【CN209631160U】一种聚晶金刚石复合片合成块【专利】

(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)授权公告号 (45)授权公告日 (21)申请号 201920213306.3
(22)申请日 2019.02.19
(73)专利权人 河南晶锐新材料股份有限公司
地址 450000 河南省郑州市航空港区新港
大道西侧
(72)发明人 林宁
(74)专利代理机构 北京集佳知识产权代理有限
公司 11227
代理人 罗满
(51)Int.Cl.
B01J 3/06(2006.01)
(54)实用新型名称
一种聚晶金刚石复合片合成块
(57)摘要
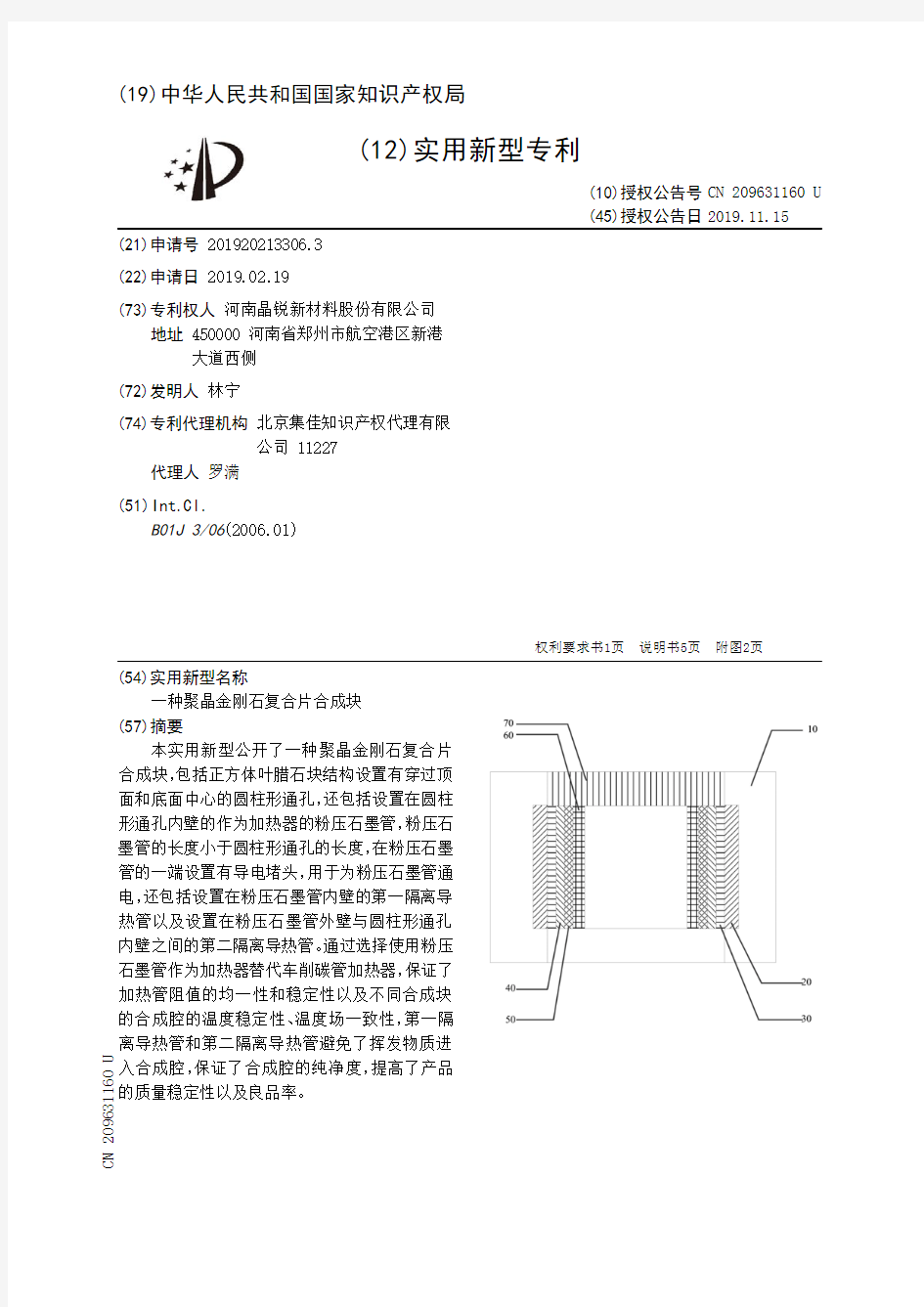
本实用新型公开了一种聚晶金刚石复合片
合成块,包括正方体叶腊石块结构设置有穿过顶
面和底面中心的圆柱形通孔,还包括设置在圆柱
形通孔内壁的作为加热器的粉压石墨管,粉压石
墨管的长度小于圆柱形通孔的长度,在粉压石墨
管的一端设置有导电堵头,用于为粉压石墨管通
电,还包括设置在粉压石墨管内壁的第一隔离导
热管以及设置在粉压石墨管外壁与圆柱形通孔
内壁之间的第二隔离导热管。通过选择使用粉压
石墨管作为加热器替代车削碳管加热器,保证了
加热管阻值的均一性和稳定性以及不同合成块
的合成腔的温度稳定性、温度场一致性,第一隔
离导热管和第二隔离导热管避免了挥发物质进
入合成腔,保证了合成腔的纯净度,提高了产品
的质量稳定性以及良品率。权利要求书1页 说明书5页 附图2页CN 209631160 U 2019.11.15
C N 209631160
U
权 利 要 求 书1/1页CN 209631160 U
1.一种聚晶金刚石复合片合成块,其特征在于,包括正方体叶腊石块结构,所述正方体叶腊石块结构设置有穿过顶面和底面中心的圆柱形通孔,还包括设置在所述圆柱形通孔内壁的作为加热器的粉压石墨管,所述粉压石墨管的长度小于所述圆柱形通孔的长度,在所述粉压石墨管的一端设置有导电堵头,用于为所述粉压石墨管通电,还包括设置在所述粉压石墨管内壁的第一隔离导热管以及设置在所述粉压石墨管外壁与所述圆柱形通孔内壁之间的第二隔离导热管。
2.如权利要求1所述聚晶金刚石复合片合成块,其特征在于,所述粉压石墨管为掺氧化镁粉压石墨管、掺石英粉压石墨管、掺氧化铁粉压石墨管。
3.如权利要求2所述聚晶金刚石复合片合成块,其特征在于,所述导电堵头背离所述粉压石墨管的一端与所在的所述圆柱形通孔的端口平齐,所述粉压石墨管背离所述导电堵头的一端与所在的所述圆柱形通孔的端口平齐。
4.如权利要求3所述聚晶金刚石复合片合成块,其特征在于,所述第一隔离导热管为第一氧化镁管,和/或所述第二隔离导热管为第二氧化镁管。
5.如权利要求4所述聚晶金刚石复合片合成块,其特征在于,还包括设置在所述圆柱形通孔内壁与所述粉压石墨管内壁的环状凹槽,所述凹槽内设置有白云石内衬管。
6.如权利要求5所述聚晶金刚石复合片合成块,其特征在于,所述第一氧化镁管的厚度与所述第二氧化镁管的厚度相等。
7.如权利要求6所述聚晶金刚石复合片合成块,其特征在于,所述白云石内衬管的厚度与所述凹槽的深度相等。
8.如权利要求7所述聚晶金刚石复合片合成块,其特征在于,还包括设置在所述第一氧化镁管内壁的盐管。
9.如权利要求8所述聚晶金刚石复合片合成块,其特征在于,所述粉压石墨管的长度与所述第一氧化镁管、所述第二氧化镁管、所述白云石内衬管、所述盐管的长度相等,且对应端端面对齐。
2
金刚石材料简介
金刚石材料 基本概念:金刚石就是我们常说的钻石(钻石是它的俗称),它是一种由纯 碳组成的矿物。金刚石的化学式NC----N个C,金刚石是原子晶体,一块金刚 石是一个巨分子,N个C的聚合体.只能用它的结构式表示. 代表材料:天然单晶金刚石,人造单晶金刚石,人造聚金刚石,CVD金刚石膜 1、天然单晶金刚石 天然单晶金刚石是一种各向异性的单晶体。硬度达HV9000-10000,是自 然界中最硬的物质。这种材料耐磨性极好,制成刀具在切削中可长时间保持尺 寸的稳定,故而有很长的刀具寿命。天然金刚石刀具刃口可以加工到极其锋 利。可用于制作眼科和神经外科手术刀;可用于加工隐形眼镜的曲面;可用于金刚石手术刀 切割光导玻璃纤维;用于加工黄金、白金首饰的花纹;最重要的用途在于高速超精加工有色金属及其合金。如铝、黄金、巴氏合金、铍铜、紫铜等。用天然金刚石制作的超精加工刀具其刀尖圆弧部分在400倍显微镜下观察无缺陷,用于加工铝合金多面体反射镜、无氧铜激光反射镜、陀螺仪、录像机磁鼓等。表现粗糙度可达到Ra(0.01-0.025)μm。 天然金刚石材料韧性很差,抗弯强度很低,仅为(0.2-0.5)Gpa。热稳定性差,温度达到700℃-800℃时就会失去硬度。温度再高就会碳化。另外,它与铁的亲和力很强,一般不适于加工钢铁。 2、人造单晶金刚石 人造单晶金刚石作为刀具材料,市场上能买到的目前有戴比尔斯(DE-BEERS) 生产的工业级单晶金刚石材料。这种材料硬度略逊于天然金刚石。其它性能都与 天然金刚石不相上下。由于经过人工制造,其解理方向和尺寸变得可控和统一。人造单晶金刚石刀具 随着高温高压技术的发展,人造单晶金刚石最大尺寸已经可以做到8mm。由于这种材料有相对较好的一致性和较低的价格,所以受到广泛的注意。作为替代天然金刚石的新材料,人造单晶金刚石的应用将会有大的发展。 3、人造聚晶金刚石 人造聚晶金刚石(PCD)是在高温高压下将金刚石微粉加溶剂聚合而成的多晶体材 料。一般情况下制成以硬质合金为基体的整体圆形片,称为聚晶金刚石复合片。根据 金刚石基体的厚度不同,复合片有1.6mm、 3.2mm、4.8mm等不同规格。而聚晶金Pcd 金刚石刀具 刚石的厚度一般在0.5mm左右。