柴油机气门讲座
柴油机气门
一、油机工作原理
1、名词述语:上止点、下止点、活塞行程、压缩比、气缸工作容积、供油
提前角、配气定时(相位)
供油提前角、进气提前角、进气落后角、排气提前角、排气落后角、增压二、柴油机结构
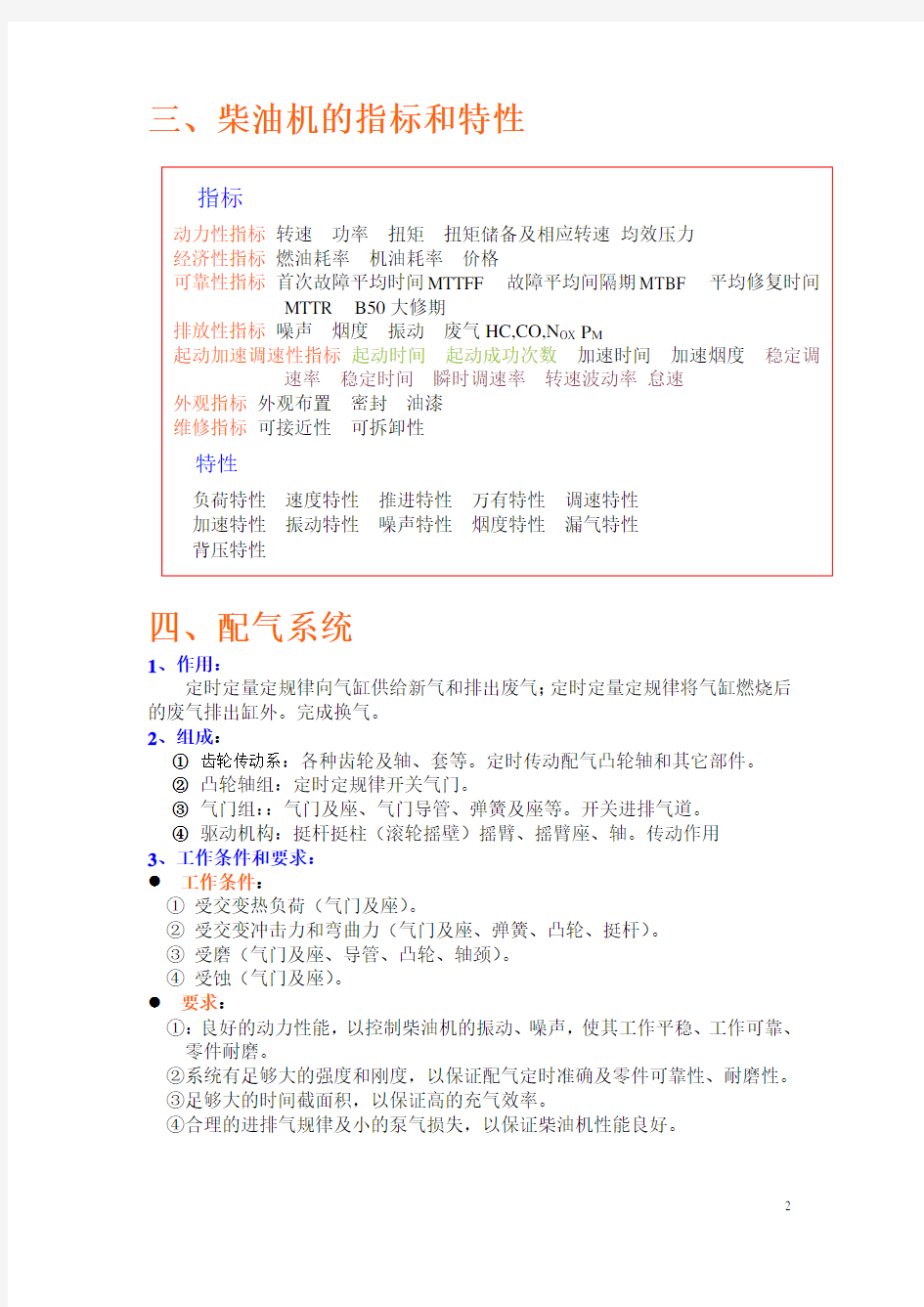
三、柴油机的指标和特性
四、配气系统
1、作用:
定时定量定规律向气缸供给新气和排出废气;定时定量定规律将气缸燃烧后的废气排出缸外。完成换气。
2、组成:
①齿轮传动系:各种齿轮及轴、套等。定时传动配气凸轮轴和其它部件。
②凸轮轴组:定时定规律开关气门。
③气门组::气门及座、气门导管、弹簧及座等。开关进排气道。
④驱动机构:挺杆挺柱(滚轮摇壁)摇臂、摇臂座、轴。传动作用
3、工作条件和要求:
●工作条件:
①受交变热负荷(气门及座)。
②受交变冲击力和弯曲力(气门及座、弹簧、凸轮、挺杆)。
③受磨(气门及座、导管、凸轮、轴颈)。
④受蚀(气门及座)。
●要求:
①:良好的动力性能,以控制柴油机的振动、噪声,使其工作平稳、工作可靠、
零件耐磨。
②系统有足够大的强度和刚度,以保证配气定时准确及零件可靠性、耐磨性。
③足够大的时间截面积,以保证高的充气效率。
④合理的进排气规律及小的泵气损失,以保证柴油机性能良好。
五、气门
1、作用:
开启和关闭进排气通道,实现换气。
2、工作条件:
①受交变热负荷。排气温度达900--1000℃,排气门温度可达600--800℃, 进气
门温度200--450℃, 对排气5有二个热点.。见图
②受交变冲击力和弯曲力,冲击力达30000N,11、6kg/mm2
受力点:气门杆端部、气门盘锥面、气门杆锁夹部。
③受蚀。持别是排气门,受燃烧废气的冲蚀。
④受磨。气门杆外园、端面及气门盘锥面。
⑤受高温气流冲刷。达800m/s
3、对气门的要求:
总的要求是动力性能好,工作可靠,耐磨,耐蚀。
①材料和热处理:足够的热强度、硬度和耐磨性、耐蚀性。
气门与气门座硬度匹配合理。
②结构上:气门头形状、尺寸合理,保证流通阻力小,换气效率高,而且工
作可靠、耐磨性高。
③加工工艺上:避免清根、刀痕,造成应力集中,影响疲劳强度。
4、气门的结构尺寸及要求
如图所示
盘锥面锥面硬度
气门盘
气门头盘外园直径
盘端面厚度
气门气门颈颈部R
锁夹部根部R
气门杆杆端面硬度
杆端部档圈槽根部R
平底简单,工艺性好,受热面小,多用。
①气门头形状凸底刚性好,变形小,排出气流流动性好,但重量大,受热
面大,适于充钠气门,作排气门宜。
凹底有利加大过半径,适应变形,作进气门宜,但受热面大。
②锥面影响气流流动和通过面积及阀头刚度。
30°进气阻力小,流通面积大,而且磨损小,适于作进气门;45°排气
阻力小,密封性好,积炭少,适于作排气门。
③阀盘厚度影响气门头部刚度。厚,刚度好,变形小,耐磨性好,但不能太
厚,重量大,冲击力大。
④颈部R影响气门头强度和流通面积。R大,强度好,但流通面积减小,应综
合考虑。
⑤阀背锥角影响气门头强度和流通面积。
⑥气门杆直径、长度杆直径大,传热能力大25-30%,热量由此传给导管,
再通过冷却水传走。但太粗重量大,长度影响缸盖厚度
⑦气门杆端面硬度硬度大,耐磨性好。
⑧其它尺寸气门杆档圈槽直径及高度。
所以一般
●气门头P8表
●气门锥面进气门30°
排气门45°
●气门头阀盘厚t =0.08~0.12d盘(盘径)
●颈部 R =0.25~0.35 d盘
●阀背锥角 B=0~25°
●阀杆直径d杆=0.2~0.3 d盘
●阀杆长 L杆=2.5~4.5 d盘
●杆端面硬度 HRC>50
●杆槽直径 d槽=0.65~0.75 d杆
●杆锁夹槽高 h槽 = d槽
●气门座高度=2—3倍厚度
厚度8%—15%座内径
锥角,同阀锥角或大0.5—10,作为干扰角,以提高密封性。
5、材料及热处理
●锥面耐磨、耐蚀,膨胀系数小。
特别是高温机械强度、硬度高。
高温耐蚀、耐磨、耐氧化材料
4Cr9Si2 4Cr9Si2Mo 650℃
4Cr14N14W2Mo 850℃
但由于导热性差,膨胀系数大
所以堆焊上焊69,硬度达HRC48—53
阀杆镀洛、氮化、渗铝
6、气门试验研究
●测气门升程
速度
加速度
●测气门热间管
●测气门机构噪声
●测气门温度
●高速摄影测弹簧和气门运动
7、新结构充钠气门,旋转气门
8、气门的故障
?失效方式
气门颈断
①气门断裂锁夹槽断
气门杆断
②气门异常磨损气门杆磨
③气门盘锥面烧蚀、麻坑开裂
?气门颈部断裂
现象,从颈部R断裂
原因分析:
①使用原因:
●该缸超负荷或者该缸后燃严重,排温过高,使第一热点温度过高,材料承受
不了热负荷和铅腐蚀,造成由弯曲变形而断裂。
●气门碰活塞:
气门碰活塞后,气门颈部受一弯曲力矩而弯,曲变形直到断裂。
●飞车,惯性力大而弯曲断裂。
②装配原因:
●气门导管和气门不同心,导管孔和气门锥面不垂直,工作中气门颈部受弯曲
力矩,弯曲变形直到断裂。
③加工原因:
●颈部R太小,高速气流冲刷时作为第一热点处产生刚度不足,弯曲变形而断
裂。
●加工时刀痕深而疲劳断裂
④毛坯原因:
●电墩时电流不稳,温度过高、过热、过烧引起晶粒粗大,调质后又未细化,
降低了强度而弯曲变形乃之断裂。
⑤其它原因:
●如系气体发动机,有的易产生排气管放炮时,颈部处于大的气体压力和温度
下工作而导致弯曲变形和断裂。
⑥材料缺陷
●金相、机械性能、化学成分不符合要求。
?气门锁夹槽部断裂
这里是发生问题一般是质量问题引起:
①加工刀痕深,有尖角引起应力集中。
②杆部高频淬火时淬的太深,使槽部发脆,强度不足。
③装配锁片装偏,在槽内啃出刀痕,应力集中。
④材料和加工尺寸超差。
?气门杆部断裂:
①杆部异常磨损,刚度不足,弯曲变形。
②杆部炭,磨料磨损严重,配合间隔过大,强度不足,弯曲变形
③气门导管润滑不良,气门卡滞,将杆部拉断。
④气座和气门杆不同心,不垂直,造成气门杆受弯曲力而弯曲变形、断裂。
⑤气门碰活塞。
⑥材质不合要求,机械性能、化学成分不合要求。
⑦柴油机飞车惯性力过大,造成断裂。
?气门盘开裂
①气门密封不严,结炭严重,磨损使锥面变宽,单位面积压力小,密封效果差,到一定程度而漏气,气流冲刷吹蚀而出现豁口,甚至掉块。
②气门盘堆焊工艺质差不稳,电流电压波动,使堆焊层融合不良,工作中开裂
脱落。
③传热效果不好,气门温度太高,热应力过大,中间高四周低,中心受压应力,
边缘受拉应力,造成开裂。
?气门头锥面异常磨损、吹蚀
对进气门,由于进气无润滑,特别易造成磨损。
①气门传热分析:是否缸盖水道不畅,气门传热不良;气门与缸盖贴合不良,使气门传热不良。
②气门密封不严,漏气,高温气冲刷,造成磨损加大,腐蚀严重
③材料是否符合要求。
④阀盘厚度是否太薄,刚度不足,造成滑移而磨损。
⑤硬度配合不合理
?、气门及气门座异常磨损、损坏
●故障现象和后果危害
柴油机进排气门及气门座异常磨损、损坏,有以下几种现象。
①气门及座磨损大,阀线宽度由原来的0.5—1.0mm变为1.5—3mm以上。配
合面成环沟状,有的有明显的磨痕。
②气门及座的配合面有明显的麻坑状,或腐蚀状。
③气门及座的配合面有金属脱落或烧蚀状。
④柴油机盘车时,有明显漏气现象,压缩压力低。
柴油机进排气门磨损是衡量柴油机寿命指标的主要标志之一。因为,当出现气门和气门座异常磨损或损坏时,将导致进、排气门关闭不严,压缩压力降低,功率下降,油耗升高和起动困难;还可能因气门间隙异常,而导致柴油机振动、噪声增大。
●原因分析
柴油机气门和气门座,特别是进气门和气门座,工作条件很恶劣:润滑条件差,基本在无润滑条件下工作,且有尘埃颗粒;冲击负荷大,气门和气门座属冲击磨损;高温有腐蚀,特别是排气门,其温度可高达500℃以上。而且燃气内有腐蚀性气体对其化学腐蚀,所以它们又是属高温腐蚀条件下的磨损。因此分析原因时,针对工作条件去找原因。可用图表示:
进气不洁、燃烧不良、结炭严重。
气门及气门座的材质及垫处理不符合要求。
气门漏气。
配气凸轮异常磨损,气门运动规律变坏。
燃油中含硫等,燃烧后产生腐蚀气体。
缸盖水道不畅,气门座处温度太高。
气门盘刚度不足,工作中变形。
气门及气门座不同心,或气门导管和
气座不垂直。
图气门及气门座异常磨损、损坏原因
这是因为:
①气门和气门座由于工作条件的恶劣,所以材质和工艺要求严格。它们既要合
理的硬度匹配,又要本身具有足够的强度、硬度和耐磨性。所以当发生异常磨损和损坏时,首先看材质、机械性能是否符合要求。不符合要求,则可引起异常磨损和损坏。
②气门密封不严、漏气,特别是排气门,在高温燃气1500℃以上。从密封处
冲刷出去,将气门表面烧损。
③气门和气门座的耐磨性和缸盖的冷却有直接关系。如水道不畅或冷却能力不
够,将使气门座温度增高。热量传不出去,降低了气门和气门座的耐磨性,从而产生异常磨损。
④气门和气门座之间在大的冲击负荷下工作,如由于加工原因或多次研磨使气
门盘刚度不足,冲击时产生变形大,则增加了相对摩擦速度,易引起异常磨损或损坏;同理,气门弹簧刚度太大,或凸轮设计不合理,或异常磨损,将导致凸轮运动规律即气门运动规律变坏。从而引起冲击负荷增加,使气门及座发生异常磨损或损坏。
⑤气门和气门座的几何精度也是影响气门及气门座异常磨损的因素。这是因
为,如果气门和气门座不同心,或气门导管和气门座不垂直,将导致气门和气门座局部接触,从而工作中发生偏磨。燃烧不良、结炭严重,这种结炭夹在密封面上,并有可能在以后被高温燃气点燃,将阀和座配合锥面上烧出麻点。
⑥燃油品质不符合要求,燃烧后产生含硫等的腐蚀性气体。将对气门和座产生
腐蚀性磨损,而在座面上产生麻坑等缺陷。
3、诊断方法和排除措施
诊断是否发生气门和气门座异常磨损、损坏,除从柴油机排温、排烟予以粗略判断外,可以从以下两个方面予以判断。
①气门间隙是否异常。因为当气门及气门座异常磨损后,气门间隙一般变小。
②拆下气门用肉眼观察是否发生气门及气门座异常磨损。
对气门和气门座异常磨损、损坏原因的判断,按图示程序进行。
图4-63 气门和气门座异常磨损、损坏诊断流程
针对诊断出的原因进行排除 ① 更换异常磨损之气门和气门座。
② 如系缸盖水道不畅引起,应更换缸盖。 ③ 如系弹簧不合格引起,应更换弹簧。
?、气门断裂
● 故障现象和后果危害
气门断裂大部分发生在两个部位:气门头杆部的交界处和气门杆扣瓦槽处。见图4-67。
当发生气门断裂时,伴随着气门碰活塞的噪声和柴油机冒黑烟现象。
气门断裂是柴油机的主要可靠性事故。它不仅是气门本身,而且还导致活塞、缸盖、缸套、连杆,甚至机体等主要件的损坏。
● 原因分析
分析气门断裂的原因,一般从三个方面入手。如图所示
气门材质 气门机械性能
气门加工质量 气门导管和气门座不同心 气门导管和气门座面不垂直 气门碰活塞(第四章第三节六) 气门间隙过大
柴油机飞车
柴油机经常超速、超负荷
图 气门断裂原因
这是因为:
① 气门工作中受到冲击力和惯性力的作用,气门本身强度不足,或材质不合要
求,或锻造有缺陷,都会引起气门因强度不够而断裂。
② 机械加工中,对气门扣瓦槽处如为清根,则易产生应力集中,而造成此处断
裂;气门杆和气门头过渡处,如有应力集中,也是断裂的开始部位。 ③ 气门导管和气门座不同心,或气门导管和气门座不垂直,都会造成气门在落
座时有侧向的附加弯曲应力,从而引起气门的疲劳断裂。
④ 气门碰活塞(原因分析见第四章第三节六)时,气门盘在活塞顶部避阀坑处
受到不对称的冲击力,导致气门弯曲变形,直至断裂。 ● 诊断方法和排除措施
当发生气门断裂时,应针对发生的断裂原因去有的放矢的进行排除。 按图示程序进行。
?、气门漏气
●故障现象和后果危害
气门漏气是柴油机常见故障,研磨气门也是柴油机维修保养中的主要内容。因为它直接影响柴油机性能指标。发生气门漏气有以下现象:
①柴油机起动困难,工作无力。
②严重时手动盘车时,在进排气口处能听到唏、唏气声。明显感到压缩无力,
且各缸压缩压力不一致。
气门漏气有以下危害:
①柴油机压缩压力不足,起动困难、功率下降、冒黑烟,排温升高。
②气门漏气时,将导致柴油机燃烧过程中高温燃气从气门密封面处窜出。引起
气门和阀座的烧损。
●原因分析
造成气门漏气的原因如下:
气门和气门座配合面严重积炭引起气门漏气气门间隙过小
维修装配失误引起气门漏气
气门组机件故障引起漏气气门弹簧弹力不足
气门在气门导管内运动不畅
气门导管和气门座不同心和不垂直
保养调整不当引起气门漏气
气门和气门座配合面异常磨损、烧蚀、麻坑
这是由于:
严重积炭引起气门漏气
①由于喷油泵、喷油器的故障及供油时间调整不当等引起喷油雾化不良或喷油
时间过晚,致使燃料燃烧不完全;还有机油窜烧,都易使气门严重积炭、烧蚀,造成气门密封不良而漏气,缸内高温燃气就会从这些小缝隙中窜出;
②长时间超负荷作业,使柴油机供油量过多,排气温度上升;低温工作时间较
长,使发动机燃烧不良;这些原因都使气门容易积炭。烧蚀气门,产生凹穴或麻点,影响了密封性而漏气, 缸内高温燃气就会从这些小缝隙中窜出;
③气门杆根部或气门导管积炭过多,往复运动不灵活,发生阻滞,影响气门及
时复位或复位不完全而影响气门密封,造成气门漏气, 缸内高温燃气就会从这些小缝隙中窜出;
气门组机件故障引起漏气
①柴油机工作时,气门与气门座承受着冲击,拍打和高温高压气流的作用,气
门密封锥面会严重磨损,形成凹陷或磨损偏斜,接触环带被破坏,使气门漏气;
②气门导杆和气门导管之间严重磨损,配合间隙增大,超过使用极限;或者是
在使用中气门导管折断,失去了导管对气门的导向作用,使气门在往复运动中发生摆动,气门锥面和气门座贴合不严而漏气;
③气门弹簧长期使用后,弹力减弱或弹簧折断,气门弹簧的预紧力变弱,使气
门不能严密贴合在气门座的接触环带上而漏气;
④气门弹簧座及气门锁片内外锥面磨损过度而不及时更换,使气门弹簧安装的
自由高度增大,从而使气门弹簧的预紧力变小,气门密封性下降导致漏气。维修装配失误引起气门漏气
①安装气门导管时压入气缸盖导管孔的深度超过规定值,当气门复位时,气门
杆至气门头的过渡圆弧先接触到气门导管,致使气门密封锥面不能与气门座密封锥面贴合而漏气;
②气门座未按技术要求压入气缸盖座孔内,气门座虽然经过铰削和研磨,但柴
油机工作后,又改变了气门座安装铰削的几何位置,使气门头与座口配合位置改变,造成密封不良而漏气;
③气门导管和气门座不垂直、不同心,势必使气门头锥面和气门座四周接触不
均匀。有的地方接触不严,造成漏气。
④铰削的气门接触环带过宽,当宽度超过3mm以上时,炭渣通过排气门峡口
的时间延长并被夹入其间,炙热的炭渣在排气门接触环带上形成过热点熔蚀,形成蚀斑、麻点,使气门工作状态变坏,缩短气门的供养周期,容易使气门漏气;
⑤因气门组件装配不良、研磨不当(如用铁锤敲击气门头部研磨方法),引起
气门杆弯曲、气门头翘曲,或装配的气门导杆与气门导管间隙过小,使气门运动阻滞、卡死等,造成气门漏气;
⑥光磨气门阀密封锥面时,磨削量过多,使气门头的厚度得不到保证,致使气
门头刚度降低,气门头在工作时受到气体压力的作用和冲击将发生弹性变形,密封锥面磨损增加容易形成凹陷而引起气门漏气;
⑦维修时,气门与气门座有积炭等杂质不清理;研磨气门后气门砂位清除干净;
新镶的气门座材料太软,气门与气门座接触环带过窄。上述三种原因,致使发动机工作时,气门与气门座配合面急剧磨损,或由于夹带的杂质被挤掉,造成气门上移,气门间隙在短时间内变小,当机件受热膨胀后就顶开气门而漏气。
