导线点位中误差的一种简便算法
维普资讯 https://www.360docs.net/doc/0a1403813.html,
形位误差测量方法
形位误差测量方法
摘要:跳动测量是生产实践中应用较广泛的一种测量方法,检测方式简单实用,又具有一定的综合控制功能。 形位误差测量 径向圆跳动、全跳动、端面圆跳动实验 一、实验目的: 跳动测量是生产实践中应用较广泛的一种测量方法,检测方式简单实用,又具有一定的综合控制功能。本实验的目的是: 1、掌握形位公差检测原则中的跳动原则。 2、形状误差不大时,用以代替同轴度测量。 3、分析圆度误差与径向跳动的各自特点。 二、实验内容: 1、模拟建立理想检测基准。 2、径向圆跳动、全跳动、端面圆跳动的测量。 3、根据指示表读数值,确定各种跳动量。 三、实验仪器: 偏摆仪、测量表架、指示表。 四、实验方法: 调整偏摆仪两端顶尖同轴,以两顶尖的轴线模拟公共基准,被测工件对顶无轴向移动且转动自如,采用跳动原则,看指示表读数,确定跳动量。 具体检测方法见下表。
五、实验步骤: 1、径向圆跳动测量: (1)将指示表安装在表架上,指示表头接触被测圆柱表现,指针指示不得超过指示表量程的1/3,测头与轴线垂直,指示表调零。 (2)轻轻使被测工件回转一周,指示表读数的最大差值即为单个测量截面上的径向跳动。 (3)按上述方法在若干个正截面上测量,分别记录,取各截面上测的跳动量中的最大值作为该零件的径向圆跳动。 (4)将测量记录填表2-2。
2、径向全跳动测量 (1)按上述方法在被测工件连续转动过程中,同时让指示表沿基准轴线方向作直线移动。(2)在整个测量过程中,指示表读数最大差值即为该零件的全跳动。(3)所测数据填表2-2。 3、端面圆跳动测量 (1)将指示表测头与被测的台阶表面接触,注意指示表指针指示不得超过指示表量程的1/3,指示表读数调零。 (2)轻轻转动工件一周,指示表读数最大差值即为单个测量圆柱面上的端面圆跳动。(3)按上述方法,在任意半径处测量若干个圆柱面,取各测量圆柱面上测得的跳动中最大值作为该零件的端面圆跳动。(4)所测数据填表2-2。 六、实验记录表 表2-2 径向圆跳动、全跳动、端面圆跳动实验记录
形位公差检测方法
一、轴径 在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。 二、孔径 单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。 三、长度、厚度 长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。 四、表面粗糙度 借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。 五、角度 1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。 2.直接测量:用角度仪、电子角度规测量角度量块、多面棱体、棱镜等具有反射面的工作角度;用光学分度头测量工件的圆周分度或;用样板、角尺、万能角度尺直接测量精度要求不高的角度零件。 3.间接测量:常用的测量器具有正弦规、滚柱和钢球等,也可使用三坐标测量机。 4.小角度测量:测量器具有水平仪、自准直仪、激光小角度测量仪等。 六、直线度
平面度测量与评定形位公差之二
平面度测量与评定形位 公差之二 集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]
二)、平面度误差的测量和评定方法1、平面度公差: 被测平面对理想平面的允许变动量。 2、平面度公差带:距离为公差值t的两平行平面之间的区域。 3、平面度误差的测量方法 1)直接方法 (1)间隙法:刀口尺、平尺等 (2)指示表法: 调整被测表面与平板平行(即确定理想平面的位置),一般有两种方法: A、对角线法(四点法): 调整支撑使被测表面两端点等高,即1点与2点等高,3 点与4 B、三点法: 调整支撑使被测表面最远三点等高(结果不唯一且不符合 示表的最大读数与最小读数之差近似地做为被测平面的平面度误
差。必要时可根据记录的示值用计算法(图解法)按最小条件计算平面度误差。 (3)光轴法 :自准直仪 将反射镜放在被测表面上,并把自准值仪调整到与被测表 面平行,沿对角线按一定布点测量、重复上述方法分别测量另一条对角线和被测表面上其他各直线上的各布点。把各点示值换算成线值,记录在图表上,通过中心点建立参考平面,由计算法(图解法)按对角线法计算平面度误差。必要时按最小条件计算平面度误差。标准27页 (4)干涉法 :平晶 将平晶放在被测表面上,观测它们之间的干涉条纹。平面度误差为: 对于封闭环形:平面度误差等于干涉条 纹数×光波波 长之半(图a ), 即 2f n λ =? 对于不封闭图形:平面度误差等于条纹 的 弯曲度与相邻两条纹间距之比再乘以光波波 长之半(图b )2v f λ ω=?
