开关电源补焊作业指导书
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 1 頁,共 18 頁
品 名
用 量
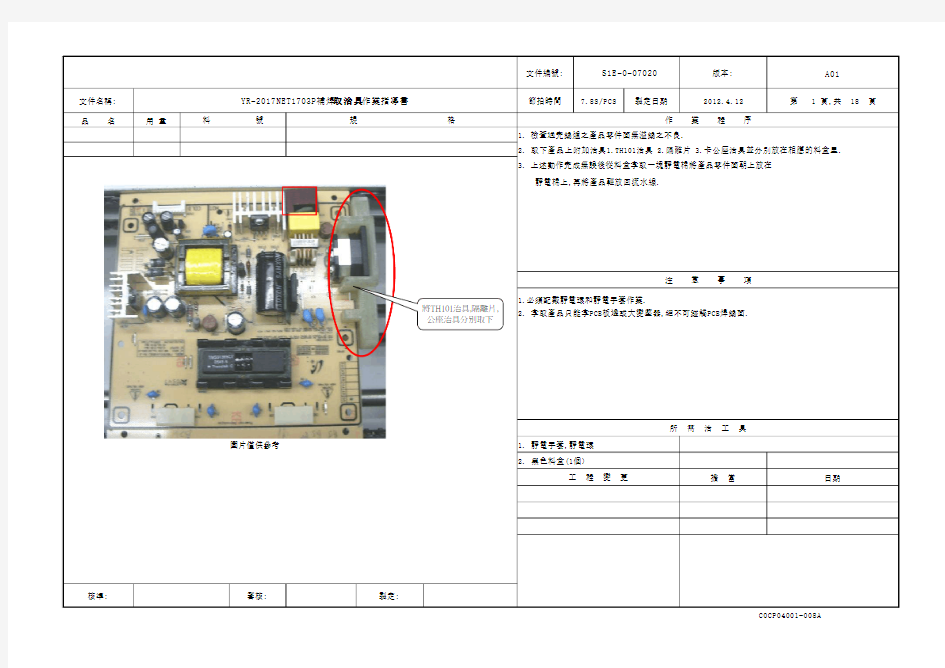
1. 檢查過完錫爐之產品零件面無溢錫之不良.
2. 取下產品上附加治具1.TH101治具 2.隔離片
3.卡公座治具並分別放在相應的料盒里.3. 上述動作完成無誤後從料盒拿取一塊靜電棉將產品零件面朝上放在 靜電棉上,再將產品輕放回流水線.
1.必須配戴靜電環和靜電手套作業.
2. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
圖片僅供參考
2. 黑色料盒(1個)
擔 當
日期
核準:審核:製定:
工 程 變 更
注 意 事 項
所 需 治 工 具
1. 靜電手套,靜電環作 業 程 序
料 號
規 格
YR-2017NET1703P補焊取治具作業指導書
將TH101治具,隔離片,公座治具分別取下
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 2 頁,共 18 頁
品 名
用 量
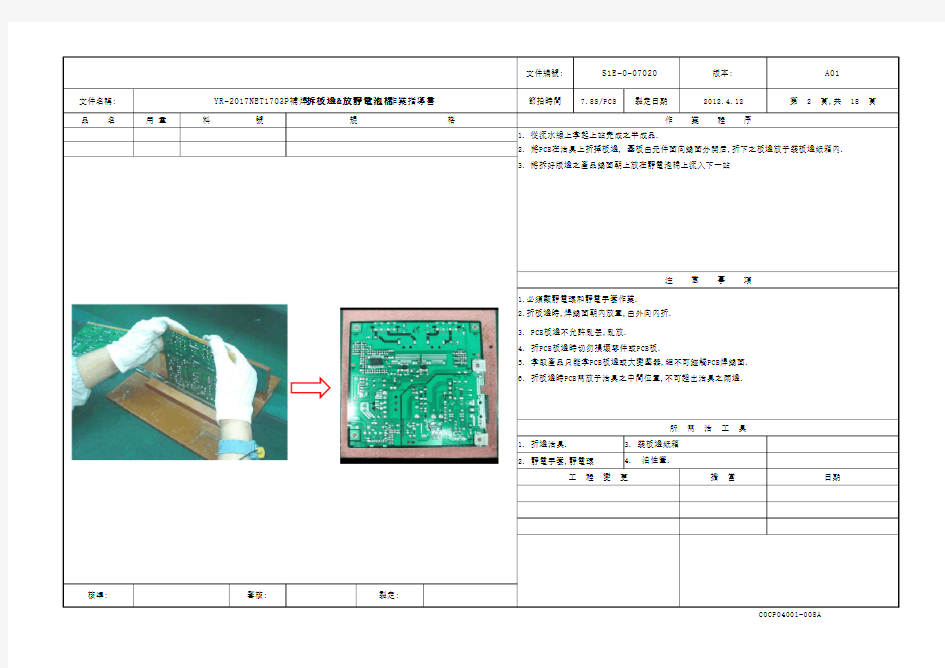
1. 從流水線上拿起上站完成之半成品.
