棒材切分轧制导卫系统的应用与改进
棒材切分轧制导卫系统的应用与改进
2006-7-12 11:39:18未知来源供稿
1 前言
莱芜钢铁集团有限公司(简称莱钢)由意大利DANIELI公司引进的全连续式棒材及轻型材生产线,以生产圆钢、带肋钢筋为主,年产量近60万t。该生产线共有18架轧机,粗轧6架为悬臂式,中、精轧12架均为卡盘式;采取平立交替布置,其中14#、18~轧机为平立可转换机架。该生产线设计可进行带肋钢筋切分轧制。切分轧制与传统轧制在工艺上的不同之处是把一支轧件利用轧辊孔型切分成两支以上的并联轧件,再利用切分导卫将并联轧件切分成单支轧件。该套轧机全部从国外引进,装备水平高,其工艺件种类繁多,结构复杂。尤其是切分轧制,因其工艺的特殊性,对导卫系统的要求更为严格。而在实际生产过程中,出现的问题也比较多。为了保证正常生产,除了加强工艺件的基础管理之外,还在工艺件国产化和适应性改进等方面进行了探索。
2 切分轧制导卫系统
在切分轧制过程中,导卫系统除了保证轧件准确地进入孔型进行轧制之外,还有切分并联轧件的作用。在实际生产中,导卫系统在保证轧制过程中轧件变形的稳定性以及弥补孔型设计的不足等方面也起着重要作用。该生产线切分轧制的导卫系统根据安装位置不同,立式机架入口采用滚动导卫,水平机架入口采用滑动导卫;出口除切分机架为切分导卫外,其余均采用滑动导卫,其中中、精轧出口采用出口导管。滚动导卫一般为两轮,但切分轧制的专用滚动导卫为四轮。
粗轧轧制速度低,来料断面大,对导卫的冲击较大,采用简单的滑动导卫。而中、精轧机一般采用带导卫盒的滑动导卫,调整方便。滚动导卫对轧件摩擦小、夹持作用强,除了保证对轧件的导向作用外,还可以有效地避免倒钢。切分轧制专用的四轮滚动导卫对轧件则具有一定的矫直作用。为了方便调整,滚动导卫内部设计有专门的调整机构,以调节导轮的中心距,使导轮能够准确地夹持轧件。同时为保证滚动导卫能够较长时间正常运行,对导轮轴承的润滑以及导轮、夹板的冷却要求非常严格。切分导卫主要包括切分导嘴、切分轮、分
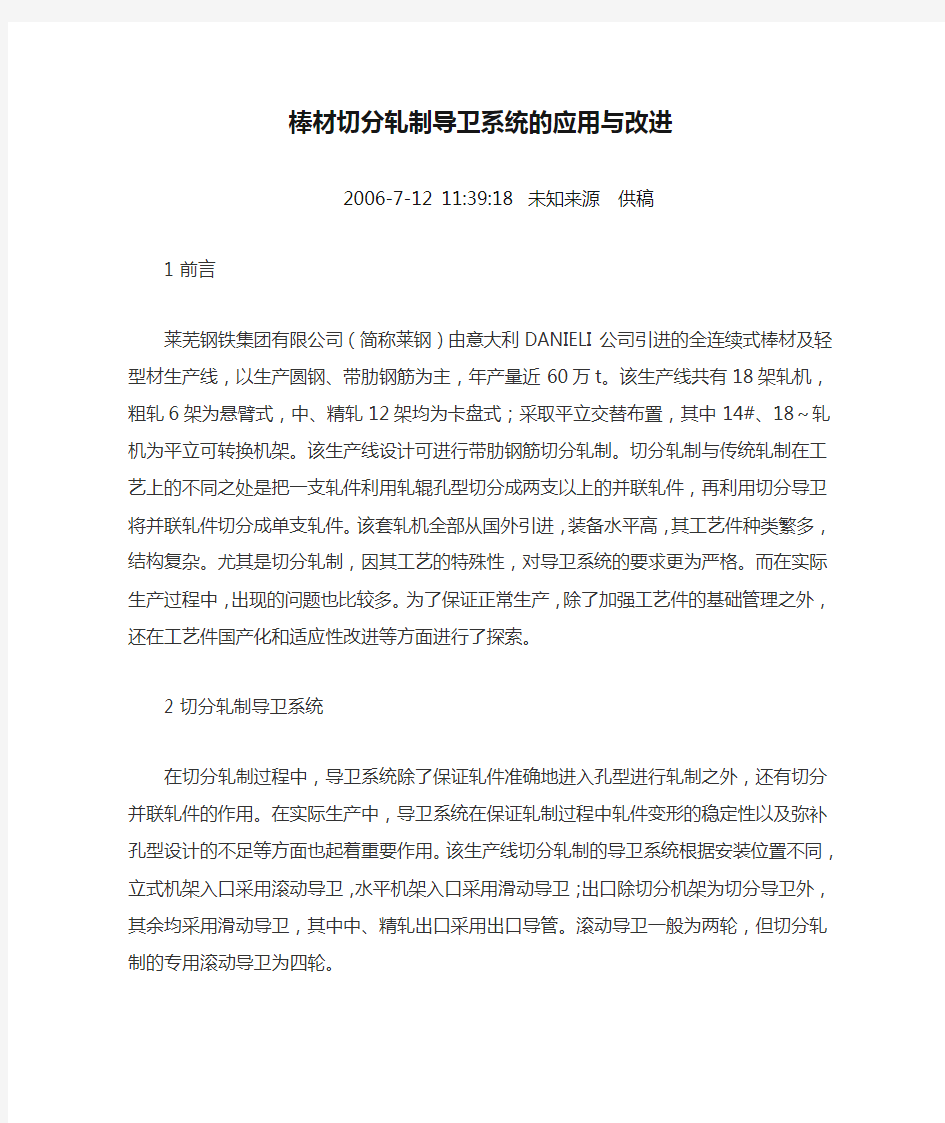
钢器、调整机构等部件,如图1所示。切分导嘴对预切分轧件进行导向,切分轮将轧件切开,分钢器使轧件彻底分开;调整机构用于调节切分轮间隙。出口导管根据其内部中空截面的不同形状(矩形、圆形),分别在中轧、精轧的不同机架采用。
[img]20067121137199832.gif[/img]
图1 切分导卫结构
3 系统的适应性改进
切分轧制导卫系统在使用初期,即出现了四轮滚动导卫不能正常运行、滚动导卫导轮频繁损坏、切分机架处经常堆钢、出口导管处粉尘严重影响操作等问题,直接影响了生产,并使备件成本居高不下。为此对切分导卫系统进行了改进。
3.1 四轮滚动导卫润滑和冷却管路的修复
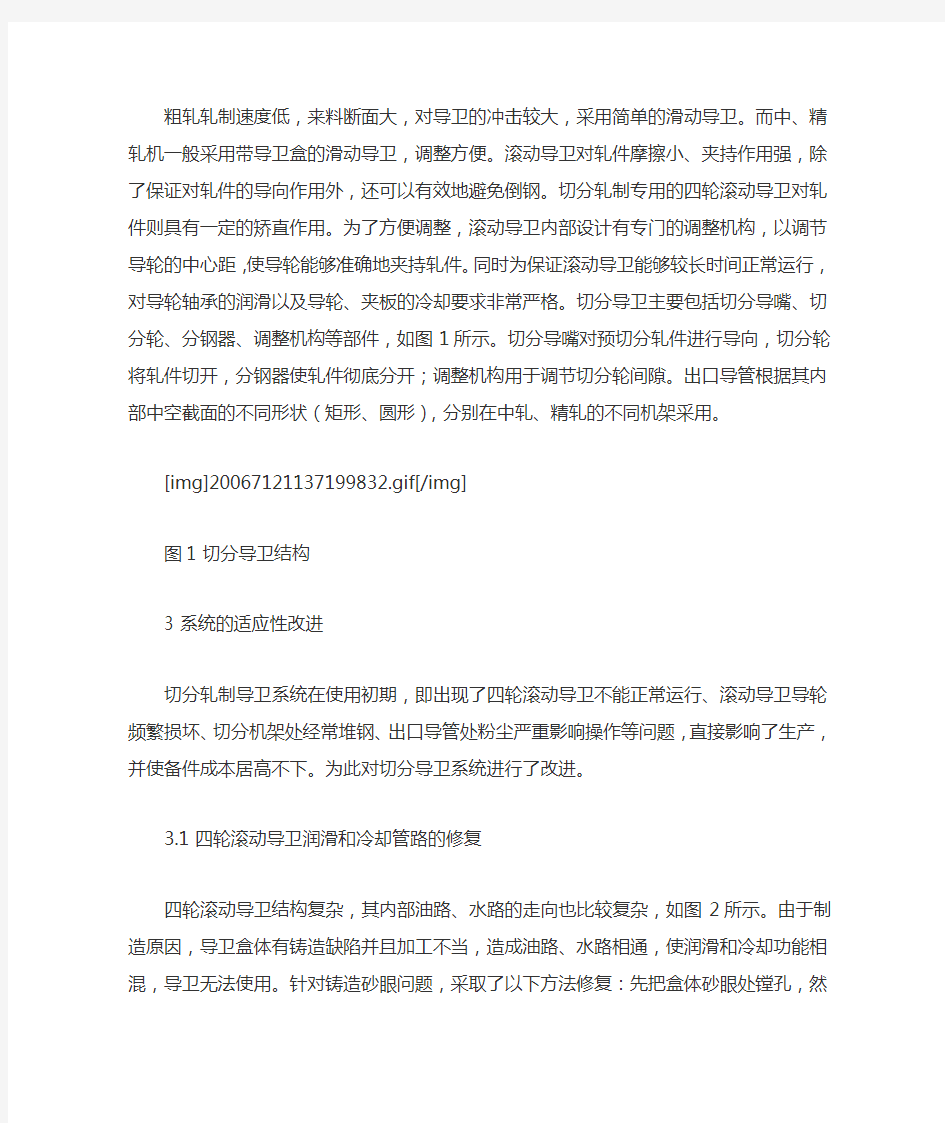
四轮滚动导卫结构复杂,其内部油路、水路的走向也比较复杂,如图2所示。由于制造原因,导卫盒体有铸造缺陷并且加工不当,造成油路、水路相通,使润滑和冷却功能相混,导卫无法使用。针对铸造砂眼问题,采取了以下方法修复:先把盒体砂眼处镗孔,然后镶套,将油路、水路隔开;同时,采取钻孔镶入销子的方法对其它水路与油路相通处进行修复。 [img]200671211372872025.gif[/img]
图2 四轮滚动导卫油、水路结构
3.2 轴承防尘盖的设计加工
原设计中,滚动导卫的轴承多数不带密封。在轧制过程中,导轮直接夹持高温轧件进行高速旋转,一方面使润滑脂很快流失,另一方面氧化铁皮、冷却水等侵入轴承内部,使滚动体产生滑动摩擦,产热大而烧坏轴承,进而影响了导轮的使用寿命。经详细分析导轮、轴承的工作状态并考虑轴承外圈的尺寸,设计出三种防尘盖用于滚动导卫。防尘盖外径小于轴承外圈外径1mm,内径略大于导轮轴直径。在导轮旋转过程中,防尘盖外沿压在轴承外圈上,随导轮一起旋转,既能封住轴承内部润滑脂不向外溢出,保证润滑效果;又能防止外部氧化铁皮等杂物落入轴承内部。
3.3 切分导卫的改进
针对切分轧制时切分导卫频繁粘钢进而造成堆钢的问题,进行了分析,认为是由于切分导嘴设计不合理造成的。原设计两片切分导嘴之间留给红钢通过的空间偏小,切分导嘴分料棱与红钢接触过于紧密。而红钢塑性好,表面摩擦系数大,冷却水又不充足,经过一段时间后,摩擦脱落物逐渐积累,发生粘钢,进而堆钢。为此,重新设计了切分导嘴,将分料棱改为圆弧过渡,增大过钢空间。在切分导嘴上开出冷却水路,强制冷却导嘴。
改造实施后,切分导嘴粘钢现象大大减少。针对随后出现的切分轮严重粘钢的问题,通过改造切分轮压紧碟簧和加强维护,减少了过钢时切分轮的弹跳。
3.4 水封器的设计加工
轧制过程中,车间内弥漫着大量的粉尘,直接影响对红钢运行状态的观察,同时影响环境卫生、危害职工身体健康。粉尘主要集中在轧制区,特别是轧机出口导管处。分析认为是由于轧制力大和轧制温度高,大量粉末状氧化铁皮弥散形成的。原设计未考虑除尘装置,各机架后也没有足够的安装空间。为解决此问题,利用一定压力的轧机冷却水在出口导管处形成水帘,吸收粉尘,粉尘随水排入地沟进入沉淀池沉淀,即“水封除尘”。如图3所示,针对圆导管,设计了一种分离式水封器。对于出口半管,利用其壁厚空间,直接在侧壁上打通主水路和喷水孔,实现水封除尘。
[img]200671211375157320.gif[/img]
图3 水封器主体示意图
根据现场生产的实际情况,从熟悉导卫结构入手,进行针对性分析并迅速解决问题,取得了事半功倍的效果。同时,通过对导卫系统的适应性改进,使工艺件的使用效果最大限度地处于受控范围内,大大降低了备件消耗,有效地保证了正常生产的需要。
棒材切分轧制导卫系统的应用与改进