2)间接方法 (1)布点形式 矩形平面的布点形式:网格布点、对角线布点 园形平面的布点形式:网格布点、对角线布点 园环形平面的布点形式:对于较宽的环形平面,其圆环测量线不得少于两圈,对于较窄的环形平面,可采用单圈测量线的形式。 3)水平仪法 4)斑点法 4、平面度误差的评定方法 1)最小包容区域法; 对被测平面的偏差进行旋转和平移,不改变被测平面的平面度评定 结果,是以构成平面度最小包容区域的两平行平面之一作为理想平面。 最小包容区域面的判定准则 A、三角形准则 有三个高极点(极点是实际被测平面与最小包容区域面的接触点)与一个极低点,或相反有三个低极点与一个高极
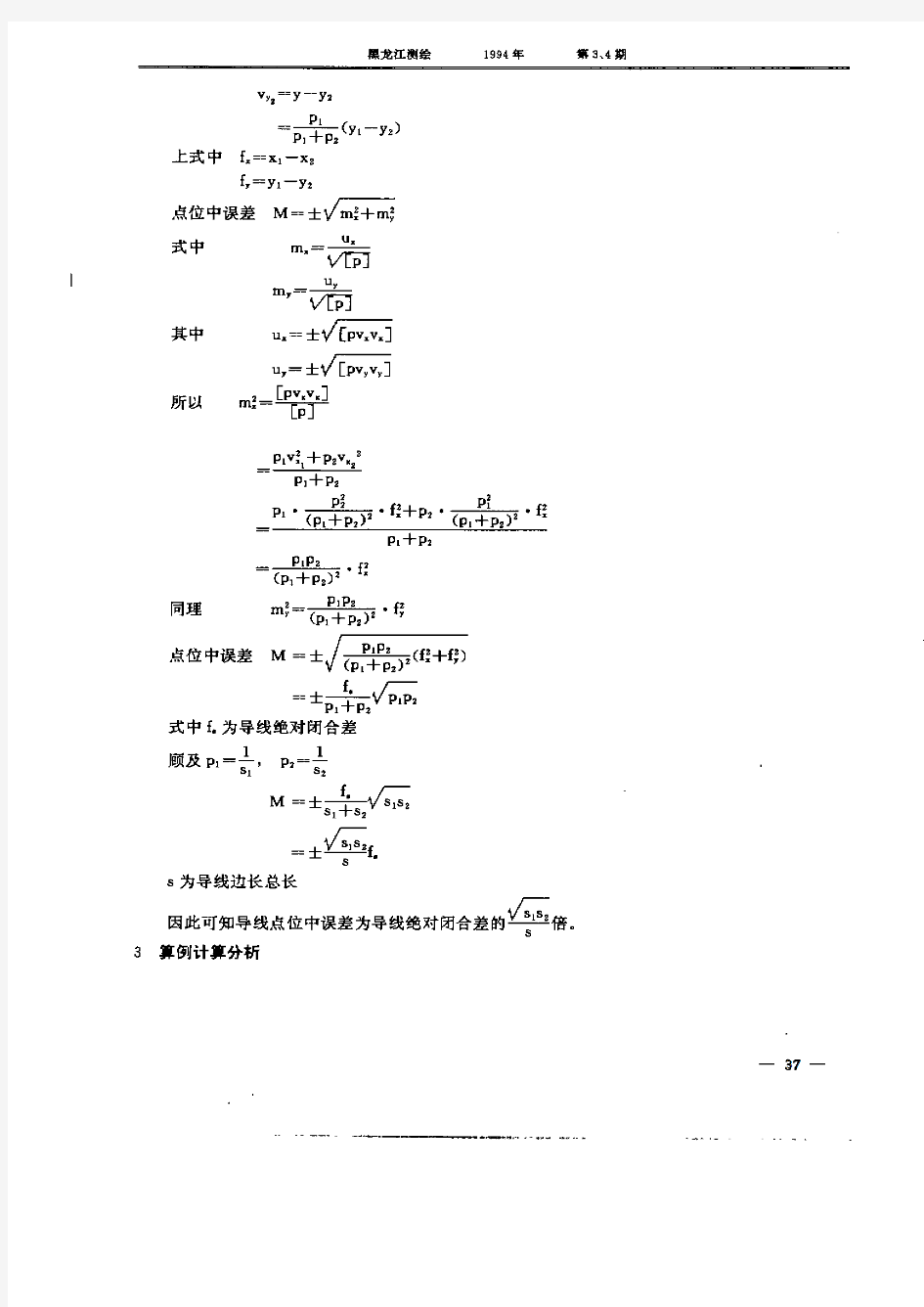
导线重量
LGJ,JKLYJ,JKLGYJ和平行集束导线规格型号和载流量表汇总LGJ,JKLYJ,JKLGYJ和平行集束导线规格型号和载流量表汇总表2.1.2.1-2 LGJ型钢芯铝绞线规格 标称截面(mm2) 股数/直径(mm) 计算截面 (mm2) 外径 (mm) 直流电阻 不大于 (Ω/km) 计算拉断力 (N) 单位重量(kg/km) 铝钢铝钢 25 102.6 35/6 6/2.72 1/2.72 34.86 5.81 8.16 0.8230 12630 141.0 50/8 6/3.20 1/3.20 48.25 8.04 9.60 0.5946 16870 195.1 50/30 12/2.32 7/2.32 50.73 29.59 11.60 0.5692 42620 372.0 70/10 6/3.80 1/3.80 68.05 11.34 11.40 0.4217 23390 275.2 70/40 12/2.72 7/2.72 69.73 40.67 13.60 0.4141 58600 511.3 95/15 26/2.15 7/1.67 94.39 15.33 13.61 0.30581 35000 380.8 95/20 7/4.16 7/1.85 95.14 18.82 13.87 0.3019 37200 408.9 95/55 12/3.20 7/3.20 96.51 56.30 16.000 0.2992 78110 707.7 120/7 18/2.90 1/2.90 118.89 6.61 14.50 0.2422 27570 379.0 120/20 26/2.38 7/1.85 115.67 18.82 15.07 0.2496 41000 466.8 120/25 7/4.72 7/2.10 122.48 24.25 15.74 0.2345 47880 526.6 120/70 12/3.60 7/3.60 122.15 71.25 18.00 0.2364 98370 895.6 150/8 18/3.20 1/3.20 144.76 8.04 16.00 0.1989 32860 461.1 150/20 24/2.78 7/1.85 145.68 18.82 16.67 0.1980 46630 549.4 150/25 26/2.70 7/2.10 148.86 24.25 17.10 0.1939 54110 601.0 150/35 30/2.50 7/2.50 147.26 34.36 17.50 0.1962 65020 676.2 185/10 18/3.60 1/3.60 183.22 10.18 18.00 0.1572 40880 584.0 185/25 24/3.15 7/2.10 187.04 24.25 18.90 0.1542 59420 706.1 185/30 26/2.98 7/2.32 181.34 29.59 18.88 0.1592 64320 732.6 185/45 30/2.80 7/2.80 184.73 43.10 19.60 0.1564 80190 848.2 240/30 24/3.60 7/2.40 244.29 31.67 21.60 0.1181 75620 922.2 240/40 26/3.42 7/2.66 238.85 38.90 21.66 0.1209 83370 964.3 240/55 30/3.20 7/3.20 241.27 56.30 22.40 0.1198 102100 1108
