PLC的自动化生产线__供料单元的结构与控制要点
第三章供料单元的结构与控制
3.1 供料单元的结构
3.1.1 供料单元的功能
供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。如图3-1所示为供料单元实物的全貌。
3.1.2供料单元的结构组成
供料单元的结构组成如图3-2所示。其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
1.工件推出与支撑及漏斗部分
该部分如图3-3所示。用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。气缸截流阀的作用是调节气缸的动作速度。截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。图3-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图3-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当
调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
从图3-4上可以看到,气缸两端分别有缩回限位和伸出限位两个极限位置,这两个极限位置都分别装有一个磁感应接近开关,如图3-6(a)所示。磁感应接近开关的基本工作原理是:当磁性物质接近传感器时,传感器便会动作,并输出传感器信号。若在气缸的活塞(或活塞杆)上安装上磁性物质,在气缸缸筒外面的两端位置各安装一个磁感应式接近开关,就可以用这两个传感器分别标识气缸运动的两个极限位置。当气缸的活塞杆运动到哪一端时,哪一端的磁感应式接近开关就动作并发出电信号。在PLC 的自动控制中,可以利用该信号判断推料及顶料缸的运动状态或所处的位置,以确定工件是否被推出或气缸是否返回。在传感器上设置有LED显示用于显示传感器的信号状态,供调试时使用。传感器动作时,输出信号“1”,LED亮;传感器不动作时,输出信号“0”,LED不亮。传感器(也叫做磁性开关)的安装位置可以调整,调整方法是松开磁性开关的紧定螺栓,让磁性开关顺着气缸滑动,到达指定位置后,再旋紧紧定螺栓。
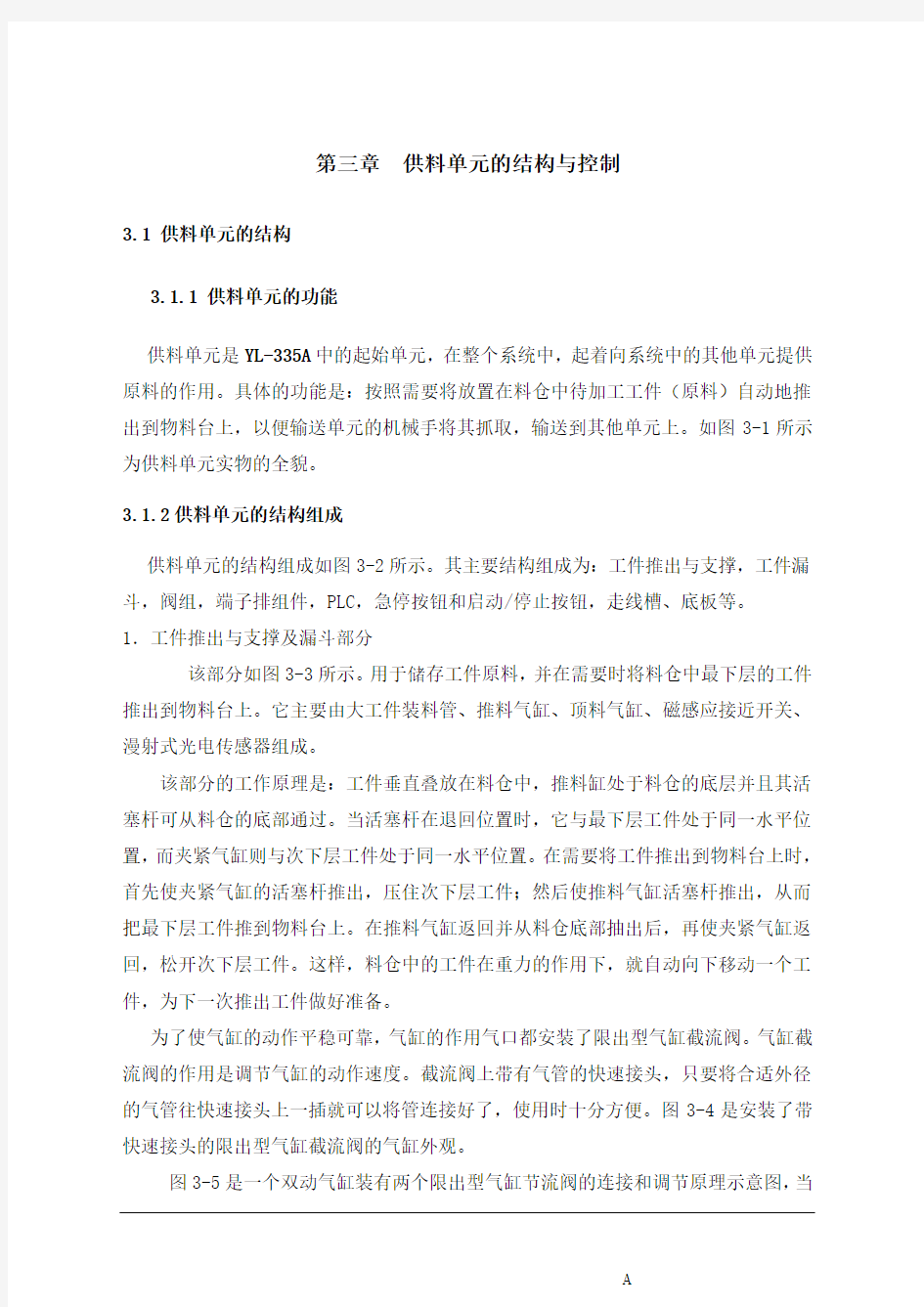
磁性开关有蓝色和棕色2根引出线,使用时蓝色引出线应连接到PLC输入公共端,棕色引出线应连接到PLC输入端子。磁性开关的内部电路如图3-6虚线框内所示,为了防止实训时错误接线损坏磁性开关,YL-335A上所有磁性开关的棕色引出线都串联了电阻和二极管支路。因此,使用时若引出线极性接反,该磁性开关不能正常工作。
图3-6 磁性开关内部电路
在底座和装料管第4层工件位置,分别安装一个漫射式光电开关。漫射式光电接近开关是利用光照射到被测物体上后反射回来的光线而工作的,由于物体反射的光线为漫射光,故称为漫射式光电接近开关。它的光发射器与光接收器处于同一侧位置,且为一体化结构。在工作时,光发射器始终发射检测光,若接近开关前方一定距离内没有物体,则没有光被反射到接收器,接近开关处于常态而不动作;反之若接近开关的
前方一定距离内出现物体,只要反射回来的光强度足够,则接收器接收到足够的漫射光就会使接近开关动作而改变输出的状态。图3-7为漫射式光电接近开关的工作原理示意图。
图3-7 漫射式接近开关的工作原理
由此可见,若该部分机构内没有工件,则处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4层处光电接近开关常态,表明工件已经快用完了。这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。在控制程序中,就可以利用该信号状态来判断底座和装料管中储料的情况,为实现自动控制奠定了硬件基础。
供料单元中,用来检测工件不足或工件有无的漫射式光电接近开关选用OMRON公司的E3Z-L型放大器内置型光电开关(细小光束型)。该光电开关的外形和顶端面上的调节旋钮和显示灯如图3-8所示。图3-9给出该光电开关的内部电路原理框图。
图3-9 E3Z-L光电开关电路原理图
被推料缸推出的工件将落到物料台上。物料台面开有小孔,物料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元物料台有无工件的信号。在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。该光电开关选用OTS41
型。
2、电磁阀组
阀组,就是将多个阀与消声器、汇流板等集中在一起构成的一组控制阀的集成,而每个阀的功能是彼此独立的。供料单元的阀组只使用两个由二位五通的带手控开关的单电控电磁阀,两个阀集中安装在汇流板上,汇流板中两个排气口末端均连接了消声器,消声器的作用是减少压缩空气在向大气排放时的噪声。阀组的结构如图3-10所示。本单元的两个阀分别对顶料气缸和推料气缸进行控制,以改变各自的动作状态。
本单元所采用的电磁阀,带手动换向、加锁钮,有锁定(LOCK)和开启(PUSH)2个位置。用小螺丝刀把加锁钮旋到在LOCK位置时,手控开关向下凹进去,不能进行手控操作。只有在PUSH位置,可用工具向下按,信号为“1”,等同于该侧的电磁信号为“1”;常态时,手控开关的信号为“0”。在进行设备调试时,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,以改变推料缸等执行机构的控制,达到调试的目的。
3.1.3 气动控制回路
气动控制回路是本工作单元的执行机构,该执行机构的控制逻辑控制功能是由PLC 实现的。气动控制回路的工作原理如图3-11所示。图中1A和2A分别为推料气缸和顶料气缸。1B1和1B2为安装在推料缸的两个极限工作位置的磁感应接近开关,2B1和2B2为安装在推料缸的两个极限工作位置的磁感应接近开关。1Y1和2Y1分别为控制推料缸和顶料缸的电磁阀的电磁控制端。
图3-11 供料单元气动控制回路工作原理图
3.2 供料单元的PLC控制及编程
3.2.1 PLC的I/O 接线
本单元中,传感器信号占用7个输入点,留出1个点提供给启/停按钮作本地主令信号,则所需的PLC I/O点数为8点输入/2点输出。选用西门子S7-222主单元,共8点输入和6点继电器输出,供料单元的I/O接线原理图如图3-12所示。
图3-12 供料单元PLC的I/O接线原理图
供料单元PLC的I/O接线是采用双层接线端子排连接的,端子排集中连接本工作单元所有电磁阀、传感器等器件的电气连接线、PLC的I/O端口及直流电源。上层端子用作连接公共电源正、负极(Vcc和0V),连接片的作用是将各分散端子片上层端子排进行电气短接,下层端子用作信号线的连接,固定端板是将各分散的组成部分进行横向固定,保险座内插装有2A的保险管。接线端口上的每一个端子旁都有数字标号,以说明端子的位地址。接线端口通过导轨固定在底板上。图3-13和图3-14分别是本单元的接线端口外观和端子接线图。
3.2.2供料单元的本地控制和网络控制
1、本地控制
YL-335A允许各工作单元作为独立设备运行,但在供料单元中,主令信号输入点被限制为1个,如果需要有启动和停止2种主令信号,只能由软件编程实现。图3-15是软件实现用一个按钮产生启动/停止信号的一个方法。
图3-15 用一个按钮产生启动/停止信号程序
2、网络控制
YL-335A着重考虑采用RS485串行通信实现的网络控制方案,系统的主令信号均从连接到输送站PLC(主站)的按钮/指示灯模块发出,经输送站PLC程序处理后,把控制要求存储到其发送缓冲区,通过调用NET_EXE子程序,向各从站发送控制要求,以实现各站的复位、启动、停止等等操作。供料、加工、装配、分拣各从站单元在运行
过程中的状态信号,应存储到该单元PLC规划好的数据缓冲区,等待主站单元的读取而回馈到系统,以实现整个系统的协调运行。
