湛江港散粮码头装卸工艺系统设计
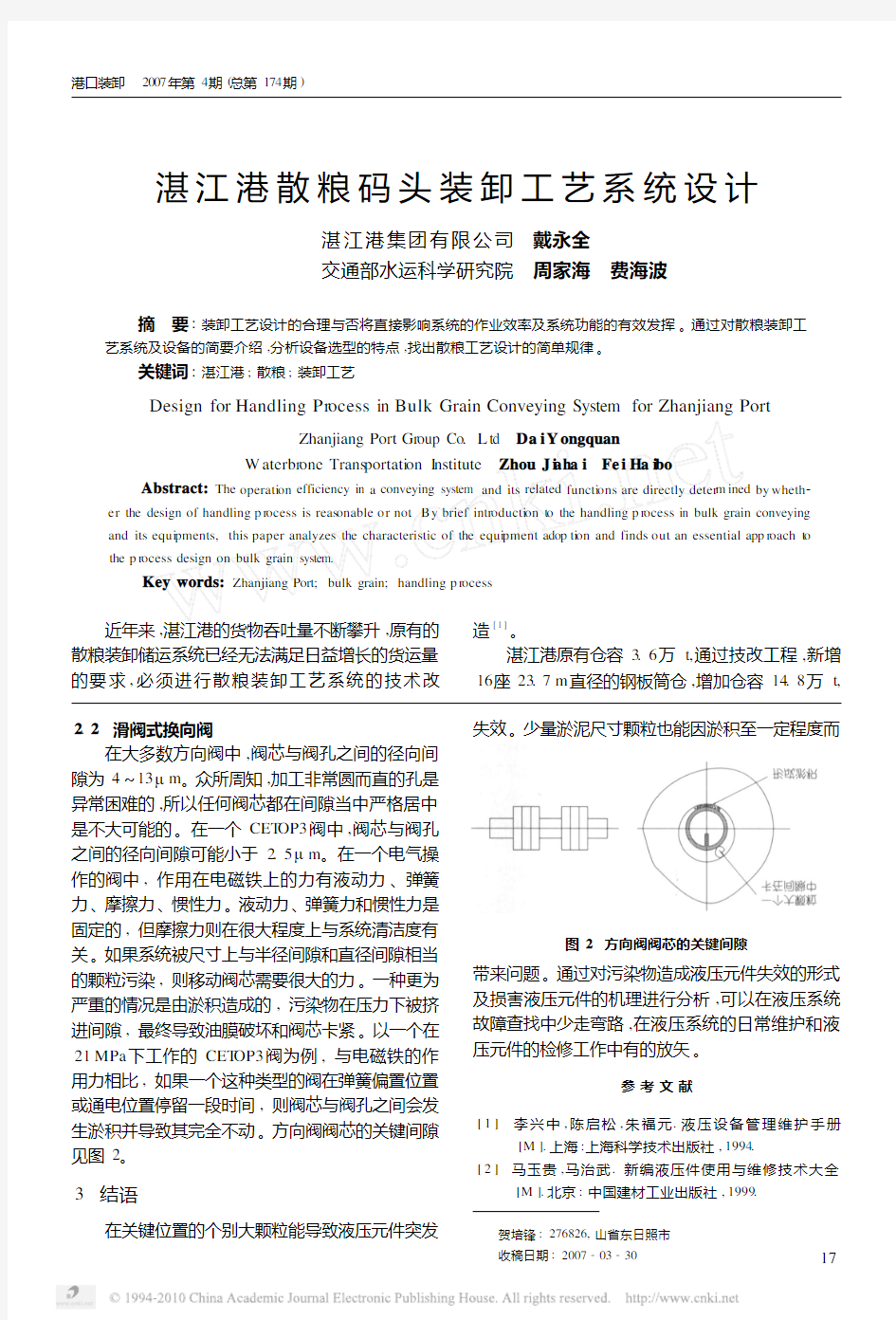
图2 方向阀阀芯的关键间隙
2.2 滑阀式换向阀
在大多数方向阀中,阀芯与阀孔之间的径向间隙为4~13μm 。众所周知,加工非常圆而直的孔是异常困难的,所以任何阀芯都在间隙当中严格居中是不大可能的。在一个CET OP3阀中,阀芯与阀孔之间的径向间隙可能小于2.5μm 。在一个电气操作的阀中,作用在电磁铁上的力有液动力、弹簧力、摩擦力、惯性力。液动力、弹簧力和惯性力是固定的,但摩擦力则在很大程度上与系统清洁度有关。如果系统被尺寸上与半径间隙和直径间隙相当的颗粒污染,则移动阀芯需要很大的力。一种更为严重的情况是由淤积造成的,污染物在压力下被挤进间隙,最终导致油膜破坏和阀芯卡紧。以一个在21MPa 下工作的CET OP3阀为例,与电磁铁的作用力相比,如果一个这种类型的阀在弹簧偏置位置或通电位置停留一段时间,则阀芯与阀孔之间会发生淤积并导致其完全不动。方向阀阀芯的关键间隙见图2。
3 结语
在关键位置的个别大颗粒能导致液压元件突发
失效。少量淤泥尺寸颗粒也能因淤积至一定程度而
带来问题。通过对污染物造成液压元件失效的形式及损害液压元件的机理进行分析,可以在液压系统
故障查找中少走弯路,在液压系统的日常维护和液压元件的检修工作中有的放矢。
参考文献
[1] 李兴中,陈启松,朱福元.液压设备管理维护手册
[M ].上海:上海科学技术出版社,1994.
[2] 马玉贵,马治武.新编液压件使用与维修技术大全
[M ].北京:中国建材工业出版社,1999. 贺培锋:276826,山省东日照市 收稿日期:2007-03-30
湛江港散粮码头装卸工艺系统设计
湛江港集团有限公司 戴永全
交通部水运科学研究院 周家海 费海波
摘 要:装卸工艺设计的合理与否将直接影响系统的作业效率及系统功能的有效发挥。通过对散粮装卸工
艺系统及设备的简要介绍,分析设备选型的特点,找出散粮工艺设计的简单规律。
关键词:湛江港;散粮;装卸工艺
Design for Handling Pr ocess in Bulk Grain Conveying System for Zhanjiang Port
Zhanjiang Port Gr oup Co .L td Da iY ongquan
W aterbr one Trans portati on I nstitute Zhou J i a ha i Fe i Ha i bo
Abstract:The operati on efficiency in a conveying system and its related functi ons are directly deter m ined by wheth 2
er the design of handling p r ocess is reas onable or not .By brief intr oducti on t o the handling p r ocess in bulk grain conveying and its equi pments,this paper analyzes the characteristic of the equi pment adop ti on and finds out an essential app r oach t o the p r ocess design on bulk grain system.