2. 將PCB在治具上折掉板邊, 基板由元件面向錫面分開后,折下之板邊放于裝板邊紙箱內.
3. 將拆好版邊之產品錫面朝上放在靜電泡棉上流入下一站
1.必須戴靜電環和靜電手套作業.
2.折板邊時,焊錫面朝內放置,由外向內折.
3. PCB板邊不允許亂丟,亂放.
4. 折PCB板邊時切勿損壞零件或PCB板.
5. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
6. 折板邊時PCB需放于治具之中間位置,不可超出治具之兩邊.
2. 靜電手套,靜電環
擔 當
日期
核準:審核:製定:
注 意 事 項
所 需 治 工 具
1. 折邊治具. 3. 裝板邊紙箱4. 油性筆.
工 程 變 更
YR-2017NET1703P補焊拆板邊&放靜電泡棉作業指導書
料 號
規 格
作 業 程 序
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 3 頁,共 18 頁
品 名
用 量
1. 從流水線上拿起上站完成之半成品.
2. 重點確認圖示電解電容极性不可反向,確認OK后在圖示有:C201,C202,C203,C204,C205,C101 C206,C31,C104電容負極邊緣用油性筆打點標示.
3. 在I/S方框内用油性筆打點.
4. 檢查確認無誤後,將產品放入流水線.
1.必須戴靜電環和靜電手套作業.
2. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
1. 靜電手套,靜電環
擔 當日期
核準:審核:製定:
YR-2017NET1703P補焊打盲點&I/S處打點作業指導書
料 號
規 格
作 業 程 序
工 程 變 更注 意 事 項
所 需 治 工 具
2. 油性筆.
C205
C203
C206
C204
C201
C202
C31
C104
在I/S 方框内打點
C101
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 4 頁,共 18頁
品 名用 量
GP101,GP102
1. 檢查過完錫爐之產品之接地片處無堆錫.
2. 將接地片自PCB錫面插入相應位置.
3. 接地片要平貼PCB.
4. 接地片裝好後將產品錫面向上並放在靜電泡棉上,再將產品輕放回流水線.
1.任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須配戴靜電環和靜電手套作業.
3.拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
3.料盒
2.靜電手套
擔 當
日期
核準:審核:製定:王梅香
S1E-0-07020
作 業 程 序
1.靜電環工 程 變 更
DEGREASED;MIKYOUNG; HY17;ET0.5T;T3.6;W15.2;L13.5;Meet Rohs
YR-2017NET1703P補焊裝接地片作業指導書
料 號規 格
005-00075-R000C
注 意 事 項
所 需 治 工 具
COCP04001-008A
接地片要平貼PCB 板
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2007.1.12
第 5 頁,共18 頁
品 名
用 量
1.用扭腳治具將接地片引腳逆時針扭轉30~45度.
2.扭腳後要檢查接地片是否平貼PCB.
3.確認無誤後將產品錫面向上並放在靜電泡棉上,再將產品輕放回流水線.
1. 任何人拿取產品必須輕拿輕放,並且須配戴靜電環或靜電手套.
2. 拿取產品只能拿PCB板邊或變壓器,絕不可踫觸PCB焊錫面.
3.扭腳治具
擔 當
日期
核準:審核:製定:
COCP04001-008A
工 程 變 更
S1E-0-07020
作 業 程 序
注 意 事 項
所 需 治 工 具
2.靜電環
1.手套料 號
規 格
YR-2017NET1703P 補焊扭接地片作業指導書
引腳要順時針扭轉30~45度
文件編號:
版本:A01
文件名稱:
節拍時間
7.8S/PCS
製定日期
2012.4.12
第 6 頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上拿起上站完成之半成品.