棒材切分轧制导卫系统的应用与改进 2006-7-12 11:39:18未知来源供稿 1 前言 莱芜钢铁集团有限公司(简称莱钢)由意大利DANIELI公司引进的全连续式棒材及轻型材生产线,以生产圆钢、带肋钢筋为主,年产量近60万t。该生产线共有18架轧机,粗轧6架为悬臂式,中、精轧12架均为卡盘式;采取平立交替布置,其中14#、18~轧机为平立可转换机架。该生产线设计可进行带肋钢筋切分轧制。切分轧制与传统轧制在工艺上的不同之处是把一支轧件利用轧辊孔型切分成两支以上的并联轧件,再利用切分导卫将并联轧件切分成单支轧件。该套轧机全部从国外引进,装备水平高,其工艺件种类繁多,结构复杂。尤其是切分轧制,因其工艺的特殊性,对导卫系统的要求更为严格。而在实际生产过程中,出现的问题也比较多。为了保证正常生产,除了加强工艺件的基础管理之外,还在工艺件国产化和适应性改进等方面进行了探索。 2 切分轧制导卫系统 在切分轧制过程中,导卫系统除了保证轧件准确地进入孔型进行轧制之外,还有切分并联轧件的作用。在实际生产中,导卫系统在保证轧制过程中轧件变形的稳定性以及弥补孔型设计的不足等方面也起着重要作用。该生产线切分轧制的导卫系统根据安装位置不同,立式机架入口采用滚动导卫,水平机架入口采用滑动导卫;出口除切分机架为切分导卫外,其余均采用滑动导卫,其中中、精轧出口采用出口导管。滚动导卫一般为两轮,但切分轧制的专用滚动导卫为四轮。 粗轧轧制速度低,来料断面大,对导卫的冲击较大,采用简单的滑动导卫。而中、精轧机一般采用带导卫盒的滑动导卫,调整方便。滚动导卫对轧件摩擦小、夹持作用强,除了保证对轧件的导向作用外,还可以有效地避免倒钢。切分轧制专用的四轮滚动导卫对轧件则具有一定的矫直作用。为了方便调整,滚动导卫内部设计有专门的调整机构,以调节导轮的中心距,使导轮能够准确地夹持轧件。同时为保证滚动导卫能够较长时间正常运行,对导轮轴承的润滑以及导轮、夹板的冷却要求非常严格。切分导卫主要包括切分导嘴、切分轮、分
棒材生产线工艺流程
轧钢生产工艺流程 1、棒材生产线工艺流程 钢坯验收→加热→轧制→倍尺剪切→冷却→剪切→检验→包装→计量→入库 (1)钢坯验收〓钢坯质量是关系到成品质量的关键,必须经过检查验收。 ①、钢坯验收程序包括:物卡核对、外形尺寸测量、表面质量检查、记录等。 ②、钢坯验收依据钢坯技术标准和内控技术条件进行,不合格钢坯不得入炉。 (2)、钢坯加热 钢坯加热是热轧生产工艺过程中的重要工序。 ①、钢坯加热的目的 钢坯加热的目的是提高钢的塑性,降低变形抗力,以便于轧制;正确的加热工艺,还可以消除或减轻钢坯内部组织缺陷。钢的加热工艺与钢材质量、轧机产量、能量消耗、轧机寿命等各项技术经济指标有直接关系。 ②、三段连续式加热炉 所谓的三段即:预热段、加热段和均热段。 预热段的作用:利用加热烟气余热对钢坯进行预加热,以节约燃料。(一般预加热到300~450℃) 加热段的作用:对预加热钢坯再加温至1150~1250℃,它是加热炉的主要供热段,决定炉子的加热生产能力。 均热段的作用:减少钢坯内外温差及消除水冷滑道黑印,稳定均匀加热质量。 ③、钢坯加热常见的几种缺陷 a、过热 钢坯在高温长时间加热时,极易产生过热现象。钢坯产生过热现象主要表现在钢的组织晶粒过分长大变为粗晶组织,从而降低晶粒间的结合力,降低钢的可塑性。 过热钢在轧制时易产生拉裂,尤其边角部位。轻微过热时钢材表面产生裂纹,影响钢材表面质量和力学性能。 为了避免产生过热缺陷,必须对加热温度和加热时间进行严格控制。 b、过烧 钢坯在高温长时间加热会变成粗大的结晶组织,同时晶粒边界上的低熔点非金属化合物氧化而使结晶组织遭到破坏,使钢失去应有的强度和塑性,这种现象称为过烧。 过烧钢在轧制时会产生严重的破裂。因此过烧是比过热更为严重的一种加热缺陷。过烧钢除重新冶炼外无法挽救。 避免过烧的办法:合理控制加热温度和炉内氧化气氛,严格执行正确的加热制度和待轧制度,避免温度过高。 c、温度不均 钢坯加热速度过快或轧制机时产量大于加热能力时易产生这种现象。温度不均的钢坯,轧制时轧件尺寸精度难以稳定控制,且易造成轧制事故或设备事故。 避免方法:合理控制炉温和加热速度;做好轧制与加热的联系衔接。 d、氧化烧损 钢坯在室温状态就产生氧化,只是氧化速度较慢而已,随着加热温度的升高氧化速度加快,当钢坯加热到1100—1200℃时,在炉气的作用下进行强烈的氧化而生成氧化铁皮。氧化铁皮的产生,增加了加热烧损,造成成材率指标下降。 减少氧化烧损的措施:合理加热制度并正确操作,控制好炉内气氛。 e、脱碳 钢坯在加热时,表面含碳量减少的现象称脱碳,易脱碳的钢一般是含碳量较高的优质碳素结
控轧控冷工艺的技术研究及应用
控轧控冷工艺的技术研究及应用 学校:沈阳工业大学 院系: 专业:材料成型及控制工程 姓名:李文华 学号:
控轧控冷工艺的技术研究及应用 李文华 【摘要】介绍了控轧控冷的机理,控制轧制的优缺点。控制轧制与传统轧制的比较;由于各种钢种以及用户对产品性能的要求越来越高,使得控制轧制应用的必要性逐渐增大。高速线材轧制中应用的主要是控制冷却工艺,该技术的核心是通过对加热温度控制、轧前水冷、精轧机内水冷、精轧机组后水冷、风冷线温控等参数实现控制轧制。由于线材的轧制速度相比其它都较高,在生产中产生的变形热也相对较高,实现控制冷却尤为重要,控制加热温度,在轧制的道次间使用间断冷却,保证产品的综合性能(抗拉强度,硬度等等)。在板带材中应用的控制轧制技术的核心是在轧制过程中通过控制加热温度、轧制过程、冷却条件等工艺参数, 改善钢材的强度、韧性、焊接性能。 