目前,国内生产的PCD直径已经达到19mm,而国外如GE公司最大的复合片直径已经做到58mm,戴比尔斯公司更达到了74mm。 根据制作刀具的需要可用激光或线切割切成不同尺寸和角度的刀头,制成车刀、镗刀、铣刀等。 PCD的硬度比天然金刚石低(HV6000左右),但抗弯强度比天然金刚石高很多。另外,通过调整金刚石微粉的粒度和浓度,使PCD制品的机械物理性能发生改变,以适应不同材质、不同加工环境的需要,为刀具用户提供了多种选择。 PCD刀具比天然金刚石的的抗冲击和抗震性能高出很多。与硬质合金相比,硬度高出3-4倍;耐磨性和寿命高50-100倍;切削速度可提高5-20倍;粗糙度可达到Ra0.05μm。切削效率高、加工精度稳定。 PCD同天然金刚石一样,不适合加工钢和铸铁。这种刀具主要用于加工有色金属及非金属材料,如:铝、铜、锌、金、银、铂及其合金,还有陶瓷、碳纤维、橡胶、塑料等。PCD
Φ48金刚石复合片钻头
Φ48金刚石复合片钻头 一、产品参数 Φ48金刚石复合片钻头 直径(mm)Φ48 钻压(Kg)300-700 转速(rpm)300-350 泵量(1╱min)120-160 生产工艺优质钢材锻压成型 主要用途金刚石钻头遍布全国煤田、石油钻探、地质勘 探、水利水电、铁路公路、隧道建设等行业关键词三翼金刚石钻头
二、产品特点 金刚石复合片(PDC)是在高温条件下,由人造金刚石与硬质合金一次性合成的特殊超硬材料,它不但具有金刚石硬度高、耐磨等优点,同时还具备了硬质合金抗冲击性强、出刃大等特点,用它做钻头的刀翼可大大提高钻头的工作效率,是钻进中硬岩层和坚硬岩层的理想钻头。本系列金刚石PDC钻头,托体采用优质钢材煅压成型,经过真空全自动热处理设备进行增加机械性能处理。 普通型采用国内优质复合片做刀翼,超强型采用美国GE公司生产的刀片,根据地质条件的不同选用相应的质量等级,可达到更高的产品性价比,达到节能高效的经济指标。 高强型金刚石钻头刀翼采用最新研制的球型金刚石刀片,特点 是钻进速度快,抗冲击能力强。当钻头钻进时,唇边用于正常均匀地
层岩石的刮削,突出部分可以抑制钻头钻进过程中遇到缝隙时瞬间大幅度进尺,大大降低了钻头的意外损坏,提高了应对复杂岩层的钻进水平。 本公司生产的金刚石钻头遍布全国煤田、石油钻探、地质勘探、水利水电、铁路公路、隧道建设等行业。两翼PDC锚杆钻头(半片标准型)适应岩层八级以下,在同等岩层条件下钻进寿命是普通合金钻头的10-30倍,效率至少提高60%以上,不需修磨,大大降低工人的劳动强度,节约工时。两翼PDC锚杆钻头(半片加强型)刀翼关键原材料由美国GE公司生产,其金刚石含量是普通钻头的1.5倍,耐磨性极好,效率显著提高,综合成本降低,适应12级以下中硬岩层。 三、其他产品参数 金刚石复合片(PDC)钻头钻进规程建议参数表: 行号规格mm 钻进规程参数 钻压(Kg)转速(rpm)泵量(1╱min) 1Ф28300—700300—350150—200 2Ф30300—700300—350150—200 3Φ32300—700300—350150—200 4Φ48300—700300—350120—160 5Φ56320—800250—350130—180 6Φ75480—1200200—300150—200 7Φ94640—1600150—250200—250 8Φ110880—2200120—200200—300 9Φ1521500—3000100—200500—850 10Φ1901800—4000100—200600—1200 11Φ2302200—4500100—200750—1400 12Φ2702400-5000100—2001000-1500
聚晶金刚石复合片及其生产工艺简述
聚晶金刚石复合片及其生产工艺简述 (1)聚晶金刚石复合片 全部选用国产原材料,经过重新整形、提纯、净化、配料、组装等工序,在国产六面顶(液)压机上,采用先进的超高压-高温合成工艺,生产聚晶金刚石 复合片坯料 (1)???? Polycrystalline diamond compact (PDC) ?Select and use domestic raw materials, and after the procedures of re-coining, purification, purging, burdening and assembling, use advanced ultra high pressure-high temperature synthesis technology to produce polycrystalline diamond compact (PDC) billet on the domestic cubic (hydraulic) press. ? 聚晶金刚石复合片具体生产工艺简述: 1)根据订单和公司计划下达生产任务单; 2)原料、辅料的购置; 3)整形:对金刚石的形状进行严格控制,对所购原料进行重新整形,尽量去除长条形等不规则形状的金刚石颗粒,获得圆度好的、基本上为球形的金刚石 颗粒; Introduction of the specific production technology of polycrystalline diamond compact (PDC): 1) Assign production tasks in accordance with the orders and company plan; 2) Purchase raw materials and auxiliary materials; 3) Coining: strictly control the diamond shape, re-coin the purchased raw materials, and do the best to eliminate the diamond particles with irregular shapes such as strip ones to obtain diamond particles with good roundness and which are basically spherical. ? 