Key words:Zhanjiang Port;bulk grain;handling p r ocess 近年来,湛江港的货物吞吐量不断攀升,原有的
散粮装卸储运系统已经无法满足日益增长的货运量的要求,必须进行散粮装卸工艺系统的技术改造
[1]
。
湛江港原有仓容3.6万t,通过技改工程,新增
16座23.7m 直径的钢板筒仓,增加仓容14.8万t,
7
1港口装卸 2007年第4期(总第174期)
形成总仓容为18.4万t的筒仓储存群。散粮码头泊位全长275m,设计靠泊能力为35000DW T。工程设计主要货种为大豆、玉米、小麦、大米。
1 系统工艺
湛江港原有散粮码头建设于20世纪80年代,受到当时国内技术水平及设计水平的限制,其内部的很多设备及功能已经无法满足现有散粮接卸系统的要求,部分设备已经完全老化,严重影响了接卸效率。
湛江港散粮码头技改工程通过充分的论证,确定了一条最经济、对现有生产影响最小的工艺路线,构成具有完备的仓储和转运功能的输送系统。湛江港散粮码头采用先进的设计理念、可靠的控制技术以及优化的选址方案,使工程在投资、运行以及操作等方面表现出色。整个系统可实现进仓、倒仓、卸船直接装火车、卸船直接装汽车、进老砼筒仓、出仓散装汽车和出仓散装火车等诸多流程,全过程实现自动化控制,系统流程先进、科学、简单、便捷[2]。
装卸系统配备了除尘、通风、测温以及监控等辅助系统,便于实现港口作业向资源节约型、环境友好型转变,确保了整个系统的安全性、可控性。
2 主要系统概述
系统的配备及设备的选型充分考虑与原有老砼筒仓的衔接,并遵照以下原则:
(1)以可靠、节能、环保为前提,保证工艺系统内部各环节所配备的机械效率平衡。
(2)综合考虑生产效率、投资以及使用维修费用等多个方面,确保系统运行效益最大化。
(3)采用先进、可靠、技术含量高的装卸、垂直提升以及水平输送系统及设备,确保工艺系统的可靠性、可控性、先进性。
(4)降低投资成本,提高经济效益。
2.1 卸船系统
湛江港散粮码头技改工程在运用原有顺岸廊道的基础上,对原有设备及廊道进行了改造,使其能够满足专业化连续卸船设备的作业要求。在码头前沿布置了2台相向运行的水平气垫带式输送机,输送距离为197.1m,按照间距为5.6m的标准布置定点卸料口33个,进料口卸料流量为600t/h。
卸船设备采用3台生产率为400t/h的气力连续卸船机,总额定生产率为1200t/h。根据船舶舱位和后方卸料口的位置,卸船机可顺岸移动定位。作业时,通过卸船机输送管的伸缩、回转、俯仰等动作,可以达到较大的作业覆盖面,使卸船作业能高效连续地运行,并在清舱机械的配合下,完成整个卸船工作。卸船过程环保性能高、生产效率高、可控性高[3]。
2.2 输送系统
湛江港散粮工艺系统转接环节多,进出仓线路多。为确保整个系统的环保要求,输送系统选用密闭性能好、安全可靠的水平输送及垂直提升设备,主要设备为气垫带式输送机、埋刮板输送机以及斗式提升机,提升及输送设备共计21台。
2.2.1 气垫带式输送机
第二代气垫带式输送机具有六大创新技术:设计理论创新、设计方法创新、节流孔布置创新、气箱结构创新、风源装置创新、清料装置创新。与普通托辊带式输送机相比,胶带的使用寿命延长2~3倍,节约电能10%~20%,节省维修费用75%,输送平稳,不颠簸,不易洒料,不易扬尘,胶带不易跑偏,其密封的气室可同时起着防雨、防潮的作用,可免去普通托辊带式输送机庞大、笨重的封闭输送廊道,能节约较多的投资经费。进仓系统配备3台带宽为1400mm、生产率为1200t/h的带式输送机,最大输送倾角达8.22°;出仓系统配备2台带宽为1000 mm、生产率为600t/h的带式输送机[4]。
2.2.2 埋刮板输送机
此类机型具有密闭式输送,全天候工作,防尘性能好,占用空间位置小,多点卸料性能优越等特点;设备中增加了清扫装置、回料装置和卸爆装置,使其安全可靠性得到了很大的提高。本工程中多点卸料的地方和空间受限处均采用埋刮板输送机,提高了系统的环保性能和灵活性。系统采用槽宽为1000 mm、链速为1.1m/s、生产率为1200t/h的埋刮板输送机8台;槽宽为630mm、链速为0.9m/s、生产率为600t/h的埋刮板输送机4台。
2.2.3 斗式提升机
斗式提升机相对于带式输送机具有占地小、布置方式灵活及提升高度大等特点。整个系统配备了4台带宽为1200mm、带速为3.5m/s、生产率为600t/h的斗式提升机,分别用于进出仓的物料提升作业,最高提升高度达50.3m。整个系统的垂直提升设备采用双路提升布置,提高了系统的可靠性。
2.3 仓储系统及仓型
筒仓采用钢质平底圆筒仓(见图1),直径为23.7m,高为32.66m,单个仓容为9250t,并配有完整的通风、测温、料位以及出仓辅助系统。仓
81
Port Operati on 20071No14(Serial No1174)
底采用1主6辅共7个出料口的出料方式,主出料口设计通过能力为600t/h,辅助出料口设计通过能力为200t/h,均配备有手动气密闸门和电动闸门。每仓配备1台清仓设备,生产能力为200
t/h [5]
。
图1 钢质平底圆筒仓
2.4 通风除尘系统
散粮在装卸过程中会产生大量的粉尘,设备转
接点为粉尘的主要尘源点。除尘系统的设计作为湛江港散粮码头装卸工艺系统的关键一环,整套系统共设10套集中除尘系统,所有主要尘源点都被涵盖在整个除尘系统中,保证了系统运行过程中对环境的保护作用。
在节能、减排方面,除尘系统采用分流程管理与运行的机制,每套除尘系统独立司职一部分输送设备。整个风网经过压力平衡计算,并在各阀门吸尘口处设有调节阀门,确保各分支的压力平衡。2.5 压缩空气系统系统设有3台容量为12m 3
/m in 、压力为1.0MPa 的螺杆式空气压缩机及相应的空气干燥器和储气罐,可为系统提供干燥、清洁的压缩空气。系统采用两用一备的工作机制,确保了气源供给的稳定、安全。2.6 装车系统
装车系统因地制宜,充分考虑汽车散发与火车散发的发展趋势,布置有汽车散发系统,见图2。汽车散发系统配备4个缓冲斗,可满足4个货主同时发货的需求。由于缓冲斗的容量较大,可实现系统不停机装车位循环更换。
3 工程主要特点
3.1 场地限制
由于湛江港散粮码头是在原有基础上进行改造
的,场地受到了较大的限制。通过工艺优化、
交通组
图2 汽车散发系统
织以及场地规划等优化设计之后,在原有场地的基
础上完成了工艺系统的设计及施工,运行后取得了较好的效果。3.2 与原有老砼筒仓的衔接
改造后的输送系统切断了原有老砼筒仓的进仓路线,因此必须对原有老砼筒仓进行进仓线路改造。然而原有的工作楼结构无法满足新增设备的基础要求,必须另辟蹊径。通过技术论证,采用在T1转接塔通过斗式提升机提升后,运用溜管直接给原有砼筒仓斗提机供料的方案,结果证明是切实可行的,改
造后的运行也能满足老砼筒仓的设计要求[6]
。3.3 系统自动化程度高系统采用开放式模块化设计,合理规划各子系统功能及接口方案,兼顾系统整体可靠性、运行效率、易维护性及扩展性。系统采用的管理、监控、P LC 三级一体的控制及管理模式属国际同领域内的最新技术。
参考文献
[1] 陈丽昕,郑见粹.青岛港散粮筒仓扩建工程工艺系统
设计研究[J ].水运科学研究,2006(4):69-72.
[2] 魏恒洲.我国散粮码头装卸工艺研究[J ].港工技术,
2001(4):8-10.
[3] 孙培声,李国章.某港口专用散粮泊位装卸工艺设计
及设备选型介绍[J ].海岸工程,2004(2):79-83.
[4] 商剑平,王诺,张日向.散粮码头装卸系统的计算机
模拟模型[J ].水运工程,2005(8):9-14.
[5] 罗惜芬,郑辉坚.散粮装卸工艺的改革[J ].港口装
卸,2004(5):27-29.