【关键词】控轧控冷;机理;特点;必要性;工艺参数;扩展应用高速线材;加热温度;控轧控冷 Abstract:Describes the mechanism of controlled rolling and cooling to control the rolling of the advantages and disadvantages. Controlled rolling compared with the traditional rolling; because of various steel and users are increasingly demanding high performance, making the need for the application of controlled rolling increases. Application of high-speed wire rod rolling is mainly controlled cooling process, the technology is the core temperature control by heating, cooling before rolling and finishing mill in water-cooled, water cooled after finishing mill, cooling line temperature and other parameters to achieve controlled rolling .As compared to the other wire of the rolling speed is high,the deformation generated in the pooduction of heat is relatively high,the cooling is particularly important to achieve control,control heating temperature,the rolling is particularly important to achieve control,control heating temperture,the rolling of the use of intermittent cooling between passes,to ensure that the intergrated product properties (tensile strength, hardness, etc.). In the application of plate and strip rolling technology is the core of the control during rolling by controlling the heating temperature, the rolling process, the cooling conditions, process parameters, to improve the steel's strength, toughness, weldability. Keywords: mechanism,characteristics,necessity,process parameters,extension using the high speed wire rod, heating temperature,controlled rolling and cooling 引言 控制轧制(C-R)和控制冷却(C-C)技术的研究始于1890年二次世界大战的德国,当时科研人员对钢铁产品的加热工条件、材质及显微金相组织之间的关系进行了非系统的零散研究。 1.控制轧制的概述
棒材三切分轧制要点
棒材三切分轧制要点 3、Φ14*3三切分螺纹钢轧制调试工作,特提出工艺要求如下: 1、原料工严把原料质量关,杜绝有肉眼可见缺陷的钢坯入炉。 2、看火工按工艺规程要求,严格控制钢坯出炉温度,既要防止钢坯高温氧化甚至脱碳现象,影响钢材性能,又要防止低温钢轧制损坏设备甚至造成轧制事故。 3、导卫的调整与安装3、1 导卫在上线前必须对油路、水路、轴承等进行检查,确保油路、水路畅通,零部件完好,并对导卫加油。3、2导卫上线前的调整应坚持以下原则:①、粗轧滚动导卫的开口度比标准料型大22mm为宜;精轧滚动导卫的开口度比标准料型大0、 10、5mm,以用手转动其中一个轮子时,另一个轮子也能转动,且无明显阻力为宜。⑤、要特别注意切分刀片中心线必须与切分轮两切分刃在同一直线上,并与铲嘴内孔中心线吻合。⑥、铲嘴在设计时已经考虑到来料与轧槽形状,在现场安装时铲嘴离轧槽的距离控制在135。范围内。3、3导卫在安装时尤其是 15、16架进口导卫,必须保证导卫中心线与孔型中心线相吻合,以保证切分开的料型尺寸上的一致性。
4、轧辊在安装时必须保证轧辊装配的正确性以及轧机安装前轧辊轴承的加油工作;保证轧辊安装时上下轧槽的对正、磨槽以及轧辊两端辊缝的一致性,要求精轧机两边辊缝差小于0、1mm。 5、必须保证各机架孔型中心线对正轧制线,以防止轧槽偏磨,保证料型的正确性。 6、料型控制6、1轧制过程中的料型控制严格执行《工艺技术规程》要求。6、2第一次轧制前,中轧、 13、 14、15架必须各试轧21150℃ 7、轧制过程中1#剪必须切头、尾。 8、轧制初始阶段应投入活套。 9、保证裙板平直以及上位与下位的准确性。 10、调整倍尺剪时,必须保证倍尺剪剪臂原位水平及剪切位置的垂直,以防止倍尺轧件的头尾弯曲。 11、试生产前,冷床输入辊道中有问题的辊子和电机应换完。 12、利用检修时间调整对齐辊道,保证对齐辊道平直;3#台操作工应选择合适的对齐辊道速度。
钢材的控制轧制和控制冷却Word版
钢材的控制轧制和控制冷却 一、名词解释: 1、控制轧制:在热轧过程中通过对金属的加热制度、变形制度、温度制度的合理控制,使热塑性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能。。 2、控制冷却:控制轧后钢材的冷却速度、冷却温度,可采用不同的冷却路径对钢材组织及性能进行调控。 3、形变诱导相变:由于热轧变形的作用,使奥氏体向铁素体转变温度Ar3上升,促进了奥氏体向铁索体的转变。在奥氏体未再结晶区变形后造成变形带的产生和畸变能的增加,从而影响Ar3温度。 4、形变诱导析出:在变形过程中,由于产生大量位错和畸变能增加,使微量元素析出速度增大。 两相区轧制后的组织中既有由变形未再结晶奥氏体转变的等轴细小铁素体晶粒,还有被变形的细长的铁素体晶粒。同时在低温区变形促进了含铌、钒、钛等微量合金化钢中碳化物的析出。 5、再结晶临界变形量: 在一定的变形速率和变形温度下,发生动态再结晶所必需的最低变形量。 