以第二章所举的例子为例,按表2-2的规划,主站单元发送的控制要求,存放在供料单元VB1000处,而供料单元运行过程中需要回馈到系统的状态信号则应写入到VB1010处。VB1000和VB1010的具体内容以及控制程序如何编制,取决于系统工艺过程的要求,下面以YL-335A出厂例程为实例说明。
例:在网络控制方式下供料单元的控制要求如下:系统启动后,供料站把待加工工件推到物料台上,向系统发出物料台有物料信号,并且推料气缸缩回,准备下一次推料。若供料站的料仓和料槽内没有工件或工件不足,则向系统发出报警或预警信号。物料台上的工件被输送站机械手取出后,须等待系统本工作周期结束,输送站机械手装置返回原点位置,才进行下一次推出工件操作。如果在工作过程中,系统曾发出停止信号,则不再进行下一次推料操作。
由控制要求可知,程序应包括两部分,一是如何响应系统的启动、停止指令和状态信息的返回,二是送料过程的控制。可以编写实现这二个功能的子程序,在主程序中调用。
1)主程序如图3-16所示。
图3-16 主程序梯形图
2)启动/停止子程序
图3-17启动/停止子程序梯形图
3)送料子程序
图3-18 送料子程序梯形图
主站在读取供料站回馈信息后如何处理,将在第八章中说明。
第四章加工单元的结构与控制
4.1 加工单元的结构
4.1.1 加工单元的功能
加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。如图4-1所示为加工单元实物的全貌
4.1.2加工单元的结构组成
加工单元主要结构组成为:物料台及滑动机构,加工(冲压)机构,电磁阀组,接线端口,PLC模块,急停按钮和启动/停止按钮,底板等,加工机构的总成如图4-2所
1.物料台及滑动机构
物料台及滑动机构如图4-3所示。物料台用于固定被加工件,并把工件移到加工(冲压)机构正下方进行冲压加工。它主要由手爪气动、手指、物料台伸缩气缸、线性导轨及滑块、磁感应接近开关、漫射式光电传感器组成。
滑动物料台的工作原理:滑动物料台在系统正常工作后的初始状态为伸缩气缸伸出,物料台气动手爪张开的状态,当输送机构把物料送到料台上,物料检测传感器检测到工件后,PLC控制程序驱动气动手指将工件夹紧→物料台回到加工区域冲压气缸下方→冲压气缸活塞杆向下伸出冲压工件→完成冲压动作后向上缩回→物料台重新伸出→到位后气动手指松开的顺序完成工件加工工序,并向系统发出加工完成信号。为下一次工件到来加工做准备。
在移动料台上安装一个漫射式光电开关。若物料台上没有工件,则漫射式光电开关均处于常态;若物料台上有工件,则光电接近开关动作,表明物料台上已有工件。该光电传感器的输出信号送到加工单元PLC的输入端,用以判别物料台上是否有工件需进行加工;当加工过程结束,物料台伸出到初始位置。同时,PLC通过通信网络,把加工完成信号回馈给系统,以协调控制。
移动料台上安装的漫射式光电开关仍选用OMRON公司的E3Z-L型放大器内置型光电开关(细小光束型),该光电开关的原理和结构以及调试方法在前面已经介绍过了。
移动料台伸出和返回到位的位置是通过调整伸缩气缸上两个磁性开关位置来定位的。要求缩回位置位于加工冲头正下方;伸出位置应与输送单元的抓取机械手装置配合,确保输送单元的抓取机械手能顺利地把待加工工件放到料台上。
2、加工(冲压)机构
加工(冲压)机构如图4-4所示。加工机构用于对工件进行冲压加工。它主要由冲压气缸、冲压头、安装板等组成。
冲压台的工作原理:当工件到达冲压位置既伸缩气缸活塞杆缩回到位,冲压缸伸出对工件进行加工,完成加工动作后冲压缸缩回,为下一次冲压做准备。
冲头根据工件的要求对工件进行冲压加工,冲头安装在冲压缸头部。安装板用于安装冲压缸,对冲压缸进行固定。
加工单元机械部件的装配和调整请参阅“YL-335A机械装配手册”。
3、电磁阀组
加工单元的气爪、物料台伸缩气缸和冲压气缸均用三个二位五通的带手控开关的单电控电磁阀控制,三个控制阀集中安装在带有消声器的汇流板组成,如图4-5所示。图中,前面的冲压缸控制电磁阀所配的快速接头口径较大,这是由于冲压缸对气体的压力和流量要求比较高,冲压缸的配套较粗气管的缘故。
图4-5 电磁阀组这三个阀分别对冲压气缸、物料抬手爪气缸和物料台伸缩气缸的气路进行控制,以改变各自的动作状态。
电磁阀所带手控开关有锁定(LOCK)和开启(PUSH)2种位置。在进行设备调试时,使手控开关处于开启位置,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,从而实现对相应气路的控制,以改变冲压缸等执行机构的控制,达到调试的目的。
4.1.3 气动控制回路
本工作单元气动控制回路的工作原理如图4-6所示。1B1和1B2为安装在冲压气缸的两个极限工作位置的磁感应接近开关,2B1和2B2为安装在物料台伸缩气缸的两个极限工作位置的磁感应接近开关,3B1为安装在手爪气缸工作位置的磁感应接近开关。1Y1、2Y1和3Y1分别为控制冲压气缸、物料台伸缩气缸和手爪气缸的电磁阀的电磁控制端。
图4-6 加工单元气动控制回路工作原理图
从图4-6可以看到,当气源接通时,料台伸出气缸的初始状态是在伸出位置。这一点,在进行气路安装时应予注意。
4.2 加工单元的PLC控制及编程
4.2.1 PLC的I/O 接线
本单元中,传感器信号占用6个输入点,留出2个点提供给提供给急停按钮和启/停按钮作本地主令信号,则所需的PLC I/O点数为8点输入/3点输出,选用西门子S7-222 AC/DC/RLY主单元,共8点输入和6点继电器输出,加工单元的I/O接线原理图如图4-7所示,接线端口的端子接线图则如图4-8所示。
图4-7 加工单元PLC的I/O接线原理图
4.2.2加工单元的编程要点
1、在YL-335的加工单元中,提供一个启动/停止按钮和一个急停按钮。与供料单元同样,如果需要有启动和停止2种主令信号,只能由软件编程实现,实现方法在第三章中已经阐述,这里不再重复。本单元的急停按钮是当本单元出现紧
急情况下提供的局部急停信号,一旦发生,本单元所有机构应立即停止运行,直到急停解除为止;同时,急停状态信号应回馈到系统,以便协调处理。
2、加工单元的工艺过程也是一个顺序控制:物料台的物料检测传感器检测到工件后,按照,机械手指夹紧工件→物料台回到加工区域冲压气缸下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→物料台重新伸出→到位后机械手指松开的顺序完成工件加工工序,并向系统发出加工完成信号。
下面给出YL-335A出厂例程中加工单元程序清单供读者在实训时参考。
主程序如图4-9 所示,它只是在每一扫描周期(SM0.0 ON)调用2个子程序,一个是启动/停止子程序,其功能是在读取主站发送来的控制命令以及把本站状态信号写到通信数据存储区。另一个子程序则是完成加工工艺控制功能。
图4-9 加工站主程序梯形图
启动/停止子程序如图4-10所示
图4-10 启动/停止子程序梯形图
第六章分拣单元的结构与控制
6.1 分拣单元的结构
6.1.1 分拣单元的功能
分拣单元是YL-335A中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能。当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。如图6-1所示分拣单元实物的全貌。
图6-1分拣单元实物的全貌
6.1.2 分拣单元的结构组成
分拣单元的结构组成如图6-2所示。其主要结构组成为:传送和分拣机构,传动机构,变频器模块,电磁阀组,接线端口,PLC模块,底板等。
传送和分拣机构如图6-3所示。传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣。它主要由传送带、物料槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成。