保养调整不当引起气门漏气
①在保养清除积炭时,不注意气门与气门座的配对或不打记号卸下后搞乱,安
装时不能成套配对使气门漏气;
②调整气门间隙值过小,不符合该机技术要求,而柴油机的气门间隙是为补偿
柴油机气门、挺杆、摇臂等零件,受热后膨胀而设置的。如间隙太小,则在零件热膨胀后会自动顶开气门,使之不能完全关闭。
③减压结构调整不当,使减压间隙过小;减压手柄弹簧弹力减弱、弹簧脱落或
折断,从而使减压装置在工作中自行变位到减压位置,致使减压螺钉或减压凸轮顶开气门,造成气门漏气。
诊断方法和排除措施
诊断气门是否漏气可用以下方法:
①柴油机工作过程中,进气门处如果有唏、唏漏气声和进气管发热,这往往是进气门漏气。
②人工盘车时,感觉无力、压缩压力低。如果向缸内加入机油,盘车仍然无力,
证明是气门漏气。
③ 用曲轴箱漏气仪测量曲轴箱漏气量,如果明显增大,有可能是气门漏气
(当然也有可能活塞缸套漏气)。
④ 将气门组零件洗净后按原位装在气缸盖上,擦干气缸盖平面,用方木把
气缸盖(平面朝下)垫平,从进、排气道中倒入煤油,经2~3min后,在气缸盖底平面方向检查气门与气门座密封带处有无油渗漏现象,如无油渗漏,说明气门密封良好。
⑤ 安装好气门,用方木把气缸盖(平面朝上)垫平。在气门头下沉处注入
清水,观察水面有无变化,若10min内水面不下降,则说明气门密封良好。
⑥ 按上述方法装好气门,并将缸盖侧放,使进气道口或排气道口朝上。用
一张纸,中间开一个手指大的孔,贴在气缸盖上的进气道口或排气道口上,然后用嘴吸一口烟,对准纸孔用力吹,排出烟气,同时观察气门有无漏烟现象,若没有烟漏出,则说明密封良好;
⑦ 先用软铅笔在气门斜面上沿锥体母线方向(隔5mm)均匀地划上若干线
条,再将气门装在气门座上,用手掌上、下轻拍气门3~4次,或使气门与气门座环带接触,并转动气门四分之一转后取出检查,若气门斜面上的铅笔线条全部在接触环带处断开,则表明气门接触良好、密封可靠;
⑧ 在气门头斜面上均匀地涂上一层红印油,然后将气门装入气门座使其工
作面接触,把气门压在座圈上旋转四分之一周,取出气门观察气门座,如果气门座的接触环带上全部沾上红印油,并且均匀整齐,则说明气门密封性好;
⑨ 先把气门与座洗净、安装,并将缸盖放平,再将检查仪器的空气室紧密
地贴合在气缸盖的气门座口上,用手捏橡皮球,使空气室内具有0.07MP a的压力,如在半分钟内不下降,即为气门密封良好;
⑩ 气门研磨后,在其接触面出现有光泽的圆圈时,将气门与座口用汽油或柴油洗净并擦干,装回气门轻拍数次,然后取出目测检查,察看气门和座口工作面,若有明亮而完整的光环且无斑点时,即可达到密封性能要求。
对引起气门漏气原因的诊断及排除措施可按图所示程序进行:
图气门漏气诊断及排除措施流程
柴油机气门
柴油机气门座的维修方法 气门座通常有两种形式,一种是直接从气缸盖中镗出,这种形式具有良好的散热性能,加工也比较方便,另一种是在气缸盖上镶气门座圈,便于维修1和更换,汽缸盖与气门座圈采用过盈配合以保证可靠性。 ⒈拆除方法 拆卸气门座圈通常用一下四中方法: ⑴切削法 在机床上用刀具将气门座圈切削掉。由于气门座圈被切削变薄,气门座圈收缩与刀具一起回转,可能改变气门座圈底空尺寸,圆度不满足技术要求。因此,采用此法拆除气门座圈时为保证良好的过盈配合,一般要用刀具扩大气门座圈底空尺寸,同时用相应加大外径尺寸的气门座圈与之配套使用 ⑵拉拔法 用拉拔工具将气门座圈直接从汽缸盖上拉拔出来,。例如:先在气门座圈圆面上攻制螺纹,然后将相应尺寸的螺杆旋入气门座圈,在保证气门座圈和螺杆垂直的情况下,用铁锤轻轻敲击螺杆,直至拔出气门座圈。采用拉拔法基本上都会改变气门座圈底空尺寸 ⑶电焊加热法 通常的做法是,用焊条沿气门座圈的内表面连续均匀点焊,当气门座圈被加热发红时,立即在气门座圈上浇上冷水,此时此刻气门座圈通常会折裂。采用此方法不宜气门座圈加热时间过长,一般以气门座圈被加热到发红为止。 ⑷感应加热法 感应加热系统主要由感应线圈,交流电源和工件组成。感应线圈中的交变电流使气门座圈产生电涡流,达到加热气门座圈的目的。实试验证明,采用感应加热设备对气门座圈加热3~6s,可轻松将气门座圈底孔尺寸及周围铸铁的金相组织没有任何变化。采用此方法也不宜对气门座圈加热时间过长,否则会改变金相组织。 ⒉维修方法 应根据气门座不同的磨损情况原则不同的维修方法,以降低维修成本。 ⑴研磨法 当气门座密封锥面仅有宽度不超过2.5mm的轻微磨损,或仅有少量较浅的麻点及蚀痕,可采用气门与气门座相配对研磨的方法消除缺陷,恢复气密性。研磨的方法分手工研磨和机器研磨。手工研磨一般以气门作为工具。具体做法如下:先在气门的密封锥面上均匀地抹上一层薄薄的研磨膏,并将气门插入气门导管然后用力使气门紧贴气门座的密封锥面来回转动,必要时也可以使气门上下运动轻轻敲击气门座。当气门座与气门研磨面上都出现一条完整而连续的暗灰色环带时,可对气门及气门座圈进行气密性检查,如不合格,则继续研磨直至合格为止。整个研磨过程按先粗后精进行。 为保证研磨质量,在研磨过程还应注意以下几点:①研磨前应清清除积碳及油污。 ②整个研磨过程均以气门导管孔作为定位基准。当气门导管孔磨损过大时需换新的,此时一般不单独采用研磨法修复气门座。 ③防止研磨膏掉入气门导管,以免将气门导管孔径磨大。 ④已与气门座配对研磨好的气门不能与其他气门对调装配。 ⑤研磨结束后必须将汽缸盖上研磨膏清洗干净。 ⑥研磨过程中应经常检查研磨效果,以免研磨时间过长,完造成气密锥面过宽。 ⑦用气门敲击气门座时不能用力过猛,以免造成气密锥面凹陷。 ⑵鉸削法 档当气门座密封锥面严重磨损,宽度显著增加或烧蚀严重时,可用铰刀鉸削气门座以恢复气
柴油机速度特性实验
柴油机外特性实验 一、速度特性 在喷油泵供油拉杆(或齿条)位置一定的情况下,当增加负荷使转速 降低时,柴油机各有效性能参数M e 、P e 、g e 、η e 等随转速n的改变而变化的 关系,称为速度特性(图1所示)。 当油量限制在最大功率位置时,得到最大功率(或称全负荷)速度特性。通常叫做外特性。当油量限制在小于最大功率的位置时,就得到部分特性。由于功率标定有四种,所以全负荷速度特性也有四种。根据供油量限位的不同,分别称为15分钟功率速度特性,1小时功率速度特性,12小时功率速度特性,持续功率速度特性等。 速度特性反映了柴油机动力性、经济性随转速n变化的规律。通过全负 荷速度特性可以找出柴油机所能达到的最高性能指标以及对应于p emax 、M emax 和g emax 时的转速,并可计算出扭矩储备率μ值以评定柴油机克服超负荷的能力。通过部分特性还可以看出不同工况时耗油率的变化规率及其所对应的转速,可全面衡量不同用途的柴油机适应变工况运转的性能,从而确定最有利的转速范围。 图1 JB485柴油机速度特性曲线
二、实验目的 掌握柴油机外特性的实验方法,绘制外特性曲线,了解柴油机供油量不变的情况下,各项性能参数随转速变化的规律。 ?三、实验设备 ? 本实验在CAC44电力测功机试验台架上进行,试验发动机为R190M柴油机。 四、实验工况 ? ?在标定工况下进行:7.7KW/2300r/min。 ? ? 五、实验步骤 1、起动发动机暖车,使机油温度达到规定要求,在实验过程中,尽量保持不变; 2、调整柴油机使其在标定工况下稳定运转,发动机转速2300r/min,发动机扭矩32N.M,然后将发动机台架控制模式转为n/P模式, 试验过程中固定发动机油门位置不变; 3、依转速为测量点,在柴油机工作转速范围内,通过测功机控制发动机转速,使柴油机运转在2300r/min、2200 r/min、2000 r/min、1800 r/min、1600 r/min、1400 r/min等转速下; 4、试验时在每一个工况稳定运行一段时间后,测定发动机转速n、扭矩 M e 、功率P e 、油耗g e 、机油温度t 1 、排气温度t r 、环境温度t 2 、环境相对湿度Φ等 各项参数; 5、各工况点测试完毕后卸下发动机负荷,怠速运转发动机一定时间后停机; 6、关掉电源、水源、整理数据,清理实验环境。 ? 六、实验报告 1、实验目的; 2、实验设备; 3、简述实验步骤; 4、实验数据记录表; 5、绘制曲线; 6、实验结果整理分析讨论;