6、二次冷却:相变开始温度到相变结束温度范围内的冷却控制。 二、填空: 1、再结晶的驱动力是储存能,影响其因素可以分为:一类是工艺条件,主要有变形量、变形温度、变形速度。另一类是材料的内在因素,主要是材料的化学成分和冶金状态。 2、控制冷却主要控制轧后钢材冷却过程的(冷却温度)、(冷却速度)等工艺条件,达到改善钢材组织和性能的目的。 3、固溶体的类型有(间隙式固溶)和(置换式固溶),形成(间隙式)固溶体的溶质元素固溶强化作用更大。 4、根据热轧过程中变形奥氏体的组织状态和相变机制不同,将控制轧制划分为三个阶段,即奥氏体再结晶型控制轧制、奥氏体未再结晶型控制轧制、在A+F两相区控制轧制。 5、以珠光体为主的中高碳钢,为达到珠光体团直径减小,则要细化奥氏体晶粒,必须采用(奥氏体再结晶)型控制轧制。 6、控制轧制是在热轧过程中通过对金属的(加热制度)、(变形制度)、(温度制度)的合理控制,使热塑性变形与固态相变结合使钢材具有优异的综合力学性能。 7、钢的强化机制主要包括(固溶强化)、(位错强化)、(沉淀强化)、(细晶强化)、(亚晶强化)、(相变强化)等,其中(绕过)机制既能使钢强化又使钢的韧性得到提高。
棒材三切分轧制要点
棒材三切分轧制 为顺利完成Φ12*3、Φ14*3三切分螺纹钢轧制调试工作,特提出工艺要求如下: 1、原料工严把原料质量关,杜绝有肉眼可见缺陷的钢坯入炉。 2、看火工按工艺规程要求,严格控制钢坯出炉温度,既要防止钢坯高温氧化甚至脱碳现象,影响钢材性能,又要防止低温钢轧制损坏设备甚至造成轧制事故。 3、导卫的调整与安装 3.1 导卫在上线前必须对油路、水路、轴承等进行检查,确保油路、水路畅通,零部件完好,并对导卫加油。 3.2导卫上线前的调整应坚持以下原则:①、粗轧滚动导卫的开口度比标准料型大2—4mm 为宜;中轧滚动导卫的开口度比标准料型大1—2mm为宜;精轧滚动导卫的开口度比标准料型大0.1—0.5mm为宜。②、15、16架双排轮前面两个辊的开口度必须与后边两个辊的开口度一致。调整时可先调前面两个辊的开口度与后边两个辊的开口度一致,然后再调内支撑臂后端的调整螺丝左右两个螺丝可同时、同步改变前后两组辊的开口度。④、切分导卫切分轮间隙应调整适当,控制在0.3—0.5mm,以用手转动其中一个轮子时,另一个轮子也能转动,且无明显阻力为宜。⑤、要特别注意切分刀片中心线必须与切分轮两切分刃在同一直线上,并与铲嘴内孔中心线吻合。⑥、铲嘴在设计时已经考虑到来料与轧槽形状,在现场安装时铲嘴离轧槽的距离控制在1—2mm。⑦、分料盒离切分轮越近越好。⑧、扭转导卫的扭转角控制在30。—35。范围内。 3.3导卫在安装时尤其是15、16架进口导卫,必须保证导卫中心线与孔型中心线相吻合,以保证切分开的料型尺寸上的一致性。 4、轧辊在安装时必须保证轧辊装配的正确性以及轧机安装前轧辊轴承的加油工作;保证轧辊安装时上下轧槽的对正、磨槽以及轧辊两端辊缝的一致性,要求精轧机两边辊缝差小于0.1mm。 5、必须保证各机架孔型中心线对正轧制线,以防止轧槽偏磨,保证料型的正确性。 6、料型控制 6.1轧制过程中的料型控制严格执行《工艺技术规程》要求。 6.2第一次轧制前,中轧、13、14、15架必须各试轧2—3根小样,并测试各架次料型尺寸,要特别注意考虑小样与正常轧制时轧件尺寸及变形条件的差别。 6.3在小样试完并符合要求后,成品机架以10m/s的速度全线贯穿一根,要求使用1#剪碎断头部4米及尾部3米,岗位工注意测量各道次红坯尺寸及17、18架间轧件的扭转角度。6.4在轧制过程中,必须控制好13架出口料型厚度及14架出口料型宽度。 6.5轧制过程中钢温应控制在1050—1150℃ 7、轧制过程中1#剪必须切头、尾。 8、轧制初始阶段应投入活套。 9、保证裙板平直以及上位与下位的准确性。
钢材控制轧制和控制冷却
钢材控制轧制与控制冷却 姓名:蔡翔 班级:材控12 学号: 钢材控制轧制与控制冷却 摘要:控轧控冷就是对热轧钢材进行组织性能控制得技术手段,目前已经广泛应用于热轧带钢、中厚板、型钢、棒线材与钢管等钢材生产得各个领域。控轧控冷技术能够通过袭警抢话、相变强化等方式,使钢材得强度韧度得以提高。 Abstract: controlled rolling is controlledcooling of hot rolled steel organization performance control technology, has been widely usedinthe hot rolled strip steel,plate,steel,wire rod and steelpipeand other steel products production fields。Controlledrollingtechnology of controlled cooling can pas sover assaulting a police officer, phasetransformationstrengthening and so on,to improve the strengthofthe steeltoug hness、 关键词:宽厚板厂,控制轧制,控制冷却 1。引言: 控轧控冷技术得发展历史: 20世纪之前,人们对金属显微组织已经有了一些早期研究与正确认识,已经观察到钢中得铁素体、渗碳体、珠光体、马氏体等组织。20世纪20年代起开始有学者研究轧制温度与变形对材料组织性能得影响,这就是人们对钢材组织性能控制得最初尝试,当时人们不仅已经能够
控扎控冷