[6] 刘卫东.港口装卸工艺方案的模糊综合评价与应用
[J ].水运工程,2005(11):45-47. 戴永全:524027,广东省湛江市友谊路1号 收稿日期:2007-07-10
9
1港口装卸 2007年第4期(总第174期)
集装箱装卸工艺
目录 一、集装箱吊具------------------------------------------- 3 二、集装箱装卸船机械--------------------------------- 6 三、集装箱水平运输机械------------------------------ 13 四、集装箱堆场作业机械------------------------------ 14 五、集装箱的结构---------------------------------------- 21 六、集装箱的标识---------------------------------------- 23
第一节、集装箱吊具 一、 集装箱简易起吊方法 当在非集装箱专用码头上装卸集装箱时,可以采用钢丝绳用吊钩起吊。 其中a )、b )、c )种方式由于受力状态不好,一般只适用于轻箱、小箱。图4-5 d )使用的方法在起吊大箱时,对夹角min α有如下的要求 min α
二、集装箱专用吊具 集装箱专用吊具(Spreader)是用于起吊集装箱的属具,主要有3种类型:固定式、组合式和自动式。 1.固定式吊具:是一种只能起吊一种集装箱 的吊具(见图4-6),其特点是结构简单、自重轻,价格便宜,但是对箱体类型的适应性较差。 更换吊具往往要占用较多时间。 2.组合式吊具:将起吊不同尺寸的集装箱的 吊具组合使用的一种集装箱专用吊具。其特点是结构简单,自重较自动式要小(一般为4-7t)这种吊具多用于跨运车和正面吊上。
3.自动式吊具:通过伸缩臂,可以改变吊具的臂长,以达到起吊不同尺寸集装箱的要求。特点:使用灵活,自重较大,9—10t。集装箱装卸桥广泛使用。 4.双箱吊具:用一个集装箱吊具可同时起吊两个20ft的集装箱的一种专用吊具,双箱起吊方法可以大大提高船舶的装卸效率。
散货装卸工艺实训总结
题目名称散货装卸工艺实训 姓名 班级统本物流1102班 学号 课程陆港物流运作课程实训(二)任课教师 物流贸易学院 二〇一四年六月
散货装卸工艺实训 实训目的 为了增加我们队以后工作的适应能力,学校为我们开设了港口物流管理实训课,港口物流管理是一门专业实践课程,是研究港口装卸工艺的理论和方法的一门学科。我们在理论学习的基础上,通过实训环节培养港口物流运作的相关业务流程,实现理论与实践的有效结合,养成培养分析、解决物流实际问题的能力。下面就让我来浅谈一下关于散货装卸工艺的实训。 实训内容 散货概况:散货是指不加包装成松散颗粒状态进行运输、装卸、保管的货物。如散装煤、矿石、散粮、水泥、化肥等。原则上能散运的货物尽量散运。 一.散货装船工艺 (一)分类:带式输送机装船工艺、抓斗起重机装船工艺。抓斗起重机装船工艺,装卸效率低,投资又高;只适用于通用性的直立码头。专业性码头特别是货运量较大的码头都不采用。 (二)作业方式和主要特点。 1、河港:固定转盘式散货装船机,这种形式属于定船定机型。一般一泊配两台,其原因:保持装船平衡,减少悬臂长度。作业过程:顺次从前到后开动皮带机,将堆场或卸车线的物料经过一系列中间皮带机,通过溜筒装入舱内。 (1)弧形轨道式散货装船机(定机定船)。定点回转弧形轨道式散货装船机,可用在斜坡式码头和直立式码头上 (2)不能旋转的简易固定装船机(定机移船)。我国的驳船复杂,载重量大小不一,锚地分解编组,多次往返送驳,效率不高,不仅费用增加,操作也不方便。国外也采用定机移船方式,大吞吐量大吨位船队效率高(达5500吨/小时),工艺简单。如美国内河。 2.海港:
集装箱装卸工艺系统优化方案的研究
集装箱装卸工艺系统优化方案的研究 ——上港集团装卸工艺系统的应用分析与革新 上海国际港务(集团)股份有限公司振东集装箱码头分公司于慧婷 1综合概述 港口装卸工艺的实质是实现港口生产中货物位移的方法,是货物的换装过程抽象性的描述,其物质表象就是港口装卸机械化系统。具体的说就是按照一定的劳动组织形式、运用装卸机械及其配套工具(或称机械化系统)等物质手段,遵照规定的技术标准和规范,完成货物在不同运输方式之间的换装作业过程。集装箱装卸工艺是指装卸集装箱的方法。集装箱装卸工艺决定码头装卸机械设备、码头装卸生产作业组织和劳动生产率。 随着我国集装箱吞吐量的突飞猛进,国内一些港口出现了硬件设施跟不上发展速度的情况。许多港口码头致力于内部挖潜,尤其是研究如何突破传统装卸工艺系统的瓶颈,这使得通过装卸工艺的应用和革新来提高集装箱港口的综合效率成为了值得研究的课题。 本文主要研究了上海港集装箱码头的装卸工艺内容,以及如何实现进行工艺革新的实践,从而使装卸效率全面提高。 研究背景 装卸工艺是港口生产的方法 港口编制作业计划,采取相应的对策和组织现场装卸生产,都要以一个事先研究和编制的装卸工艺方案为依据。在研究和制定装卸工艺中,对所须配置的人力和机械,使用什么装卸工具,以及采取怎样的工艺流程和操作方法,甚至连各个工序之间能力的平衡,都要经过科学的分析与计算。否则,会降低装卸效率,影响生产定额的完成。 装卸工艺是港口建设设计和选用装卸机械机型的重要依据 规划一个港口和建造一个码头,在货种和靠泊船型确定以后,首要的是考虑采用什么样的装卸工艺方案,这不仅影响今后的生产规程,更是日常装卸赖以正常进行的基本条件,同时也涉及如何最大限度地发挥港口(泊位)的经济效益等问题。 装卸工艺是提高港口装卸效益的组织工作基础和技术保证 不同的工艺方案,体现了不同的生产水平。比如,采用专业化方式装卸比非专业化方式效率高等。港口装卸工艺的选择直接决定了港口企业的装卸效益。 装卸工艺是保证生产安全质量的基础 任何装卸过程,都必须具有完整合理的装卸工艺规程,它是通过对人、机、货物、方法、环境5大因素的控制要求来达到目的。所以,按装卸工艺规程来操作,一般就可确保生产的安全质量。 研究对象 装卸工艺的基本内容 根据港口装卸工艺在港口装卸作业中所起的作用,其内容主要包括以下几个方面: 1)装卸机械设备类型的选择和装卸工属具的选用设计; 2)装卸工艺流程的合理化; 3)货物在运输工具和库场上的合理配置和堆码; 4)采用先进的操作方法; 5)制定和完善装卸工艺操作规程。 装卸工艺过程的分析 装卸工艺过程的实现既包括装卸作业的操作方法、作业顺序,又包括作业技术标准和规范以及维护工艺纪律的生产组织程序。它是货物从一种运输工具换装到另一种运输工具上所
某港口专用粮食泊位装卸工艺设计及设备选型介绍
