CAD轴类零件图

典型轴类零件的数控加工工艺设计(doc 29页)
典型轴类零件的数控加工工艺设计(doc 29页)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计就是进行数控加工工艺设计典型轴类零件,主要侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,主要工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
1.引言 数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和发展及市场日益繁荣,其竞争也越来越激烈,人们对数控车床选择也有了更加广阔的范围,对数控机床技术的掌握也越来越高。随着社会经济的快速发展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的出现实现了广大人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产准备、计划调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了广大消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速发展,提高了企业的生产效率。 数控工艺规程的编制是直接指导产品或零件制造工艺过程和操作方 法的工艺文件,它将直接影响企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了对于典型零件数控加工工艺分析的方法,对于提高制造质量、实际生产具有一定的意义。根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限。在设计中会出现一些错误、缺点和疏漏,诚请各位评审老师提出批评和指正。
项目三 识读零件图 任务一 识读简单轴类零件图
编制者:审核者:使用者:编号:QCJXJC0301 项目三识读零件图 任务一识读简单轴类零件图 高()班组姓名教师评价: 编制人:审核人: 【学习目标】 1、了解零件图的作用和包含的内容 2、学会分析视图并掌握尺寸标注 3、学会分析与总结的方法,并能学以致用; 4、激情投入,疯狂记忆,体验学习的快乐。 重点:视图分析 难点:对零件图视图表达的具体运用 【使用说明与学法指导】 1.根据上一节课的内容,熟记基础知识。自主高效预习,提升自己的理解能力. 2.先利用20分钟,精读教材P25-P29页,把重点内容勾画出来,然后结合预习案再读教材,完成预习案 题目 3.将预习中不能解决的问题标出来,并写到后面“我的疑惑”处. 【预习案】 一、教材助读 1.零件图 表达单个零件形状、大小和特征的图样,也是在制造和检验机器零件时所用的图样,又称零件工作图。在生产过程中,根据零件图样和图样的技术要求进行生产准备、加工制造及检验。因此,它是指导零件生产的重要技术文件。 2.砂轮越程槽 越程槽是磨削加工时用的.砂轮的柱面和端面之间有个圆角,这个角很难控制,并且不稳定,工艺上没法利用,在需要台阶轴的外径和台阶端面时,夹角处没法磨到所需的精度和粗糙度,于是就在外径和台阶相交处将外径和台阶的根部各车去一些,形成一个槽,就叫砂轮越程槽,简称越程槽。