2. 檢查接地片是否平貼PCB.
3. 用鉻鐵將接地片焊好.
4. 焊點不可超過接地片上表面.
5. 對不良點修為標準焊點;並將殘留在該區域之線腳,錫珠,錫渣清除掉.
6. 將焊錫面檢查無誤之半成品輕放回流水線上流往下一站.
1. 任何人拿取產品必須輕拿輕放,並且須配戴靜電環或靜電手套.
2. 拿取產品只能拿PCB板邊或變壓器,絕不可踫觸PCB焊錫面.
1.靜電手套 3.TBTAS301ALF溫控烙鐵 (370℃+/-10℃)
擔 當
日期
核準:審核:製定:
2.靜電環
工 程 變 更
作 業 程 序
注 意 事 項
所 需 治 工 具
S1E-0-07020
COCP04001-008A
E9650;Sn-Ag-Cu;1.0D;
YR-2017NET1703P補焊焊接地片作業指導書
料 號規 格G01-0400018-00
焊點
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 7 頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上取上站完成OK之產品後
對零件面進行如下檢查.(重點檢查如下項目)
1).無漏件、錯件、反向、高翹、零件相踫,零件破損,PCB破損等不良;
2).檢查公座、散熱片、變壓器、大電解電容、排插有無平貼PCB,零件是否有反插,漏插,誤插不良.
3).零件之間不可相踫在一起,散熱片旁零件不可與散熱片相踫.
4).檢視TF101不可有高翹及所有電解電容,二極體,晶體不可有反向.
5).檢查TF101,T1,HS101,HS201允許浮高0.25mm MAX;
6).CN1~CN4允許浮高0.25mmMAX,並檢查其空隙處及安規槽內不可有異物.
7).公座之引線,C7,C8,C10,C11,F101,F102,C101須平貼PCB,CX101有文字面朝板邊.
8).一般零件傾斜不可超過10度,浮高不可超過0.25mm. 9).零件面有鉚釘處需吃錫良好.並將公座之地線焊接良好 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
(如有嚴重外觀不良須更換零件之產品在A/S下方之方框內打藍點標示,並掛卡送修.)
1. 任何人拿取產品必須輕拿輕放,並且須戴靜電手套.
2. 必須配戴靜電環和靜電手套作業.電鉻鐵除品質人員外,其它人員不可調整.
3. 對于翹件之零件應先用烙鐵加錫預熱,再用吸錫槍將焊錫吸除,以便校正.
4. 烙鐵頭須保持清潔,且在PCB上停留時間不能超過三秒鐘.
5. 翹件之零件錫未吸干淨不允許用力壓或者用力拉,以免引起銅箔翹皮.
6. 拿取產品只能拿PCB板邊或變壓器,絕不可踫觸PCB焊錫面.
1.靜電環
3.TBTAS301ALF溫控烙鐵 (370℃+/-10℃) 5.油性筆
2.靜電手套
4. 防靜電台車擔 當
日期
核準:審核:
製定:王梅香
YR-2017NET1703P補焊零件面檢查作業指導書
作 業 程 序
COCP04001-008A
工 程 變 更
所 需 治 工 具
規 格G01-0400018-00
E9650;Sn-Ag-Cu;1.0D;
注 意 事 項
料 號 S1E-0-07020
< 標準>
< 不可適用
< 標準>
< 不可適用>
0.25mm 以下
0.25mm 以下
GOOD
NG
2.0 m m 以上
900
0.25 m m 以下
C101,C3 高度及傾
CX101,CX102浮高高度及傾斜度管理標準
1
0.25mm 以下0.25mm 以下
IN101高度及傾斜度管理標準
0.3mm 以下
散熱片高度及傾
CN201浮高高度及傾斜度理標準
電容管腳未插入PCB 位置(NG)
電容與PCB 之間
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2007.1.12
第 8 頁,共 18 頁
品 名
用 量
1. 從流水線上輕拿起檢查好零件面之半成品.
2. 將半成品輕放于工作台面上.
3. 用氣剪對超過2.5mm之零件腳進行修剪.
A 吃錫最高點與線腳距離在0.5mm 以上. 4. 剪腳機率較高之零件有:C7,C8,C10,C11,CY101,CY102,CY103, 對其他過長之零件腳亦要修剪.