第23卷第2期海 岸 工 程2004年6月文章编号:100223682(2004)022******* 某港口专用粮食泊位装卸工艺 设计及设备选型介绍 孙培声,李国章 (山东省航运工程设计院有限公司,山东青岛266033) 摘要:以一个典型设计为例,介绍了我国沿海港口散粮专业化泊位的装卸工艺流程设计和工艺布置,并对主要设计参数和水平输运、垂直输运、泊位前方和后方等主要装卸工艺设备的选择进行了分析。 关键词:泊位;散粮;装卸工艺;设备 中图分类号:U653.92 文献标识码:A 近年来,随着中国粮食贸易量的猛增,沿海各主要港口纷纷投资兴建粮食专业化泊位,而且专业化粮食泊位的装卸工艺流程及其设备系统也日渐成熟。本文结合某海港的粮食泊位装卸工艺实际设计工作,对我国沿海港口散粮系统工艺设计以及设备选型进行分析。 散装粮食泊位项目建设需要进行大量的前期调研准备工作,尤其是货流量、货种流向和性质、设计船型等基础数据对装卸工艺系统影响很大,需要进行详细研究。以下是作者参加的某港口散装粮食装卸工艺的实际设计,并以此为例进行研究分析。 1 主要设计参数 (1)货种及年运量:进口大豆79×104t、豌豆11×104t,共90×104t;(2)设计船型:5万吨级散货船,长230m,宽32m,深17.5m,满载吃水12.7m;(3)生产不平衡系数:1. 6;(4)泊位年营运天数:290d;(5)生产作业班次:3班;(6)每船同时开工作业线数:3条; (7)货种(大豆)基本参数:堆密度0.72~0.80t m3;休止角21~28°;带式输送机最大倾斜角12~16°。 收稿日期:2004202210 作者简介:孙培声(19712),男,工程师,主要从事港口装卸工艺系统设计及监理工作。 (责任编辑:高 峻)
港口装卸工艺复习资料去皮版
港口装卸工艺学 第一章概论 一、概念题 1.港口的概念 港口是运输网络中水陆运输的枢纽,是货物的集散地以及船舶与其他载运工具的衔接点;它可以提供船舶靠泊、旅客上下船、货物装卸、储存、驳运以及其他相关业务。 2.操作过程的概念 操作过程是指根据一定的装卸工艺完成一次完整的搬运作业的过程,它是港口基本的装卸搬运活动。 3.港口装卸工艺的概念 港口实现货物从一种运载工具(或库场)转移到另一种运载工具(或库场)的空间位移的方法和程序。 二、问答题 1.港口的作用 1)港口是海运和陆运的交接点2)港口是工业活动基地 3)港口是城市发展的增长点4)港口具有社会经济发展促进效应 2.港口生产活动的特点 1)产品的特殊性2)生产的不平衡性3)生产活动的多样性和复杂性 4)港口生产活动与经济发展的相关性5)生产的连续性6)装卸组织的协作性 7)货物运输信息的集聚性8)生产调度的层次性 3.换装作业形式有哪些 港口换装作业一般有两种形式。一种形式是货物先从船上卸入库场经过短期堆存,再由库场装上车辆(或船舶),或者按相反程序,这种形式一般简称为间接换装方案。另一种形式是货物由船上卸下直接装上车辆(或船舶),不再进入库场,或者按相反程序,这种形式简称为直接换装方案,或称直取作业。 三、填空题 1. 港口生产活动具有产品的(特殊)性;生产的(不平衡)性;生产活动的(多样性和复杂)性;生产 活动与经济发展的(相关)性;生产的(连续)性;装卸组织的(协作)性;货物运输信息的(集聚)性;生产调度的(层次)性。 2. 直接换装形式有(船——船)、(船——车、驳);间接换装形式有(船——库、场)、(车、驳——库、 场)、(车、驳——车、驳)、(库、场——库、场)。 3. 港口是(海运)和(陆运)的交接点;是(工业)活动基地;是(城市)发展的增长点;具有(社会) 发展促进效应。 4. 港口是海运和陆运的(交接点);是工业活动(基地);是城市发展的(增长点);具有社会经济发展 (促进效应)。
高效集装箱码头装卸工艺方案
摘要:提出4个与高效岸桥相匹配的高效集装箱码头装卸工艺方案,并进行初步比较。认为:全自动装卸工艺系统将成为现代集装箱码头的重要发展方向。 关键词:高效;装卸工艺;岸桥 随着集装箱船舶的不断大型化,大型集装箱船舶择港停靠,对港口的要求已不仅是航道水深和较好的服务条件,更重要的是具有高效快捷便利的装卸工艺系统和较短的在港停留时间。如一艘8 000~10 000 TEU的超巴拿马集装箱船,希望港口在10 h之内完成3 000 TEU的装卸船效率,否则是不经济的[1]。为了适应这种需求出现了双小车岸桥、双40英尺岸桥和双40英尺双小车岸桥等高效岸桥。集装箱码头装卸作业是个系统工程,仅仅是装卸船效率的提高还远远不够,如何使与高效岸桥相关的水平运输、堆场作业及堆场管理等环节合理配置,实现装卸系统高效化,是集装箱码头装卸工艺设计所追求的主要技术指标。 l 双40英尺和双40英尺双小车岸桥的主要技术特征 一代代超巴拿马型集装箱船舶的出现,对装卸设备的效率提出了新的挑战。为满足快装快卸的要求,出现了双40英尺和双40英尺双小车岸桥。 1.1 双40英尺岸桥 如图1所示,双40英尺岸桥的特点是吊具下可同时起吊2个40英尺或4个20英尺集装箱。普通集装箱岸桥一次只能吊1个40英尺箱或2个20英尺箱。理论计算这种新型的双40英尺岸桥单台装卸效率比普通集装箱岸桥高50%以上[2]。 双40英尺岸桥具有2套独立的起升系统以适应一次装卸2个40英尺集装箱。或装卸4个20英尺集装箱,也可以起吊2个质量达65 t的20英尺集装箱。 上海振华港口机械(集团)股份有限公司研制成功的双40英尺岸桥,其双吊具下的起重量为80 t,单吊具下的起重量为65 t,满载起升速度为90 m/s,小车运行速度240 m/s,起升高度43 m,外伸距大于61 m,轨距30~35 m。自2005年首台在上海港外高桥五期工程成功应用以来已得到世界各个大型集装箱港口的认可并广泛使用。 图1 双40英尺岸桥 1.2 双40英尺双小车岸桥 如图2所示,双40英尺双小车岸桥是继双小车岸桥和双40英尺岸桥之后。为迎接航运界进人超巴拿马时代快速装卸的又一产物。双40英尺双小车岸桥是综合了双40英尺岸桥和双小车岸桥的优点,同时克服了二者的不足,在此基础上开发出来的超大型新型集装箱岸桥。理论上这种新型岸桥装卸效率可达90~100自然箱/h[3]。
港口装卸工艺考试试题
《港口装卸工艺》 第一章港口企业生产过程 判断题 1) 操作系数是指货物操作量与装卸自然吨之比值,其数值越小,说明港口装卸组织越合理,因此操作系数小于1,是较为合理的 装卸工艺(×) 2) 货源组织为港口最根本的生产活动(×) 3) 港口生产的复杂性喝协作性不是港口生产的主要特点(×)4) 货源组织为港口最重要的生产经营活动,货物各种换装所需的装卸作业和货物的储存保管为港口最根本的生产活动(√)5) 由于工矿企业的生产进度和交运数量、交运时间的不同,而使货物到港的数量不均,这不仅表现在月、季的不平衡,还表现 在物资部门提供的托运数量和托运种类的差异,这事反映到港 货种之间的不平衡性(×) 6) 自同一船舶卸下,随后又装到同一船舶的货物,或装船后未运出,又卸回本港货物,也要计算吞吐量(×) 7) 装卸生产的连续性,装卸组织的协作性,生产任务的不平衡性是港口生产的特点(√) 8) 水路运输具有载货量大,适运性强,运输成本低等特点,因此水路运输是国际货物运输主要方式(√) 9) 港口散货装卸企业是指针对运输中不加包装而散运的货物,适用散货专用装卸工艺和设备,设施提供装卸生产服务的装卸企 业(√) 10)装卸自然吨是指进出港区并经过装卸货物数量之和(√) 11)成组装卸所用的主要工具有货盘(或货板),网络,集装袋,集装箱(√) 12)同一库场内的倒垛,转堆与翻舱,散货拆、倒、灌、绞包、摊晌货