1、控制扎制:是在热轧过程中通过对金属加热制度、变形制度和温度制度的合理控制,使 热塑性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制新工艺。 2、控制冷却:是控制扎后钢材的冷却速度达到改善钢材组织和性能的目的。 第一篇:第一章 1、钢的强化机制:a、固溶强化(分为间隙固溶和置换固溶,添加溶质元素使固溶体强度 升高的现象,机理是溶质原子溶入铁的机体中,造成机体晶格畸变,从而使机体的强度提高,以及溶质原子与运动位错间的相互作用,阻碍了位错的运动,从而使材料的强度提高)b、形变强化(决定于位错运动受阻)c、沉淀强化和弥散强化(细小的沉淀物分散于基体之中,阻碍位错运动,而产生强化作用,这就是沉淀强化。弥散强化与沉淀强化并无太大区别,只是后者是内生的沉淀相,前者为外加质点。d、细晶强化(晶粒愈细小,晶界就愈多,晶界阻力也愈大,为使材料变形所施加的切应力就要增加,因而使材料的屈服强度提高)e、亚晶强化(低温加工的材料因动态、静态回复形成亚晶,亚晶的数量、大小与变形温度、变形量有关。亚晶强化的原因是位错密度提高)f、相变强化(通过相变而产生的强化效应称为相变强化) 2、韧性:是材料塑性变形和断裂(裂纹形成和扩展)全过程中吸收能量的能力。材料的冲 击韧性指标包括冲击功Ak脆转变温度Tc 3、影响材料韧性的因素:a、化学成分的影响b、气体和夹杂物的影响c、晶粒细化的影响 d、沉淀析出的影响 e、形变的影响 f、相变组织的影响 第二章 1、奥氏体热加工时的真应力-真应变曲线及其组织结构变化示意图,该曲线分为三个阶段(1)、第一阶段:塑性变形量小时,随着变形量增加变形抗力增加,直至达到最大值。(2)、第二阶段:在第一阶段动态软化抵消不了加工硬化,随着变形量的增加金属内部畸变能不断升高,达到一定程度后在奥氏体内将发生另一种转变,即动态再结晶。(3)、第三阶段:当第一轮动态再结晶完成以后,在真应力-真应变曲线上将出现两种情况,a、一种是变形量虽不断增加而应力值基本不变,呈稳态变形。这种情况称为连续动态再结晶;b、另一种是应力随变形量增加出现波浪式变化,呈非稳态变形,这种情况称为间断动态再结晶。 2、再结晶:冷变形金属加热温度高于回复阶段以后,当温度继续升高时,由于原子活动能力增大,金属的显微组织发生明显的变化,由于破碎或压扁的晶粒变为均匀细小的等轴晶粒。实质上是一个新晶粒重新形核和长大的工程,故称为再结晶。 3、回复:是指冷变形金属在加热温度较低时,金属中的一些点缺陷和位错的迁移,使晶格畸变逐渐减小,内应力逐渐降低的过程。 4、软化率: 5、动态再结晶的控制:控制其变形量、变形时间和变形温度 6、静态再结晶的控制:变形量、变形温度、变形速度、原始晶粒的尺寸、变形后停留时间、微量元素 7、再结晶区域图分为三个区域:再结晶区域(Ⅲ区)、部分再结晶区(Ⅱ区)和未再结晶区(Ⅰ区) 8、控制轧制的类型:(1)、ⅠA型(如果热轧后奥氏体发生再结晶,并且在转变前粗化成小于或等于ASTMNo.5级的奥氏体晶粒,那么转变时容易形成魏氏体组织铁素体和珠光体,形成魏氏体组织的倾向在含铌钢中最强烈,其次是非合金钢,含钒钢最弱)(2)、ⅠB型(如果轧制后奥氏体发生再结晶,在转变前奥氏体晶粒是ASTMNo.6级或更细,F+P)(3)、Ⅱ型(如果热轧温度低,热轧后变形的奥氏体晶粒不再发生再结晶,不生成魏氏组织和上贝氏
Φ14棒材生产中三切分轧制技术研究
龙源期刊网 https://www.360docs.net/doc/077648240.html, Φ14棒材生产中三切分轧制技术研究 作者:侯杰 来源:《商品与质量·学术观察》2013年第02期 摘要:本文叙述了棒材生产中φ14螺纹钢三切分的工艺选择、调试时出现的问题、改进方案及效果。 关键词:螺纹钢三切分工艺方案 1、前言 切分轧制是在轧机上利用特殊的轧辊孔型和导卫或者其他切分装置,将原来的一根坯料纵向切成两根以上的轧件,进而轧制多根成品或中间坯的轧制工艺。采用切分轧制技术可缩短轧制节奏,提高机时产量,显著提高生产效率,降低能耗和成本。目前切分轧制技术已发展到五切分轧制,且两线切分轧制技术和三线切分轧制技术作为成熟技术已经普遍应用在小规格螺纹钢的生产中。 本文所述棒材厂从2005年开始逐步应用切分轧制技术,现已成功开发了φ14、φ16、φ18螺纹钢二切分、φ12螺纹钢三切分轧制技术。2010年,为了实现147万吨的年产量目标,棒材厂决定充分发挥切分技术的产能优势,在Ф12螺纹钢三切分的基础上实施Ф14螺纹钢的三切分轧制。 2、设备配置情况 车间的工艺布置为粗轧7架平轧闭口轧机、中轧为平立交替的6架两辊闭口轧机、精轧为平立交替6架预应力轧机。、 3、工艺方案的选择 3.1 工艺布局的确定 在Φ12螺纹三切工艺和Φ14螺纹两切分工艺的经验基础上,对一道预切与两道预切的方案进行了比较: 如采用一道预切,则预切分孔(K4)的压下和延伸比较大,轧制负荷大、轧制不稳定, 且其切分楔处的压下系数远大于槽底的压下系数,造成切分楔处磨损严重;来料进预切分孔时的对中性差,进而导致预切料型进切分孔时不均匀,这样3支成品之间的尺寸不均匀,负差也不易控制。
φ12四切分轧制汇总
1工艺确定 孔型系统K7~K3采用圆-平辊-立箱-预切-切分,粗中轧、成品及成品前孔型不变。同时考虑各个道次工艺参数分配的合理性,负荷均衡,尽量减少孔型磨损的不均匀性,达到换辊次数最少、轧机产量高、生产顺行的目的。依据切分位置和设备性能,切分方式选用切分轮法,在16架出口实行先切两侧再切中间的方式,将轧件切分为4条,然后轧制成成品 2孔型设计 K6K7 K2K1 1)K7选择圆孔型,根据面积推算,设计尺寸为φ45 mm 。 2)根据经验,K6直接设计为平孔。 3)K5为立箱孔型,根据三切分生产经验及有利于料型控制的原则,将侧壁斜度设计为0.12,圆角设计为R3,槽底宽设计为19.5。 4)K4为预切分孔型,根据三切经验,此道次延伸系数最佳范围在1.25~1.32之间,在设计时,考虑稳定性等原因,中间两线比两侧略大,一般在2%~3%之间。切分楔设计非常关键,两楔间距过小,此处压下系数远大于槽底压下系数,造成磨损严重;过大,会造成切分孔切