形位误差测量与实验
形位误差测量与实验 实验3-1直线度误差的测量 (一)实验目的 1.掌握用水平仪测量直线度误差的方法及数据处理。 2.加深对直线度误差含义的理解。 3.掌握直线度误差的评定方法。 (二)实验内容 用合象或框式水平仪按节距法测量导轨在给定平面内的直线度误差,并判断其合格性。(三)实验器具: 1.合象水平仪或框式水平仪 2.桥板 (四)测量原理及器具介绍 为了控制机床、仪器导轨及长轴的直线度误差,常在给定平面(垂直平面或水平平面)内进行检测,常用的测量器具有框式水平仪、合象水平仪、电子水平仪和自准直仪等测定微小角度变化的精密量仪。 由于被测表面存在直线度误差,测量器具置于不同的被测部位上时,其倾斜角将发生变化,若节距(相邻两点的距离)一经确定,这个微小倾角与被测两点的高度差就有明确的函数关系,通过逐个节距的测量,得出每一变化的倾斜度,经过作图或计算,即可求出被测表面的直线度误差值。合象水平仪因具有测量准确、效率高、价格便宜、携带方便等特点,在直线度误差的检测工作中得到广泛采用。 合象水平仪的结构,主要由微动螺杆、螺母、底盘水准仪、棱镜、放大镜、杠杆以及具有平面和V形工作面和底座等组成。 合象水平仪是利用棱镜将水准器中的气泡像复合放大,以提高读数时的对准精度,利用杠杆和微动螺杆传动机构来提高读的精度和灵敏度,其工作原理见本指导书第二篇。合象水平仪置于被测工件表面上,若被测两点相对自然水平线不等高时,将引起两端的气泡像不重合,转动度盘使气泡像重合,此时合象水平仪的读数值即为该两点相对自然水平面的高度差,刻度盘读数与桥板跨距L之间的关系为: h=i·L·a 框式水平仪是一种测量偏离水平面的微小角度变化量的常用量仪,它的主要工作部分是水准器。水准器是一个封闭的玻璃管,内表面的纵剖面具有一定的曲率半径,管内装乙醚或酒精,并留有一定长度的气泡。由于地心引力作用,玻璃管内的液面总是保持水平,即气泡总是在圆弧玻璃管的最上方。当水准器的下平面处于水平时,气泡处于玻璃管外壁刻度的正中间,若水准器倾斜一个角度α,则气泡就要偏离最高点,移动的格数与倾斜的角度α成正比。由此,可根据气泡偏离中间位置的大小来确定水准器下平面偏离水平的角度。 框式水平仪的分度值有0.1mm/m,0.05mm/m,0.02mm/m三种。如果水平仪分度值为0.02mm/m,则气泡每移动一格,表示导轨面在1m长度上两测量点高度差为0.02mm(或倾斜角为4〞)。
公差计算方法大全
六西格玛机械公差设计的RSS分析 2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS 模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
形位公差表示方法及其误差的测量
形位公差表示方法及其误差的测量 零件加工后,不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。 形位公差的项目与符号 形位公差包括开状公差与位置公差,而位置公差又包括定向公差和定位公差,具体包括的内容及公差表示符号如下图所示: 形状公差 1、直线度符号为一短横线(-),是限制实际直线对理想直线变动量的一项指标。它是针对直线发生不直而提出的要求。 2、平面度符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 3、圆度符号为一圆(○),是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。 4、圆柱度符号为两斜线中间夹一圆(/○/),是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。