物等同属装卸辅助作业,一律计算操作量(×) 选择题 1) 港口的生产能力大小由(港口通过能力)反映 2) 反映港口生产经营活动的效果和工作质量的指标是(质量指标) 3) 港口最主要的营运指标是(吞吐量) 4) 数量指标以(绝对数)表示 5) 缩短船舶在港停泊时间的关键是(缩短船舶装卸时间) 6) 我港某码头装一条载货35000t的海轮,外挡直接过驳7000t,其余落平台,在平台直接车提10000t,其余进场,问这条海轮的 自然吨是(35000t) 7) 在港口企业生产过程中,由于船、车、港、货的不平衡特点的影响,港口装卸作业大部分是以(间接换装)形式进行的8) 直接作业的装卸货物数量占全部装卸货物数量的比重是(直接换装作业比重) 9) 港口生产的(协调性)要求港口生产各主要环节之间和作业线上各工序之间,以及生产中的人员,设备等各方面配合得当, 同时还要保证装卸的各种运输工具之间配合得当 10)某海轮船运大米10000t到港卸货,其中2000t直接换装上河船运走,1500t在码头上直接装车运走,其余的大米卸船进库,再从库装车运走,试计算完成上述装卸任务所产生的下列问题: 1吞吐量为(12000t),2装卸自然吨为(10000t),3操作量为(16500t),4直接换装比重为(35%),5操作系数为(1.65) 11) 某港口组织到50万吨煤,全部通过水运部门运进港,其中25万吨 在码头直接装车运走,25万吨卸船进堆场,再从堆场装船运走15万吨,剩下的装车运走,整个操作过程由机械操作完成,试计算完成上述装卸任务所产生的下列问题: 1吞吐量为(65万吨),2装卸自然吨为(75万吨),3操作量为(75万
大宗散货装卸实用工艺及其发展——煤炭
大宗散货装卸工艺及其发展——煤炭 一、概述 1.煤炭的流向特点: 煤炭是仅次于铁矿石的第二大干散货,由于其与钢铁工业的紧密关联性,其海运流向和发展趋势和铁矿石很类似主要从澳大利亚、北美和南非流向日本、远东、欧洲和地中海等地区。 我国煤炭流向具有“北煤南运”的特点。我国煤炭产区主要在北方,分布在东北、山西、内蒙古等,而我国工业分布以南方相对比较发达。由此形成的煤炭装卸港口分布表现为北方为煤炭装船港(配备超大型的装船设备设施),而南方沿海大多数是煤炭卸船港(配备大型高效的卸船设施设备)。 2.主要运输工具:水上运输的船舶(专用煤炭船、内河驳船)和陆路运输的铁路车型(专用车型和通用车型) 3.选用专用、高效的港口工艺设备的必要性:煤炭运量大,货流稳定、专用船舶大型化和高效化、铁路车辆的长大专列固定编组和直达循环的运行组织 4.设计和选择港口装卸工艺的要求:深入分析车船的现状和发展趋势 5. 煤炭港口装卸工艺的系统组成:装卸船舶作业、水平运输作业、堆场作业 二、煤炭、矿石进口装卸工艺系统 煤炭、矿石出口装卸工艺主要由煤炭、矿石卸船作业、堆场作业和装车(或船、驳)作业三个工艺环节组成。 1、卸船工艺 卸船机械按机械工作特点可分为:间歇型卸船机和连续型卸船机两类; 按卸船方式分为:船舶自卸和非自卸。 (1)间歇型卸船机 间歇型散货卸船机主要有:船舶抓斗起货机、抓斗卸船机等。因为抓赌卸船的工作循环周期中有一个空返回程,因此称之为间歇型卸船机。 抓斗的工作原理: 抓斗卸船机上的抓斗普遍采用绳索式抓斗,绳索式是抓斗依靠绳索滑轮组产生闭合力,使抓斗产生启闭。一般有单绳抓斗、双绳抓斗、四绳抓斗,目前后面两种使用最为广泛。
集装箱码头双40英尺岸桥装卸工艺
龙源期刊网 https://www.360docs.net/doc/a010393751.html, 集装箱码头双40英尺岸桥装卸工艺 作者:孙凯 来源:《集装箱化》2013年第07期 随着集装箱船舶日益向大型化方向发展,双40英尺岸桥在集装箱码头的应用越来越普遍。目前国内外大型集装箱码头双40英尺岸桥装卸工艺日臻完善,为提高码头作业效率、实现规模经济效益以及提升码头核心竞争力作出重要贡献。本文以上海盛东国际集装箱码头(以下简称盛东码头)和高雄高明集装箱码头(以下简称高明码头)为例,分析双40英尺岸桥装卸工艺的主要影响因素和注意事项,以期为集装箱码头成功应用双40英尺岸桥装卸工艺提供参考。 1 双40英尺岸桥装卸工艺应用概况 1.1 双40英尺岸桥作业效率 盛东码头共有34台岸桥,其中双40英尺岸桥13台;高明码头共有8台岸桥,全部为双40英尺型。这2个码头的双40英尺岸桥装卸工艺均非常成熟,作业箱量占各自作业总箱量的30%以上,主要用于装卸空箱和40英尺重箱,在不超重的情况下偶而进行4个20英尺重箱的同时作业。盛东码头双40英尺岸桥的平均作业效率为每小时35个自然箱,干线船的卸船效率和装船效率分别不低于每小时50个自然箱和每小时40个自然箱;高明码头双40英尺岸桥的平均作业效率达到每小时45个自然箱。 1.2 双40英尺岸桥与普通岸桥比较 (1)初始投资振华重工生产的普通岸桥的价格约600万美元,双40英尺岸桥的价格约900万美元。 (2)能耗盛东码头普通岸桥的单箱耗电量为/TEU,双40英尺岸桥的单箱耗电量为 h/TEU;因此,双40英尺岸桥的作业效率必须比普通岸桥提高至少20%以上才能抵消其所增 加的运营成本。 (3)故障率根据盛东码头和高明码头双40英尺岸桥的使用情况,在最初使用的6个月内,双40英尺岸桥的故障率约为普通岸桥的2~3倍;使用1年后,双40英尺岸桥的故障率逐步趋于平稳,但仍高于普通岸桥约20%。在双40英尺岸桥发生的故障中,60%属于吊具故障,40%属于双起升系统故障。 2 双40英尺岸桥装卸工艺主要影响因素 2.1 箱型结构
粮食装卸与运输方案分析
港口粮食装卸工艺和运输方案分析 2007年8月,国家发改委在《粮食现代物料发展规划》中提出粮食的“四散”化变革,即散装、散卸、散储、散运。粮食的大量运输,广泛采用专用船舶的散装运输形式。其优点在于有效降低物流成本;增加装货量;便于实现粮食装卸的专业化、机械化;减少工人数量,降低劳动强度,缩短作业时间,提高效率。 1. 散粮装卸船工艺 1.1 散粮进口装卸流程 1.1.1 接收流程 轮船——卸船机——输送机组——杂物清除筛——入仓计量称——输送机组——筒仓 其中卸船机分两类:间歇式和连续式 ◎间歇型 主要是各类抓斗卸船机,如船吊抓斗、门机抓斗、桥式抓斗等。 ◎连续型 常用的有吸粮机、夹皮带机、螺旋输送机、斗式卸船机、埋刮板卸船机。 1.1.2 发放流程 筒仓——输送机组——出仓计量称——输送机组——车/驳船 1
1.1.3 工艺流程 (1)直取装驳船 远洋轮——卸船机——计量称——驳船 (2)筒仓储存 远洋轮——卸船机——输送机组(埋刮板机/皮带机/其他)——杂物清除器——称上斗——称斗——称下斗——输送机组——斗式提升机——输送机组——筒仓 (3)筒仓到车 筒仓——输送机组——斗式提升机——称上斗——称斗——回转分料器——料车——车 (4)筒仓到驳船 筒仓——输送机组——斗式提升机——称上斗——称斗——回转分料器——驳船 1.2 散粮出口装卸工艺 1.2.1 接收流程 火车——卸车——V型存仓——输送机组——杂物清除筛——入仓计量秤——输送机组——筒仓 2
1.2.2 发放流程 筒仓——输送机组——出仓计量秤——输送机组——装船机——船 1.2.3 工艺流程 (1)车到船 火车——卸车——V型存仓——运输机组——计量秤——运输机组——船(2)车到筒仓 火车——卸车——V型存仓——仓底运输机组——杂物清除器——秤上斗——秤斗——秤下斗——运输机组——斗式提升机——输送机组——筒仓 (3)筒仓到船 筒仓——运输机组——斗式提升机——秤上斗——秤斗——回转分料器——运输机组——装船机——船 (以上取自《海运物流运营实务》.7.散装谷物海运) 1.3 常用卸船机对比分析 1.3.1 优缺点 类别优点缺点 气力式 a.结构简单,造价低 1.能耗大 3
散粮集装箱装卸粮作业操作规程 编制说明