B 吃錫高度 0.5mm.
5. 檢查無線腳過長後,取靜電刷將機板按同一方向錫無殘留線腳刷掉,再將產品輕放回流水線.
6. 檢查錫面無殘留線腳,及無線腳過長後,將產品輕放回流水線.
C 銅箔上線腳長度在2.5mm以下.
1. 任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須戴靜電環靜電手套作業.
3. 作業時不允許一次剪多腳之現象,且零件腳應一次性剪斷.
4. 剪腳時不可有拖拉動作,以免引起銅箔翹皮.
5. 工作台面須保持清潔,以免線腳留在錫面上.
6. 拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
1.氣剪,靜電手套 3.剪線腳治具,靜電環
2.線腳量測治具
擔 當
核準:審核:製定:
COCP04001-008A
注 意 事 項
料 號
規 格
作 業 程 序
S1E-0-07020
所 需 治 工 具
YR-2017NET1703P補焊剪腳作業指導書
工 程 變 更
A B C
PCB
Fillet 銅箔
產品線腳
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 9 頁,共 18 頁
品 名
用 量
1. 從流水線上拿起上站完成之半成品.
2.檢查紅線框內元件C7,C8,C10,C11電容有無漏件,無線尾,高翹等不良, 確認無誤後在電容本体用黑色油性筆打點標示
3. 在產品PCB上將 MODEL PWI1704SJ(G)(H)(I) REV1.0的(G)(I)打點凃掉,保留(H).3. 確認打點無誤後,將產品放入流水線流往下一站.
1. 任何人拿取產品必須輕拿輕放,並且須戴手套.
2. 必須配戴靜電環和靜電手套作業.
3. 產品不可與鐵架相踫.
4. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
1. 油性筆
2. 靜電環
擔 當
日期
核準:審核:製定:王梅香
YR-2017NET1703P補焊陶瓷電容檢查&打機種點作業指導書工 程 變 更
所 需 治 工 具
注 意 事 項
料 號
規 格
作 業 程 序
S1E-0-07020
COCP04001-008A
檢查紅線框內元件C7,C8,C10. C11電容有無漏件,無線尾,高翹等不良,若無不良在其本體上用油泩筆作記號
將PWI1704SJ(G)(H)(I)的(G)(I)涂掉保留(H)
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 10頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上拿起上站完成之半成品.
2. 100%目檢錫面圖示紅框區域內元件有無冷焊、錫洞、短路、錫裂、翹皮 、錫尖、錫橋、錫多、錫少、殘留線腳、錫珠、錫渣、露銅,刮傷等不良.
3. 重點檢查貼片零件不可有破損,貼反,吃錫不良,貼片漏件等.
4. 對不良點修為標準焊點;並將殘留在該區域之線腳,錫珠,錫渣清除掉.
5. 將焊錫面檢查無誤之半成品輕放回流水線上流往下一站.
1. 任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須戴靜電環作業.
3. 烙鐵頭須保持干淨,在PCB上焊接時間不能超過三秒鐘.
4.注意易短路和無線腳之處;錫面是否沾助焊劑、線腳或其它異物.
5. 拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
6. 注意錫面不可有任何刮傷.對貼片零件目視不可判定時須用放大鏡檢查.
7. 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
1.TBTAS301ALF溫控烙鐵 (360℃±10℃)
3.靜電環 5.紅色不良標簽
2.直徑1.2烙鐵頭.
4.靜電手套
擔 當
日期
核準:審核:製定:
料 號
COCP04001-008A
工 程 變 更
注 意 事 項
規 格所 需 治 工 具作 業 程 序
G01-0400018-00
E9650;Sn-Ag-Cu;1.0D;
S1E-0-07020
YR-2017NET1703P補焊錫面檢查一作業指導書
沾污
貼片零件破損
冰柱
掉件
貼反
檢查區域(本區域內鉚釘吃錫不可有不良),U1不可空焊,冷焊,短路
鉚釘吃
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 11 頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上拿起上站完成之半成品.
