性 1.钢丝绳绳芯 (1)纤维芯是麻绳、棉纱等纤维制成,并用防腐、防锈润滑油寖透。这种绳芯的钢丝绳有较好的韧性和弹性,但不宜承受横向压力和高温辐射。 (2)钢丝芯是用软钢丝制成,这种钢丝的强度大,可在有横向压力和高温条件下工作,但韧性较差。 (3)石棉芯是石棉纤维制成,并用防腐、防锈润滑油寖透。这种绳芯的钢丝绳与纤维芯的钢丝绳使用特性差不多,但它可以高温条件下工作。 我厂常用的钢丝绳绳芯一般为纤维芯。 二.钢丝绳的标准标注及识别 按国家标准规定钢丝绳的标注方法如下: 钢丝绳6股×每股丝数—钢丝绳直径-公称抗拉强度-钢丝绳的外形及捻向我厂通常使用的钢丝绳为6×37纤维芯。 第二节钢丝绳的强度(破断力)及安全系数1.钢丝绳的破断力通常是指钢丝绳的最大载荷也是钢丝绳中每根钢丝的破断力
的总和,随这钢丝绳的强度不同而不同。有的甚至相差很大。在实际使用中,钢丝绳还要根据吊装工件的重要程度,工作环境的不同,选择不同的安全系数。 一般钢丝绳的强度在实际使用中取低不取高,所以钢丝绳的破断力可以进行估算为: (1)钢丝绳直径的平方×0.5=最大破断力(KN)9.8N=1KG如:21.5×21.5×0.5=231KN=23T (2)钢丝绳直径×50=最大破断力KG1000KG=1T 如:21.5×21.5×50=23112KG=23T 2.钢丝绳在使用过程中的受力情况很复杂,除承受外,还要承受弯曲、扭转、挤压等应力状态,而且在使用时会时常会发生冲击和惯性力的作用。如吊运过程中的停止或启动,都会产生比静载荷大的动载荷。就是要考虑了这些因素,所以为安全起见要留有一定的安全储备,就是我们通常所要求的钢丝绳安全倍数,而且对不同的起重作业,选择的安全系数是不一样的。 钢丝绳的安全系数(倍数)的选择主要根据其工作类型和工作对象来选择,用于稳索封固、船舶缆绳与拖拉用可取3.5倍;各种起重机所用吊钩卷扬、变幅卷扬可取5倍;吊钩下吊索具可取6倍;用于吊物捆绑的8~10倍。在特殊要求用途时,安全系数还要大,如吊人、兜吊钢板等不下于14倍。 第三节钢丝绳插接制作吊索方法及报废标准 1.通常采用钢丝绳相互编插在一起的一种方法。在起重吊运过程中,这种方法运用较多。它的优点是接头牢固、经济、方便、钢丝绳的接头比较平滑,此方法多用来吊索和连接钢丝绳等。一般插编的钢丝绳吊索时,每股钢丝反复插不少于3~4次,也可以插的长度距离为钢丝绳直径的20~22倍,多于的钢丝切除时应留有离钢丝表层面2~3cm的钢丝余量。 2.卡接法就是把钢丝绳的一端(或两端)弯成一环圈用钢丝绳夹把绳端紧固,用这种方法连接钢丝绳时,必须同一规格的钢丝绳要配备一定规格的钢丝绳夹,钢
钢丝绳规格解读
钢丝绳规格解读 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
>>>用绳(软丝)镀锌钢丝绳,渔业防腐矿用,行车门机起重机,汽车吊车,塔机塔吊汽车吊车,塔机塔吊,起重机,电动葫芦行车股不旋转绳多层股面接触绳打桩机专用(模拉锻打)三角股(锻打工艺)高速电梯专用绳电梯用绳
S、W、SW、Fi都是代表钢丝绳小股钢丝粗细丝搭配, S:西鲁式的小股捻制方法,W:瓦伦吞式的小股捻制方法, SW:专业术语叫西瓦式(西鲁式和瓦伦吞式相结合的),很多用户叫粗包细钢丝绳 Fi:代表填充式小股捻制方法。请看下表小股的区别。 S和W基本都是在18盘上一次捻制成型的。常用的结构有 6*19S,6*19W,8*19S(电梯钢丝绳),那么SW和Fi基本都是36盘上捻制的。SW有6*26SW,6*31SW, 6*36SW。而Fi基本有两种:6*25Fi,6*29Fi,当然这种绳子也可以做8股的。国外一般生产8*26SW类似于这样的结构。如果里面再加7*7(iwrc)钢芯,比如 6*31SW+iwrc的钢丝绳。 钢丝绳绳芯分为钢芯和麻芯,钢芯主要有1*7,1*19,1*37,7*7。而麻芯统称FC,国家标准主要有两种,一种为天然麻芯,一种是合成纤维芯PPC,也叫PP,天然麻芯也叫NF,主要分为两种:黄麻和剑麻,黄麻成本低,但是剑麻的支撑力和韧性比黄麻好,电梯钢丝绳里面基本用剑麻芯或者PPC,锻打钢丝绳中间绳芯基本用高品质的PPC。