4) 分级:将混合粉料放入烧杯中,加入超净化去离子水,搅拌混合均匀,根据不同粒度沉降时间不同的原理选取所需粒度,使用激光粒度分析仪对粒度的 分布进行精确测量; 5)净化:对金刚石微粉、钴粉及其他原料进行氢气还原处理;氢气还原处理工艺:在氢气还原炉中处理,依据材料的不同选择不同的处理温度,大致范围 为500-800℃; 4) Classification: put the mixed powder into the beaker, add super-purgative deionized water, stir and mix it evenly, select required particle size in accordance with the settling time theory of different particle sizes, and use the laser particle size analyzer to accurately measure the distribution of particle sizes; 5) Purification: perform hydrogen reductive treatment to diamond micro-powder, cobalt powder and other raw materials; hydrogen reductive treatment techniques: process it in the hydrogen reducing furnace, select different treatment temperatures in accordance with different materials, and the proximate range should be between 500-800℃; ? 6)配料:按照一定的比例将金刚石与钴粉、以及少量的微量元素进行混合,其中金刚石的粒度严格控制,强调平均粒度以及不同粒度的配合比例。所配原料
浅谈聚晶金刚石复合片(2)
这种情况下会造成初期的时候机械钻度速度很快但又会很快下降并使钻头报废。采用切割片,可选用较大尺寸的复合片,使钻头底唇在钻进过程中保持比较好的圆弧底唇,使复合片得到充分的利用,从而使钻头获得较长的寿命。 4、钻头的制造,除了机械加工,复合片钻头制造的关键环节是基体的制造和复合片的焊接。基体制造。聚晶金刚石复合片钻头模具是由底模、中模、上模三部分组成,中模和上模设计、加工都很容易实现,但底模是具有复杂曲面特征的实体,钻头冠部形状参数、切削齿位置和方向参数、水力结构参数等都是通过底模的形状来保证的,因此,聚晶金刚石复合片钻头底模的设计和加工是聚晶金刚石复合片钻头模具设计和加工的关键。目前我国聚晶金刚石复合片钻头模具的制造主要有二种方法。一是普通车床车削,通过手工划线定位、普通铣床铣削完成加工,再通过多道工序最终。这种加工方法设备的精度低、人为误差大,难以控制和保证质量,工人劳动强度大、生产成本高、工作效率低。二是通过数控机床加工,通过数控加工指令,利用数控机床进行加工,形成钻头的冠部形状和切削齿的定位,再通过手工修模等工序形成模具。这种加工方法并未实现完全意义上的数控加工,切削平面确立、过渡等过程仍需手工进行,同样存在人为误差,加工出的钻头底模模具精度低。另外,由于复合片其基体为硬质合金,聚晶层为单晶的金刚石微粉和粘接金属,是由两层不同的材料组成,因此,在加热时,由于两层的不同材料的热膨胀系数不同,于是在粘接金属和金刚石之间聚晶层与基体之间产生一定程度的应力,这种应力导致复合片在不高的温度时就容易破坏。为了避免复合片的破坏,目前来说复合片的焊接温度均小于750° 二、钻头失效原因及对策 聚晶金刚石复合片具有一些特殊的性能比如:(1)硬度极高。聚晶金刚石复合片是目前人造材料中最硬的,硬度大约为10000HV左右,甚至其硬度比硬质合金都要高很多;(2)耐磨性很高;(3)热稳定性好;在聚晶金刚石复合片钻头的工作环境中,井底环境较为复杂,另外钻进过程中会产生并累积大量的热量,热量累积过多的时候就会影响钻头使用。(4)抗冲击能力好。聚晶金刚石复合片抗冲击以及韧性、粘结强度是一个综合性能指标,很大程度上决定聚晶金刚石复合片钻头使用效果。 钻头失效一般有以下磨损。 1、平滑磨损 PDC切削齿的平滑磨损的特征是磨损面宏观上表现为较为平整,其金刚石层和WC基托均在切削过程中被磨损而形成磨损平面。在切削过程中,因为WC硬度要比金刚石低,所以WC基托会最早遭受磨损,一旦WC基托被磨损之后临近WC基托的金刚石就失去了有效支撑,容易形成唇边. 在唇边生成之后又在频繁的切削力作用下,唇边承受着拉应力,并导致拉应力裂纹出现并逐渐扩展,最终唇边断裂,唇边破裂之后会导致未破裂的金刚石层与岩石接触面积减少,承受应力更大,恶性循环之后又加速导致金刚石片的破裂,一旦金刚石片整个接触面均遭到破坏,就又会造成基托重新有效地接触岩石,平滑磨损过程是缓慢的,属
金刚石钻头分类