5、线轮廓度符号为一上凸的曲线(⌒),是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 定向公差 1、平行度(∥) 用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 2、垂直度(⊥) 用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 3、倾斜度(∠) 用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差 1、同轴度(◎) 用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。 2、对称度符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 3、位置度符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。
公差计算方法全套汇编
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
形位公差之圆度误差测量方法介绍
形位公差之圆度误差测量方法介绍 摘要 在机械制造中,经常会加工轴、套筒等回转体类零件,这些零件需要配合起来使用,这就要求不仅满足尺 寸精度要求,同时还要满足形位精度要求。圆度属于形位公差中的一种,其测量方法主要有回转轴法、三 点法、两点法、投影法和坐标法以及利用数据采集仪连接百分表法等。 圆度 圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。即通常所说的圆整程度。 圆度公差 圆度是限制实际圆对理想圆变动量的一项指标,其公差带是以公差值t为半径差的两同心圆之间的区域。 圆度公差属于形状公差,圆度误差值不大于相应的公差值,则认为合格,下图为圆度公差标注图: 圆度误差的评定原则 圆度误差评定有4种主要方法。 ①最小区域法:以包容被测圆轮廓的半径差为最小的两同心圆的半径差作为圆度误差。 ②最小二乘圆法:以被测圆轮廓上相应各点至圆周距离的平方和为最小的圆的圆心为圆心,所作包容被测 圆轮廓的两同心圆的半径差即为圆度误差。 ③最小外接圆法:只适用于外圆。以包容被测圆轮廓且半径为最小的外接圆圆心为圆心,所作包容被测圆 轮廓的两同心圆半径差即为圆度误差。 ④最大内接圆法:只适用于内圆。以内接于被测圆轮廓且半径为最大的内接圆圆心为圆心,所作包容被测 圆轮廓两同心圆的半径差即为圆度误差. 圆度误差测量方法 圆度测量方法主要有回转轴法、三点法、两点法、投影法和坐标法、直接利用我们太友科技的数据采集仪 连接百分表法。 1、回转轴法 利用精密轴系中的轴回转一周所形成的圆轨迹(理想圆)与被测圆比较,两圆半径上的差值由电学式长度
传感器转换为电信号,经电路处理和电子计算机计算后由显示仪表指示出圆度误差,或由记录器记录出被测圆轮廓图形。回转轴法有传感器回转和工作台回转两种形式。前者适用于高精度圆度测量,后者常用于测量小型工件。按回转轴法设计的圆度测量工具称为圆度仪。 2、三点法 常将被测工件置于V形块中进行测量。测量时,使被测工件在V形块中回转一周,从测微仪(见比较仪)读出最大示值和最小示值,两示值差之半即为被测工件外圆的圆度误差。此法适用于测量具有奇数棱边形状误差的外圆或内圆,常用2α角为90°、120°或72°、108°的两块V形块分别测量。 3、两点法 常用千分尺、比较仪等测量,以被测圆某一截面上各直径间最大差值之半作为此截面的圆度误差。此法适于测量具有偶数棱边形状误差的外圆或内圆。 4、投影法 常在投影仪上测量,将被测圆的轮廓影像与绘制在投影屏上的两极限同心圆比较,从而得到被测件的圆度误差。此法适用于测量具有刃口形边缘的小型工件。 5、坐标法 一般在带有电子计算机的三坐标测量机上测量。按预先选择的直角坐标系统测量出被测圆上若干点的坐标值x、y,通过电子计算机按所选择的圆度误差评定方法计算出被测圆的圆度误差。 6、利用数据采集仪连接百分表法