但是现在南通钢丝绳厂制造一般用途的钢丝绳中,用的纱麻芯。这种绳芯成本相对比黄麻还要低,但是没有黄麻好,但是比纯的纱芯好。南通很多小规格钢丝绳基本都是用纱芯作为绳芯。其柔软,支撑力差,成本低。有些钢丝绳厂11mm的甚至也用纯纱芯,这是严重偷工减料。 NAT则代表光面钢丝绳,光面钢丝绳有光面涂油钢丝绳,光面不涂油钢丝绳,一般都是光面涂油钢丝绳。而镀锌钢丝绳是用Z来表示的。比如ZAA就是A级镀锌钢丝绳,ZAB就是AB级镀锌钢丝绳,ZBB就是B级镀锌钢丝绳。但是热镀锌钢丝绳和电镀锌钢丝绳没有明确的规定。本公司一直现货供应热镀锌钢丝绳,热镀锌钢丝绳性价比高,而我们南通力森用的麻芯基本都是全黄麻芯,电梯钢丝绳用的是剑麻芯。以便于保证过硬的质量。专业制造,卓越品质! 钢丝绳有麻芯,钢丝绳也有钢芯,而钢芯也分为iws和IWRC,IWS代表1x7或 1x19,1*37,1*61的小股单股钢芯,而iwrc代表7x7的钢芯。而小镀锌钢丝绳一般用IWS,并且是1*7小股钢芯,但是大部分的钢芯钢丝绳都是用IWRC7*7作为钢芯。而且钢芯要和绳小股反捻,这样还有防旋转的作用。经常有客户要7*19钢芯钢丝绳,我觉得这种钢芯钢丝绳性价比并不高,如果要钢芯钢丝绳请订购 6*19+iwrc,钢芯钢丝绳一般用于重型起重机,汽车吊车。但是钢芯也有缺点,它比麻芯钢丝绳要硬,操作的时候比麻芯困难。当然钢芯钢丝绳也可以是光面涂油钢丝绳,也可以是镀锌钢丝绳 钢丝绳直径毫米(mm)钢丝绳粗细,In表示英寸,1英寸=,钢丝绳直径分为公制和英制。公制主要有毫米(mm)。中国一些老工程师喜欢用分来表示,4分钢丝绳直径就是或者13mm,5分就是15mm或者16mm。但是在英制里他们用inch
钢丝绳术语(上)
大家都知道钢丝绳,可是他的一些专业术语可能不是很清楚,下面我来说一下。 钢丝绳术语 GB 8706-88 本标准适用于钢丝绳产品及使用标准常用的术语。在制(修)订钢丝绳产品标准和实际应用中,应采用本标准规定的术语。 本标准等效采用国际标准ISO 2532—74《钢丝绳——词汇》。 第一篇钢丝绳及其构件的制造 1 钢丝 wires 由碳素钢或合金钢通过冷拉或冷轧而成的圆形(或异形)丝材;它是构成股的基本单元。 1.1 制造方法 method of manufacture 1.1.1 冷拉 cold drawing a. 干拉:拉拔钢丝时,采用固态(或胶状)润滑剂; b. 湿拉:拉拔钢丝时,采用液态润滑剂。 1.1.2 冷轧 cold rolling 1.1.3 淬火——焙炖或派登脱 patenting a. 铅淬火; b. 其他介质(水、盐、空气等)淬火。 1.2 横截面形状 shape of cross-section 1.2.1 圆形 round 1.2.2 异形 shaped 除圆形以外的其他形状,如z型、V型、H型等。 1.3 材料 material