词目:表镶金刚石钻头 英文:surface set diamond bit 释文:金刚石钻头的一种。钢质的圆筒状钻头体,上部车有丝扣,下部烧结有钻头胎体,金刚石的颗粒是包镶在钻头胎体的表面上。胎体的外径略大于钢体直径、内径略小于钢体内径,内外侧和底部都有可以过水的沟槽,在钻进时流过冲洗液带走岩粉和冷却钻头。表镶金刚石钻头都是包镶的天然金刚石,故价格昂贵,因而只用在一些特殊难钻进的硬地层。石油钻井用表镶金刚石钻头较多。 词目:孕镶金刚石钻头 英文:impregnated diamond bit 释文:金刚石钻头的一种。钻头胎体里均匀包镶着金刚石颗粒的钻头。钻进时胎体磨损,金刚石不断出露克取岩石,可以一直将胎体全部磨完,都有新出露的金刚石进行工作,类似于砂轮磨削金属材料。胎体有一定高度,外径略大于钻头体外径、内径也略小于钻头体内径,胎体的外侧面、内侧面和底面均有水槽,以便通过冲洗液排除岩粉和冷却钻头。大多数的孕镶金刚石钻头是使用的人造金刚石,称为人造孕镶金刚石钻头。人造金刚石比天然金刚石价格便宜很多,也能较广泛地用在硬地层中钻进。[ 词目:电镀金刚石钻头 英文:electro-plated diamond bit 释文:又称铸造金刚石钻头。中国独有的利用电镀原理而制成的金刚石钻头。金刚石的胎体是在电镀槽里被一层一层镀覆在钻头体上,电镀覆盖电解金属的同时,撒布金刚石颗,金刚石就被包裹在电镀金属层里。长时间的反复补砂和镀覆就形成了钻头的工作层。电镀时钻头钢体也采用塑料模具定型,使镀层沿钻头轴线方向增长,并保证胎体的内外径尺寸和小槽等。电镀金刚石钻头所用的金刚石也多是人造金刚石,钻头胎体的成分主要是镍,与普通孕镶金刚石钻头有相同的适用条件。 词目:钻头胎体 英文:matrix 释文:包镶金刚石和连接空白钻头体的钻头冠部合金或金属称胎体。它一般用难熔金属碳化钨粉末或铸造碳化钨为骨架材料;以易熔金属如Cu、cu-Ni、zn、Sn、Mn等为粘结剂,在模具内以高温条件下压结,温度一般为1000~1200℃。钻头的工作能力在很大程度上取决于胎体的性质,要有相当的强度、抗冲击韧性,特别是硬度与耐磨性要与所钻岩层性质相适应。孕镶金刚石钻头随钻进胎体要相应磨损,使金刚石不断裸露出来以破碎岩石,因此胎体硬度与耐磨性是孕镶钻头的一个重要指标。调节胎体骨架金属的成分、粒度,以及粘结金属的成分、比例和烧结工艺可改变胎体硬度和耐磨性,保证在各类岩层中都能取得最好的钻进效果。按胎体的硬度进行了分类分级,共分软、中硬、硬3类,6级,见表。坚硬致密的弱研磨性地层应选用软胎体,即洛氏硬度(HRC)在35以下;在强研磨性地层、裂隙地层则应选用硬胎体,即HRC 硬度在35~45之间。
浅谈聚晶金刚石复合片(1)
浅谈聚晶金刚石复合片(PDC)钻头失效的原因及解决对策 作者:冯强 【摘要】聚晶金刚石复合片目前应用广泛,但是仍有存在钻头失效的问题,本文将就PDC钻井钻头的设计 及生产工艺进行分析,并对失效形式和形成原因进行探讨,一定程度上预防PDC钻头的早期失效。 【关键词】聚晶金刚石、复合片、失效、钻头、完善 一、聚晶金刚石PDC钻头设计及生产工艺。 1、聚晶金刚石复合片(Poly crystalline Diamond Compact ),简称PDC。随着材料工业技术水平和PDC 钻头设计技术的发展,硬地层PDC钻头技术也随之出现了较快的发展。它可用较低钻压和较高转速,钻头进尺高,单位进尺成本低。中国某些油田利用金刚石聚晶复合片镶焊在刮刀上,也获得了良好的效果。复合片外形是圆形被镶焊在圆柱的切削具上,将切削具镶装在钻头体上,成为PDC钻头。PDC钻头远比天然金刚石钻头成本低,但是只适用于软到中硬地层。随着石油勘探工业的发展及其相关技术水平的不断提高,加上目前钻探深探井的数量逐年增加,钻井难度也在逐步加大。因此,钻头的设计和生产工艺成为提高深探井钻探的钻井速度、降低全井钻进成本的关键因素。 2、在材料性质而言,聚晶金刚石复合片是一种新型复合材料,已经广泛应用于是有钻探、地质勘探等多方面领域,并已经开始逐渐涉及到一些需要的材料切削加工领域等。无论是油井复合片钻头或地勘复合片钻头,其钻头通常都是由复合片和钻头基体两部分组成。聚晶金刚石复合片也是,聚晶金刚石和硬质合金层是聚晶金刚石复合片的主要材料,需要通过高温高压压制而成的,其中金刚石层是厚度较薄的一层,钨钻类硬质合金材料的厚度一般稍厚作为基底,聚晶金刚石复合片具有很多有益的性能,比如有比硬质合金更 高的硬度和耐磨性,强于硬质合金的抗冲击性。 3、钻头设计方面的问题,钻头的设计包括有复合片的定向、排粉、保径的方法、冲洗等。其中钻头的基体是复合片的载体,是钻头的主要部分。因此它的质量问题直接影响了钻头的使用效果。根据材料使用的不同,钻头基体大致上可以分为钢体式和胎体式。目前,国内的地勘复合片钻头大多数采用的是钢体式,其中钢体式钻头的基体大多直接采用钢材加工而成。钢体式钻头具有制造简单、材料费用低等优点,但同时也有存在保径效果较差、基体易被冲刷磨损、复合片支撑体易损坏等缺点,钻头的最终使用寿命较短。随着复合片质量的提高,钢体超前损坏已成为复合片钻头损坏的主要形式之一,在钢体钻头中可以使用喷焊工艺,可在钢体上喷焊碳化钨粉,增加抗磨性能。胎体式钻头的基体采用粉末冶金的方法制造,制造费用较高,但其它性能明显优于钢体式。但是如果采用圆片状的复合片,其弧度太小,速度高但同时磨损也快,
金刚石钻头生产厂家大全