如,内园和台阶,V型槽,T 型槽等等。 3.定位尺寸 用来标记该零件处于大结构中的具体位置,如在长方体上挖一个圆柱孔时,该孔中心轴与长方体边界的距离就是定位尺寸。 4.倒角 倒角是机械工程上的术语.比如说在一块木板上钻眼,完成后孔壁和板面为90度直角.倒角就是在那个90度的棱上面再弄一个一般为45度的小平面,这样这个平面和内壁,或者和板面之间就都是45度了.这样做的好处是使在向孔里插东西的时候不至于被卡住,更方便些. 5.退刀槽 在车床加工中,如车削内孔、车削螺纹时,为便于退出刀具并将工序加工到毛坯底部,常在待加工面末端,预先制出退刀的空槽,称为退刀槽。 为在加工时便于退刀,且在装配时与相邻零件保证靠紧,在台肩处应加工出退刀槽。退刀槽和越程槽是在轴的根部和孔的底部做出的环形沟槽。沟槽的作用一是保证加工到位,二是保证装配时相邻零件的端面靠紧。一般用于车削加工中的(如车外圆,镗孔等)叫退刀槽 二、零件图识读
机械零件图纸
干机械设计这一行的入门和不可缺少的资料(转载) 1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
轴类零件的工作图
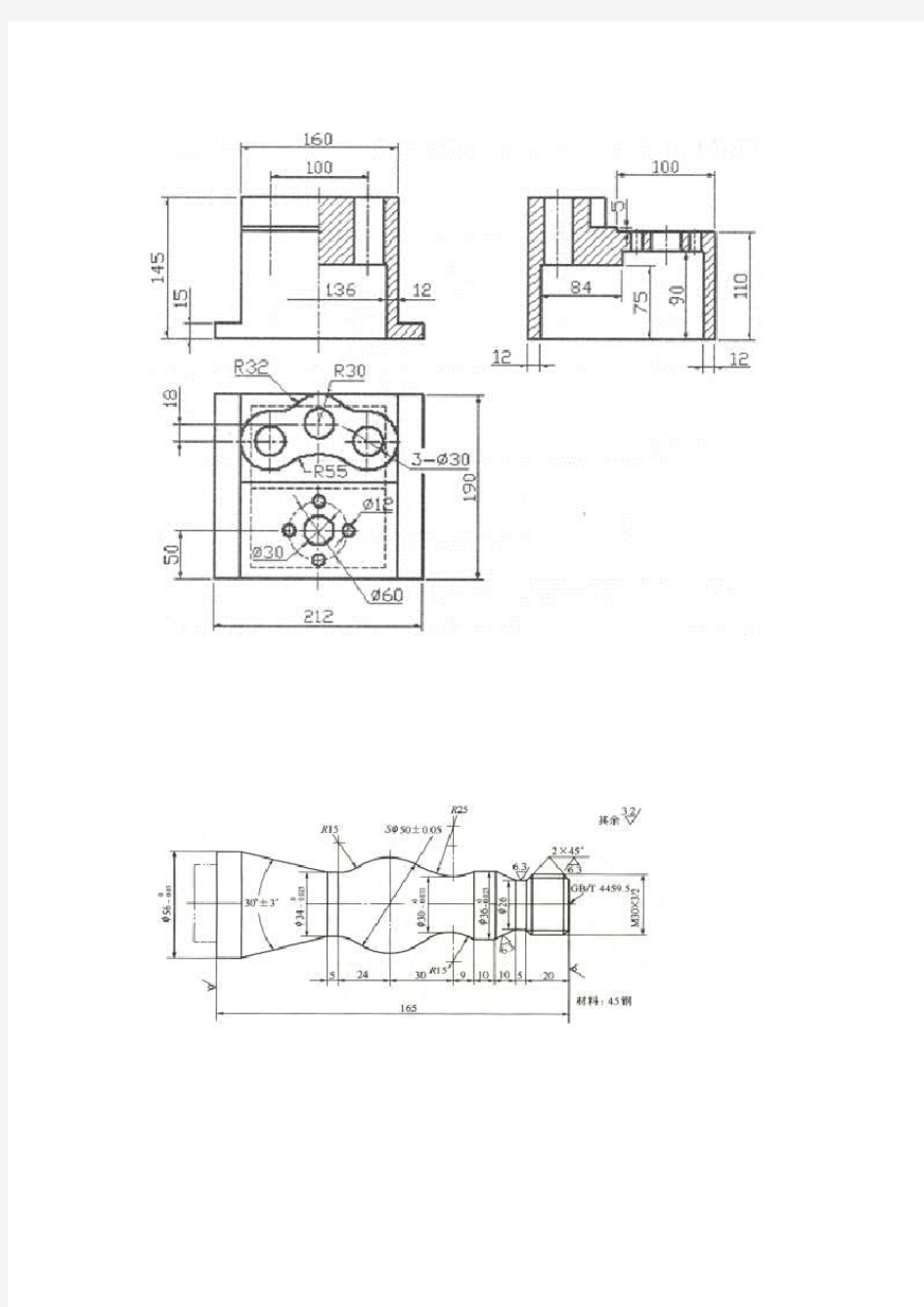
轴类零件的工作图,一般只用一个主视图,在有键槽和孔的地方,增加必要的局部剖面或剖视图。对于退刀槽中心孔等细小的结构,必要时应绘制局部放大图,以确切表达出其形 状并标注尺寸。 二、尺寸标注 轴类零件大多都是回转体,因此主要是标注直径和轴向长度尺寸,标注尺寸时,应特别注意有配合关系的部分。当各轴段直径有几段相同时,都应逐一标注不得省略。即使是圆角和倒角,也应标注无遗,或者在技术要求中说明。标注长度尺寸时首先应选取好基准面,并尽量使尺寸的标注反映加工工艺要求,不允许出现封闭的尺寸链,避免给机械加工造成困难。图6.3.1为轴类零件长度尺寸的标注示例,图中2为主要基准面,1为辅助基准面。注意图中键槽位置的标注方法。 图6.3.1 轴的长度尺寸标注 三、尺寸公差 轴类零件工作图有以下几处需要标注尺寸公差 1)安装传动零件(齿轮、蜗轮、带轮、链轮等),轴承以及其它回转体与密封装置处轴的直径公差。公差值按装配图中选定的配合性质从公差配合(附表1.6或附表1.7)中查出。 2)键槽的尺寸公差。键槽的宽度和深度的极限偏差按键联接标准规定从附表4.12或其它有关资料中查出。 3)轴的长度公差。在减速器中一般不作尺寸链的计算,不必标注长度公差。 四、表面粗糙度 轴的各个表面都要加工,与轴承相配合表面及轴肩端面粗糙度的选择参考表6.3.1选择;其它表面粗糙度数值可按表6.3.2 推荐的选择。
表6.3.1 配合面的表面粗糙度值 注:1 与/P0/P6(/P6x)级公差轴承配合的I轴,其公差等级一般为IT6,外壳孔一般为IT7。 2 IT为轴配合部分的标准公差值见附表1.2。 表6.3.2 轴加工表面粗糙度R a推荐数值 五、形位公差 1.轴形位公差项目推荐 在轴的零件工作图上,应标注必要的形位公差,以保证减速器的装配质量及工作性能。表6.2.3列出了轴上应标注的形位公差项目及其对工作性能的影响,供设计时参考。 表6.2.3 轴的形位公差推荐项目