1.3.1 碳素钢 carbon steel a. 低碳钢; b. 中碳钢; c. 高碳钢。 1.3.2 合金钢 alloy steel 1.4 表面状态 condition of surface 1.4.1 光面——无镀层 without coating 1.4.2 镀(涂)层 protective coating 1.4. 2.1 镀锌层 zinc galvanized a. 热镀层:将钢丝浸到熔融的锌液中形成的镀层; b. 电镀层:镀层金属(锌)离子通过电化学作用沉积在钢丝表面上形成的镀层。 1.4. 2.2 镀铝层 aluminium coated 1.4. 2.3 镀铜层 copper coated 1.4. 2.4 镀镉层 cadmium coated 1.4. 2.5 塑料涂层 plastic coated 1.4. 2.6 其他镀(涂)层 other coatings 1.4.3 镀层方法 method of coating a. 先拉后镀:钢丝拉到成品尺寸后进行镀制; b. 先镀后拉:对半成品钢丝进行镀制,然后再拉到成品尺寸。 1.5 钢丝的位置 position of wires 1.5.1 中心钢丝 core wire or king wire 股或单股绳中处于中心位置且被包捻的单根钢丝。
GBT59722006起重机械用钢丝绳检验和报废实用规范
起重机械用钢丝绳检验和报废实用规范 GB/T5972-2006/ISO4309:1990 1 范围 a)本标准规定了钢丝绳检验和报废的一般原则,本标准适用于下列起重机: b)钢索及门式缆索起重机 c)悬臂起重机 d)甲板式起重机 e)桅杆及牵索式桅杆式起重机 f)斜撑桅杆式起重机 g)浮式起重机 h)桥式起重机 i)门式或半门式起重机 j)门座或半门座起重机 k)铁路起重机 l)塔式起重机 这些起重机可用吊钩、抓斗、电磁盘、料桶、铲斗、集装箱专用吊具、堆垛叉等作业,并可以手动、机动、电动或液压操纵。 本标准也适用于钢丝绳电动葫芦。 本标准所涉及的起重机词汇可参照ISO 4306-1; 本标准所涉及到的机构分级可参照ISO 4301-1。 2 术语和定义 下列术语和定义适用于本标准 2.1 钢丝绳芯 支撑钢丝绳外部绳股的部分。在6股钢丝绳和8股钢丝绳的结构中绳芯库用一根天然或人造纤维绳、一根钢丝绳股或若干根钢丝绳股(呈螺旋形拧成单根较细的钢丝绳)制成。 2.2 卷筒上换层部分钢丝绳 由于卷筒槽型或底层钢丝绳外型的作用,钢丝绳由一圈绕到另一圈而改变其正常轨迹的绳段。 2.3 钢丝绳的检验记录 由起重设备用户作的记录,附录B给出了典型示例。 2.4 间隙 存在于绳股中的各钢丝绳之间或钢丝绳中同层的各绳股之间的间隙。 2.5 接触点 各绳股之间的接触部分,接触部位的钢丝绳可能因无绳股间隙而出现断裂。 2.6
卷筒上的钢丝绳多层缠绕 钢丝绳在卷筒上连续缠绕形成了多个层面(此多层缠绕为螺旋型或平行型,后者指钢丝绳由一层绕至另一层的缠绕型式与卷筒上钢丝绳在固定处的缠绕型式一致)。 2.7 同向捻 钢丝绳中绳股的捻向与外层钢丝的捻向相同。 2.8 捻距 由各股形成的螺距。 2.9 多层股绳 由若干层绳股缠绕形成的钢丝绳,如果一层或多层绳股缠绕方向与外部绳股的方向相反,则可减小钢丝绳的旋转特性;如果所有绳股缠绕方向相同,则无此优点。 2.10 交互捻 钢丝绳中绳股的捻向与其外层钢丝的捻向相反。 2.11 卷盘 用于运输包装时,缠绕钢丝绳的可转到件,可为木制或钢结构,根据缠绕钢丝绳的质量而定。 2.12 钢丝绳的实际直径 钢丝绳的外接圆直径。 2.13 钢丝绳的公称直径 钢丝绳直径的标称值,单位:毫米。 2.14 抗扭钢丝绳 呈螺旋形缠绕的、外层有8根以上(包括8根)绳股、且外层绳股绳股与内层绳股的缠绕方向相反的钢丝绳。 3 钢丝绳 3.1 安装前的状况 用户应保证钢丝绳状况符合本标准的规定。 新更换的钢丝绳一般应与原安装的钢丝绳同类型、同规格。如采用不同类型的钢丝绳,用户应保证新钢丝绳不低于原选钢丝绳的性能,并与卷筒和滑轮上的槽形相适应。 当起重机上的钢丝绳系由较长的绳上切下时,为防止其松散,应对切断处进行处理。 在重新安装钢丝绳装置之前,应检查卷筒和滑轮上的所有绳槽,确保其完全适合更换的钢丝绳。 3.2 安装 当从卷轴或钢丝绳卷上抽出钢丝绳时,应采取措施防止钢丝绳打环、扭结、弯折或粘上杂物。 如果当钢丝绳空载时与机械的某个部位发生摩擦,则应将能接触到的部位加以适当防护。 在钢丝绳投入使用之前,用户应确保与钢丝绳工作有关的各种装置已安装就绪并运转正常。