机械工程专业讲座报告
机械工程专业讲座报告 班级:山东建筑大学机械12x 姓名: 学号: 作为一名机械专业的本科生,接触该专业已经有两年了。两年的课程学习让我对本专业有了由浅至深的了解,曾经一直困惑一门专业为什么需要涉猎多个不同分支学科的知识并且要对这些知识都掌握得游刃有余,直到明白了机械工程及自动化是建立在多学科基础之上的交叉学科,它是多分支理论知识的综合,也被广泛应用于各个领域中。当然其中自己也通过网络查找和了解很多本专业的相关介绍,不过我感觉使自己对本专业有了更深刻的了解的还是两年来每学期四节课的《机械工程专业讲座》,不得不说《机械工程专业讲座》这门课程可以说是本专业的启蒙老师,起到重要的引导作用,指导该专业的同学如何在大学四年里完善自己的知识体系,使自己成为机械工程及自动化领域合格的人才。 分别通过我们学院机械设计理论、机械制造及自动化、机械电子工程及材料成型与控制工程四个方向的老师、教授的讲解和介绍,我知道了是本专业的前景比较好,也是很有用的专业。机械工程师可承担创新、设计、装配、制造、生产和调试的工作,以及系统规划、方案设计、前期工作、质量控制、销售、客户服务、使用培训、咨询和售后服务的职责。毕业生可到各类机械设计与制造企业、电子及电器企业及其它生产部门、公司、科研与教学部门从事机电品的设计、制造、管理、教学、开发、销售及技术服务等工作,除了就业前景好,一种被社会所需要的成就和自豪感让我们美得飘飘的。但是老师也说到我国机械制造技术虽取得很大成就,但与工业发达国家相比,我国的制造业仍然存在一个阶段性的整体上的差距。我国械制造业产品的质量虽然有了很大程度的提高,但大量的机电产品的质量可靠性、外观设计、内在性能还有很大差距。比如数控机床和精密机床的可靠性差、质量问题严重,轴承、液压件、密封件等基础件产品水平低、品种少、满足度低、质量不稳定。工程机械目前只能生产中小型产品,大型工程机械、大型火电设备的技术能力十分薄弱。
试析295柴油机气门间隙的一次调整法
试析295柴油机气门间隙的一次调整法 发表时间:2019-05-09T09:14:58.813Z 来源:《防护工程》2019年第1期作者:章成相吴福兴[导读] 在发动机使用过程中,因机件的磨损、变形、松动等原因,气门间隙会发生改变,造成发动机进气不足,排气不尽,功率不足。江苏省泰州引江河管理处江苏泰州 225300 摘要:295柴油机气门间隙正确与否对柴油机工作性能影响很大,应该引起人们的重视。对气门间隙改变的原因进行了分析,指出了气门间隙过大或过小对295柴油机的危害,介绍了气门间隙的检查调整方法。关键词:295柴油机;气门间隙;调整 配气机构主要的功用就是负责汽缸内气体的交换,按时打开气门,及时关闭气门,保证汽缸工作时吸入足够量的空气,活塞做功行程时又要封闭好汽缸不能漏气。配气机构负责气门开闭的传动链包括:凸轮、挺柱、椎杆、摇臂和气门等零部件。工作中他们受热会发生膨胀,所以在室温下装配时,必须在传动链中留有一定的间隙,以保证295柴油机运转时(热态下),气门能关闭密封好。这个间隙就是气门间隙,当气门完全处于关闭状态时,气门杆尾端与摇臂之间的间隙。在发动机使用过程中,因机件的磨损、变形、松动等原因,气门间隙会发生改变,造成发动机进气不足,排气不尽,功率不足。 1、气门间隙改变原因分析 (1)气门间隙短时间内变化的原因。气门间隙调整正确后,短时间内出现过大或过小的变化,主要原因是配气机构传动件的配合表面磨损后凹凸不平,在运行过程中时刻在改变接触位置。在凹下部位接触时,传动件好像缩短一样,使气门间隙增大;当凸起部位接触时,传动件好像伸长一样,使气门间隙变小。(2)气门间隙变大。原因有:摇臂衬套磨损、摇臂轴承座螺母及调整螺钉松动或滑扣,推杆弯曲,挺柱及凸轮磨损后不平、不直,调整螺钉凹坑磨损成畸形,摇臂撞头与气门杆尾部的接触面不平,摇臂轴上的弹簧过软等。(3)气门间隙变小。原因有:整气门间隙时,气门与气门座间有积碳杂质;研磨气门后气门砂未清除干净;新镶的气门座材料太软,气门与气门座接触环带过窄。以上原因致使295柴油机工作时,气门与气门座配合面急剧磨损,或所夹杂质被挤掉,造成气门上移,致使气门间隙变小。 2、气门间隙过大或过小对295柴油机的危害(1)气门间隙过大,将使气门迟开早闭。开启时间缩短,造成气门最大行程降低,进气、排气阻力增大。当进气门关闭太早时,不能充分利用气流惯性;当排气门关闭太早时,则排气时间短,也不能充分利用气流惯性。汽缸中的残余废气增多,缸内压力高,使喷入汽缸内的油料形成混合气后可能被排出,从而造成柴油的浪费。由于气门间隙过大,会使进气不足,排气不净,引起295柴油机过热,功率发挥不出来。此外,气门间隙过大,还会导致传动机构机件产生敲击声。(2)气门间隙过小,295柴油机在工作温度下使气门及传动件受热膨胀,补偿不了热膨胀量,而使气门关闭不严。如排气门关闭不严而漏气,时间一长漏气会更加严重,从而导致排气门与座被烧损。由于气门间隙过小,会使进气门开启过早、关闭过晚,即将被压缩的气体或燃烧后的废气通过进气门冲入进气管至空气滤清器(冒烟),产生高温气体倒流现象。还会引起排气门开启过早,关闭过晚,气体尚未充分膨胀即被排出汽缸外,或使没燃尽的混合气排到汽缸外并在排气管中继续燃烧,使排气管有火星排出或放炮现象。还会使刚进入汽缸的新鲜空气随废气一起排出,造成充气系数下降,降低了295柴油机的输出功率。 3、气门间隙车上初步诊断 判断气门间隙的大小,最好的方法是用塞尺测量。但在295柴油机运转过程中也可以通过一些外部的现象,通过手摸、听棒听的方法来帮助判断,能够及时地发现气门间隙的变化。(1)手摸。用手触摸两个或几个汽缸盖罩壳,比较振动感,如有比较大的振动感,则气门间隙可能过大。如有很大的振动,就要考虑气门摇臂座是否松动或者摇臂调节螺钉组触头是否脱落。(2)耳听。用听棒或长螺丝刀听两个或几个汽缸,比较噪声,正常的声音应是清脆连续的“嗒、嗒……”声音。如果出现一种类似于“的嗒、的嗒”的声音,就说明气门间隙过大,应停车检查。 4、气门间隙如何检查调整 4.1 下置凸轮轴式配气机构气门间隙的调整(1)将气缸盖罩拆下,检查并拧紧摇臂支座固定螺母。(2)转动曲轴,使第一缸活塞处于压缩行程上止点位置(不是排气上止点)。每种型号的295柴油机都有第一缸“上止点”记号。此时飞轮壳上的记号正好对准飞轮上“0”刻线或曲轴皮带轮上“0”刻线,或正好与正时齿轮室盖上的指针对准。(3)选择适当厚度的厚薄规,顺着摇臂长度方向插入气门摇臂与气门杆顶端之间。测量气门间隙,如不合规定,应进行调整。(4)调整气门间隙时,先松开气门间隙调整螺钉的锁紧螺母,一边用螺丝启子旋动气门间隙调整螺钉,一边推拉厚薄规检查气门间隙,使其符合规定的数值。用手来回抽动厚薄规,稍感有阻力即为合适。然后用螺丝启子固定住调整螺钉,旋紧锁紧螺母;最后再用厚薄规校验一遍。 (5)根据各缸的工作顺序,依次调整其它各缸的气门间隙。对于二缸机,气缸工作顺序为1―2时,调完第一缸后,将曲轴转动半圈(180°),调第二缸,完毕后,再将曲轴转动一圈半(540°),复检第一缸气门间隙。对于三缸机,气缸工作顺序为1―3―2时,调完第一缸的气门间隙后,将曲轴转2/3圈(240°),调第三缸,再转2/3圈(240°),再调第二缸气门间隙。最后将曲轴转动2/3圈(240°),复检第一缸气门间隙,再复检第三缸、第二缸气门间隙。对于四缸机,气缸工作顺序为1―3―4―2时,第一缸气门间隙调完后。转动曲轴半圈(180°),用同样的方法,检查调整第三缸的气门间隙,再转动曲轴半圈(180°),调第四缸气门间隙,之后,再使曲轴转动半圈(180°),调第二缸气门间隙,各缸气门间隙调整完后,再复检一遍。此外,根据工作原理,还可根据气门运动状态、供油情况等确定压缩上止点。 4.2 上置凸轮轴式配气机构气门间隙的调整