电线重量计算公式及每百米电线标准重量一览
电线重量计算公式及每百米电线标准重量一览;如何计算电线平 方数? 2009-07-09 10:14 电线重量=导体重量+绝缘重量 导体重量=导体比重×截面积(其中铜导体比重为8.9g/cm3,铝为2.7g/cm3,截面积一般取标称截面如1.5、2.5、4、6.....等绝缘层重量=3.14×(挤包前外径绝缘厚度)×绝缘厚度×绝缘料比重(其中PVC绝缘料比重为1.5g/cm3 PE绝缘料比重为 0.932g/cm3 ) 以上公式算出的重量单位均为:千克/千米
二、什么是电线平方数?如何计算电缆平方数? 几平方是国家标准规定的的一个标称值,几平方是用户根据电线电缆的负荷来选择电线电缆。 电线平方数是装修水电施工中的一个口头用语,常说的几平方电线是没加单位,即平方毫米。 电线的平方实际上标的是电线的横截面积,即电线圆形横截面的面积,单位为平方毫米。 一般来说,经验载电量是当电网电压是220V时候,每平方电线的经验载电量是一千瓦左右。 铜线每个平方可以载电1-1.5千瓦,铝线每个平方可载电0.6-1千瓦。因此功率为1千瓦的电器只需用一平方的铜线就足够了。 具体到电流,短距送电时一般铜线每平方可载3A到5A的电
流。散热条件好取5A/平方毫米,不好取3A/平方毫米。 换算方法: 知道电线的平方,计算电线的半径用求圆形面积的公式计算: 电线平方数(平方毫米)=圆周率(3.14)×电线半径(毫米)的平方 知道电线的平方,计算线直径也是这样,如: 2.5方电线的线直径是:2.5÷ 3.14 = 0.8,再开方得出0.9毫米,因此2.5方线的线直径是:2×0.9毫米=1.8毫米。 知道电线的直径,计算电线的平方也用求圆形面积的公式来计算: 电线的平方=圆周率(3.14)×线直径的平方/4 电缆大小也用平方标称,多股线就是每根导线截面积之和。 电缆截面积的计算公式: 0.7854 ×电线半径(毫米)的平方×股数 如48股(每股电线半径0.2毫米)1.5平方的线: 0.7854 ×(0.2 × 0.2)× 48 = 1.5平方
公差计算
问题5-1:公差计算 1.题目内容:配合件尺寸计算,根据所列已知条件,求其它各项填入表中。 2.公差与配合计算公式: 孔的上偏差ES=D max-D 孔的下偏差EI=D min-D 轴的上偏差es=d max-d 轴的下偏差ei=d min-d 孔的公差T h= D max- D min=ES-EI 轴的公差T s= d max - d min=es-ei 配合公差:T f=T h+T s 极限间隙X max= ES-ei,X min= EI-es 极限过盈Y max= EI-es,Y min= ES-ei 3.分析解答: 公差与偏差的计算,带入上面对应的公式,公式中只要已知两个值就可
以计算出第三个值。 (1)Φ40 6 7 s H ,基本尺寸为40。 (2)对于孔H7,可判断它的下偏差EI=0,且已知孔公差T h = 根据孔的公差T h = D max - D min =ES-EI 得ES= T h +EI=,D max =, D min =40, (3)对于轴s7,已知es=,轴公差T s = 根据轴的公差T s = d max - d min =es-ei , 得ei=es-T s = d max =, d min =, (4)配合公差 T f =T h +T s =+= (5)因为是过渡配合,所以存在最大间隙和最大过盈 极限间隙X max = ES-ei=极限过盈Y max = EI-es== (6)画公差带图 公差带图的关键是零线和孔轴的公差带。 4.总结拓展:公差计算的题目很多,这类问题是考核的一个重要部分,学生在考试中有关公差配合计算题答题情况不理想。学生在遇到这类问题时,往往会放弃答题。其实这类题目很简单,只要记住公式,将已知数据带入公式进行简单的运算,就可以得到所要答案。计算非常简单,在运算的过 +41 +16
导体重量计算
