管件生产工艺流程(1)
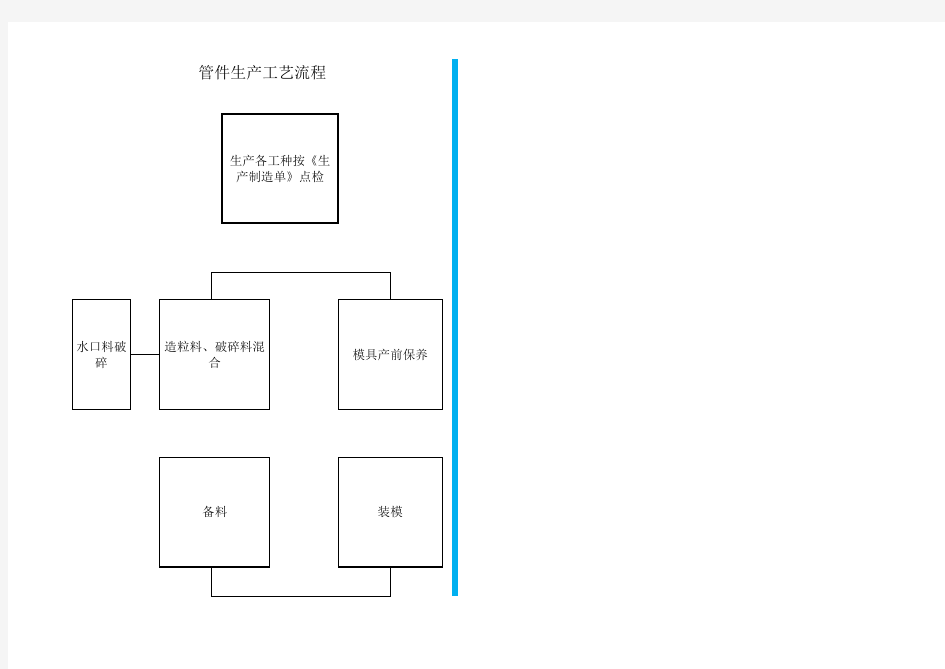

管件生产工艺流程
生产各工种按《生
产制造单》点检↓
水口料破
碎
模具产前保养造粒料、破碎料混
合
装模备料
↓↓
↓工艺调试↓开机首检↓性能检测↓
批量生产↓成品待检↓扫码入库
图片
说明
1、混料工将已混好物料备至机台,抽料至料斗满;
2、调整工将模具安装至机台,清理模具油污及作业区域,打开烘料机,打开机台电热,升温至预设温度;
3、调整工开机前进行模具动作、水路检查。
1、调整工按《生产制造单》要求确认机台是否可用;
2、混料工按《生产制造单》要求确认所用原料,并做备料准备;
3、辅助工按《生产制造单》准备包装耗材等;
4、模具工按《生产制造单》要求确认模具状态并做保养准备。
1、破碎工将当天水口料破碎后装袋备用;
2、混料工按作业规范要求混好料备用;
3、模具工产前对模具检查、保养。
生产流程紧密围绕制造单
包材准备
破碎作业
混料作业模具保养
机台备料
模具装机
开机前准备
域,打开烘料机,打开机台电热,升温至预设温度;
3、调整工开机前进行模具动作、水路检查。
油污清理,自检合格后装箱;2、包装工打印相应规格标签,放合格证,贴标签信息后
1、调整工参照机台模具对应工艺卡,预设好参数;
2、温度升至预设值后,开始调试产品;
3、注塑机动作程序:合模(包括中子进动作过程)→射胶→保压→熔胶→冷却定型→开模(包括中子退动作过程)→顶出
1、调整工确认产品外观合格后,取一模样品送首检;
2、现场质检确认首检样品外观、尺寸合格,通知调整工试生产,同时取一模产品作烘箱测试,烘箱合格后,通知调整工正常生产,并签首检样板;
3、调整工填写首检单,现场质检测试样品尺寸,确认通止规配合效果;
4、质检取样作性能测试。
新开机或中途换料时,取6个样品送实验室作理化性能测试
密度测试
维卡温度测试
低温坠落试验
在标准工艺范围内调整参数
烘箱测试
通止规判定首检单
首件签板
管件生产过程
1、辅助工完成水口、批锋、油污清理,自检合格后装箱;
2、包装工打印相应规格标签,放合格证,贴标签信息后封箱,转移至成品待检区。
1、包装工将已抽检成品打包;
2、扫码标签信息后转移至成品区。
1、下个班质检抽检签前个班待检成品,做好抽检记录,异常情况贴返工单,并及时反馈;
2、班组处理自己班产生的异常产品,经质检判定合格后,去掉返工单并封箱。
成品打包
信息录入
扫码
抽检记录
返工单跟进
剪水口
清油污批锋产品装箱放合格证
贴标签
产品封箱