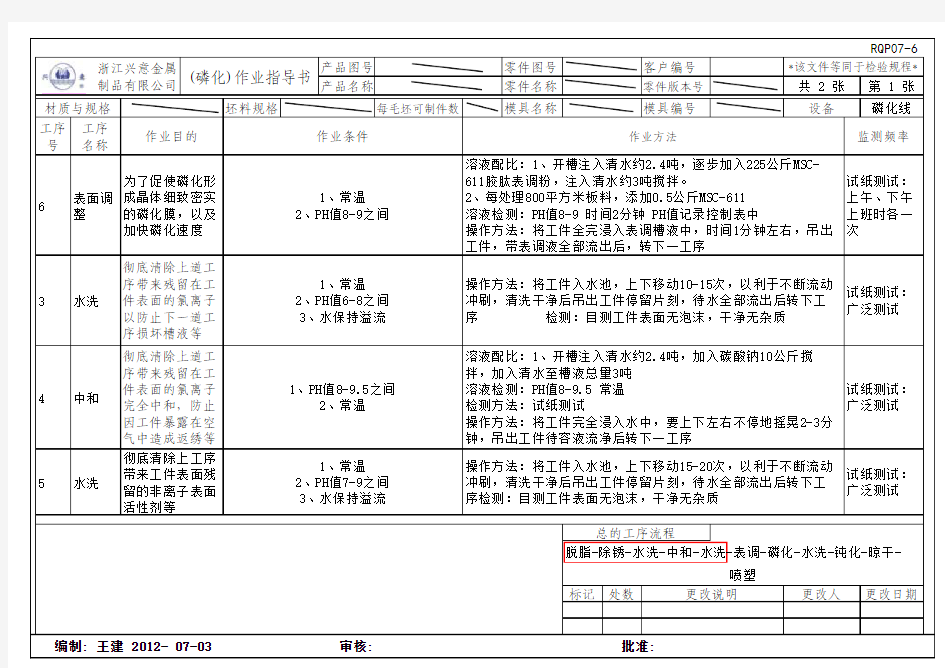
磷化喷塑作业指导书
产品图号零件图号客户编号
产品名称
零件名称零件版本号
坯料规格
每毛坯可制件数
模具名称
模具编号
6
表面调整
3水洗
4中和
5水洗
标记处数
浙江兴意金属
制品有限公司(磷化)作业指导书作业目的
作业条件
编制: 王建 2012- 07-03 审核: 批准:
工序
号
工序名称
作业方法
监测频率总的工序流程
脱脂-除锈-水洗-中和-水洗-表调-磷化-水洗-钝化-晾干-喷塑
更改说明
更改人
更改日期
彻底清除上道工序带来残留在工件表面的氯离子完全中和,防止因工件暴露在空气中造成返绣等1、PH值8-9.5之间
2、常温
溶液配比:1、开槽注入清水约2.4吨,加入碳酸钠10公斤搅拌,加入清水至槽液总量3吨溶液检测:PH值8-9.5 常温检测方法:试纸测试操作方法:将工件完全浸入水中,要上下左右不停地摇晃2-3分钟,吊出工件待容液流净后转下一工序
试纸测试:广泛测试彻底清除上工序带来工件表面残留的非离子表面活性剂等
1、常温
2、PH值7-9之间
3、水保持溢流
操作方法:将工件入水池,上下移动15-20次,以利于不断流动
冲刷,清洗干净后吊出工件停留片刻,待水全部流出后转下工
序检测:目测工件表面无泡沫,干净无杂质
试纸测试:
广泛测试
为了促使磷化形
成晶体细致密实
的磷化膜,以及加快磷化速度
1、常温
2、PH值8-9之间
溶液配比:1、开槽注入清水约2.4吨,逐步加入225公斤MSC-611胶肽表调粉,注入清水约3吨搅拌。
2、每处理800平方米板料,添加0.5公斤MSC-611溶液检测:PH值8-9 时间2分钟 PH值记录控制表中
操作方法:将工件全完浸入表调槽液中,时间1分钟左右,吊出工件,带表调液全部流出后,转下一工序
试纸测试:上午、下午上班时各一次
彻底清除上道工序带来残留在工件表面的氯离子以防止下一道工序损坏槽液等1、常温2、PH值6-8之间3、水保持溢流操作方法:将工件入水池,上下移动10-15次,以利于不断流动
冲刷,清洗干净后吊出工件停留片刻,待水全部流出后转下工
序 检测:目测工件表面无泡沫,干净无杂质
试纸测试:
广泛测试
材质与规格设备
磷化线RQP07-6
*该文件等同于检验规程*
共 2 张第 1 张