传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区。导向件是用纠偏机械手输送过来的工件。两条物料槽分别用于存放加工好的黑色工件和白色工件。
传送和分拣的工作原理:本站的功能是完成从装配站送来的装配好的工件进行分拣。当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通过PLC的程序启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为1号槽推料气缸启动信号,将白色料推到1号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为2号槽推料气缸启动信号,将黑色料推到2号槽里。自动生产线的加工结束。
在每个料槽的对面都装有推料(分拣)气缸,把分拣出的工件推到对号的料槽中。在两个推料(分拣)气缸的前极限位置分别装有磁感应接近开关,在PLC 的自动控制可根据该信号来判别分拣气缸当前所处位置。当推料(分拣)气缸将物料推出时磁感应接近开关动作输出信号为“1”,反之,输出信号为“0”。
在安装和调试传送、分拣机构时须注意:
⑴分拣单元的两个气缸安装时需注意:一是安装位置,应使工件从料槽中间被推入;二是要注意安装水平,否则有可能推翻工件。
⑵为了准确且平稳地把工件从滑槽中间推出,需要仔细地调整两个分拣气缸的位置和气缸活塞杆的伸出速度,调整方法在前面已经叙述过了。
⑶在传送带入料口位置装有漫射式光电传感器,用以检测是否有工件输送过来进行分拣。有工件时,漫射式光电传感器将信号传输给PLC,用户PLC程序输出启动变频器信号,从而驱动三相减速电动机启动,将工件输送至分拣区。
该光电开关灵敏度的调整以能在传送带上方检测到工件为准,过高的灵敏度会引入干扰。
⑷在传送带上方分别装有两个光纤传感器如图6-4所示,光纤传感器由光纤检测头、光纤放大器两部分组成,放大器和光纤检测头是分离的两个部分,光纤检测头的尾端部分分成两条光纤,使用时分别插入放大器的两个光纤孔。放大器的安装示意如图6-5所示
光纤传感器也是光电传感器的一种,相对于传统电量型传感器(热电偶、热电阻、压阻式、振弦式、磁电式),光纤传感器具有下述优点:抗电磁干扰、可工作于恶劣环境,传输距离远,使用寿命长,此外,由于光纤头具有较小的体积,
所以可以安装在很小空间的地方。
光纤式光电接近开关的放大器的灵敏度调节范围较大。当光纤传感器灵敏度调得较小时,反射性较差的黑色物体,光电探测器无法接收到反射信号;而反射性较好的白色物体,光电探测器就可以接收到反射信号。反之,若调高光纤传感器灵敏度,则即使对反射性较差的黑色物体,光电探测器也可以接收到反射信号。从而可以通过调节灵敏度判别黑白两种颜色物体,将两种物料区分开,从而完成自动分拣工序。
图6-6给出了放大器单元的俯视图,调节其中部的8旋转灵敏度高速旋钮就能进行放大器灵敏度调节(顺时针旋转灵敏度增大)。调节时,会看到“入光量显示灯”发光的变化。当探测器检测到物料时,“动作显示灯”会亮,提示检测到物料。
E3Z-NA11型光纤传感器电路框图如图6-7所示,接线时请注意根据导线颜
色判断电源极性和信号输出线,本单元使用的是褐色、黑色、和蓝色线。
图6-7 E3Z-NA11型光纤传感器电路框图
2、传动机构
传动机构如图6-8所示。采用的三相减速电机,用于拖动传送带从而输送物料。它主要由电机支架、电动机、联轴器等组成。
三相电机是传动机构的主要部分,电动机转速的快慢由变频器来控制(变频器具体操作见 6.2.2),其作用是带传送带从而输送物料。电机支架用于固定电动机。联轴器由于把电动机的轴和输送带主动轮的轴联接起来,从而组成一个传动机构。在安装和调整时,要注意电动机的轴和输送带主动轮的轴必须要保持在同一直线上。
3.电磁阀组
分拣单元的电磁阀组只使用了两个由二位五通的带手控开关的单电控电磁阀,它们安装在汇流板上。这两个阀分别对白料推动气缸和黑料推动气缸的气路进行控制,以改变各自的动作状态。
所采用的电磁阀所带手控开关有锁定(LOCK)和开启(PUSH)2种位置。在进行设备调试时,使手控开关处于开启位置,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,以改变推料缸等执行机构的控制,达到调试的目的。
6.1.3 气动控制回路
本单元气动控制回路的工作原理如图6-9所示。图中1A和2A分别为分拣一气缸和分拣二气缸。1B1为安装在分拣一气缸的前极限工作位置的磁感应接近开
关,2B1为安装在分拣二气缸的前极限工作位置的磁感应接近开关。1Y1和2Y1分别为控制分拣一气缸和分拣二气缸的电磁阀的电磁控制端。
图6-9 分拣单元气动控制回路工作原理图
6.2 分拣单元的PLC控制及编程
6.2.1 PLC的I/O 接线
本单元中,传感器信号占用5个输入点,留出2个点提供给急停按钮和启/停按钮作本地主令信号,共需7点输入;输出点数为4个,其中2个输出点提供给变频器使用。选用西门子S7-222 AC/DC/RLY主单元,共8点输入和6点继电器输出,供料单元的I/O接线原理图如图6-8所示。
如果用户希望增加变频器的控制点数,可重新组态,更改输出端子的接线,即把Q0.4和Q0.5分配给分拣气缸电磁阀,而把Q0.0~Q0.2分配给变频器的5、6、7号控制端子用。
图6-10 分拣单元PLC的I/O接线原理图
分拣单元与前述几个单元电气接线方法有所不同,该单元的变频器模块是安装在抽屉式模块放置架上的。因此,该单元PLC输出到变频器控制端子的控制线,须首先通过接线端口连接到实训台面上的接线端子排上,然后用安全导线插接到变频器模块上。同样,变频器的驱动输出线也须首先用安全导线插接到实训台面上的接线端子排插孔侧,再由接线端子排连接到三相交流电动机。图6-11是本单元的端子接线图。
图6-11 分拣单元端子接线图
6.2.4 分拣单元的编程要点
1、在YL-335的加工单元中,提供启动/停止按钮和急停按钮各一个作为该单元的主令信号。与供料单元同样,如果需要有启动和停止2种主令信号,只能由软件编程实现,实现方法在第三章中已经阐述,这里不再重复。本单元的急停按钮是当本单元出现紧急情况下提供的局部急停信号,一旦发生,本单元所有机构应立即停止运行,直到急停解除为止;同时,急停状态信号应回馈到系统,以便协调处理。
2、现有的PLC的输出端子接线中,分配Q0.4和Q0.5给变频器的5、6号控制端子。若要求电动机转速可分级调整,则应调整变频器的P701和P702参数,而参数P1001和P1002则按转速要求设定固有频率值。与此同时,应编制相应的PLC程序。
例:要求电动机能实现高、中、低三种转速的调整,高速时运行频率为40Hz, 中速时运行频率为25Hz, 低速时运行频率为15Hz。则步骤如下:
⑴调整变频器参数
①在BOP操作板上修改P0004,使P0004=7,选择命令组。
②修改P0701(数字输入1的功能),使P0701=16,设定为固定频率设定
值(直接选择+ON)。
③修改P0702(数字输入2的功能),使P0702=16,设定为固定频率设定
值(直接选择+ON)。
④再修改P0004,使P0004=10,选择设定值通道。
PLC控制自动门的课程设计
《电气控制与PLC》课程设计题目:自动门控制装置 学院: 专业: 班级: 姓名: 学号: 指导老师: 时间:
目录 一、引言 (1) 二、自动门控制装置总体方案 (1) 2.1、自动门控制装置任务书 (1) 2.2自动门的控制要求分析 (2) 三、自动门控制系统的硬件设计 (2) 3.1PLC的选择 (2) (1)机型的选择 (2) (2)输入输出(I/O)点数的估算 (2) (3)存储器容量的选择 (3) (4)控制功能的选择 (3) (5)对PLC响应时间的要求 (3) 3.2光电检测开关 (4) 3.3限位开关 (4) 四、自动门控制系统软件的设计 (4) 4.1、I/O分配表 (4) 4.2、plc控制输出接线 (5) 4.3、程序流程图 (6) 4.4、梯形图 (7) 4.5、指令表 (8) 4.5、时序图 (8) 五、系统调试及过程分析 (12) 5.1、系统调试 (12) 5.2过程分析 (13) 六、个人心得 (14) 七、参考文献 (15) 附录一 (16)