导体重量计算 导体重量=导体比重*截面积其中铜导体比重为8.9g/cm3,铝为2.7g/cm3,截面积一般取标称截面如10、16、 (240) 挤包绝缘层重量=3.14*(挤包前外径+绝缘厚度)*绝缘厚度*绝缘料比重其中PVC绝缘料比重为1.5g/cm3 PE绝缘料比重为0.932g/cm3 以上公式算出的重量单位均为:千克/千米 电缆重量的计算一两句话也说不清楚的有必要的话可发邮件到我邮箱:huanghongding@https://www.360docs.net/doc/0a1403813.html, 我自己对电缆材料净重计算方法做了一些总结可发送给你 22 |评论(2) 一、电线电缆材料用量 铜的重量习惯的不用换算的计算方法:截面积*8.89=kg/km 如120平方毫米计算:120*8.89=1066.8kg/km 1、导体用量:(Kg/Km)=d^2 * 0.7854 * G * N * K1 * K2 * C / d=铜线径G=铜比重N=条数K1=铜线绞入率K2=芯线绞入率C=绝缘芯线根数 2、绝缘用量:(Kg/Km)=(D^2 - d^2)* 0.7854 * G * C * K2 D=绝缘外径d=导体外径G=绝缘比重K2=芯线绞入率C=绝缘芯线根数 3、外被用量:(Kg/Km)= ( D1^2 - D^2 ) * 0.7854 * G D1=完成外径D=上过程外径G=绝缘比重 4、包带用量:(Kg/Km)= D^2 * 0.7854 * t * G * Z D=上过程外径 t=包带厚度 G=包带比重 Z=重叠率(1/4Lap = 1.25) 5、缠绕用量:(Kg/Km)= d^2 * 0.7854 * G * N * Z d=铜线径 N=条数 G=比重 Z=绞入率 6、编织用量:(Kg/Km)= d^2 * 0.7854 * T * N * G / cosθ θ = atan( 2 * 3.1416 * ( D + d * 2 )) *目数 / 25.4 / T
机械制图常用形位公差符号表示方法
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
绝缘架空导线重量表
绝缘架空导线重量表 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
芯铝绞线、电缆导线的安全载流量 注:1.导线工作温度为80℃,环境温度为25℃。 2.土壤热阻系数为120℃·Ω/cm。 3.括号中的载流量是指铝芯线 ================================================================= ================================ LGJ型钢芯铝绞线的安全载流量(A)70℃ 截面mm2-空气温度℃ -30-35-40-45-50-55 79-69-56
25-02-88-72 35-23-106-87 50-20-138-113 70-264-242-220- 95-322-295-268-242-209-171 05-275-238-194 58-322-279-228 1 240-589-540-49 三芯电力电缆的安全载流量(A) 导线截面mm2-6kV聚氯乙烯绝缘、聚氯乙烯护套电缆(VV、VLV型)-10kV油浸纸绝缘铅包电力电缆(ZQ3、ZLQ3、ZQ20、ZLQ30等)-10kV交联聚氯乙烯绝缘电缆(VJV、VJLV等) -空气中敷设-直埋敷设-空气中敷设-直埋敷设-空气中敷设-直埋敷设 -铜芯-铝芯-铜芯-铝芯-铜芯-铝芯-铜芯-铝芯-铜芯-铝芯-铜芯-铝芯 44-7-7----- 8-75-60-75-60- 25-96-74-98-75--17 35---40 50-0-17-169 70-36-40-280-218-260-202 95-24-230-35-261-307-240 43-45-48-272 78-20-24-308 0-34-441-344 240-392-30-320-365-280-587-461-504-396 注:1.导线工作温度为80℃,环境温度为25℃。 2.土壤热阻系数为120℃·Ω/cm。