《散粮集装箱装卸粮作业操作规程》 行业标准编制说明 1工作简况 1.1任务来源 本项目是根据国家粮食和物资储备局办公室《关于下达2017年第三批粮油行业标准制修订计划的通知》(国粮办发〔2017〕297号),项目名称《散粮集装箱装卸粮作业操作规程》进行制定,主要起草单位:河南工业大学机、宁波浩源精密机械有限公司、河南工大设计研究院等,计划完成时间为2019年。 本标准由国家粮食和物资储备局提出,归口全国粮油标准化技术委员会。 1.2主要工作过程 1.2.1标准计划项目建议阶段 我国粮食物流行业与国外同行业存在一定的差距,尤其是缺乏相应标准,通过本标准的制定:1)为企业提供一个安全操作的规范;2)为企业判断自己的操作使用能力提供一个系统的操作依据;3)为国家粮食物流行业的企业技术水平质量评审提供依据。 国家粮食和物资储备局标准质量中心在征求委员和专家意见的基础上,提出了关于对《散粮集装箱装卸粮作业操作规程》进行制订的工作建议。 1.2.2标准计划项目立项阶段 2017年11月,国家粮食和物资储备局办公室关于下达《2017年第三批粮油行业标准制修订计划的通知》,正式下达了《散粮集装箱装卸粮作业操作规程》标准化项目计划。国家粮食和物资储备局标准质量中心按照国家粮食和物资储备局要求,明确了项目承担单位,要求完成标准的修订工作。 1.2.3标准起草阶段 2017年12月,河南工业大学得到制定该标准的通知后,立即组织专业技术骨干成立标准起草组,协商安排相关工作。 2018年1月~2018年3月,研究国际、国内相关标准,对国内、外散粮集装箱装卸的相关安全操作情况进行充分的调查研究,确定了标准编制原则。 2018年4月~2018年6月,起草标准草案。在此期间,工作组先后在郑州召开多
散货装卸港口煤炭码头新型工艺技术介绍
散货装卸港口煤炭码头新型工艺技术介绍 一、煤炭筛分工艺在散货装卸港口的应用 煤炭筛分工艺改造是通过将煤炭筛分工艺与现有的装卸工艺系统集成,在煤炭卸船工艺中一次完成煤炭的多次筛分,将煤炭按粒度大小分别堆存和销售,满足市场需求,提升了港口竞争力。 1.工艺设计的总体要求 根据货主的需要和流程装卸的特点,确定煤炭筛分工艺必须满足以下要求: (1)煤炭筛分和现有流程一体化; (2)筛分设备的生产效率应与流程效率相适应; (3)筛分设备应故障率低、维修方便; (4)煤炭筛分工艺应具有多级筛分功能。 2.方案设计 筛分设备的选型 通过各种筛分设备的性能、结构、原理、安装条件比较,可以采用滚轴筛,见图1。滚轴筛是一种利用多轴旋转推动物料前移并同时进行筛分的设备,它的工作机构是一排排筛轴,每根筛轴分别由一台辊道电机驱动,按相同方向旋转,使物料向前向下移动,同时搅动物料,小于筛孔尺寸的颗粒,受自重及筛轴旋转力的作用沿筛孔落下,大于筛孔尺寸的颗粒留在筛面上继续向前移动,并落入块煤溜管。该设备的效率决定于筛面的面积,可以根据具体使用情况进行设计。其驱动机构为普通的电动机和减速箱,故障率低,便于维修。
图1 滚轴筛 流程工艺布置方案 对流程筛分工艺做如下设计: 在门机漏斗上铺设网格,将粒度大于400 mm的块煤进行分离,以提高流程的通过能力;在主流程皮带机的转运站增设固定滚轴筛,筛分效率为1 250t/h,筛分粒度为25 mm,将煤炭进行初次分离,粒度小于25 mm的煤炭通过主流程、堆料机直接上堆场,粒度大于25 mm的块煤通过分叉斗进入两次筛分皮带机;在两次筛分皮带机下增设移动滚轴筛,筛分效率为600 t/h,筛分粒度为80 mm,对块煤进行二次筛分,将块煤分成25-80 mm和大于80 mm两种规格,然后分别堆放。流程工艺布置见图2。 图2 流程工艺布置 二、环保型煤炭码头关键生产技术 随着煤炭码头环保标准越来越高以及用户对配煤需求的日益多样化,具有专业配煤功能、堆场封闭式、环保型煤炭码头越来越受到业内研究人员的关注。具有专业配煤功能、封闭筒仓式堆场的大型煤炭码头工程规划设计将是研究趋势。 1.筒仓贮煤的发展趋势 筒仓作为贮存散状物料的设施,具有结构简单、使用方便、保护环境和减少占地等
粮食装卸与运输方案分析
港口粮食装卸工艺和运输方案分析2007年8月,国家发改委在《粮食现代物料发展规划》中提出粮食的“四 散”化变革,即散装、散卸、散储、散运。粮食的大量运输,广泛采用专用船舶的散装运输形式。其优点在于有效降低物流成本;增加装货量;便于实现粮食装卸的专业化、机械化;减少工人数量,降低劳动强度,缩短作业时间,提高效率。 1.散粮装卸船工艺 1.1散粮进口装卸流程 1.1.1接收流程 轮船——卸船机——输送机组——杂物清除筛——入仓计量称——输送机组——筒仓 其中卸船机分两类:间歇式和连续式 ◎间歇型 主要是各类抓斗卸船机,如船吊抓斗、门机抓斗、桥式抓斗等。 ◎连续型 常用的有吸粮机、夹皮带机、螺旋输送机、斗式卸船机、埋刮板卸船机。 1.1.2发放流程 筒仓——输送机组——出仓计量称——输送机组——车/驳船 1.1.3工艺流程 (1)直取装驳船 远洋轮——卸船机——计量称——驳船 (2)筒仓储存 1
远洋轮——卸船机——输送机组(埋刮板机/皮带机/其他)——杂物清除器——称上斗——称斗——称下斗——输送机组——斗式提升机——输送机组——筒仓 (3)筒仓到车 筒仓——输送机组——斗式提升机——称上斗——称斗——回转分料器——料车——车 (4)筒仓到驳船 筒仓——输送机组——斗式提升机——称上斗——称斗——回转分料器——驳船 1.2散粮出口装卸工艺 1.2.1接收流程 火车——卸车——V型存仓——输送机组——杂物清除筛——入仓计量秤——输送机组——筒仓 1.2.2发放流程 筒仓——输送机组——出仓计量秤——输送机组——装船机——船 1.2.3工艺流程 (1)车到船 火车——卸车——V型存仓——运输机组——计量秤——运输机组——船(2)车到筒仓 火车——卸车——V型存仓——仓底运输机组——杂物清除器——秤上斗——秤斗——秤下斗——运输机组——斗式提升机——输送机组——筒仓 (3)筒仓到船 筒仓——运输机组——斗式提升机——秤上斗——秤斗——回转分料器——运输机组——装船机——船 2
港口装卸工艺——第八章散粮装卸工艺.docx
第八章散粮装卸工艺 第一节概述 散粮主要包括小麦、大麦、玉米、谷类、高粱、豆类、油料等。粮食运输主要有袋装粮 食和散装粮食两种形式,也有用集装箱运输粮食的。 比较袋装粮食运输方式,散粮运输方式具有如下优点: (1)节约了袋装粮食的包装费用、散粮的灌包和包装费用。 (2)易于实现粮食装卸的专业化,机械化。 (3)提高了粮食装卸效率。港口装卸袋装粮食的效率较低。 (4)降低了工人的劳动强度。 粮食是食物,在运输和装卸的过程中要严格保证其食用的质量,为此要了解粮食的特性 和对装卸保管的要求。 首先是粮食的食用性。 由于粮食是宝贵物质,所以在粮食的运输和保管时需要精确计量,还要防止货损货差,因此,散粮装卸机械化系统中必须要设置准确的计量设备。 其次,粮食具有吸附性。 再次,粮食具有流散性。 粮食还具有扬尘性。 此外,散粮在运输和装卸过程中有许多辅助作业,如粮食的检验、熏蒸等也应在装卸工艺中作相应的考虑。 第二节散粮船舶装卸机械 一、散粮卸船机械 散粮卸船机械可分为间歇型卸船机和连续型卸船机两大类。间歇型卸船机是指各类抓斗 卸船机,如船吊抓斗、门机抓斗、桥式抓斗卸船机等;常用的连续型散粮卸船机有吸粮机、 夹皮带卸船机、链斗式卸船机、螺旋式卸船机等。 (一)抓斗卸船机 比较连续型散粮卸船机,抓斗卸船机的使用特点是: (1)机械的结构简单,造价低,维修保养方便。 (2)对船型和货种的适应性强。 (3)船舶装卸效率低、能耗大。 (4)抓斗闭合不严密,卸船作业过程中散粮撒落现象较为严重。 (5)粉尘污染大。 (二)吸粮机 吸粮机是连续型散粮卸船机的常见机型。其工作原理是用气泵或多级涡轮产生的真空压 差,使管内空气急速流动,运动着的空气流把速度传递给所要运送的物料,使空气和物料一起到达接收地点,然后空气自行散失与物料分离,物料再通过码头上的机械重新转运出去。 吸粮机的工作优点有; (1)吸粮机结构简单,造价低,操作方便,使用灵活; (2)飞对船型的适应性强,清舱量较小,工人的劳动强度低; (3)易与其他运输环节相衔接。 但在实际使用中,吸粮机还存在“三大一低”的缺点: 1)噪声大 2)粉尘大 3)能耗大