一、引言 在经济飞速发展的中国,高楼耸立的大都市里的大厦、宾馆、酒店、银行、商场、写字楼,自动门以经是随处可见。自动门的工作方式是通过自动门内外两侧的感应开关来感应人的出入,当人走进自动门时,感应开关感应到人的存在,给控制器一个开门信号,控制器通过驱动装置将门打开。将人通过之后,再将门关闭。由于自动门在通电后可以实现无人管理,不但能给我们带来人员进出方便、节约空调能源、防尘、防风、降低噪音等好处,更令我们的大门增添了不少高贵典雅的气息。自动门在国外早以得到普遍应用,在我国也以优异的性能逐步得到大家的认同,中国已经迎来了自动门发展的黄金时期。 自动门的性能优劣主要取决于它的控制装置,早期的自动门控制系统采用继电器逻辑控制,造成安装繁琐、体积大、不稳定、不易维修的缺点已逐步被淘汰。目前自动门及其自动化行业最稳定的控制装置是可编程控制器(一下简称PLC),PLC是一种专门为工业环境下应用而设计的数字运算操作的电子装置。它采用可编程控制器的储存器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数、算数运算等作的指令,并能通过数字式或逻辑式和开关量的逻辑控制的输入和输出,控制个种类型的机械或生产过程。PLC可靠性高,抗干扰能力强,功能完善,实用性强,系统的设计、建造工作量小,维护方便,容易改造,体积小,重量轻,能耗低等优点。目前,可编程控制器在机械制造、石油化工、冶金钢铁、汽车、轻工业等领域的应用都得到了长足的发展。因此运用PLC控制自动门具有较高的可靠性,维修方便等特点,因此,进行自动门的PLC控制系统设计,可以推动自动门行业的发展,扩大PLC在自动化行业乃至整个自动化行业的应用,具有一定的经济和理论研究价值。 二、自动门控制装置总体方案 2.1、自动门控制装置任务书 完成自动门控制装置,包括编写程序和硬件接线图,要求当有人按下开门开关时,门自动打开,然后又能自动关闭。 1.外或由外到内通过光电检测开关K1或K2时,开门执行机构KM1动作,电动机正转,到达开门限位开关K3位置时,电机停止运行。 2.位置停留8秒后,自动进入关门过程,关门执行机构KM2被起动,电动机反转,当门移动到关门限位开关K4位置时,电机停止运行。 3.中,当有人员由外到内或由内到外通过光电检测开关K2或K1时,应立即停止关门,并自动进入开门程序。 4.的8秒等待时间内,若有人员由外至内或由内至外通过光电检测开关K2或K1时,必须重新开始等待8秒后,再自动进入关门过程,以保证人员安全通过。
基于PLC的自动门控制系统的设计
课程设计 课程名称传感器原理及工程应用 专业班级测控技术与仪器 姓名朱广申 学号 2 齐鲁工业大学课程设计专用纸成绩 课程名称传感器原理及工程应用指导教师孙凯 院 (系) 电气学院专业班级测控13-1 学生姓名朱广申学号 2 设计日期 2016、3、3 课程设计题目自动门控系统设计 摘要 随着电子技术的发展,可编程控制器(以下简称PLC)不断更新、发展,PLC控制就是 自动控制中最常见控制方式之一,自动门就就是自动控制应用的一典型例子,由于可编 程控制器具有很好的处理自动门的开关控制及良好的稳定性,而且可以很简单的改变控 制的方式,因此,自动门的生产商家很多都运用PLC来做门的控制器。目前自动门在日常 生活中运用越来越广泛。 关键词:PLC,变频器,驱动装置,感应器。
目录 摘要.................................................... 错误!未定义书签。引言.. (2) 1、概述.................................................. 错误!未定义书签。 1、1 国内外自动门发展现状 (2) 1、2 本课题研究的内容 (3) 1、3 本课题研究的目的与意义 (4) 2、自动门控制系统总体方案设计 (4) 2、1 自动门的功能需求分析 (4) 2、2 系统设计的基本步骤................................... 错误!未定义书签。 2、3 自动门技术参数的确定 (6) 2、4 自动门的机械传动机构设计 (7) 3、自动门硬件系统的设计.................................. 错误!未定义书签。 3、1 控制系统结构设计 (7) 3、2 可编程控制器(PLC)的选型 (8) 3、2、1 PLC概述 (8) 3、2、2可编程控制器(PLC)的选型 (9) 3、3 驱动装置的选型 (11) 3、4 变频器的选型 (12) 3、4、1 变频器原理 (12) 3、4、2 变频器的选型 (12) 3、4、3 变频器的参数设定 (13) 3、5 感应开关的选型 (14) 3、6 自动门系统I/O分配表 (15) 3、7 控制系统的电气接线 (16) 3、8结束语 3、9参考文献 齐鲁工业大学课程设计专用纸(附页)
PLC课程设计报告.
第一章前言 本实验指导书,主要适用于自动化、电气工程及其自动化、测控与仪器等专业,根据具体教学大纲的要求,任课教师可以有选择地安排指实验导书之中的相关内容进行实验教学。 通过本实验指导书,能够使学生们熟练掌握S7-200PLC的接线方式、程序编写和整体系统调试,从而全面地提高学生们对PLC的软件、硬件等方面的理解,进而增强学生们在实践环节的动手操作能力。譬如,学生们可以根据实验指导书的要求,完成交通信号灯的硬件设计、PLC型号选择、软件操作、以及整体控制系统调试,并写出完善的实验报告。在进行实验之前,要求学生们具备数字电路、模拟电路、电路基础、自动控制、电力电子、电机学、电气控制和PLC等相关课程的知识,并具备一些基本的实践操作水平。
第二章PLC的基础知识 2.1 PLC概述 可编程控制器(PLC)是以微处理器为核心,将计算机技术、自动控制技术、通讯技术融为一体的一种专门为适应恶劣的工业环境下而设计的工业控制装置,涉及到很多自动控制、电器方面的知识。经过30多年的发展,在工业生产中获得极其广泛的应用。目前,可编程控制器成为工业自动化领域中最重要、应用最多的控制装置,居工业生产自动化三大支柱(可编程控制器、机器人、计算机辅助设计与制造)的首位。其应用的深度和广度成为衡量一个国家工业自动化程度高低的标志。 2.2 PLC的定义 可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC PLC 问世以来,尽管时间不长,但发展迅速。为了使其生产和发展标准化,美国电气制造商协会NEMA(National Electrical Manufactory Association)经过四年的调查工作,于1984 年首先将其正式命名为PC(Programmable Controller),并给PC 作了如下定义 “PC”是一个数字式的电子装置,它使用了可编程序的记忆体储存指令。用来执行诸如逻辑,顺序,计时,计数与演算等功能,并通过数字或类似的输入/输出模块,以控制各种机械或工作程序。一部数字电子计算机若是从事执行PC 之功能着,亦被视为PC,但不包括鼓式或类似的机械式顺序控制器。” 以后国际电工委员会(IEC)又先后颁布了PLC 标准的草案第一稿,第二稿,并在1987 年2 月通过了对它的定义: “可编程控制器是一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制
PLC的自动化生产线--供料单元的结构与控制