形位公差及其检测方法
形位公差及其检测方法 一、概念: 定义: 形状公差:单一实际要素形状所允许的变动全量。 位置公差:关联实际要素的位置对基准所允许的变动全量。 形位公差:形状公差与位置公差的总称。它控制着零件的实际要素在形状、位置及方向上的变化。 形位公差带:用以限制实际要素形状或位置变动的区域。由形状、大小、方向和位置四个要素所确定。 公差原则:形位公差与尺寸公差之间的相互关系。包括独立原则与相关要求。 独立原则:图样上给出的尺寸公差与形位公差各自独立,彼此无关,分别满足要求的公差原则。 相关要求:图样上给定的尺寸公差和形位公差相互有关的公差要求。具体可分为
形位公差带的形式: 二、形状误差与形状公差:
项目 公差带定义示 例说 明 公差带是距离为公差值t 的两平行直线之间的区域 在给定平面内 圆柱表面上的任一素线必须位于轴向平面内,距离为0.02的两平行线之间 0.02 在给定方向上、当给定一个方向 公差带是距 离为公差值t的两 平行平面之间的区域 棱线必须位于箭头所示方向距离为公差 值0.02的两平行平面内 0.02 、当给定两 个互相垂直的两个 方向 公差带为截面边长t1*t2的四 棱柱内的区域 棱线必须位于水平方向距离为公差值0.02,垂直方向距离为0.01的四棱柱内 0.01 0.02 3、在任意方向 公差带是直径为公差值t的圆柱面的区域 d 圆柱体的轴线必须位于直径为公差值0.02的圆柱面内 直 线 度平面度 公差带是距离为公差值t的两平行平面之间的区域 上表面必须位于距离为公差值0.1的两平行平面内 0.1 圆度 公差带是在同一正截面上半径差为公差值t的两同心圆之间的区域 在垂直于轴线的任一正截面上,该圆必须位于半径差为公差值0.02的两同心圆之间
6 西格玛标准公差计算公式.
六西格玛管理系列讲座之一 什么是6西格玛管理?当人们谈论世界著名公司-通用电器(GE)的成功以及世界第一CEO-杰克.韦尔奇先生为其成功制定的三大发展战略时,都会不约而同地提出这样的问题。 如果概括地回答的话,可以说6西格玛管理是在提高顾客满意程度的同时降低经营成本和周期的过程革新方法,它是通过提高组织核心过程的运行质量,进而提升企业赢利能力的管理方式,也是在新经济环境下企业获得竞争力和持续发展能力的经营策略。因此,管理专家Ronald Snee先生将6西格玛管理定义为:“寻求同时增加顾客满意和企业经济增长的经营战略途径。” 如果展开来回答的话,6西格玛代表了新的管理度量和质量标准,提供了竞争力的水平对比平台,是一种组织业绩突破性改进的方法,是组织成长与人才培养的策略,更是新的管理理念和追求卓越的价值观。 让我们先从6西格玛所代表的业绩度量谈起: 符号σ(西格玛)是希腊字母,在统计学中称为标准差,用它来表示数据的分散程度。我们常用下面的计算公式表示σ的大小: 如果有两组数据,它们分别是1、2、3、4、5;和3、3、3、3、3;虽然它们的平均值都是3,但是它们的分散程度是不一样的(如图1-1所示)。如果我们用σ来描述这两组数据的分散程度的话,第一组数据的σ为1.58,而第二组数据的σ为0。假如,我们把数据上的这些差异与企业的经营业绩联系起来的话,这个差异就有了特殊的意义。 假如顾客要求的产品性能指标是3±2(mm),如果第一组数据是供应商A所提供的产品性能的测量值,第二组数据是供应商B所提供的产品性能的测量值。显然,在同样的价格和交付期下,顾客愿意购买B的产品。因为,B的产品每一件都与顾客要求的目标值或理想状态最接近。它们与顾客要求的目标值之间的偏差最小。 假如顾客要求的产品交付时间是3天。如果第一组数据和第二组数据分别是供应商A和B每批产品交付时间的统计值,显然,顾客愿意购买B的产品。因为,B每批产品的交付时间与顾客要求最接近。尽管两个供应商平均交付时间是一样的,但顾客的评判,不是按平均值,而是按实际状态进行的。 假如顾客要求每批产品交付数量是3件。如果第一组数据和第二组数据分别是供应商A和B每批产品