金刚石钻头生产厂家 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 中山市华超电子科技有限公司 中山市华超电子科技有限公司是一家专业加工生产销售橡套电缆(橡胶线)的民营企业。我厂已联合国内多家大型生产厂商共同合作加工生产橡胶线及各类特殊电缆,并形成长期战略合作伙伴关系。工厂先后荣获“广东省高新技术企业”、“广东省民营科技企业”等荣誉称号,并被评为“省级创新型企业”。工厂资金技术实力雄厚厂房占地面积2多万平方米,职工200多人,其中高、中级职称技术人员和管理人员占总人数的30%左右。经过多年的发展,现已成为拥有两间分公司、产值在同行业隐步领先。工厂积极推行先进的管理体系,先后通过了 IS09001、ISO14001等质量、环境体系认证,以及取得了德国VDE、美国UL、加拿大CSA、澳洲SAA、韩国KS、法国BV、NF、日本PSE、JQA、中国CCC、TLC、CCS、矿用产品安全标志等产品认证。 马鞍山市鸿航金属工业有限公司 马鞍山市鸿航金属工业有限公司地处“中国刃模具之乡”和“博望剪折机床及刃模具特色产业”的安徽马鞍山博望区,公司引进先进的硅溶胶精密铸造工艺,生产各种出口不锈钢、碳钢、低合金钢等精密铸件。公司以高质量、高标准、顾客满意度为办厂目标,拥有一批专业化铸造科研队伍,配备了精密铸造成套设备以及材质光谱分析仪、拉力试验机、硬度计、金相显微镜等检测试验设备。并采用欧美先进的公差和材质标准,始终坚持以顾客为中心,奉行“科学管理,开拓创新、诚信顾客”的质量方针,不断拓展精铸件的应用领域。公司承接来图来样加工,热忱欢迎国内外客商光临惠顾。 阜新市金力超硬工具有限公司 阜新市金力超硬工具有限公司,公司坐落于辽宁省阜新市高新技术开发区,是9000认证企业,具有专业的研发团队和雄厚的技术力量,专业从事金刚石工具、PDC复合片钻头的研发、生产、销售和服务。“金力钻头”:PDC金刚石复合片钻头、天然金刚石钻头和人造金刚石钻头,均已通过煤炭工具北京凿岩机具产品质
3 聚晶金刚石的热稳定性研究
3 聚晶金刚石的热稳定性研究 聚晶金刚石的热稳定性确定了其应用范围[12],对其研究越来越受到人们的关注。由于聚晶金刚石受热后,其使用性能会受到很大影响,所以很自然地从受热前后聚晶金刚石性能的改变来研究其热稳定性。并有定义[13]为:聚晶金刚石复合片的耐热性是指它在空气中或保护气氛中加热而耐磨性基本保持不变所能承受的温度与相应的时间。单以耐磨性来评定聚晶金刚石的热稳定性,未免有失偏颇。目前,测量加热后聚晶金刚石性能改变量成为研究其热稳定性的主要手段。在世界范围内,测定耐热性的方法主要有三种[1]:(1)英国De Beers 公司是将其置于空气中用马弗炉加热,同时将其置于还原气氛(95%H2+5%N2)中用还原炉加热,至某一温度,并保持一段时间,然后测定其失重、耐磨性、石墨化程度和抗冲击性能;(2)英国De Beers 公司还有用热量—差热分析仪,并配以高温显微镜,来测定其初始氧化温度,以此来确定氧化度、耐热性;(3)美国GE 公司是将加热过的烧结体,用扫描电镜作断口分析及车削试验,切削速度为107~168m/min,进给量为0.13mmPR。国内的研究手段大多类似于方法二,采用差热—热重法。并用差热、热重曲线来分析温度点,以此来确定聚晶金刚石的氧化温度、石墨化温度等。研究表明,聚晶金刚石的热稳定性与许多因素有关。 3.1 聚晶金刚石热稳定性与环境的关系 与单晶金刚石的热稳定性类似,在不同环境中,聚晶金刚石的热稳定性差别很大。分别在氢气、氮气、空气中,将去掉硬质合金基体的聚晶金刚石复合片从600℃加热到800℃[14]。在对PCD 表面显微分析中得出:氢气中,PCD 表面从700℃~750℃开始有明显的恶化;氮气中,几乎在600℃粘结相就开始从晶界渗出,随着温度的升高越来越明显,至约750℃时发现PCD 表面有碎裂的迹象,达到800℃时则损伤相当严重;空气中,在约600℃时,PCD 面出现损伤,并伴随着Co 粘结相被挤出PCD 表面,其形状为球形,主要是因为粘结相的氧化物与金刚石的氧化物互不润湿。而且发现在细微晶粒间有微小裂纹的存在。可见,不同的环境对热腐蚀的进程,分别有促进和抑制的作用。 3.2 聚晶金刚石热稳定性与粘结剂的关系 粘结剂的种类、多少和有无对聚晶金刚石的热稳定性影响非常大。许多新型的聚晶金刚石刀具产品的热稳定性能好的原因主要就是因为对粘结剂的调整。在PCD 的制作工艺过程中,基体的WC-Co 起到润湿金刚石颗粒作用的同时,也会出现在最终形成的产品中。这些残余的金属相对其性能产生很大的影响。例如,Syndite(De Beers 公司的注册商标)是以Co 作为粘结剂的。一般认为其受热不宜超过700℃。钴在高温低压下与碳具有较强的亲和力,促使金刚石转化为石墨,从而降低它的强度;再者,金刚石和钴之间的热膨胀系数不同,在高温下将导致应力增加,而在PCD 内部形成微裂纹。不同的粘结剂具有不同的效果[2]。Be Deers 公司的产品Syndax3 是以陶瓷材料β-SiC作为粘结剂的,此粘结剂化学性稳定,且其热膨胀系数与金刚石接近。 因些,在惰性气氛中,其热稳定性可以允许加热到1200℃。而以Ni 基合金作为粘结剂的SDB 1000 产品比以Co 作作为粘结剂的SDA 产品具有高的热稳定性,是因为Ni 基合金导致晶粒显示出特别的立方八面体结构,致使在车削中晶粒破裂失效的方式不同,从而改变了其磨损性能,提高了热稳定性。用Si-Ti-B 系粘结剂的聚晶金刚石,热稳定性可达1100~1300℃。粘结剂添加量的多少亦会产生较大的影响。实践证明,以添加10%~15%粘结剂的
金刚石复合片