第三章供料单元的结构与控制 3.1 供料单元的结构 3.1.1 供料单元的功能 供料单元是YL-335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。如图3-1所示为供料单元实物的全貌。 3.1.2供料单元的结构组成 供料单元的结构组成如图3-2所示。其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。 1.工件推出与支撑及漏斗部分 该部分如图3-3所示。用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。 该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。 为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀。气缸截流阀的作用是调节气缸的动作速度。截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。图3-4是安装了带快速接头的限出型气缸截流阀的气缸外观。 图3-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当
基于PLC自动门控制系统的毕业设计论文
基于PLC自动门控制 系统的设计 (正文) 摘要 本文是关于自动门控制系统的设计,自动门系统主要由可编程控制器(PLC)、感应器件、驱动装臵和传动装臵组成。主要工作原理是感应器件将检测到的人体或物体信号传送到PLC,PLC再综合收到的自动门状态信号作出判断,而后发出控制信号,使驱动装臵运行,在通过传动装臵带动门的动作。 随着电子技术的发展,PLC不断的更新,PLC控制已成为自动控制中最常见的方式之一。自动门就是自动控制应用的以典型例子,由于可编程控制器具有很好的处理自动门开关控制及良好的稳定性,而且可以很简单的改变控制的方式,因此,自动门的生产商家很多都运用PLC来做门的控制器。目前自动门在日常生活中用越来越广泛。PLC 控制具有较高的可靠性、稳定性、维修方便等优点。
本文分四个部分来介绍其软、硬件结构、工作原理等,具体如下: 第二章介绍自动门的设计要求 第三章介绍自动门的硬件设计,PLC选型,驱动装臵选型,感应器件的选型, 第四章介绍了系统软件设计,PLC梯形图设计,软件设计 第五章介绍程序调试,硬件接线 关键词:自动门、PLC、感应器件、驱动装臵
目录 摘要--------------------------------------7 1 前言------------------------------------11 2 国内外自动门的发展----------------------13 2.1国内外自动门的发展现状-------------13 2.2本课题研究的内容-------------------15 2.3本课题研究的目的和意义-------------16 3自动门控制系统总体方案设计--------------17 3.1自动门的功能需求分析--------------17 3.1自动门的控制要求------------------18 3.3自动门控制系统构成----------------19 3.3.1 PLC 概述------------------19 3.3.2 具体构成------------------24 3.4自动门的机械传机构设计------------25 4 自动门控制系统的硬件设计----------------26 4.1 PLC 的选型----------------------26 4.2 驱动装臵的选型------------------30 4.3 感应器件的选型------------------31
全自动洗衣机PLC控制课程设计
四川理工学院课程设计 全自动洗衣机PLC控制 学生:冯维虎 学号: 专业:机械设计制造及其自动化班级:机电072 指导教师:黄波 四川理工学院机械工程学院 二零一一年一月
课程设计设计任务书 一、设计要求: 1、完成PLC控制系统设计,并绘制出PLC外部接线图和编写PLC程 序; 2、要求在电气原理图中,用明细表列出所有电器元件的相关信息。 3、编写课程设计说明书,设计说明书书写格式参照《四川理工学院机 械工程学院毕业设计(论文)管理实施细则》附录2:毕业设计说明书 (论文)书写格式。 二、设计的原始数据 1、按下启动按钮及水位选择开关,开始进水直到高(中、低)水位,关水 2、2秒后开始洗涤 3、洗涤时,正转30秒,停2秒,然后反转30秒,停2秒 4、如此循环5次,总共320秒后开始排水,排空后脱水30秒 5、开始清洗,重复(1)——(4),清洗俩遍 6、清洗完成,报警3秒并自动停机 7、若按下停车按钮,可手动排水(不脱水)和手动脱水(不计数)
目录 1.1全自动洗衣机PLC控制的控制要求 (4) 1.1.1全自动洗衣机的基本结构、工作流程和工作原理 (4) 1.1.2洗衣机控制要求 (5) 1.2全自动洗衣机控制系统的PLC选型和资源配置 (5) 1.2.1控制系统硬件接线图 (5) 1.2.2模块功能概述 (7) 1.3全自动洗衣机控制系统程序设计和调试 (7) 1.3.1编程软件 (7) 1.3.2程序的流程图、构成和相关设置 (7) 1.4全自动洗衣机PLC控制系统程序 (10) 1.4.1系统资源分配 (10) 1.4.2源程序 (11) 参考文献 (19) 总结 (20)
项目二 供料单元控制系统实训
项目二供料单元控制系统实训 2.1 了解供料单元的结构和工作过程 供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。其中,机械部分结构组成如图2-1所示。 其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中最下层的工件推出到出料台上。它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。 该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。这样,料仓中的工件在重力的作
用下,就自动向下移动一个工件,为下一次推出工件做好准备。 在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。它们的功能是检测料仓中有无储料或储料是否足够。若该部分机构内没有工件,则处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4层处光电接近开关常态,表明工件已经快用完了。这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。 推料缸把工件推出到出料台上。出料台面开有小孔,出料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。 2.2 相关知识点 2.2.1 供料单元的气动元件 1、标准双作用直线气缸 标准气缸是指气缸的功能和规格是普遍使用的、结构容易制造的、制造厂通常作为通用产品供应市场的气缸。 双作用气缸是指活塞的往复运动均由压缩空气来推动。图2-3是标准双作用直线气缸的半剖面图。图中,气缸的两个端盖上都设有进排气通口,从无杆侧端盖气口进气时,推动活塞向前运动;反之,从杆侧端盖气口进气时,推动活塞向后运动。 双作用气缸具有结构简单,输出力稳定,行程可根据需要选择的优点,但由于是利用压缩空气交替作用于活塞上实现伸缩运动的,回缩时压缩空气的有效作用面积较小,所以产生的力要小于伸出时产生的推力。 图2-2 供料操作示意图
PLC课程设计报告
福州大学至诚学院本科生课程实训 题目:可编程序控制器实训 姓名:陈XX 学号:210992XXX 系别:电力工程及其自动化 专业:电力系统及其自动化 年级:2009级 指导教师:林宝全陈秀菊 2012年02月27日
目录 《可编程序控制器》课程设计任务书 (2) 任务一:步进电机控制 1、系统描述及控制要求 (4) 2、设计方案 (5) 3、I/O分配表 (5) 4、外部接线图 (6) 5、梯形图 (6) 6、系统调试 (9) 任务二:刀具库中刀具的取放控制 1、系统描述及控制要求 (10) 2、设计方案 (11) 3、I/O分配表 (11) 4、外部接线图 (12) 5、梯形图 (13) 6、系统调试 (16) 总结 (16) 参考文献 (17)