形位公差的测量方法
在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。 二、孔径 单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。 三、长度、厚度 长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。 四、表面粗糙度 借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。 五、角度 1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。 2.直接测量:用角度仪、电子角度规测量角度量块、多面棱体、棱镜等具有反射面的工作角度;用光学分度头测量工件的圆周分度或;用样板、角尺、万能角度尺直接测量精度要求不高的角度零件。 3.间接测量:常用的测量器具有正弦规、滚柱和钢球等,也可使用三坐标测量机。 4.小角度测量:测量器具有水平仪、自准直仪、激光小角度测量仪等。 六、直线度 用平尺(或刀口尺)测量间隙为0.5μm(0.5~3μm 为有色光,3μm 以上为白光)的直线度,间隙偏大时可用塞尺配合测量;用平板、平尺作测量基维,用百分表或千分表测量直线度误差;用直径0.1~0.2mm 钢丝拉紧,用V 型铁上垂直安装读数显微镜检查直线度;用水准仪、自准直仪、准直望远镜等光学仪器测量直线度误差;用方框水平仪加桥板测直线度;用光学平晶分段指示器检测精度高的直线度误差。
最新公差计算方法大全资料
六西格玛机械公差设计的RSS分析2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS 模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况
的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk: 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
实验报告 形位公差
目录实验一零件形状误差的测量与检验实验1—1直线度测量与检验 实验1—2平面度测量与检验 实验1—3圆度测量与检验 实验1—4圆柱度测量与检验 实验二零件位置误差的测量 实验2—1 平行度测量与检验 实验2—2 垂直度测量与检验 实验2—3 同轴度测量与检验 实验2—4圆柱跳动测量与检验 实验2—4—1圆柱径向跳动测量与检验 实验2—4—2圆柱全跳动测量与检验 实验2—5端面跳动测量与检验 实验2—5—1端面圆跳动测量与检验 实验2—5—1端面全跳动测量与检验 实验2—6 对称度测量与检验 实验三齿轮形位误差的测量与检验实验3—1齿圈径向跳动测量与检验 实验3—2齿轮齿向误差测量与检验
实验一零件形状误差的测量与检验 实验1—1直线度测量与检验 一、实验目的 1、通过测量与检验加深理解直线度误差与公差的定义; 2、熟练掌握直线度误差的测量及数据处理方法和技能; 3、掌握判断零件直线度误差是否合格的方法和技能。 二、实验内容 用百分表测量直线度误差。 三、测量工具及零件 平板、支承座、百分表(架)、测量块(图纸一)。 四、实验步骤 1、将测量块2组装在支承块3上,并用调整座4支承在平板上,再将测量块两端点调整到与平板等高(百分表示值为零),图1-1-1所示。 图1-1-1 用百分表测量直线度误差 2、在被测素线的全长范围内取8点测量(两端点为0和7点,示值为零),将测量数据填入表1-1-1中。 表1-1-1:单位:μm 3、按图1-1-1示例将测量数据绘成坐标图线,分别用两端点连线法和最小条件法计算测量块直线度误差。
图1-1-1 直线度误差数据处理方法 4、用计算出的测量块直线度误差与图纸直线度公差进行比较,判断该零件的直线度误差是否合格。并将结果填入表1-1-1中。 5、分析两端点连线法与最小条件法计算导轨直线度误差精度的高低。(法)精度高。