注塑成型标准工艺卡
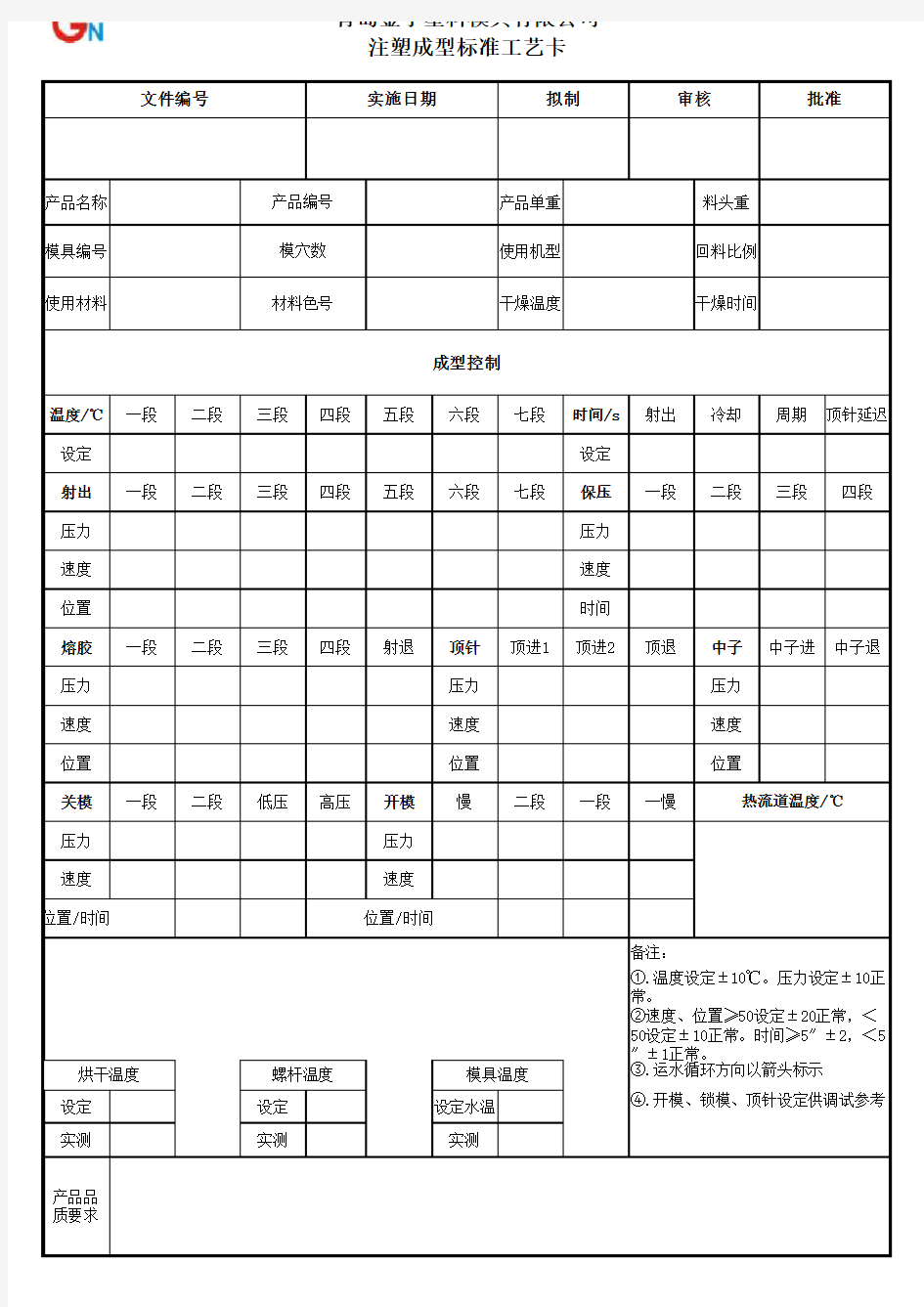
产品名称产品单重料头重模具编号使用机型回料比例使用材料
干燥温度
干燥时间
温度/℃一段
二段
三段
四段
五段
六段
七段
时间/s 射出
冷却
周期
顶针延迟
设定设定射出一段
二段
三段
四段
五段
六段
七段
保压一段
二段
三段
四段
压力压力速度速度位置时间熔胶一段
二段
三段
四段
射退
顶针顶进1
顶进2
顶退
中子中子进
中子退
压力压力压力速度速度速度位置位置位置
关模一段
二段
低压
高压
开模慢
二段
一段
一慢
压力压力速度速度位置/时间
位置/时间
备注:
设定设定设定水温实测
实测
实测
④.开模、锁模、顶针设定供调试参考
产品品质要求
成型控制
热流道温度/℃
①.温度设定±10℃。压力设定±10正常。
②速度、位置≥50设定±20正常,<50设定±10正常。时间≥5″±2,<5″±1正常。
烘干温度螺杆温度模具温度③.运水循环方向以箭头标示
模穴数材料色号
产品编号青岛金宁塑料模具有限公司
注塑成型标准工艺卡
文件编号
实施日期
拟制
审核
批准
相关主题