金刚石复合片(polycrystalline diamondcompact PDC)作为一种新型复合材料,其发展历史仅有十几年,但其应用范围已发展到各行各业,广泛地应用于地质钻探、非铁金属及合金、硬质合金、石墨、塑料、橡胶、陶瓷和木材等材料的切削加工等领域。它的表层为金刚石粒度不同的粉末烧结而成的多晶金刚石,具有极高的硬度、耐磨性和较长的工作寿命;底层一般为钨钴类硬质合金,它具有较好的韧性,为表层聚晶金刚石提供良好的支撑,且容易通过钎焊焊接到各种工具上。目前国内外一般都采用超高压高温烧结的方法制造聚晶金刚石-硬质合金复合片。由于它的使用范围扩大,对其性能的要求提高,因而相应的性能检测方法也经过了一个快速的发展过程,在检测的准确性和有效性方面都趋于成熟。 1金刚石复合片的性能 金刚石复合片之所以应用如此广泛,主要是因为其具有其他材料无与伦比的优越的性能。 (1)高的硬度和耐磨性(磨耗比)。复合片的硬度高达10 000 HV左右,是目前世界上人造物质中最硬的材料,比硬质合金及工程陶瓷的硬度高得多。由于硬度极高,并且各向同性,因而具有极佳的耐磨性。一般通过磨耗比来反映复合片的耐磨性,在20世纪80~90年代中期,复合片磨耗比为4~6万(国外为8~12万); 20世纪90年代中期至现在,复合片的磨耗比为8~30万(国外10~50万)。 (2)热稳定性。复合片的热稳定性确定了其使用范围,复合片的热稳定性[2]即为耐热性,与其强度和磨耗比一样,是衡量PDC质量的重要性能指标之一。耐热稳定性是指在大气环境(有氧气存在)下加热到一定的温度,冷却以后聚晶层化学性能的稳定性(金刚石墨化的程度)、宏观力学性能的变化和对复合层界面结合牢固程度的影响。热稳定性的变化在750℃烧结以后,国内部分厂家产品表现为磨耗比上升5% ~20%,抗冲击韧性变化不大,部分厂家产品磨耗比下降,抗冲击性能下降,这与各个单位所采用的配方和工艺不同有关,国外复合片的磨耗比和抗冲击韧性烧结前后变化不大。 (3)抗冲击韧性。PDC作为切削工具,被广泛地应用于油气钻井作业中。在钻井过程中,由于轴向力和水平切削力的联合作用、钻具与孔壁的摩擦、钻杆柱的弯曲、孔底不平及残留岩粉、钻机振动等因素的影响,使得钻头上的PDC受到极大的冲击力。PDC抗冲击性能反映了复合片的韧性和粘结强度,是一综合性指标,也是决定其使用效果好坏的关键所在。在20世纪80~90年代中期,复合片的抗冲击韧性为100~200 J(国外为200~300 J); 20世纪90年代中期至现在,抗冲击韧性为200~400 J(国外大于400 J)。 2复合片的性能检测方法 2.1耐磨性 复合片的耐磨性一般是通过磨耗比这个指标来衡量的,但迄今为止国际上也没有制定统一的测试标准,几个主要的PDC生产国均有其自己的测试方法。美国的GE公司采用的方法是用PDC来车削一种结构均匀的花岗岩棒,切削速度为180 m/min,切深为1 mm,进给量为0. 28 mm/r。车削时用测力计测PDC的受力大小。车削一定数量的花岗岩后,观察PDC 的磨损量。磨损量是用投影显微镜测量被磨损部位的长宽尺寸,然后用计算机算出其体积,进行比较。英国De Beers公司的方法与GE公司类似。前苏联对PDC耐磨性的测定是用
聚晶金刚石的高压合成工艺研究毕业论文
聚晶金刚石的高压合成工艺研究毕业论文 目录 1 绪论·1 1.1拉丝模概述 (1) 1.2拉丝模分类及发展状况 (2) 1.3拉丝模的孔型结构 (6) 1.4拉丝模的破坏及磨损研究 (8) 1.4.1拉丝模的破坏形式 (8) 1.4.2拉丝模的磨损 (10) 1.5聚晶金刚石拉丝模坯材料的发展及研究现状 (14) 1.6研究目的及意义 (17) 2 实验过程及测试方法·18 2.1实验材料及设备 (18) 2.2PCD拉丝模的制备过程 (19) 2.3实验测试方法与分析 (21) 2.3.1扫描电镜及能谱分析 (21) 2.3.2维氏硬度 (21) 2.3.3磨耗比 (22) 3 PCD拉丝模芯的合成工艺研究·24 3.1烧结时间对力学性能的影响 (24) 3.1.1烧结时间对显微维氏硬度的影响 (24) 3.1.2烧结时间对磨耗比的影响 (26) 3.2烧结温度对力学性能的影响 (27) 3.2.1烧结温度对显微维氏硬度的影响 (28) 3.2.2烧结温度对磨耗比的影响 (30) 3.3PCD拉丝模坯的显微形貌及能谱分析 (31)
3.3.1烧结时间对显微形貌的影响 (31) 3.3.2烧结温度对显微形貌的影响 (32) 3.3.3PCD拉丝模坯的能谱分析 (33) 4PCD拉丝模坯高压烧结过程及机理 (35) 4.1PCD拉丝模坯的烧结过程 (35) 4.2PCD拉丝模坯的烧结机理 (36) 5结论 (39) 参考文献·40 致谢·42
1 绪论 1.1拉丝模概述 拉丝模是拉制各种金属线材的重要工具。在拉丝过程中,金属丝通过模孔发生塑性变形达到预定的尺寸精度及表面质量。拉丝模的适用围十分广泛,主要应用于拉拔线材、丝材、棒材、管材等直线型难加工物体,适用于钢铁、铜、钨、钼等金属和合金材料的拉拔加工[1]。 作为拉拔线材的生产企业,要想降低成本,获得稳定长时间的拉拔,精确的尺寸,较好的表面质量,没有高质量的拉丝模具是难以实现的。国外金属制品工业为提高竞争能力,对于拉丝模质量和制造工艺的改进十分重视,从提高拉丝模寿命入手,对拉丝模的材质、结构、制造工艺、制造设备以及检测仪器等进行了系统的研究,开发出复合拉丝模、拉丝模新材料、表面涂层新技术、拉丝模新的孔型设计方法等,推动了世界拉丝生产技术的发展。 我国拉丝模制造工业已经有很长的历史,上世纪八十年代随着拉丝制造的水平不断提高以及生产工艺的不断改进,我国的拉丝模制造技术有了较大的进步,尤其是在拉丝模的材质、结构等方面有了很大进步。尽管我国线材生产量居世界前列,但总的来说和国外还有不小的差距。外国所用的材料和拉丝工艺更加先进,拉丝模的加工精度、耐用性、耐磨性等指标均优于我国的产品[2]。因此,我国的拉丝制造业要加强制模管理、提高拉丝模具的质量,并且改善拉丝模具的制造工艺,以提高我国拉丝模业得迅速发展。
【CN209631160U】一种聚晶金刚石复合片合成块【专利】