《可编程序控制器》实训任务书 说明:1、设备为OMRON——CPM2A或CP1H机型。 2、课程设计任务一、二中选一 3、课程设计报告要求:按格式规范撰写,内容包括控制要求;控制图(主电路、PLC外部接线图、程序流程图);提供通过试运行后的功能梯形图(附简要注释);I/O分配表;调试问题分析及心得体会。 课程设计任务一:步进电机控制 要求: 设计一个三相六拍环形分配器控制脉冲进而控制步进电机运行。 该程序应具有: 1.能实现电机正反转驱动控制 2.频率控制分四档:快速、中速、慢速、单步 3.可实现定步控制。 说明: 步进电机是电流在线圈中按顺序切换而使电机转轴作步矩式转的电机。切换是由输入驱动的脉冲信号来完成的,每给驱动电路一个脉冲,电机转轴就按要求旋转一定的角度。故这种电机可以用输入的脉冲数来控制电机的转角,并且转速由脉冲的频率决定。 步进电机可分为3相、4相、5相线圈型等,对于步进电机还有三种励磁方式: 1、相励磁:通常按顺序依次激励一个线圈。 2、双相励磁:通常按顺序依次激励两个线圈。 3、单——双相励磁:它是上面两种方法的综合,其特点是高分辨率(本实 验用本励磁方式)见下图:
基于PLC自动门控制系统设计的文献综述(自动门及其控制系统简介)
自动门及其控制系统简介 摘要:门是伴随着人们的文明而诞生的,随着科学的发展,门的种类越来越多,技术也越来越复杂。自动门从理论上理解应该是门的使用观念的延伸,是人们根据需要对门的功能的提升和完善。所以对自动门的认识应该从人对门功能的要求开始。作为建筑物一部分的门,从最基本的意义上讲,要同时满足隔离外部环境和不妨碍人的通行这两种要求。因此门体本身应牢固、密封。 自动门是随着人们对生活条件的不断追求、科技的不断发展应运而生的高科技产品,因此,它具备了普通门所没有的优势:雅观漂亮,而且使用管理起来更加的安全、方便、舒适,通电后可以实现无人看管,同时又可节约空调能源、防风、防尘、降低噪音,既方便又提高了建筑的档次。因此自动门被广泛的应用于大型商场、银行、大酒店、机场、办公大厦等各种大型的公共场所。 本文通过结合PLC控制系统的简介及各种普遍应用的自动门的特点,对由PLC 作为控制系统的自动门的概况、主要分类、组成、原理、软硬件控制系统、PLC 程序的编写等都进行了一定的介绍。 关键词:自动门;PLC;控制;编程 Abstract: The door is accompanied by the birth of human civilization, with the development of science, the types of doors more and more, technology is more complex. Automatic doors from the theoretical understanding of the concept should be an extension of the use of the door, door people as needed to enhance and improve the function. Therefore, the understanding of the automatic door to door should be functional requirements from the beginning people. As part of the building door, from the most basic sense, isolated from the external environment to meet people and do not hinder the passage of these two requirements. Thus door itself should be firmly sealed. Automatic door is the living conditions as people continue to pursue the development of science and technology came into being in the high-tech products, so it does not have the advantages of ordinary doors: decency beautiful, but it is more secure use and management, convenience, Comfort, power can be achieved after the unattended while at the same energy saving air conditioning, wind, dust, noise reduction, convenient and improve the grade of the building. Therefore, automatic doors are widely used in large shopping malls, banks, large hotels, airports, office buildings and other large public places. In this paper, combined with PLC control system and a variety of widely used
PLC课程设计--机械手动作的模拟
一、课程设计的目的和任务: 本课程是电气工程及电气自动化专业在掌握所学习的专业基础课专业课基础上一次叫全面的实习训练,通过完成一个具有较完善功能的设计课题,大到训练学生综合运用所学知识的能力。其基本目的是: 培养理论联系实际的正确设计思想,训练综合运用已学的理论和生产实习知识去分析和解决工程实际问题的能力, 学习工业自动化网络一个完整系统设计的一般方法,掌握运用专业课、专业基础课的知识解决自动化网络方面常见实际问题的能力。 进行基本技能训练,如利用设计资料、手册、标准和规范以及使用仿真软件、试验设备进行调试和数据处理等。陪养学生的创新能力。 二、设计方式 1、根据课程设计任务书提出的控制要求选择系统方案和控制方式 2、合理选择元器件型号,正确进行硬件电路设计和软件调试。 3完成电路设计、编写完成实时控制程序或编写完仿真程序。 4调试和完成控制系统,使之满足控制要求。 5编写课程设计说明书。 三、机械手及其应用 机械手是一种能模拟人的手臂的部分动作,按预定的程序轨迹极其它要求,实现抓取,搬运工件或操做工具的自动化装置。在我国由于大多数工业机器人所执行的工作为模拟人的手臂而工作,因而通常把工业机器人称做操作机械手。 四、机械手的特点: (1)对环境的适应性强能代替人从事危险,有害的工作。在长时间工作对人体有害的场所,机械手不受影响,只要根据工作环境进行合理的设计,选择适当的材料和结构,机械手就可以在异常高温或低温,异常压力和有害气体,粉尘,放射线作用下,以及冲压,灭等危险环境中胜任工作。 (2)机械手能持久,耐劳,可以把人从繁重单调的劳动中解放出来,并能扩大和延伸人的功能。 (3)由于机械手的动作准确,因此可以稳定和提高产品的质量,同时又可以避免人为的操作错误。
基于PLC的自动门控制系统设计报告
《机电控制与可编程控制器技术》课程设计报告 题目:基于PLC的自动门控制系统设计 学生姓名: 学号: 电大分校: 学生所在单位: 指导教师: 二○一四年十一月
目录 一、引言 (2) 二、PLC的概述 (3) 三、自动门电气控制系统 (3) 3.1电气控制系统主电路图 (3) 3.2工作方式 (4) 四、设计要求 (4) 五、PLC控制系统硬件选择 (5) 5.1自动门控制系统I/O地址分配图 (6) 5.2 PLC外围接图 (7) 六、PLC控制系统软件的设计 (8) 6.1梯形图的设计 (8) 七、程序调试 (10) 7.1联机模拟调试 (10) 7.1.1调试的现象 (10) 八、总结 (11) 参考文献 (11)