柴油机气门结构设计参考资料
柴油机气门结构设计 气门是燃烧室的组成部分,又是气体进、出燃烧室的通道,在工作中要承受极大的交变和冲击载荷及高温、高速燃气的冲刷与腐蚀作用,工况极为苛刻。气门设计的合理与否不仅与发动机的技术经济指标有关,还与整机的可靠性和气门的使用寿命密切相关。气门设计中除应进行详尽的强度和刚度计算外,还应考虑气流的通过能力、气门与气门座的密封、气门的材料及冷却、润滑与磨损等。根据目前国内柴油机气门设计的实际状况,结合柴油机气门的制造及配套情况,谈一下笔者的认识。气门属配气机构的关键基础件,如图1所示其主要结构包括盘外圆、盘锥圆、盘部厚度、颈部、杆部及锁夹槽等部分。 1、 盘外圆D 为了获得最佳容积效率,气门头部直径通常是越大越好,但因受燃烧时间的限制,进气门直径为气缸直径的42~48%。即(0.42~0.48)t d D ==56.7~64.8mm 取用60mm 。 一般来说,考虑到吸气作用,进气门直径要比排气门大15~20%,以改善充气效率,即:' (0.8~0.85)t t d d ==48~51mm ,取用50mm 通常允许气门头部外圆伸出已精加工的气门座之外约0.5~1.0mm ,气门盘外圆通常为气口直径的1.15倍。这样可以使气门座有足够的宽度以利于气门头的传热。 2、 锥面角度α 气门头部的密封锥度有30?和45?两种,较大锥角可提高气门头部边缘的刚度,保证其门追缴面与底座良好的自动对中作用和密封面的较大比压,利于辗压积碳。大多数气门设计都采用45?锥面角,实践证明45?锥面角不但能提供良好的密封性,而且能够满足气门座合的耐磨性要求,锥面积碳比较厚的柴油机,一般都用45? 锥面角,由此可以获得较好的座合和较高的座合压力而不必减少密封面积,这样积碳就容易被压扁或擦掉。 气门与气门座合面宽约为1.5~3.0mm ,气门座圈的锥角应比气门密封锥角略大0.5?~ 1?(如图2),这可形成一条较窄的座合面密封带,提高座合压力,限制积碳层厚度,改善热传导。气门锥面宽度一般盘外圆t d 的0.05~0.12倍,即(0.05~0.12)t d =3~7.2mm 。取4mm 。 3、 盘部厚度H 为保证气门头部有足够的刚度和尽可能轻的质量,在设计中应合理选取盘厚H 尺寸,据资料表明,本设计中的爆发压力为7.6MPa ,气门盘纸部厚度H 为其径t d 的0.1倍即可满足刚度要求。即H=0.1t d =6mm 。 4、 颈部过渡锥角β和过渡半径R 气门颈部过渡锥角β和过渡半径R 的大小对气流有很大的影响,锥角β应保证气流的圆滑过渡,但更重要的是能够保证气门颈部表面各处的应力分布均匀。一般来说,排气门的过渡角β及过渡半径R 比进气门要大些。R 尺寸按(0.2~0.5)t d 计算。β值一般为?15~?30,
(完整版)L4100柴油机开题报告
河南科技大学毕业设计(论文)开题报告 (学生填表) 学院:车辆与交通工程学院 2016年 3月 24 日
2.国内外同类设计(或同类研究)的概况综述 现代柴油机正朝着高强化、轻质量、低油耗、工作可靠、寿命长、低有害物排放、低噪音、便于使用和维修等方向发展。国内机械配套动力一般要求动力充足、可靠性好、寿命长等。柴油机以其低速扭矩大、经济性好、可靠性高等优点占据了重型机械发动机发动机的主流。近年来,搭配柴油机的轿车也越来越受人们的欢迎。 机体作为体积最大的发动机部件必须要有足够的强度和刚度,此外还需要合理的结构型式以及润滑冷却通道的设计。发动机的发展已有一个多世纪,其基本结构型式已有定论。主流为以曲柄机构输出功,相应的机体结构型式有一般式,龙门式,隧道式。国内外对机体的研究一般集中使用新型材料以减轻发动机的重量,增加刚度和强度,以及运用时效和孕育处理等措施来改善性能,运用有限元分析软件及各种数值计算方法使机体结构更加合理,运用CFD及仿真模拟技术对机体传热凝固过程温度场、流场、应力场等多方面进行分析和模拟仿真计算,并充分考虑到边界条件从而优化设计。比如04年欧洲上市一款新雅阁,用ASCTC 先进的半固体铸造工艺压铸出一种半铝制机体。这种机体相对于传统灰铸铁机体重量减轻33%而且发动机噪声更小。06年OEM南德原设备制造商,增加了机体中镁铝合金比例,这不仅减小了整体质量而且使机体质量分布更加合理。另外现在欧美有些公司研发出用分区铸造的方法来制造机体,如蠕墨铸铁GJV片墨铸铁,GJL组合生产铸造机体。他们将强度较高的GJV材料用在曲轴箱区域将摩擦性能切削加工性能优良的GJL材料用在气缸区域。这样生产出来的机体有很好的综合性能。 近年来有限元法技术在内燃机零部件的结构设计应用方面发展迅速,许多软件已具有优化功能。如Ansys、Tosca Hyperworks、Ideas等,在优化方法上也发展出了形状优化、尺寸优化、拓扑优化等诸多方法。比如使用形貌优化的方法以提高油底壳某阶固有频率为目标,优化油底壳的压痕筋布置,降低油底壳的噪声辐射。随着优化技术的进步不仅应力、变形、频率、材料性能等可以作为响应量还可以考虑加工制造环节及生产成本等因素这都大大拓展了优化设计的应用领域。 参考文献: [1]周龙保内燃机学[M]. 2版. 北京:机械工业出版社,2005 [2]杨连生内燃机设计[M]. 北京:中国农业机械出版社,1981 [3]袁兆成内燃机设计[M].北京:机械工业出版社,2008 [4]柴油机设计手册[M].北京:中国农业机械出版社,1983 [5]陈家瑞汽车构造[M].北京:机械工业出版社,2009 [6]朱仙鼎中国内燃机工程师手册[M].上海科学技术出版社
柴油机结构原理分析解析
柴油机结构 一、发动机的工作原理 发动机的功能是将燃料在气缸内燃烧使其热能转换成机械能,从而输出动力。能量的转换是通过不断地依次反复进行“进气—压缩—做功——排气”四个连续过程来实现的,每进行这样一个连续过程就叫做一个工作循环。 1、进气冲程—活塞由曲轴带动从上止点向下止点运动,此时排气门关闭,进气门开启。活塞移动的过程中,气缸内的容积逐渐增大,形成一定的真空度,于是经过虑芯的空气通过进气门进入气缸。直至活塞到达下止点时,进气门关闭,停止进气。 2、压缩冲程—进气冲程结束时,活塞在曲轴的带动下,从下止点向上止点运动,气缸容积逐渐减小,由于进排气门均关闭,气体被压缩,气缸内温度上升,直至活塞到达上止点时,压缩结束。 3、做功冲程—在压缩冲程末,高压油嘴喷出高压燃油与空气混合,在高温、高压下混合气体迅速燃烧,使气体的温度、压力迅速升高而膨胀,从而推动活塞由上止点向下止点运动,再通过连杆驱动曲轴转动做功,至活塞到下止点时,做功结束。 4、排气冲程—在做功冲程结束时,排气门被打开,曲轴通过连杆推动活塞由下止点向上止点运动,废气在自身剩余压力和活塞的推力作用下,被排出气缸,直至活塞到达上止点时,排气门关闭,排气结束。排气冲程终了时由于燃烧室容积存在,气缸内还存少量废气,气体压力也因排气门和排气管的阻力而仍高于大气压。