2. 100%目檢錫面圖示紅框區域元件無冷焊、錫洞、短路、錫裂、翹皮
、錫尖、錫橋、錫多、錫少、殘留線腳、錫珠、錫渣、露銅,刮傷等不良.3. 重點檢查貼片零件U2,U3不可有破損,吃錫不良.貼片漏件等不良.4. 檢查插件零件不可有無線尾產生,特別注意CY101,CY102零件.5. 對不良點修為標準焊點;並將殘留在該區域之線腳,錫珠,錫渣清除掉.6. 將焊錫面檢查無誤之半成品輕放回流水線上流往下一站.
1. 任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須配戴靜電環和手指套作業.
3. 烙鐵頭須保持干淨,在PCB上焊接時間不能超過三秒鐘.
4. 拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
5. 注意錫面不可有任何刮傷.對貼片零件目視不可判定時須用放大鏡檢查.
6. 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
1.TBTAS301ALF 溫控烙鐵 (360℃±10℃) 3.靜電環 5.紅色不良標簽
2.直徑1.2烙鐵頭.
4.靜電手套
擔 當
日期
核準:審核:製定:
E9650;Sn-Ag-Cu;1.0D;
規 格G01-0400018-00
料 號
COCP04001-008A
作 業 程 序
所 需 治 工 具
工 程 變 更
注 意 事 項
S1E-0-07020
YR-2017NET1703P補焊錫面檢查二作業指導書
貼片零件破損
冰柱
破損
貼反
本站檢查區
沾污
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 12 頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上拿起上站完成之半成品.
2. 100%目檢錫面圖示紅框區域元件有無冷焊、錫洞、短路、錫裂、翹皮 、錫尖、錫橋、錫多、錫少、殘留線腳、錫珠、錫渣、露銅,刮傷等不良.
3.特別注意:CN201易短路,J201,TF101不可有錫洞,D202,D203需吃錫飽滿
4. 對不良點修為標準焊點;並將殘留在該區域之線腳,錫珠,錫渣清除掉.
5. 將焊錫面檢查無誤之半成品輕放回流水線上流往下一站.
1. 任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須配戴靜電環和靜電手套作業.
3. 烙鐵頭須保持干淨,在PCB上焊接時間不能超過三秒鐘.
4.注意易短路和無線腳之處;錫面是否沾助焊劑、線腳或其它異物.
5. 拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
6. 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
1.TBTAS301ALF溫控烙鐵 (360℃±10℃) 3.靜電環 5.紅色不良標簽
2. 直徑
3.2烙鐵頭.
4.靜電手套
擔 當
日期
核 準:審 核:製 定:
S1E-0-07020
工 程 變 更
COCP04001-008A
作 業 程 序
注 意 事 項
所 需 治 工 具
E9650;Sn-Ag-Cu;1.0D;
YR-2017NET1703P補焊錫面檢查三作業指導書
G01-0400018-00
規 格料 號
鉚釘吃
沾污
鉚釘吃錫不良
空焊
包焊
線腳超過3.0mm
冰柱
鉚釘吃錫不良
短路
空焊
本站檢查區
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 13 頁,共 18 頁
品 名用 量
無鉛錫絲
1. 從流水線上拿起上站完成之半成品.
2. 100%目檢錫面圖示紅框區域有無冷焊、錫洞、短路、錫裂、翹皮
、錫尖、錫橋、錫多、錫少、殘留線腳、錫珠、錫渣、露銅,刮傷等不良.3.特別注意:ZD101,D102不可有漏件,空焊不良
4. 對不良點修為標準焊點;並將殘留在該區域之線腳,錫珠,錫渣清除掉.
5. 將焊錫面檢查無誤之半成品輕放回流水線上流往下一站.
1. 任何人拿取產品必須輕拿輕放,放產品要求錫面朝下,並且須戴防靜電手套.
2. 必須配戴靜電環和靜電手套作業.
3. 烙鐵頭須保持干淨,在PCB上焊接時間不能超過三秒鐘.
4.注意易短路和無線腳之處;錫面是否沾助焊劑、線腳或其它異物.
5. 拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
6. 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
1.TBTAS301ALF溫控烙鐵 (360℃±10℃)
3.靜電環 5.紅色不良標簽2. 直徑3.2烙鐵頭,1.0錫絲
4.靜電手套
擔 當
日期
核準:審核:製定:
G01-0400018-00
COCP04001-008A
注 意 事 項
S1E-0-07020
所 需 治 工 具
工 程 變 更
料 號
E9650;Sn-Ag-Cu;1.0D;
規 格作 業 程 序
YR-2017NET1703P補焊錫面檢查四作業指導書
沾污
鉚釘吃錫不良
空焊
包焊
線腳超過3.0mm
冰柱
鉚釘吃錫不良
短路
空焊
鉚釘吃錫OK
本站檢查區
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 14 頁,共 18 頁
焊 名
用 量
1. 從流水線上拿起上站完成之半成品.