摘要:以自动感应门为研究对象,设计PLC外部硬件电路和软件程序,使控制系统更加智能化、人性化。综合了自动门的简洁、简单的要求,在本课题中主要研究自动平移门,本课题设计的自动平移门具有自动开门功能和分时间段控制功能以及配备安全防夹人光线、后备电源等辅助装置来满足商场等人流众多的场所的高效率、高安全性的要求。 关键词:PLC;自动门;梯形图;控制系统; 一、引言 进入90年代以来,自动化技术发展很快,技术已经很成熟,并取得了惊人的成就,自动化技术是自动门的重要部分。在现在人们生活中自动门可以节约空调能源、降低噪音、防尘、防风,同时可以使出入口显得很庄重高档,因此自动门在人们的生活中的运用越来越广泛,自动门适合于宾馆、酒店、银行、写字楼、医院、商店等。使用中自动门的控制方法较多,但在实际中相当多的自动门系统一般采用继电器逻辑控制,这种控制方式故障率高、可靠性低、维修不方便等缺点。而在自动门控制系统的研究设计中,稳定、安全可靠及人性化是首先考虑的
向 PLC课程设计总结报告
中国石油大学 电气控制与PLC课程设计总结报告 题目:①设计具有指定功能的全自动洗衣机 ②设计传送带故障停止控制 学生姓名: 系别:电气信息工程系 专业年级: 2008级电气工程及其自动化专业1班
指导教师: 2011年7月 2 日 ①设计具有指定功能的全自动洗衣机 一、设计任务与要求 1、设计一台具有指定功能的全自动洗衣机; 2、控制要求 全自动洗衣机有三档水位选择:上、中、下。按下启动按钮,选择水位,进水阀打开,开始进水。水位高度达到该档水位后,该档位传感器被触发使进水阀关闭,停止进水。开始自动进入洗衣程序。 洗衣程序为:(洗衣)电动机正转洗涤6s,暂停,暂停2s后,反转洗涤6s,暂停,暂停2s后,完成一次循环。按此规律循环5次。接着打开排水电磁阀,开始排水。排水一定时间后,开始进入脱水程序(脱水过程中排水电磁阀始终打开)。脱水完毕后,排水电磁阀关闭,接着进水电磁阀打开,档位自动记忆为第一次洗衣时所选择的档位。重复上述洗衣,排水,脱水流程,至结束。 二、方案设计与论证 按下启动按钮后,选择水位,洗衣机开始进水。当到达限定水位(如高水位或中水位),PLC关闭进水阀停止进水,并开始正转,正转洗涤6s后暂停,暂停2s后开始洗涤反转,反洗6s后再暂停2s;如此循环五次。循环满5次后,则开始排水。当水排空时(排水时间结束),开始脱水。脱水10秒后再循环一次。 脱水10s后即完成一次从进水到脱水的大循环过程。2次大循环后程序结束,停机。在PLC工作过程中的任何阶段,按下停止按钮,洗衣机将停止当前所执
行的任何程序指令,并恢复至开始状态。此外,还可以加装手动排水按钮,实现功能扩展。 三、电路设计与参数计算 1、I/O分配表 输入地址分配: 输出地址分配
PLC课程设计
PLC编程及应用 课程设计报告书题目:抢答器 组员:廖宗豪20143581042 王勇杰20143581049 桂林港20143581040 专业:电气工程及其自动化 指导老师:乐程放 设计时间:2017年6月9号
摘要 (2) 引言 (3) 一、设计背景与选题..................................................................................... 错误!未定义书签。1应用背景 1.1 设计背景 1.2 设计目的 二、PLC编程与硬件接线.............................................................................. 错误!未定义书签。抢答器 2.1四路抢答器概述 2.2四路抢答器工作原理 三.程序设计与调试 3.1 PLC选型............................................................................................ 错误!未定义书签。 3.2 I/O分配 ............................................................................................ 错误!未定义书签。 3.3 PLC外部硬件接线图........................................................................ 错误!未定义书签。 3.4工作流程图....................................................................................... 错误!未定义书签。 3.5语句表............................................................................................... 错误!未定义书签。 3.6 PLC的梯形图.................................................................................... 错误!未定义书签。 四、控制系统的程序调试............................................................................. 错误!未定义书签。总结 ................................................................................................................ 错误!未定义书签。课程设计体会 (17) 参考文献错误!未定义书签。 摘要 伴随着科技的飞速发展,PLC的应用正在不断地走向深入人们的生活。同时带动传统控制检测日新月益换代与更新。PLC的结构简单、编程方便、可靠性高、适用性能优越、实用性强可等优点,已广泛用于工业过程和日常生活中的自动控制中。据统计,可编程控制器是工业自动化装置中应用最多的一种设备。在当今社会以及今后的生活中可编程控制器将成为工业控制的主要手段和重要的基础设备之一。PLC将成为工业生产的重要因素之一。由于PLC 具有对使用环境适应性强,同时其内部定时器资源十分丰富。可对目前普遍使用的“渐进式”信号灯进行精确控制,特别对多岔路口的控制可方便地实现。因此现在越来越多地将PLC 应用于交通灯系统中,将同一条道路上的信号灯组成一局域网进行统一调度管理可缩短车辆通行等候时间,实现科学化管理,减少了交通事故的发生。在实时检测和自动控制的PLC 应用系统中,PLC往往是作为一个核心部件来使用,根据具体硬件结构以及针对具体应用对象特点的软件结合加以完善。十分形象地显示出了PLC在交通灯系统中的实际应用。
柔性制造系统中自动供料单元控制系统设计
陕西航空职业技术学院毕业设计(论文) 毕业设计题目:柔性制造系统中自动供料单元控制系统设计 系(部)机电工程 专业机电一体化技术 学生姓名黄阳阳 班级学号0954218 指导教师王周让 2011 年12月20日
毕业设计任务书 机电工程系机电一体化技术专业 学生姓名黄阳阳学号 0954218 一、毕业设计题目:柔性制造系统中自动供料单元控制系统设计 二、毕业设计时间 2011 年10月17日至2011年12月 20日 三、毕业设计地点:陕西航空职业技术学院 指导教师王周让 2011年 12月 20日