二、发动机的总体构造 柴油机由两大机构四大系统组成。 1、柄连杆机构—曲柄连杆机构主要由构成气缸的机体、活塞、连杆、曲轴和飞轮等组成。 由发动机的工作循环可知,混合气在气缸内燃烧产生的高压是通过活塞、连杆、曲轴而变为有用的机械能输出的;反之,工作循环的准备过程也是由曲轴通过连杆通过活塞作往复运动来实现的。可见,曲柄连杆机构是发动机维持工作循环,实现能量转换的核心。 2、配气机构—为使发动机的工作循环能够连续进行,必须定时地开闭气门,以便向气缸内充入新鲜气体和排出废气。它主要由气门和控制气门开闭的凸轮轴及其他传动件等组成。 3、燃料供给系—从发动机的工作循环可知,柴油机要向气缸内提供纯空气并在规定时刻向气缸内喷入燃油。另外,需要将燃烧完的废气按规定的管路导出。柴油机的燃料供给系主要由燃油箱、喷油泵、喷油器、进、排气管、虑清器等组成。 4、润滑系—发动机内部有很多高速运动的摩擦表面,为了减小摩擦阻力和减缓磨损,需要向这些摩擦表面提供润滑油。润滑系主要由油底壳、机油泵、油道、虑清器等组成。 5、冷却系—发动机工作时,气缸内气体燃烧的热量在使气体膨胀做功的同时,不可避免地将会加热与它相接触的机件,为了保持正常的工作温度,需将机件的多余热量散发出去。冷却系有水冷和风冷两种,水冷主要由散热器、风扇、水泵、水套等组成;风冷主要由风扇、散
上海柴油机厂实习报告
生产实习报告 实习时间:2010年4月12日至2010年4月28日 实习地点:上海柴油机股份有限公司 指导教师:王荣华 一、前言: 实践是检验真理的惟一标准。在课堂上,我们学习了很多理论知识,但如果只是理论学习而不去生产第一线相当于纸上谈兵,为我们以后设计机械埋下隐患。实习就是将我们在课堂上学的理论知识运用到实战中。为了更好的了解理论知识在实际应用中的情况,我走进了上海柴油机股份有限公司。在那里,我接受了更为实际的生产教育,使我们迈出了成功的一步。 1、实习目的 (1)通过下厂生产实习,深入生产第一线进行观察和调查研究,获取必须的感性知识和使学生较全面地了解机械制造厂的生产组织及生产过程,了解和掌握本专业基础的生产实际知识,巩固和加深已学过的理论知识,并为后续专业课的教学、课程设计、毕业设计打下基础。 (2)在实习期间,把理论知识和生产实践相结合起来,培养我们的考察、分析和解决问题的工作能力。 (3)通过实习,广泛接触工人和听取工程技术人员的专题报告,学习他们的生产经验和科研成果,学习他们在生产工作中的敬业奉献精神。 (4)通过参观有关工厂,掌握典型产品的生产、装配过程以及生产的组织管理、设备选择和车间布置等方面的知识,扩大知识面。
(5)通过记实习日记,写实习报告,锻炼与培养我们的观察,分析问题以及搜集和整理技术资料等方面的能力。 2、基本要求 (1)做好实习前准备工作,了解实习目的和任务,以提高实习效果 (2)遵守实习纪律,服从实习安排,禁止随意触摸机体,走安全通道 (3)与指导老师保持联系,汇报实习进展情况,接受指导老师的指导 二、公司概况: 1、公司简介: 上海柴油机股份有限公司前身为上海柴油机厂,始建于1947年4月,是一家自行设计和制造高速柴油机(包括增压器和燃油喷射系统)的专业化公司。1993年改制为发行A、B股的股份制上市公司,被国家认定为特大型企业,上海市高新技术企业。 公司于1958年自行设计制造了我国第一台6135柴油机,开创了我国中等缸径柴油发动机的先河,奠定了公司在行业中的基础性地位。公司目前拥有D114、C121、135(G128)等三大系列柴油机,功率全覆盖范围为60-420马力。产品主要用于商用汽车、工程机械、船舶以及自备电站等动力配套领导并远销50多个国家和地区。在已有产品的基础上,公司还开发了LPG、天然气、二甲醚以及双燃料发动机等新产品,以增强公司应对能源短缺的可持续发展能力。 2、企业生产机构:制造二分公司,制造三分公司,铸热分公司,零部件分公司,船电发展部 3、主要产品:
调整柴油机气门间隙的方法
雅通机电设备,调整柴油机气门间隙的方法 柴油机气间间隙过大会引起充气不足和排气不足,气门间隙过小会引起气门关闭不严,让高温气体从缝隙中漏出而烧坏气门。因此,气门过大或过小都会引起柴油机功率下降,经济性能降低。在柴油机的使用过程中,必须定期检查和调整气门间隙。其方法如下: 1、首先拆下气门罩盖,然后摇动曲轴,使活塞在压缩行程上止点位置(飞轮的“上止点”刻线与水箱上的刻线对齐),关闭减压装置。将厚薄规插入摇臂头与气门杆端之间,测量其间隙的大小。 2、值得注意的是,需要测量热车和冷车时的气门间隙,将测得的值与技术规定值进行比较。一般是冷车时进气门间隙为0.35毫米、排气门间隙为0.4毫米; 3、、热车时进气门间隙为0.25毫米、排气门间隙为0.3毫米,如不符合规定值,则进行调整。 4、调整气门间隙时,先松开锁紧螺母,用螺丝刀拧动调整螺栓至间隙适合为止。再用螺丝刀顶位调整螺栓,将锁紧螺母拧紧。然后再复查一遍间隙是否适合。 5、但在气门摇臂头有凹窝的情况下,调整气门间隙时,最好是按规定顺序调到气门无间隙为止,根据气门调整螺丝的螺距和要求的气门间隙退回调整螺丝相应的大约间隙圈数。此方法要比用厚薄规定准确些。对多缸柴油机要根据工作顺序和气门排列,依次进行调整。 Diesel gas clearance will cause the exhaust valve of inflatable deficiencies and shortcomings, clearance will cause the valve is not tightly closed, so that high temperature gas leak out of the gap and the burned-out valve. Therefore, the valve is too large or too small will cause the engine power to drop, economic performance. In the diesel engine use, must be checked regularly and adjust the valve clearance. The method is as follows: 1, first remove the valve cover, and then shake the crankshaft, so that the piston in a compression stroke top dead point position ( flywheel " TDC " line and the water tank on the reticle alignment ), close the pressure reducing device. The feeler inserted rocker head and a valve rod end, measuring the gap size. In 2, notably, requires the measurement of hot and cold car valve clearance, the value of the measured values are compared with the technical regulations. The general is cold car into the valve clearance is 0.35 mm, the exhaust valve clearance is 0.4 mm; 3, hot, intake valve clearance is 0.25 mm, the exhaust valve clearance is 0.3 mm, if does not conform to the specified value, then adjust. 