分楔磨损过快,甚至崩槽,在成品表面形成折叠,根据经验,一般设计为6~8mm。预切分楔角度设计时应考虑与K3孔切分楔角度的配合及耐磨性,一般设计为78°~88°,切分楔圆角半径一般选为1.4~1.8,过小不耐磨。 5)K3为切分孔型,其作用是对轧件4线料型进行规整、加工切分带,为切分做好料型准备。根据三切经验,此道次延伸系数最佳范围为1.10~1.25,设计要点是切分楔角度、切分带厚度、基圆尺寸。切分带厚度必须控制在0.8~1.0 mm之间,过厚过宽,在K2道次压不合,造成成品孔型较早出现轧痕,同时切分轮受力过大,出现导卫烧轴承事故;过薄,切分带直接被碾到K2料表面,在成品道次出现折叠现象。切分楔角度一般选为45°~55°,切分楔圆角半径设计为r0.7~r1.0,过小强度不够。 3关键道次导卫设计 1)K4道次:进口设计为双排4轮滚动导卫,同时导轮设计为“V”形,这样有利于夹持轧件,确保轧件运行中的稳定性、对中性。出口设计为箱式出口,内腔尺寸比轧件大5~10 mm,长度为540 mm,有利于提高轧件的稳定性。 2)K3道次:同K4道次一致,进口设计为双排4轮滚动导卫。出口切分导卫示意图见图3。 3)16~18架轧机间导槽设计:为减少16~18架轧机间故障,用4线导槽代替6#、7#活套器,同时设计时考虑了便于观察导卫对中及防止翘头功能。7#导槽设计与6#导槽设计一致。4)成品轧机后至3#飞剪间导槽、导管设计:在成品轧机与3#飞剪之间设计4线导管及固定底座,导槽中心距为135 mm,同时考虑快速更换,将螺栓固定方式改为打楔铁形式。 4常见故障原因分析及解决措施 4.1 16架顶出口 主要原因为轧辊切分楔崩掉、切小头、导卫安装不正。 采取的主要措施:1)优化15#、16#孔型设计,合理分配预切分楔、切分楔的压下量和切分角设计,见图4。2)确保16架轧机进口、切分楔、切分轮、切分刀安装在同一条直线上。3)改进16架轧辊冷却水管,改善预切分楔和切分楔的水冷效果,延缓其磨损。4)消除导卫在横移过程中传动丝杠的间隙,以解决导卫固定不对中问题。 4.2 切分刀黏钢 主要原因为钢温过高、切分带过厚、切分导卫冷却不好、料型不符合工艺要求。主要解决措施:1)严格按工艺要求控制钢温,开轧温度控制在 1 000~1 050 ℃,最高不得超过1 080 ℃。2)调整料型符合工艺要求,且保证轧机弹跳严格控制在0.2 mm以下,两侧辊缝差值不超0.1 mm。3)改进导卫冷却方式 4.3 4线差 4条钢材倍尺长度差在0.8~1.2 m之间,因4线长度差较大,造成冷剪切损大,平均影响成材率降低1.23%;同位置纵肋高度相差在0.5~1.5 mm,4线重量偏差最大与最小可相差2.0%,对成品质量影响较大。主要原因有孔型设计不完善,预切、切分孔型4线面积分配不合理;轧机间张力关系控制较差,中间料型发生变化;轧辊加工精度差;轧辊材质差, 不耐磨,料型不稳定。主要解决措施:1)重新优化预切、切分孔型,选择合理的4线配比(见图4)。2)轧钢工与CP2操作工配合好,确保张力调整至最佳。3)提高轧辊加工精度,轧槽加工精度在0.1 mm以内。4)预切、成品前道次轧辊选用碳化钨材质,可提高料型的稳定性,从而提高生产的稳定性
棒材线技术改造
马钢高棒精轧及控冷改造工程简介 摘要:介绍了马钢公司二钢轧总厂高速棒材生产线精轧机组及控冷装置改造工程的技术特点和经济评价。 关键词:高速棒材,精轧及控冷装置,改造工程,特点,经济评价 1 概述 马钢公司二钢轧高速棒材生产线位于现有炼钢第二出坯跨和高线车间西侧,主要利用原电炉车间场地新建主厂房。该生产线于2004年7月投产,主要生产Φ8~16mm普通光面圆钢筋和热轧带肋钢筋,几年来,由于国内市场需求旺盛,产品一直供不应求,经济效益显著。但是随着国家进一步关注节能降耗、提倡绿色钢铁,我国钢铁产业正从以量取胜转入以质求发展的阶段,生产能耗低、资源省、质量高的新产品正成为各钢铁厂的共识。近年来许多企业都在积极采用棒材控轧控冷技术降低合金元素的加入量,运用临界奥氏体控轧控冷技术,发挥其获得细化晶粒,提高钢强韧性的特点,适当结合微合金化技术优势,通过成份调整、工艺优化,减少合金元素的用量,可以大大降低生产高强钢筋的生产成本,并可最终获得稳定可行的生产工艺。 二钢轧总厂在这方面也做了积极的探索,但在实践中遇到了几个关键因素的制约,由于该生产线精轧机组为利旧设备,是按生产低碳钢线材(含少部分的优质低合金钢线材)设计的,已使用20年,要满足现有生产工艺已经困难。自2004年投产以来,其运行就很不稳定。具体表现在以下几个方面:(1)增速箱大齿轮开裂。目前精轧机增速箱大齿轮腹板有多处贯穿性裂纹,虽然已经进行了临时焊接处理,但不能从根本上解决问题,存在二次开裂的风险。(2)伞齿轮箱轴系零部件使用寿命缩短,突发性故障多。如伞齿轮箱长轴轴承预期使用寿命在3年左右,但现在只有10个月左右,个别伞齿轮箱长轴轴承寿命只有6个月;(3)机架轴系承载能力不足。时常发生烧轴承、轧辊轴锥形段和锥套产生打滑现象,使机架损坏。由于精轧机组能力不足,使生产和设备运行都受到了限制,维修费大大高于正常维修费,据统计2006年仅精轧机组检修费用就增加了320万元左右。在此条件下生产微合金化HRB400、BSG460时因为精轧机负荷较大多次出现故障,难以实现大批量稳定生产;如果再采用以低温轧制和大变形为主要特点的棒材控制轧制技术生产HRB400、BSG460钢筋,精轧机将更加不能胜任。 综上所述,由于控轧控冷工艺的广泛应用,具有节能降耗优点的HRB400高强度钢筋替代HRB335钢筋将是大势所趋,而二钢高棒依靠目前设备生产的产品在国内激烈市场竞争将很难生存下去,生产的BSG460、B500B出口产品生产成本很高,在国际市场上也无竞争力。因此,在尽量节省投资的前提下,更换掉生产线上部分关键设备(如精轧机组等)以降低成本,提升产品档次结构,成为迫在眉睫的事情。 2 改造方案说明 2.1 二钢轧棒材线现状 设计年产量:50万吨 主要产品规格为直条Φ8~16mm普通光面圆钢筋和热轧带肋钢筋,主要钢种为碳素结构钢和低合金钢,其代表钢号为HRB335、HRB400、BSG460。
钢材的控制轧制与控制冷却技术
钢材的控制轧制与控制冷却技术 专业:材料成型及控制工程12 姓名:管沁 学号:
钢材的控制轧制与控制冷却技术 管沁 (材料成型及控制工程12级) [摘要]控制轧制和控制冷却能将热轧钢材的两种强化效果相加,进一步提高钢材的强度、韧性和焊接性能,获得更合理的综合力学性能。控轧控冷工艺是一项提高钢材质量、节约合金、简化工序、节约能源消耗的先进轧钢工艺技术。由于控轧控冷具有形变强化、相变强化的综合作用,因此控轧控冷既能提高钢材强度又能改善钢材的韧性和塑性。轧钢厂生产的中厚钢板、热轧板卷、棒、线、型材和钢管都可以采用控轧控冷工艺。 [关键词]控制轧制;控制冷却;中厚板;线材生产 Abstract:Controlled rolling and controlled cooling could add those two reinforcement effect of hot rolled steel products, further improve the strength, toughness and welding performance of steel, to obtain better comprehensive mechanical properties. Controlled rolling process of controlled cooling is an improve steel quality and saving alloy, simplify the process, save energy consumption of advanced rolling technology. Because the controlled rolling cold has deformation strengthening and phase transformation strengthening combination, so both can improve the strength of steel and controlled rolling cold can improve the toughness and plasticity of steel. Rolling mill in the production of medium plate, hot-rolled coil, rod, wire, profiles and steel tube can be used in a controlled rolling process of controlled cooling. Keyword:Controlled rolling;Controlled cooling;plate rolling Wire rod production 1.引言 控制轧制和控制冷却工艺是现代钢铁工业最大的技术成就之一,所谓控制轧制和控制冷却技术,就是在一定的钢材化学成分的情况下,通过对轧制温度、压下量和轧后冷却过程参数的控制,可以细化钢材显微组织、显著改善和提高钢材的性能,获得具有良好综合性能的钢铁材料。控制冷却是控制轧后钢材的冷却速度达到改善钢材组织和性能的目的。由于热轧变形作用,促使变形奥氏体向铁素体转变温度的提高,相变后的铁素体晶粒容易长大,造成力学性能降低。为了细化铁素体晶
4线切分轧制技术分析
2005年4月 ApriI 2005 钢铁研究Research on Iron &SteeI 第2期(总第143期) No.2(Sum143) ?工艺与设备? 4线切分轧制技术分析 姜振峰 (新疆八一钢铁股份公司型材轧钢厂,新疆乌鲁木齐830022) 摘 要:详细介绍BSW 公司的4线切分轧制的孔型系统、轧辊结构、导卫结构、轧制控制以及对轧机的要 求,展望了该技术的发展空间。 关键词:棒材;4线切分轧制;孔型系统;导卫中图分类号:TG333.1 文献标识码:A 文章编号:1001-1447(2005)02-0045-03 ANALYSIS ON 4-LINE SLITTING ROLLING TECHNOLOGY JIANG Zhen -feng (SmaII Section SteeI PIant ,Xinjiang Bayi Iron and SteeI Co.,Ltd.,Urumchi ,830022China )Synopsis :The groove system ,roII structure ,guide structure ,roIIing controI and roIIing reguire-ments for 4-Iine sIitting roIIing technoIogy provided by BSW Co.are introduced in detaiI in this paper.In addition ,the prospect of this technoIogy is aIso discussed. Keywords :bar ;4-Iine sIitting roIIing ;groove system ;guide 作者简介:姜振峰(1974-),男,山东人,工程师,主要从事轧钢技术研究. 1前言 德国巴登钢铁公司(BSW )于1991年在棒材 连轧机上先后开发成功了!10mm 和!12mm 带肋钢筋切分轮法的4线切分轧制技术。其中!12 mm 的4线切分轧制使用15个机架, 轧制速度8m /s 。小时产量83t , 较单线相比少用4个机架,速度降低1.7m /s ,产量却增加了186%。达到了轧钢生产高效率、低成本的要求,因此在世界上得到迅速推广和应用。新疆八一钢厂于1999年对该技术进行了专题考察与培训,现将其4线切分轧制技术的关键点分析如下。2 孔型系统 BSW 公司设计采用4线切分轧制技术的孔型系统见图1,轧制!12mm 螺纹钢的轧件经K9道次轧制后截面为正方形,翻转45 后由K8、K7、K6采用扁箱孔型或平辊轧制成需要的扁平形轧件,之后在K5、K4两道次的预切分孔型中轧制成双狗骨形轧件。 图14线切分轧制孔型示意图 (a )!12mm (b )!10mm K3切分孔型中切分楔仅对双狗骨形轧件切 分带的高度方向上进行压下,使切分带厚度控制在0.2~0.8mm 之间,轧件基本上不产生宽展。 最后由切分孔型出口的4线切分导卫的切分 ? 54 ?