自动化集装箱码头装卸工艺设计
中国港湾建设 第36卷第4期 2016年4月 Design of handling technology for automated container terminal HE Ji-hong,LIN Hao,JIANG Qiao (CCCC Third Harbor Consultants Co.,Ltd.,Shanghai 200032,China ) Abstract :Based on the main contents of handling technology design,we analyzed the equipment selection and technological layout for the main parts of handling system,proposed the key points of automated container terminal designing and the technologies which require further research. Key words :container terminal;automation;handling technology 摘要:围绕装卸工艺设计的主要内容,对装卸系统主要环节的设备选型和工艺平面布置进行分析,提出自动化集 装箱码头装卸工艺设计的关键点和需进一步研究的技术。关键词:集装箱码头;自动化;装卸工艺中图分类号:U656.135文献标志码:A 文章编号:2095-7874(2016)04-0067-04 doi :10.7640/zggwjs201604017 收稿日期:2015-10-30 修回日期:2016-01-05 作者简介:何继红(1970—),女,上海市人,学士,高级工程师,从 事港口装卸工艺设计。E-mail :hejihong@https://www.360docs.net/doc/a010393751.html, 自动化集装箱码头装卸工艺设计 何继红,林浩,姜桥 (中交第三航务工程勘察设计院有限公司,上海 200032) Vol.36 No.4 Apr.2016 随着集装箱船舶的大型化趋势和码头装备技术的发展,自动化集装箱码头在经历了一段技术发展期后重新被关注,国内也兴起了自动化码头的建设浪潮。装卸工艺是自动化集装箱码头设计的重要部分,我国自动化集装箱码头发展起步较晚,相关设计经验也少,本文结合工程实例对自动化集装箱码头的装卸工艺设计进行总结和探讨。 1自动化集装箱码头装卸系统设计重点 自动化集装箱装卸系统主要由三个作业环节 组成:由集装箱装卸桥(简称:岸桥)组成的码头 装卸船环节、由轨道式集装箱龙门起重机(简称:轨道吊)为主要代表的集装箱堆场装卸环节和由自动导引运输车或跨运车组成的码头与堆场间的水平运输环节。其中:轨道吊相对容易实现自动化作业,因此自动化集装箱码头的最低标准就是堆场作业的自动化;水平运输的自动化由于涉及许 多随机的路由决策和交通规划等智能化问题,需要高度可靠的自动定位、大容量信息处理和无线通信技术支撑,与堆场自动化相比技术难度较大,是影响码头装卸效率的主要瓶颈;三个作业环节中实现自动化难度最大的是装卸船作业,主要由于船舶在波浪和风载情况下的运动具有不可预测性以及船舶布局和结构的差异。 装卸工艺设计的主要内容是装卸系统的设备选型和工艺平面布置。在整个装卸系统中,码头装卸环节的技术发展方向是实现自动化操作和提高装卸效率,这也是码头设备选型的重要考虑因素;堆场装卸设备现已逐步统一到自动化轨道吊方案,技术相对成熟,设计重点是进一步优化堆场布置,提高海、陆侧的作业效率;水平运输环节对整个装卸系统能力的发挥起着关键作用,其设计重点是:如何更好地连接码头、堆场装卸环节,提高整个系统的效率;水平运输区域的布置如何在硬件上保证运输车辆能以最短距离和最少冲突路径行驶。另外,如何在有人的交接面保证
液体散货码头装卸工艺综述
液体散货码头装卸工艺综述 1概述:液体散货码头是指原油、成品油、液体化工品、LPG和LNG介质等用管道装卸和输送的专业码头。由于这些货物品种多,需求量大,存在着产地与加工地、加工地与消费地的差异,从而形成了很大的货运量。目前世界石油的海运量已占到总海运量的50%。随着我国经济的持续发展,对油气及化工品需求不断增加,也促进了液体散货海运事业的发展和相应的港口码头的建设。2005 年我国主要港口石油天然气及制品吞吐量完成4.83 亿t 。其中接卸进口原油1.23 亿t[1]。液体散货码头作业特点是连续、密闭、运量大、效率高。主要发展趋势是:码头吨级大型化和专业化、装卸货种多样化、装卸工艺流程自动化、安全及环保要求高。我国在液体散货码头的设计、施工、运行和管理上已形成较完善的标准。 2运输船型和码头吨级: 世界石油消费量和海运量的不断增加,带动了液体散货船队发展,使之成为世界上最大的一类船队。船型大小吨位齐全,且近年来船舶运输大型化趋势明显,码头吨级也随之增大。 2.1原油船型和码头吨级: 从我国进口油产地、航线及运距、海峡限制条件、世界及我国原油船队、船舶营运费用等方面分析比较,目前我国沿海进口原油码头均以30 万DWT油船作为设计船型。考虑船舶大型化趋势,部分深水港口如大连、曹妃甸、青岛等地的30 万吨级原油进口码头规模按兼顾40万~50万DWT油船设计,提高了码头的适应性和经济性。对于沿海原油运输,如海洋原油运输、进口原油二程船转运等,主力船型为30 000~80000 DWT的沿海运输船型。2005 年统计 我国沿海原油码头吨级和数量见表1。 表1 我国沿海原油码头吨级和数量(2005 年统计)
湛江港散粮码头装卸工艺系统设计