4, adjust the valve clearance, loosen lock nut, screw with a screwdriver adjustment bolt to the gap for far. Then screw driver top adjustment bolt, the locking nut. Then check again whether the space is suitable for. In 5, but in the valve rocker arm head has a condition, adjust the valve clearance, preferably in the prescribed sequence to the valve gap so far, according to a valve adjustment screw pitch and the requirements of the valve clearance adjusting screw corresponding approximately to return gap
中国柴油机分析报告
2001年中国柴油机产销总量略增而2/3以上的企业产销下滑的缘故分析 2001年柴油机产销总量略增,而三分之二以上的企业产销却在下滑,什么缘故时风、常发能够后来居上? 2001年,受农业自然灾难及农机市场总体需求不足等因素阻碍,单缸小柴市场在整体上仍处于较疲软态势,行业内2/3以上企业产销规模下降,利润大幅度下滑,小柴行业总体经济效益处于接着滑坡态势。 时风产销增势最好 2001年,汇总的重点小柴企业共生产柴油机514.82万台(其中单缸机产量483万台,占比93.82%,多缸机占比6.18%)较同期增产10.9万台,增幅2.16%;汇总企业中,柴油机产量呈增长趋势的占29%,71%企业产量呈不同程度下降。 在产量呈增势的企业中,增幅最好的是近两年才介入柴油机生产的山东时风集团,该企业以自产自配经营方式,使单缸柴油机产量在2001年达到70.83万台,较2000年增长96.3%,增量34.74万台。目前该企业柴油机总产量规模已位居小柴行业
第三位。 山东时风集团在2001年的跨跃式进展,一方面推动小柴行业要紧总量指标呈现一定的增长态势(因要紧总量指标中扣除时风集团后,均呈现下降趋势,如扣除时风产量后,同比下降5.1%);另一方面,则阻碍并加剧单纯的柴油机企业更加步履维艰,使小柴市场供求关系更为紧张和竞争更加激烈。 产量增势第二的企业是近几年才崛起的民营企业———常发动力,在2001年总产量达49.57万台,同比增长41.9%,增量14.6万台。常发动力是以生产单缸柴油机为主的民营企业,成立只是5年左右,产量已跃居行业第四位。常发的高速进展之路,是否能够讲为国企改制或改制后的国企在新经济模式下的经营指明了方向或成为借鉴呢? 产量增势第三的企业是福建力佳,总产量增幅38%,增量1.35万台(要紧是多缸机产量增长阻碍)。 2001年,产量呈降势的企业要紧有南宁、巨菱、扬动、金坛、新乡、常柴、新华、广济、湘潭等企业。 汇总企业柴油机总销量523.19万台(其中单缸机占比93.45%,多缸机占比6.55%),较上年增长5.23%,增量26.42万台。总销量中,单缸机销量489万台,同比增长10.22%(扣
485柴油机的配气机构的设计
485柴油机设计(配气机构) 摘要 本设计介绍了485柴油机配气机构的设计,主要是其各零部件的设计。本次设计的485柴油机主要用于轻型载货车。 配气机构的功用就是实现换气过程,即根据发动机气缸的工作顺序,定时的开启和关闭进排气门,以保证气缸排出废气和吸进新鲜空气。配气机构设计的好坏直接影响发动机整体的经济性和动力性,因此配气机构的设计在发动机整体设计上占有相当重要的作用。在气门选择上,采用每缸两个气门的方案,其优点是比较简单、可靠,对于自然吸气式柴油机可以提高新鲜空气的进气量,降低气缸的热负荷,增加气缸的耐久性和使用寿命。气门的驱动采用凸轮轴—挺柱—推杆—摇臂—气门机构。凸轮轴布置形式是下置式,采用的是整体式凸轮轴,这样的凸轮轴结构简单,加工精度高,能有良好的互换性。 本次配气机构的设计,主要包括进、排气门的设计,气门弹簧的设计,以及凸轮轴的设计。编写Matlab程序,计算得到挺柱升程表,绘出挺柱升程、速度、加速度曲线。 关键词:柴油机,配气机构,凸轮轴,气门
THE DESIGN OF VALVE TIMING MECHANISM OF 485 DIESEL ENGINES ABSTRACT This thesis introduces the design of valve timing mechanism of 485 diesel engines, mainly the design of its various components. The 485 diesel engine in this design is mostly used in light truck. The function of valve timing mechanism is to realize the exchange process, namely according to engine cylinder working order, ensure that the intake and exhaust valves open and close at the proper time. The valve gear play a direct impact on the economy and power parameters of the engine, therefore, the design of gas distribution agency in the overall design of the engine play a rather important role. Arranging two-valve per cylinder, the advantages are that it is relatively simple, reliable, for the naturally aspirated diesel engines can improve the fresh air into the cylinder, reduce the heat load of the cylinder to increase the durability of the cylinder and use life. The driving mechanism of valves is camshaft, tappet, pushrod, rocker, valve train. Camshaft arrangement is under the form of home-style, using the integral camshaft, such camshafts have simple structure, high precision machining, and good interchangeability. This design, including exhaust valve, intake valve, valve spring, and camshaft. Write Matlab program, calculate tappet lift table, map the curves of tappet lift, speed and acceleration. KEY WORDS: Diesel engine, Valve timing mechanism, Camshaft, Valve