2. 取靜電毛刷對PCB焊錫面進行清潔,確保無錫珠、線腳等.
3. 檢查錫面不可沾助焊劑及錫珠錫渣,否則須用刷子沾稀釋劑刷干凈.5. 檢查確認無誤後,將產品放入流水線.
1. 必須戴靜電環作業.
2. 錫面須清刷干凈,不允許有錫珠,錫渣,助焊劑等不良物沾附.
3. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
4. 必須保持靜電盒清潔,靜電盒每日清理一次.
3.防靜電毛刷 5.靜電盒7.油性筆
2.靜電手套
4.稀釋劑
6.無塵抹布
擔 當
日期
核準:審核:製定:
COCP04001-R008A
注 意 事 項
所 需 治 工 具
1.靜電環工 程 變 更
料 號
規 格
作 業 程 序
S1E-0-07020
YR-2017NET1703P補焊刷基板,檢查錫珠作業指導書
重點檢查AC 座不可沾助焊劑及錫珠錫渣,並用無塵布沾清潔濟擦拭干凈.
用無塵布沾清潔濟擦試下圖示位置,須清潔干凈,不可沾助焊劑等臟物.(每沾一次清潔濟只能擦試2pcs
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 15 頁,共 18 頁
品 名
用 量
1.從流水線上拿起一產品,對產品外觀進行檢查.
1). 無漏件、錯件、反向、高翹、零件相踫,零件破損,PCB破損等不良;
2).100%用放大鏡檢查錫面有無冷焊、錫洞、短路、錫裂、翹皮、錫尖、錫橋、錫多、錫少、殘留 線腳,錫珠,錫渣等不良; 錫面不可有任何刮傷,零件面及錫面有鉚釘處需吃錫良好.
3). 線腳控製在2.5mm內(須有線腳露出PCB,最小線腳為0.5mm),確保錫面吃錫良好且無污染. 4).當錫面有大片助焊濟影響外觀時,須用防靜電鑷子清理干凈.
1.任何人拿取產品必須輕拿輕放,放產品要求錫面朝上,並且須戴防靜電手套.
2.必須戴防靜電手套和靜電環作業.
3.拿取產品只能拿PCB板邊,絕不可踫觸PCB焊錫面和散熱片.
4.在目視無法判定之情況下須用放大鏡檢查.
5. 如有嚴重外觀不良須更換零件之產品在A/S下方之方框內打藍點標示,並掛卡送修.
6. 若有不良,則需貼上不良標簽放入防靜電台車上待處理.
3.防靜電鑷子 5.靜電環,放大鏡
擔 當
日期
核準:審核:製定:
1. 紅色箭頭標簽
2.靜電手套
4. 防靜電台車
工 程 變 更
注 意 事 項
所 需 治 工 具
YR-2017NET1703P補焊總檢作業指導書
料 號
規 格
作 業 程 序
S1E-0-07020
鉚釘吃
鉚釘吃錫NG 品
沾污
鉚釘吃錫不良
空焊
包焊
冰柱
鉚釘吃錫不良
掉件
貼反
空焊
破損
文件編號:
版本:A01
文件名稱:
節拍時間
7.8S/PCS
製定日期
2012.4.12
第 16 頁,共 18 頁
測 試 步 驟:
1.每次上班前均要檢查屏幕畫面左上角的程式名稱應為1703p.
3.從線上取一待測產品先放于放電銅網上放電,然後輕放于測試治具使之完全
吻合後,雙手同時按下壓床的“TEST ”與“DOWN ”或“TART”鍵壓床下壓完全到位後 儀器開始自動測試.(注意:若因零件傾斜或其他原因使壓力棒壓到零件本體等 異常時則按“ARBOT”或“REJECT”中止壓床下壓,將異常排除後重測.)
4.壓床升起後,顯示屏顯示 “PASS 則為良品,取出用油性筆在PCB板ICT標示欄內作一標記放回流水線.