图2 方向阀阀芯的关键间隙 2.2 滑阀式换向阀 在大多数方向阀中,阀芯与阀孔之间的径向间隙为4~13μm 。众所周知,加工非常圆而直的孔是异常困难的,所以任何阀芯都在间隙当中严格居中是不大可能的。在一个CET OP3阀中,阀芯与阀孔之间的径向间隙可能小于2.5μm 。在一个电气操作的阀中,作用在电磁铁上的力有液动力、弹簧力、摩擦力、惯性力。液动力、弹簧力和惯性力是固定的,但摩擦力则在很大程度上与系统清洁度有关。如果系统被尺寸上与半径间隙和直径间隙相当的颗粒污染,则移动阀芯需要很大的力。一种更为严重的情况是由淤积造成的,污染物在压力下被挤进间隙,最终导致油膜破坏和阀芯卡紧。以一个在21MPa 下工作的CET OP3阀为例,与电磁铁的作用力相比,如果一个这种类型的阀在弹簧偏置位置或通电位置停留一段时间,则阀芯与阀孔之间会发生淤积并导致其完全不动。方向阀阀芯的关键间隙见图2。 3 结语 在关键位置的个别大颗粒能导致液压元件突发 失效。少量淤泥尺寸颗粒也能因淤积至一定程度而 带来问题。通过对污染物造成液压元件失效的形式及损害液压元件的机理进行分析,可以在液压系统 故障查找中少走弯路,在液压系统的日常维护和液压元件的检修工作中有的放矢。 参考文献 [1] 李兴中,陈启松,朱福元.液压设备管理维护手册 [M ].上海:上海科学技术出版社,1994. [2] 马玉贵,马治武.新编液压件使用与维修技术大全 [M ].北京:中国建材工业出版社,1999. 贺培锋:276826,山省东日照市 收稿日期:2007-03-30 湛江港散粮码头装卸工艺系统设计 湛江港集团有限公司 戴永全 交通部水运科学研究院 周家海 费海波 摘 要:装卸工艺设计的合理与否将直接影响系统的作业效率及系统功能的有效发挥。通过对散粮装卸工 艺系统及设备的简要介绍,分析设备选型的特点,找出散粮工艺设计的简单规律。 关键词:湛江港;散粮;装卸工艺 Design for Handling Pr ocess in Bulk Grain Conveying System for Zhanjiang Port Zhanjiang Port Gr oup Co .L td Da iY ongquan W aterbr one Trans portati on I nstitute Zhou J i a ha i Fe i Ha i bo Abstract:The operati on efficiency in a conveying system and its related functi ons are directly deter m ined by wheth 2 er the design of handling p r ocess is reas onable or not .By brief intr oducti on t o the handling p r ocess in bulk grain conveying and its equi pments,this paper analyzes the characteristic of the equi pment adop ti on and finds out an essential app r oach t o the p r ocess design on bulk grain system. Key words:Zhanjiang Port;bulk grain;handling p r ocess 近年来,湛江港的货物吞吐量不断攀升,原有的 散粮装卸储运系统已经无法满足日益增长的货运量的要求,必须进行散粮装卸工艺系统的技术改造 [1] 。 湛江港原有仓容3.6万t,通过技改工程,新增 16座23.7m 直径的钢板筒仓,增加仓容14.8万t, 7 1港口装卸 2007年第4期(总第174期)
集装箱码头装卸工艺方案有那几种各有什么特点
几种典型的集装箱码头装卸工艺系统 几种典型的集装箱码头装卸工艺系统 集装箱码头的装卸工艺有几种典型的系统,底盘车系统、跨运车系统、龙门吊系统及混合型系统。 一、底盘车系统(Trailer Chassis System) 码头的前沿采用岸边集装箱装卸桥承担船舶的装卸作业,进口集装箱由装卸桥直接卸到底盘车上,集装箱牵引车将载有集装箱的底盘车拖到堆场停放,出场时集装箱牵引车将载有集装箱的底盘车从堆场上直接拖出港区。出口集装箱由集装箱牵引车将载有集装箱的底盘车从港区停放在堆场上,装船时再由集装箱牵引车将载有集装箱的底盘车从堆场拖到码头前沿,由岸边集装箱装卸桥将箱吊装上船。该系统的主要特点是,集装箱在码头堆场的整个停留期间均放置在底盘车上。 1.底盘车系统的主要优点。 (1)集装箱在港的操作次数减少,装卸效率高,损坏率小; (2)工作组织简单,对装卸工人和管理人员的技术要求不高。 2.底盘车系统的主要缺点。 (1)底盘车的需求量大,投资大,在运量高峰期可能会出现因底盘车不足而间断作业的现象; (2)不易实现自动化。
3.底盘车系统主要适用集装箱码头的起步阶段,特别是整箱货比例较大的码头。 二、跨运车系统 码头前沿采用岸边集装箱装卸桥承担船舶的装卸作业,跨运车承担码头前沿与堆场之间的水平运输,以及堆场的堆码和进出场车辆的装卸作业。即“船到场”作业是由装卸桥将集装箱从船上卸到码头前沿,再由跨运车将集装箱搬运至码头堆场的指定箱位;“场到场”、“场到集装箱拖运车”、“场到货运站”等作业均由跨运车承担。 1.跨运车系统的主要优点。 (1)跨运车一机完成多种作业(包括自取、搬运、堆垛、装卸车辆等),减少码头的机种和数量,便于组织管理; (2)跨运车机动灵活、对位快,岸边装卸桥只需将集装箱卸在码头前沿,无需准确对位,跨运车自行抓取运走,充分发挥岸边集装箱装卸桥的效率; (3)机动性强,既能搬运又能堆码,减少作业环节; (4)堆场的利用率较高,所需的场地面积较小。 2.跨运车系统的主要缺点。 (1)跨运车机械结构复杂,液压部件多,故障率高,对维修人员的技术要求高,且造价昂贵; (2)跨运车的车体较大,司机室位置高、视野差,操作时需配备助手;
港口装卸工艺
1.港口的功能:运输功能;工业功能;商业功能;金融功能;信息功能;物流功能;支持城市发展——城以港兴 2.港口法所称港口:指具有船舶进出、停泊、靠泊,旅客上下,货物装卸、驳运、储存等功能,具有相应的码头设施,由一定范围的水域或陆域组成的区域。港口可以由一个或者多个港区组成。 3.港口法中港区的含义:港区是指由连续界线形成的水域和陆域范围组成的港口区域。 4.码头:指供船舶靠泊,货物装卸和旅客上下的水工建筑物。 5.码头分类:按平面轮廓分:顺岸码头、突提码头、墩式码头、岛式码头、浮筒式码头; 结构形式上分:固定式码头与浮码头两种。 6.港口设施:指港口内为港口生产、经营而建造和设置的构造物和有关设备.分为公益性设施和经营性设施。 公共的非盈利性港口设施。如:航道、锚地、防波提、导航设施、浮筒、港区道路、港区铁路、港区供电等。 公共设施以外的用于港口生产经营活动的设施。如:码头泊位、趸船、起重机械、搬运机械、输送机械、专用机械、仓库和堆场等。 7.港口的分类: 按港口所在地理位置分:海港、河港、河口港、湖港及水库港等 按用途分:商港、军港、渔港、工业港和避风港。 从运输的角度分:支线港、中转港、腹地港。 8.港口生产活动的特点: 1.产品的特殊性; 2.生产活动的不平等性; 3.生产的连续性; 4.装卸组织的协调性; 5.货物运输信息的集聚性; 6.生产调度的层次性; 7.生产过程的高度连续性和多环节生产能力调配的合理性; 8.生产过程的复杂性和协调性; 9.生产活动受客观影响与限制较大 9.港口物流的概念:指中心港口城市利用其自身的口岸优势,以先进的软硬件环境为依托,强化其对港口周边物流活动的辐射能力,突出港口集货、存货、配货特长,以临港产业为基础,以信息技术为支撑,以优化港口资源整合为目标,发展具有涵盖物流产业链所有环节特点的港口综合服务体系。 10.港口物流的特点: 1.大物流——物流产业内部的合作与整合; 2.高科技——物流系统智能化、柔性化; 3.信息港——统一的港口物流信息平台; 4.一体化——高增值物流园区。