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号 201920213306.3 (22)申请日 2019.02.19 (73)专利权人 河南晶锐新材料股份有限公司 地址 450000 河南省郑州市航空港区新港 大道西侧 (72)发明人 林宁 (74)专利代理机构 北京集佳知识产权代理有限 公司 11227 代理人 罗满 (51)Int.Cl. B01J 3/06(2006.01) (54)实用新型名称 一种聚晶金刚石复合片合成块 (57)摘要 本实用新型公开了一种聚晶金刚石复合片 合成块,包括正方体叶腊石块结构设置有穿过顶 面和底面中心的圆柱形通孔,还包括设置在圆柱 形通孔内壁的作为加热器的粉压石墨管,粉压石 墨管的长度小于圆柱形通孔的长度,在粉压石墨 管的一端设置有导电堵头,用于为粉压石墨管通 电,还包括设置在粉压石墨管内壁的第一隔离导 热管以及设置在粉压石墨管外壁与圆柱形通孔 内壁之间的第二隔离导热管。通过选择使用粉压 石墨管作为加热器替代车削碳管加热器,保证了 加热管阻值的均一性和稳定性以及不同合成块 的合成腔的温度稳定性、温度场一致性,第一隔 离导热管和第二隔离导热管避免了挥发物质进 入合成腔,保证了合成腔的纯净度,提高了产品 的质量稳定性以及良品率。权利要求书1页 说明书5页 附图2页CN 209631160 U 2019.11.15 C N 209631160 U
权 利 要 求 书1/1页CN 209631160 U 1.一种聚晶金刚石复合片合成块,其特征在于,包括正方体叶腊石块结构,所述正方体叶腊石块结构设置有穿过顶面和底面中心的圆柱形通孔,还包括设置在所述圆柱形通孔内壁的作为加热器的粉压石墨管,所述粉压石墨管的长度小于所述圆柱形通孔的长度,在所述粉压石墨管的一端设置有导电堵头,用于为所述粉压石墨管通电,还包括设置在所述粉压石墨管内壁的第一隔离导热管以及设置在所述粉压石墨管外壁与所述圆柱形通孔内壁之间的第二隔离导热管。 2.如权利要求1所述聚晶金刚石复合片合成块,其特征在于,所述粉压石墨管为掺氧化镁粉压石墨管、掺石英粉压石墨管、掺氧化铁粉压石墨管。 3.如权利要求2所述聚晶金刚石复合片合成块,其特征在于,所述导电堵头背离所述粉压石墨管的一端与所在的所述圆柱形通孔的端口平齐,所述粉压石墨管背离所述导电堵头的一端与所在的所述圆柱形通孔的端口平齐。 4.如权利要求3所述聚晶金刚石复合片合成块,其特征在于,所述第一隔离导热管为第一氧化镁管,和/或所述第二隔离导热管为第二氧化镁管。 5.如权利要求4所述聚晶金刚石复合片合成块,其特征在于,还包括设置在所述圆柱形通孔内壁与所述粉压石墨管内壁的环状凹槽,所述凹槽内设置有白云石内衬管。 6.如权利要求5所述聚晶金刚石复合片合成块,其特征在于,所述第一氧化镁管的厚度与所述第二氧化镁管的厚度相等。 7.如权利要求6所述聚晶金刚石复合片合成块,其特征在于,所述白云石内衬管的厚度与所述凹槽的深度相等。 8.如权利要求7所述聚晶金刚石复合片合成块,其特征在于,还包括设置在所述第一氧化镁管内壁的盐管。 9.如权利要求8所述聚晶金刚石复合片合成块,其特征在于,所述粉压石墨管的长度与所述第一氧化镁管、所述第二氧化镁管、所述白云石内衬管、所述盐管的长度相等,且对应端端面对齐。 2
金刚石复合片的性能检测及发展趋势
金刚石复合片的性能检测及发展趋势 发布时间:2009-5-9 金刚石复合片(polycrystalline diamondcompact PDC)作为一种新型复合材料,其发展历史仅有十几年,但其应用范围已发展到各行各业,广泛地应用于地质钻探、非铁金属及合金、硬质合金、石墨、塑料、橡胶、陶瓷和木材等材料的切削加工等领域。它的表层为金刚石粒度不同的粉末烧结而成的多晶金刚石,具有极高的硬度、耐磨性和较长的工作寿命;底层一般为钨钴类硬质合金,它具有较好的韧性,为表层聚晶金刚石提供良好的支撑,且容易通过钎焊焊接到各种工具上。目前国内外一般都采用超高压高温烧结的方法制造聚晶金刚石-硬质合金复合片。由于它的使用范围扩大,对其性能的要求提高,因而相应的性能检测方法也经过了一个快速的发展过程,在检测的准确性和有效性方面都趋于成熟。 1金刚石复合片的性能 金刚石复合片之所以应用如此广泛,主要是因为其具有其他材料无与伦比的优越的性能。 (1)高的硬度和耐磨性(磨耗比)。复合片的硬度高达10 000 HV左右,是目前世界上人造物质中最硬的材料,比硬质合金及工程陶瓷的硬度高得多。由于硬度极高,并且各向同性,因而具有极佳的耐磨性。一般通过磨耗比来反映复合片的耐磨性,在20世纪80~90年代中期,复合片磨耗比为4~6万(国外为8~12万); 20世纪90年代中期至现在,复合片的磨耗比为8~30万(国外10~50万)。 (2)热稳定性。复合片的热稳定性确定了其使用范围,复合片的热稳定性[2]即为耐热性,与其强度和磨耗比一样,是衡量PDC质量的重要性能指标之一。耐热稳定性是指在大气环境(有氧气存在)下加热到一定的温度,冷却以后聚晶层化学性能的稳定性(金刚石墨化的程度)、宏观力学性能的变化和对复合层界面结合牢固程度的影响。热稳定性的变化在750℃烧结以后,国内部分厂家产品表现为磨耗比上升5% ~20%,抗冲击韧性变化不大,部分厂家产品磨耗比下降,抗冲击性能下降,这与各个单位所采用的配方和工艺不同有关,国外复合片的磨耗比和抗冲击韧性烧结前后变化不大。 (3)抗冲击韧性。PDC作为切削工具,被广泛地应用于油气钻井作业中。在钻井过程中,由于轴向力和水平切削力的联合作用、钻具与孔壁的摩擦、钻杆柱的弯曲、孔底不平及残留岩粉、钻机振动等因素的影响,使得钻头上的PDC受到极大的冲击力。PDC抗冲击性能反映了复合片的韧性和粘结强度,是一综合性指标,也是决定其使用效果好坏的关键所在。在20世纪80~90年代中期,复合片的抗冲击韧性为100~200 J(国外为200~300 J); 20世纪90年代中期至现在,抗冲击韧性为200~400 J(国外大于400 J)。 2复合片的性能检测方法 2.1耐磨性 复合片的耐磨性一般是通过磨耗比这个指标来衡量的,但迄今为止国际上也没有制定统一的测试标准,几个主要的PDC生产国均有其自己的测试方法。美国的GE公司采用的方法是用PDC来车削一种结构均匀的花岗岩棒,切削速度为180 m/min,切深为1 mm,进给量为0. 28 mm/r。车削时用测力计测PDC的受力大
