铆接机通用作业指导书
组别No
工位号
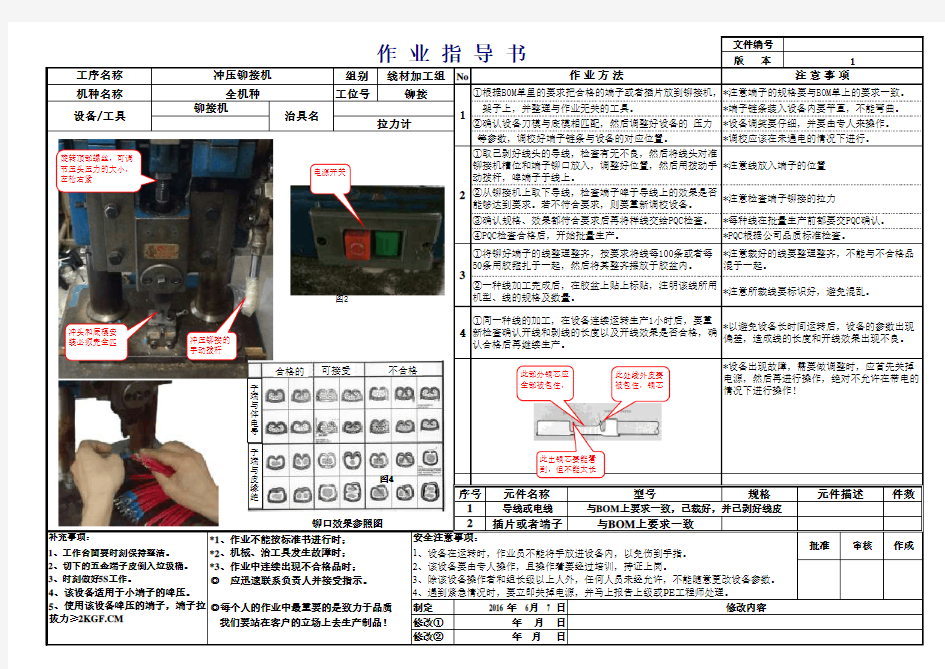
图2
4图4
补充事项:
*1、作业不能按标准书进行时;安全注意事项:
1、工作台面要时刻保持整洁。
*2、机械、治工具发生故障时;2、切下的五金端子皮倒入垃圾桶。*3、作业中连续出现不合格品时;◎ 应迅速联系负责人并接受指示。
4、该设备适用于小端子的啤压。
◎每个人的作业中最重要的是致力于品质,制定 我们要站在客户的立场上去生产制品!
修改①
修改②
设备/工具
治具名
铆接机
拉力计
②确认设备刀模与底模相匹配,然后调整好设备的 压力*端子链条装入设备内要平直,不能弯曲。*设备调笑要仔细,并要由专人来操作。 2016 年 6月 7 日修改内容 年 月 日 年 月 日
2、该设备要由专人操作,且操作着要经过培训,持证上岗。
3、时刻做好5S 工作。
3、除该设备操作者和组长级以上人外,任何人员未经允许,不能随意更改设备参数。
4、遇到紧急情况时,要立即关掉电源,并马上报告上级或PE 工程师处理。
批准审核作成
1、设备在运转时,作业员不能将手放进设备内,以免伤到手指。
铆口效果参照图
2插片或者端子
与BOM 上要求一致
件数
1导线或电线元件名称型号
规格元件描述序号 架子上,并整理与作业无关的工具。
①同一种线的加工,在设备连续运转生产1小时后,要重
新检查确认开线和剥线的长度以及开线效果是否合格,确认合格后再继续生产。
②从铆接机上取下导线,检查端子啤于导线上的效果是否能够达到要求。若不符合要求,则要重新调校设备。①将铆好端子的线整理整齐,按要求将线每100条或者每50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。3
2*注意端子的规格要与BOM单上的要求一致。
工序名称冲压铆接机机种名称全机种铆接1
等参数,调校好端子链条与设备的对应位置。
*调校应该在未通电的情况下进行。
①根据BOM单里的要求把合格的端子或者插片放到铆接机,版 本
1
线材加工组
作 业 方 法
作 业 指 导 书
文件编号注 意 事 项
*注意裁好的线要整理整齐,不能与不合格品混于一起。②一种线加工完成后,在胶盆上贴上标贴,注明该线所用
机型、线的规格及数量。
*注意所裁线要标识好,避免混乱。
①取已剥好线头的导线,检查有无不良,然后将线头对准
铆接机槽位和端子铆口放入,调整好位置,然后用拨动手动拨杆,啤端子于线上。
*注意线放入端子的位置③确认规格、效果都符合要求后再将样线交给PQC检查。④PQC检查合格后,开始批量生产。
*每种线在批量生产前都要交PQC确认。
*PQC根据公司品质标准检查。
*以避免设备长时间运转后,设备的参数出现
偏差,造成线的长度和开线效果出现不良。*设备出现故障,需要做调整时,应首先关掉电源,然后再进行操作,绝对不允许在带电的情况下进行操作!
*注意检查端子铆接的拉力
5、使用该设备啤压的端子,端子拉拔力≥2KGF.CM 与BOM 上要求一致,已裁好,并已剥好线皮
合格的
可接受不合格
旋转顶部螺丝,可调节压头压力的大小,左松右紧
冲头和底模安装必须完全匹
冲压铆接的手动拨杆
电源开关
此出铜芯要能看到,但不能太长
此处线外皮要被包住,铜芯
此部分铜芯应全部被包住,导电体与端子
绝缘皮与端子