柴油机客户市场调研报告
前言 环境问题已经成为制约一个国家经济发展的突出问题,尤其对于我国来说,恶劣环境气候的出现,严重影响着人们的身体健康,而这种天气形成的原因不仅仅是来自煤电厂、水泥厂等重工业的污染,还有来自汽车行业的影响。汽车尾气的排放问题,一直以来都是备受人们关注的问题。随着国家排放标准的制定,对于整个汽车行业来说,将会是一个全新的变革,新生代环保型汽车制造业必将替代原有汽车制造业。尤其是汽车动力组成部分,绿色环保,高效节能,低碳排放的发动机产业的兴起,将是环保型汽车制造业的改革的标志。并且国家政策的大力扶持,也会促动脱硝减排行业的发展。那么这也给中国市场发动机后处理系统的诞生奠定了坚实的基础。 通过催化剂生产项目的可行性报告可知,催化剂的生产属于环保产业,在对环保产业的发展上,国家给与了积极鼓励的扶持政策。在《国家环境保护“十一五”科技发展规划》中,“鼓励企业自主开展和国际科技合作的科技发展计划项目”,《国务院关于落实科技发展观加强环境保护的决定》中指示“积极发展环保产业,重点发展具有自主知识产权的重要环保技术装备和基础装备在立足自主研发的基础上,通过引进消化吸收,努力掌握环保和新技术和关键技术”。“推动环境科技进步”,“组织对污水深度处理、燃煤电厂脱硫脱硝、洁净煤、汽车尾气净化等重点技术攻关,加强新技术在环保领域的应用”再来看我国的汽车行业,我国汽车制造业的市场正在蓬勃发展,市场发展空间广阔,发展前景乐观,发展潜力巨大。在这个大的“绿色环保”背景下,以及欧美等近十几年的后处理研发使用经验前提下,我国发动机市场的后处理系统的覆盖将成为必然。 据研究表明,目前,我国发动机后处理系统发展主要针对柴油机,因为柴油机的能效高、排放低,能够更好地更高效的利用能源。而且其应用主要在轻重卡、低转速载重机、大中型客车、以及农用机械等领域普及,而轿车领域的普及率很低,年国内共计销售柴油轿车辆,仅占年轿车销售量万辆的,根据《中国柴油技术和柴油车发展政策研究执行报告》建议,至年柴油轿车的比例将上升至,所以在轿车领域实现柴油机化,发展潜力巨大。
柴油机气门间隙的调整方法
发动机在冷态下,当气门处于关闭状态时,气门与传动件之间的间隙称为气门间隙。 气门间隙,是为保证内燃机配气机构的正常工作而设置的,由于配气机构工作时处于高速状态,温度较高,因此如气门挺杆、气门杆等零件受热后伸长,便全自动顶开气门,使气门与气门座关闭不严,造成漏气现象。 为避免这种现象发生,设计配气机构时,在进排气门杆尾端与挺杆(或摇臂)上调整螺钉之间留有一定的间隙,这一间隙,就是气门间隙。 根据气门位置的不同,有侧置气门(SV)、底置气门(OHV)和顶置凸轮轴式气门(OHC)三种。从结构上来讲,侧置气门最为简单。但由于采用这种气门形式后,发动机的抗爆性能和高速性能差,只能用天低压缩比和转速不高的发动机,因此国外已不再采用。国内现采用这种气门形式尚有长江750和山东750等两种车型。 从性能上来讲,顶置凸轮轴式气门最为理想,它能适当前高转速、高压缩比重大功率车型的要求,同时具有良好的经济性,因此得到了广泛的应用。中国近年来生产的金城CJ70、 底置气门结构较为复杂,目前仅在美国、原西德(BMW厂生产的 R系列摩托车)的意大利等国家由于生产习惯尚继续采用。中国采用这种气门形式的车型有东海750和长江750E。 采用液压挺柱的配气机构不需要留气门间隙。 因为气门是跟缸体接触的,缸体在运动的时候发出了大量的热,而气门跟缸体接触了以后热量就会传到气门上,从而使气门的伸长量增加。如果不预先留出气门间隙的话,当汽车在冷状态下气门正好与缸体紧密触,等到缸体变热气门因受热膨胀而使伸长量增加,气门就会顶坏缸体或者气门本身。所以要留出合适的气门间隙。 气门烧损以排气门最为常见,其基本原因是气门座的扭曲和积炭。此外,如气门间隙调整不当、磨损过度等也能引起气门的烧损。 当气门座扭曲时,气门密封面温度及气门与座之间的局部压力同时增加。气门密封面上往往出现沟槽,经高温气体的冲刷便会形成烧损。当气门密封面及气门座积炭严重时,使传热条件恶化,也容易产生变形,导致气门烧损。 间隙过大:进、排气门开启迟后,缩短了进排气时间,降低了气门的开启高度,改变了正常的配气相位,使发动机因进气不足,排气不净而功率下降,此外,还使配气机构零件的撞击增加,磨损加快。 间隙过小:发动机工作后,零件受热膨胀,将气门推开,使气门关闭不严,造成漏气,功率下降,并使气门的密封表面严重积碳或烧坏,甚至气门撞击活塞。 首先大家要知道气门摇臂与气门的间隙(即气门间隙)之所以存在,是因为进排气门均安装在燃烧室的顶端,也是温度最高之处,为了留有膨胀的空间,因而必须存有空隙,至于间隙的
发动机实验报告
篇一:发动机实验报告 柴油机性能试验报告 班级: 姓名: 学号: 柴油机负荷特性实验 一、实验目的 1.掌握柴油机负荷特性的试验方法。了解电涡流测功机、油耗仪、转速传感器、扭矩传感器、温度传感器的测量原理和使用方法。 2.熟悉负荷特性试验测试数据的分析和处理方法,绘制柴油机负荷特性曲线并分析其经济性。 二、实验原理 当转速n保持不变时,柴油机某些性能参数随负荷的改变而变化的关系称为负荷特性。 三、实验设备 1.试验用柴油机一台。 2.功率测量设备:电涡流测功机 3.燃油消耗量测量:油耗仪 4.转速测量传感器。 5.压力传感器、温度传感器。 6. fc3000发动机测控系统。四、实验步骤 1.开机 (1)检查发动机和测功机各连接件的螺丝和螺栓的松紧度、如发现过松须将其拧紧。 (2)先将测功机冷却水进水阀打开。 (3)将油耗仪电源打开。 (4)将启动稳压电源插头插到墙上的插座中,合上开关。 (5)打开控制台电源、将控制台下油门励磁控制仪打开、励磁电源开关打开、(注意:如果测功机冷却水未开、当油门励磁控制仪打开时会出现报警现象、这时需将测功机冷却水进水阀打开、复位可消除) (6)将启动钥匙顺时针转到底启动发动机,逐步将转速升高至标定转速。 2.实验 (1)机器发动起来后,首先将控制模式选定“n/m”方式,将转速设定为2200r/min,扭矩设定为最大负荷点的数值,使柴油机在该状态运行2-3分钟,待热稳定后记录一次数据。 (2)将扭矩设定为次大负荷点的数值,使柴油机在该状态运行2-3分钟,待热稳定后,将控制切换到“m / n”模式, 使柴油机在该状态运行2-3分钟, 待工况稳定后,记录一次数据。(3)按上述步骤逐渐减小负荷测量,直到负荷特性曲线上的实验点全部做完,共做10个工况。在试验中,每调节一次负荷,应同时调节油门位置,使转速保持不变。 各次测量均需同时记录下列参数:功率pe、扭矩te,燃油消耗量b、燃油消耗率be、排烟温度、机油温度等,一起填入表1所示的表格中。 3.关机 (1)先将加到发动机上的扭矩慢慢卸下、同时转速也慢慢卸下。(注意:不可一下子卸下来、须慢慢往下调节;不可先将转速值卸至零点、应先将扭矩值卸至零点、再将转速卸下方可停机。) (2)发动机停下来后如不再做实验、将励磁电源关闭。 (3)关闭控制台电源、测功机进水阀、油耗仪电源、稳压电源。 1.原始实验数据及整理结果。 表一柴油机负荷特性数据处理表 柴油机速度特性实验 一、实验目的 1.掌握柴油机速度特性的试验方法。了解电涡流测功机、油耗仪、转速传感器、扭矩传感器、温度传感器的测量原理和使用方法。 2.熟悉速度特性试验测试数据的分析和处理方法二、实验原理 在节气门开度不变时柴油机的有效功率pe、转矩t、每小时耗油量、燃油消耗率随转速n变化。