摘要 柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。它是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。 柔性制造系统的发展趋势大致有两个方面。一方面是与计算机辅助设计扣辅助制造系统相结合,利用原有产品系列的典型工艺资料,组合设计不同模块,构成各种不同形式的具有物料流和信息流的模块化柔性系统。另一方面是实现从产品决策、产品设计、生产到销售的整个生产过程自动化,特别是管理层次自动化的计算机集成制造系统。在这个大系统中,柔性制造系统只是它的一个组成部分。 自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。设计以送料、加工、装配、输送、分拣等工作单元作为自动生产线的整体设计,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。所以,本设计综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
自动门的plc控制设计
自动门的plc控制设计院(系)名称 专业名称 学生姓名 指导教师 年月日
摘要 随着科学技术的不断发展,自动门系统已开始应用于大型公司、科研所、政府机关等保密性较强的单位。为增强自动门运行的可靠性,本设计提出了一种FX232MR可编程控制器(PLC)与变频器控制的自动门控制系统,设计中采用两个感应探测器(门内和门外)、一些开关及传感器作为此系统的输入设备,变频器用来调节门体速度,并分析了该控制系统的工作原理及系统的硬件组成,分析了人体感应探测、自动门运行位置检测、门运行障碍检测等控制电路的工作过程,对PLC的选型、变频器的选型、I/O点的确定及自动门的动作过程等方面进行了详细阐述。结合PLC的运行特点,对控制系统的工作流程作了合理的优化。在此基础上,给出了控制系统软件设计的程序流程图、顺序功能图、外部端子接线图及PLC控制梯形图等。本设计介绍应用可编程控制器取代传统的继电器、接触器控制系统,实现自动门控制的过程。 关键词:自动门,可控制编程器,梯形图,变频控制
Design of Automatic Door Control System Based on PLC ABSTRACT With the continuous development of science and technology, automatic door system has been applied to large companies, research institutes, government agencies and other units are highly confidential. To enhance the reliability of automatic door operation, this design presents a FX2 -32MR programmable logic controller (PLC) and the inverter control automatic door control system, the design uses two sensor probes (door and door outside), some switches and sensors as the system input device, the drive door is used to adjust the speed, and analyzes the working principle of the control system hardware components and systems, analysis of the human body detection sensors, automatic door operation position detection, the door obstacle detection and other control circuit to run the working process, the selection of the PLC, inverter selection, I / O points of the action to identify and automatic doors and other aspects of the process in detail. With PLC's operating characteristics of the control system were reasonable workflow optimization. On this basis, given the process control system software design flow, sequential function chart, the external control terminal wiring diagram and PLC ladder and so on. Describes the application of the programmable controller designed to replace traditional relay, contactor control systems, automatic door control process. KEY WORDS: Automatic Doors,Control Programming,Ladder,Drive
PLC课程设计
PLC编程及应用 课程设计报告书 题目:抢答器 专业:电气工程及其自动化 指导老师:乐程放 设计时间:2017年6月9号 摘?要 (1) 引言 (2) 一、设计背景与选题........................................... 错误!未定义书签。 1应用背景 1.1 设计背景 1.2 设计目的 二、PLC编程与硬件接线 ....................................... 错误!未定义书签。 抢答器 2.1四路抢答器概述 2.2四路抢答器工作原理 三.程序设计与调试 3.1 PLC选型............................................ 错误!未定义书签。 3.2 I/O分配............................................ 错误!未定义书签。 3.3 PLC外部硬件接线图.................................. 错误!未定义书签。 3.4工作流程图.......................................... 错误!未定义书签。 3.5语句表.............................................. 错误!未定义书签。 3.6 PLC的梯形图........................................ 错误!未定义书签。 四、控制系统的程序调试....................................... 错误!未定义书签。 总结......................................................... 错误!未定义书签。 课程设计体会 (8) 参考文献错误!未定义书签。 摘?要 伴随着科技的飞速发展,PLC的应用正在不断地走向深入人们的生活。同时带动传统控制检测日新月益换代与更新。PLC的结构简单、编程方便、可靠性高、适用性能优越、实用性强可等优点,已广泛用于工业过程和日常生活中的自动控制中。据统计,可编程控制器是工业自动化装置中应用最多的一种设备。在当今社会以及今后的生活中可编程控制器将成为工业控制的主要手段和重要的基础设备之一。PLC将成为工业生产的重要因素之一。由于PLC具有对使用环境适应性强,同时其内部定时器资源十分丰富。可对目前普遍使用的“渐进式”信号灯进行精确控制,特别对多岔路口的控制可方便