钢丝绳分类知识及用途-金属丝
第一篇钢丝绳及其构件的制造 1钢丝wires 由碳素钢或合金钢通过冷拉或冷轧而成的圆形(或异形)丝材;它是构成股的基本单元。 1.1制造方法methodofmanufacture 1.1.1冷拉colddrawing a.干拉:拉拔钢丝时,采用固态(或胶状)润滑剂; b.湿拉:拉拔钢丝时,采用液态润滑剂。 1.1.2冷轧coldrolling 1.1.3淬火——焙炖或派登脱patenting a.铅淬火; b.其他介质(水、盐、空气等)淬火。 1.2横截面形状shapeofcross-section 1.2.1圆形round 1.2.2异形shaped 除圆形以外的其他形状,如z型、V型、H型等。 1.3材料material 1.3.1碳素钢carbonsteel a.低碳钢; b.中碳钢; c.高碳钢。 1.3.2合金钢alloysteel 1.4表面状态conditionofsurface 1.4.1光面——无镀层withoutcoating 1.4.2镀(涂)层protectivecoating 1.4.2.1镀锌层zincgalvanized a.热镀层:将钢丝浸到熔融的锌液中形成的镀层; b.电镀层:镀层金属(锌)离子通过电化学作用沉积在钢丝表面上形成的镀层。
1.4.2.2镀铝层aluminiumcoated 1.4.2.3镀铜层coppercoated 1.4.2.4镀镉层cadmiumcoated 1.4.2.5塑料涂层plasticcoated 1.4.2.6其他镀(涂)层othercoatings 1.4.3镀层方法methodofcoating a.先拉后镀:钢丝拉到成品尺寸后进行镀制; b.先镀后拉:对半成品钢丝进行镀制,然后再拉到成品尺寸。 1.5钢丝的位置positionofwires 1.5.1中心钢丝corewireorkingwire 股或单股绳中处于中心位置且被包捻的单根钢丝。 1.5.2外层钢丝wireoftheouterlayer 股或单股绳中处于最外层的钢丝。 1.5.3中间层钢丝wireofintermediatelayers 除中心钢丝和外层钢丝以外的其余各层钢丝。 1.6钢丝的作用functionofwires 1.6.1承载钢丝load-bearingwires 钢丝绳中起承受破断拉力作用的钢丝。 1.6.2填充钢丝fillerwires 在某些结构的钢丝绳中,用较细的钢丝填充股中的间隙,起到支撑钢丝层的作用。填充钢丝可以算或者不 算承载钢丝。 1.6.3缝合钢丝stitchingwires 单根钢丝或股,用作扁钢丝绳的缝线。 1.6.4封扎钢丝seizingwires 用单根钢丝或股缠绕在股束或钢丝绳束上,形成紧密的螺旋包覆层,使股束或绳束保持原状。 1.7钢丝的分级性能characteristicsofwirebywhichitisclassified
钢丝绳的使用标准