人造金刚石硬质合金复合片项目
人造金刚石硬质合金复合片项目简介 一、项目概述 金刚石具有极其优异的力学、电学、热学、声学和光学等性质。其优异的力学性能突出地表现在其硬度在已发现的材料中最高的,可达到1000kg/mm2,加之其磨擦系数非常小(约0.05),因而可用作切削刀具、钻头、轴承、压模、拉丝模、精密量具的涂层等,不仅提高使用寿命,还可提高加工精度。从而大大提高机械加工效率。 在硬质合金基体上利用高温高压烧结一层厚度为0.5-0.7mm的金刚石微粉形成硬质合金-金刚石复合材料,称之为聚晶金刚石复合片(Polycrystalline Diamond Compacts,简称PDC)刀具材料。由于它既具有金刚石的高硬度和强度同时又具有硬质合金韧性,被广泛应用于石油地质钻头、拉丝模具、以及有色金属及其合金、木工材料、陶瓷材料、复合材料的精密及半精密的连续或断续切削加工,已经或正在全面取代天然或人造大颗粒金刚石单晶刀具和传统硬质刀具(如硬质合金刀具、涂层刀具、陶瓷刀具等)。随着现代制造业尤其是汽车制造业的快速发展,PDC超硬刀具材料的生产及应用也在超常速增长。据有关资料报导,八十年代末期PDC刀具全球销售额仅为50万美元,至1997年PDC刀具销售额已达2.3亿美元。其中大部分(约60%)用于汽车零件的切削加工,其次,PCD刀具近30%用于木工刀具。国内PDC刀具市场已超过1亿元人民币,其厂家主要分布在上海、北京、深圳、西安、郑州、长沙、廊坊等地。这些厂家一般采用国外G·E公司、Beer's公司复合片原材料,目前自主开发PDC超硬刀具材料的国内厂家很少。随着我国国内机床工业面临着升级换代,新的加工技术如CNC及数控机床将得到普遍广泛使用。可以预言,可实现高效率、高稳定性、高精度,长寿命的PDC超硬刀具的应用也会日益普及,PDC超硬刀具材料的市场发展前景十分看好。 本项目属于国家技术经济政策鼓励重点发展的两个高新技术产业领域:其一是新材料产业,本项目的原材料超硬材料属于新材料;其二是现代先进制造业,本项目产品是现代制造业必不可少的新型先进加工工具。发达国家超硬材料工具制造技术先进,产品档次高,附加值在10倍甚至20倍以上。而国内目前基本上是中低档产品,附加值3倍左右。高档工具主要靠进口,每年进口额超过25亿人民币。国内急需要大力开发超硬材料工具高档产品替代进口,满足国内市场需要。 二、市场分析
聚晶金刚石(PCD)刀具
PCD的定义,PCD是英文Polycrystalline diamond的简称,中文直译过来是聚晶金刚石的意思.它与单晶金刚石相对应. 摘自:中国机械资讯网 聚晶金刚石(PCD)刀具发展 1.概述 1.1 PCD刀具的发展 金刚石作为一种超硬刀具材料应用于切削加工已有数百年历史。在刀具发展历程中,从十九世纪末到二十世纪中期,刀具材料以高速钢为主要代表;1927年德国首先研制出硬质合金刀具材料并获得广泛应用;二十世纪五十年代,瑞典和美国分别合成出人造金刚石,切削刀具从此步入以超硬材料为代表的时期。二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。 1.2 PCD刀具的性能特点 金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。金刚石刀具的上述特性是由金刚石晶体状态决定的。在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开。PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍; ②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0.1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 -6~1.18×10 -6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。 1.3 PCD刀具的应用 工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。据报道,1995年一季度仅日本的PCD刀具产量即达10.7万把。PCD刀具的应用范围已由初期的车削加工向钻削、铣削加工扩展。由日本一家组织进行的关于超硬刀具的调查表明:人们选用PCD刀具的主要考虑因素是基于PCD 刀具加工后的表面精度、尺寸精度及刀具寿命等优势。金刚石复合片合成技术也得到了较大发展,DeBeers公司已推出了直径74mm、层厚0.3mm的聚晶金刚石复合片。 国内PCD刀具市场随着刀具技术水平的发展也不断扩大。目前中国第一汽车集团已有一百多个PCD车刀使用点,许多人造板企业也采用PCD刀具进行木制品加工。PCD刀具的应用也进一步推动了对其设计与制造技术的研究。国内的清华大学、大连理工大学、华中理工大学、吉林工业大学、哈尔滨工业大学等均在积极开展这方面的研究。国内从事PCD刀具研发、生产的有上海舒伯哈特、郑州新亚、南京蓝帜、深圳润祥、成都工具研究所等几十家单位。目前,PCD刀具的加工范围已从传统的金属切削加工扩展到石材加工、木材加工、金属基复合材料、玻璃、工程陶瓷等材料的加工。通过对近年来PCD刀具应用的分析可见,PCD刀具主要应用于以下两方面:①难加工有色金属材料的加工:用普通刀具加工难加工