棒材四切分问题及解决方法
棒材四切分问题及解决方法 编写作者:邱世浦 一切分刀粘钢 切分刀粘钢是指切分轧制生产过程中,切分刀两侧或一侧粘渣,最终导致切分故障的 现象,切分刀粘钢的原因主要有以下几个方面; 1.开轧温度过高。如果开轧温度过高,在精轧区切分过程中,切分楔处压下量非常 大时,因急剧变形产生大量的热,造成局部金属温度迅速升高和切分带形状不规矩, 引起切分刀粘钢。 2.来料过大或过小,切分轧制遵循斧头原理,来料必须与16架切分楔处角度匹配。15料形过大或过小,都会造成切分困难,导致切分带过大,轧件前进过程中,切分带与切分刀发生摩擦,引起粘钢。 3.切分轮切偏或没对准轧槽。切分导卫安装,必须保证切分楔,切分轮,切分刀三 点一线, 对中良好,如果安装不正,导致料与切分轮不能对正而切偏,造成切分带过大,与切 分刀发生摩擦,引起粘钢。 4. 切分刀冷却不好,切分导卫必须保证充分冷却,尤其是切分刀,正常生产过程中因坯料,轧槽磨损等原因,造成轧件表面带细小氧化铁皮,切分带形状不规矩,与切分 刀摩擦粘在两边,如果冷却效果不好,就会越粘越多,最终导致冲出导卫堆钢,和下 游轧机无法调整。 5. 切分刀间距不合适,轧件进入切分盒后,成一定的角度,如切分刀间距未设定好,就会出现轧件件与切分刀发生摩擦而粘钢。 6. 切分孔型设计不合理,15,16架孔型系统设计非常重要,切分角设计必须匹配。 7.轧机刚性差,弹跳大,料形控制差。 8.切分刀长度不合适,三切分更为明显,离切分轮过近造成排渣不方便,引起粘钢。 9.切分轮角度设计不合理,切分不顺利。 10. 12到18架料形没有控制好,料发生便斜扭转,过大过小,头大尾大造成粘刚。 11.钢坯自身有问题有夹杂气泡开花。 12.关键架次轧槽老化或蹦槽。
棒材生产工艺
2、轧钢工艺 2.1 产品大纲及金属平衡 2.1.1 产品大纲 本车间设计为2条年产量80万吨的高速线材生产线。 主要产品规格为: 圆钢: Φ5.0—Φ20mm 光面线材 螺纹钢: Φ6.0—Φ18mm 螺纹钢筋 生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、 轴承钢等。 按品种规格和钢种分类的产品大纲见表2—1、2—2。 产 品 大 纲 表 2—1 产 品 大 纲 表 2—2 序号 产品规格范围 年产量(t ) 比例(%) 序号 钢种 代表钢号 年产量(t ) 比例(%) 1 普通碳素结构钢 Q235 400000 25 2 优质碳素结构钢 45# 80# 480000 30 3 焊条钢 320000 20 4 弹簧钢 60Mn 60Si 2Mn 64000 4 5 合金结构钢 40Gr 160000 10 6 冷镦优质钢 ML25—ML45 80000 10 7 不锈钢 8000 0.5 8 轴承钢 8000 0.5 7 合计(t ) 1600000 100 8 比例(%) 100
1 ф5-ф5.5 160000 10 2 ф6.0—ф9 400000 25 3 ф10—ф13 720000 45 4 ф14—ф18 240000 15 5 ф20 80000 5 合计100 2.1.2 产品质量及标准 (1)产品交货状态: 均以盘卷状态交货 (2)产品执行标准 —GB/T14981-94热轧盘条尺寸、外形、重量及允许偏差 —GB700-88碳素结构钢 —GB/T699-1999优质碳素结构钢技术条件 —GB6478-86冷镦钢技术条件 —GB/T3077-1999合金结构钢技术条件 —GB1222-84弹簧钢 2.1.3 原料 车间所用原料为连铸坯,全部由潍钢炼钢供给,钢坯规格尺寸为:150×150×12000mm,净重为2075kg,最小坯料长度为8000mm。 坯料应满足国家标准YB2011—83中规定和YB/T004—91中规定的内容。 连铸坯年需要量为166.4万吨。 2.1.4 金属平衡 车间原料用量为166.4万吨,成品量为160万吨,成材率为96%,金属平衡见表2—2。 车间金属平衡表表2-3 产品炉内烧损及二次氧化切损及轧废 原料量(t) 数量所占数量所占数量所占
棒材车间改造方案(第3版)
棒材车间控制轧制改造初步方案 一、前言: 2009年8月份,GB1499.2-2007《钢筋混凝土用钢第2部分热轧带肋钢筋》国家标准第1号修改单下发,该修改单明确要求钢材组织不得有影响使用性能的其它组织(如基圆上出现的回火马氏体组织)存在,并要求自2009年9月1日起开始实施。棒材生产线热轧带肋钢筋以Ф10~Ф14mm规格为主,为实现经济效益最大化,生产工艺为一直为“切分轧制+强穿水”,但钢材基圆组织存在明显的回火马氏体,已不符合现有国标要求。因GB1499.2-2007《钢筋混凝土用钢第2部分热轧带肋钢筋》为强制性标准,因此针对此情况,必须取消强穿水生产工艺,恢复弱穿水工艺,随之带来的问题是生产成本的上升。以HRB400Ф12为例,与强穿水相比,Mn、Si合金合计成本平均提高40元/t,同时必须增加0.02%~0.04的[V],吨钢总成本增加近百元。按年产70万t螺纹钢计算,生产成本上升7000万元。为实现经济效益最大化,必须对目前第一棒材生产线现有装备进行改造,通过实施控轧控冷工艺,降低合金成本。 二、工艺方案及流程简述: 在目前第12架轧机后增加一组6m穿水箱,现2#飞剪移至2#活套前。轧件穿水后切头,再进入13架轧机。(见工艺平面布置简图)。 以HRB400Ф12为例,开轧温度1030℃~1080℃,轧件从12架轧出经穿水箱冷却后,由2#飞剪切头尾进入第13架轧机。调整穿水系统,将在第13架轧
工艺平面布置简图 机入口温度控制在850℃左右。轧件切分后从18架出成品,经轧后穿水,使轧件在3#飞剪前钢材表面温度范围达到750℃~800℃。 三、主要改造内容及费用概算(见附表):
二切分轧钢生产
切分轧制生产实践 摘要:本文对轧厂切分轧制技术做了总结,对生产操作中孔型设计、导卫装置等做了详细分析,为提高产品的成材率及各种规格质量进行了深入探讨。 关键词:螺纹钢生产;二切分;轧制技术要求 1 前言 轧钢厂2002年引进的小型棒材轧机,对Ф12、Φ14、Φ16mm三种规格带肋钢筋采用二切分轧制,轧机小时产量达到70t,接近其它规格平均85t的水平,且与其它产品共用150mm方连铸坯,经Ф500×1/Ф400×2/Ф350×4/Ф300×6十三架轧机15道次轧出成品。粗轧和中轧道次孔型具有共用性,缩短更换规格停机时间,提高了轧机作业率。 目前,轧厂φ16mm以下规格的建筑用带肋钢筋都采用切分工艺轧制,既保证了轧制小规格具备的条件,又保证了产品质量和产量,更好地满足市场的要求,取得了明显的经济效益。 2切分轧制技术特点 切分轧制是国家推广的新技术,也是今后发展方向。据不完全统计,在小型棒材的产品中,直径小于φ16mm规格的钢筋约占总量的60%。而棒材生产率随产品直径的减小而降低,因此要使各种规格产品的生产率基本相等,必须采用切分轧制,从而导致了棒材切分轧制技术的广泛应用。 切分轧制的技术关键在于切分设备的可靠性、孔型设计的合理性、切分后轧件形状的正确性以及产品质量的稳定性。 切分轧制具有以下明显的技术特点: 2.1 均衡不同规格产品的生产能力 使现有加热炉、轧机、冷床及其它辅助设备的生产能力有效利用和充分发挥。因此,减少了厂房面积,减少了设备投资。 2.2 大幅度提高轧制小规格产品的机时产量 采用切分轧制由于缩短了轧件长度,从而缩短了轧制周期,提高了轧机生产率。 2.3 节约能源、降低成本 采用切分轧制变形量小,电机负荷分配均衡,电机效率趋于最佳状态,电量消耗趋于最低。节约大量能源,且由于轧制成品长度减短,钢坯的出炉温度可适当降低。 但切分轧制也存在一些问题,主要表现在:棒材切分带容易产生毛刺,如调整不当有可能形成折叠,影响产品质量;对坯料的质量要求较严格,切分后坯料中心部位的缩孔、疏松等易暴露在轧件表面;对导卫、切分装置精度要求很高,在操作上应调整好进、出口导卫及切分轮间距,确保轧件对称地切分。 3切分工艺 3.1切分工艺布置 2×Ф12~16mm带肋钢筋产品的孔型系统如图1所示。图1中k6、k5、k4、k3孔型分别为菱形、菱方、预切分、切分孔型。 该产品采用150mm方坯,轧制15道次。粗轧孔型与中轧孔型具有共用性,精轧为切分孔型系统。