钢丝绳的使用标准 [ 标签:钢丝绳,使用标准 ] 匿名回答:2 人气:37 解决时间:2009-11-05 09:45 满意答案 好评率:25% 1 主题内容与适用范围 本标准规定了插编的钢丝绳吊索索扣的术语、技术要求、检验方法和检验规则。 奉标准适用于手工和机械插编的钢丝绳吊索的索扣(以下简称索扣)。 2 引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文,在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。 GB/T 8918 钢丝绳 3 术语 3.1 插编的索扣 spliced eye termination 将绳股末端反向插入钢丝绳主体内,在钢丝绳端部构成一个环孔或环眼(见图1)。 图1 插编的索扣 3.2 穿插 tuck 把需要插编的绳股分别穿过钢丝绳中规定数目的绳股。 4 技术要求 4.1 钢丝绳 4.1.1 钢丝绳的类型 所使用的钢丝绳类型应为GB 8918规定的交互捻纤维芯或金属芯的钢丝绳,但GB 8918规定的单股钢丝绳、异形股钢丝绳和多层股钢丝绳除外。
4.1.2 钢丝绳的钢丝公称抗拉强度级应为1 570~1 770MPa。 4.2 索扣的设计要求 4.2.1 索扣的实际破断强度应至少为相应钢丝绳的最小破断拉力的70%。 注:如果钢丝绳为金属芯的,则金属芯应至少穿插三次,可以把它看作是钢丝绳的承载部分。 4.2.2 索扣经20,000次疲劳试验后,其破断拉力应符合第4.2.1条的规定。 4.2.3 在单根吊索中,每一端索扣的插编部分的最小距离不得小于钢丝绳公称直径的10倍。 4.3 插编操作 4.3.1 穿插次数 4.3.1.1 手工插编 插编操作对每一股至少应穿插五次,并且至少五次中的三次用整股穿插。 注:为了得到平滑过渡的插接头,可以用切去部分钢丝的绳股作最后一次或二次穿插。 4.3.1.2 机械插编 插编操作由三股穿插四次,另外三股穿插五次而成(共穿插27次)。 4.3.1.3 根据钢丝绳的尺寸、结构以及插编的方法,每股穿插次数可以多于上述规定。 4.3.2 插编方法 推荐附录A和附录B中规定的插编方法。 4.3.3 插编操作应由经严格培训,并且考试合格的穿扣工进行。 4.4 索扣的外观 4.4.1 插编部分的绳芯不得外露,各股要紧密,不能有松动的现象。 4.4.2 插编后的绳股切头要平整,不得有明显的扭曲。 4.4.3 根据需方的要求,插编的绳股钢丝端部应采用合适的被覆物包扎,但应在合同中注明。
常用钢丝绳的分类及型号的意义
常用钢丝绳的分类及型号的意义 一、钢丝绳分类 (一)、圆股钢丝绳 1、按结构分:(1)单捻(股)钢丝绳:○1普通单股钢丝绳:由一层或多层圆钢丝螺旋状缠绕在一根芯丝上捻制而成的钢丝绳;○2半密封钢丝绳:中心钢丝周围螺旋状缠绕着一层或多层圆钢丝,在外层是由异型丝和圆形丝相间捻制而成的钢丝绳;○3密封钢丝绳:中心钢丝周围螺旋状缠绕着一层或多层圆钢丝,其外面由一层或数层异型钢丝捻制而成的钢丝绳 (2)双捻(多股)钢丝绳:由一层或多层股绕着一根绳芯呈螺旋状捻制而成的单层多股或多层股钢丝绳 (3)三捻钢丝绳(钢缆):多根多股钢丝绳围绕着一根纤维芯或钢绳芯捻制而成的钢丝绳 2、按直径分:(1)细直径钢丝绳,即直径<8mm的钢丝绳 (2)普通直径钢丝绳,即直径≥8~60mm的钢丝绳 (3)粗直径钢丝绳,即直径>60mm的钢丝绳 3、按用途分:(1)一般用途钢丝绳(含钢绞线)(2)电梯用钢丝绳(3)航空用钢丝绳(4)钻深井设备用钢丝绳(5)架空索道及缆车用钢丝绳(6)起重用钢丝绳(7)预应力混凝土用钢绞线(8)渔业用钢丝绳(9)矿井提升用钢丝绳(10)轮胎用钢帘线(11)胶带用钢丝绳 4、按表面状态分:(1)光面钢丝绳(2)镀锌钢丝绳(3)涂塑钢丝绳 5、按股的断面形状分:(1)圆股钢丝绳(2)异形股钢丝绳 6、按捻制特性分:(1)点接触钢丝绳(2)线接触钢丝绳(3)面接触钢丝绳 7、按捻法分:右交互捻、左交互捻、右同向捻和左同向捻四种 8、按绳芯分:(1)纤维芯-应用天然纤维(如剑麻、棉纱)、合成纤维和其他符合性能要求的纤维制成(2)钢芯(又称金属芯)-分独立的钢丝绳芯和钢丝股芯。