5.若壓床升起後,屏幕出現OPEN FAIL或SHORT FAIL或COMPONENT FAIL 表示此測試的產品不良,敲擊鍵盤上的ENTER鍵, 列印機自動打印出不良項目.將打印紙同機板一起放入不良品箱中.
<注:整個過程中只允許拿大變壓器,以免造成錫裂.蹺皮等現象>.
圖中產品僅供參考
1.取放產品必須輕拿輕放,擺放整齊.
2.作業時必須戴靜電環及手套.
3.左邊表格為不能測出之元件.5.測試前先點檢sample結果ok后方可開線.
擔 當日期
16C261127C271238C2813
49C29510D202
核準:
審核:
製定:注 意 事 項
4.油性筆的顏色必須使用淺藍色的COCP04001-008A
所有電解電容反向
SY102工 程 變 更SY101YR-2017NET1703P ICT測試作業指導書
測試系統
TR-518F或TR-518FR
作 業 程 序
S1E-O-07020ICT 不可測零件一覽表
C24零件總數:176PCS C25
可測率:84%
程式名稱
在I/C 方框
内打點
文件編號:版本:A01
節拍時間
7.8S/PCS
製定日期
2012.4.12
第 17 頁,共 18 頁
文件名稱:
測 試 步 驟:
1.將待測之產品放于測試治具中使之完全吻合,然後按下壓床;
2.開線之前先點檢SAMPLE內容是否與實際值相符,確認OK后方可開線生產.4.按SW1 ON/OFF一次,燈管在ON 時亮,在OFF時滅.
5.然後再觀察電壓值須在左下表的規格範圍內,
6.以上測試勻OK後,取出產品用油
性筆在PCB板1/T標示欄內作標記,放回流水線流入下一站,如有不 符合上述測試結果或其它異常,判為不良品,放入紅色不良框內.
ON/OFF各時間為1S,間隔1S.
1.產品必須輕拿輕放,擺放整齊. 3.作業中應注意安全,預防電擊.
2.作業時必須戴靜電環及手套.
4.油性筆的顏色必須使用橙色的
擔 當日期
最大值
5.35V 1
6.5V 最小值
4.85V
13.5V
TEST
最小電流(I2)
0.5A 0.5A
核準:審核:製定:
COCP04001-008A
S1E-0-07020
YR-2017NET1703P 初測作業指導書
電子負載.變頻器 .
3.合上AC開關,觀察電壓值須在規格範圍內, 負載在I2檔,頻率在40~50KHZ之間.
電壓範圍
輸入電壓
230V/60HZ
作 業 程 序
5.測試前先點檢sample結果ok后方可開線.
工 程 變 更注 意 事 項
測試系統
負載條件
在I/T 方框内打點
SW1
電源開關
文件編號:
版本:A01
文件名稱:節拍時間
7.8S/PCS
製定日期
2012.4.12
第 18 頁,共 18 頁
品 名用 量白膠
2g
1. 從流水線上拿起上一站完成之半成品放于工作台上.
2. 檢查產品零件傾斜不可超出規格範圍(最大15度).
3. 在以下位置點適量白膠:
1).CY301与TF101之間點適量白膠.(如圖所示位置) 2).TH101与CX101之間點適量白膠.(如圖所示位置)
3).CY101與CY102之間點適量白膠
4. 確認點膠無誤後,將產品放入流水線流往下一站.
1. 任何人拿取產品必須輕拿輕放,並且須戴手套.
2. 必須配戴靜電環和靜電手套作業.
3. 產品不可與鐵架相踫.
4. 不可留有殘余之膠絲且不可沾到其他不需點膠之零件上.
5. 點膠時不可蓋住PCB面印刷文字
6. 拿取產品只能拿PCB板邊或大變壓器,絕不可踫觸PCB焊錫面.
7. 注意不可漏點膠.
1. 點膠机 3.抹布
2. 靜電環
4.靜電手套
擔 當
日期
核準:審核:製定:
YR-2017NET1703P補焊點膠作業指導書
作 業 程 序
S1E-0-07020
注 意 事 項
工 程 變 更
料 號規 格
084-14060-R005SILICONE;RTV;LDC-737;DOW CORNING(實物為LDC-737)所 需 治 工 具084-14007-R015
ADHESIVE;300ML/瓶;DC739;DOW CORNING(韓國產)
COCP04001-008A
點膠時不可蓋住PCB 面
CX101与TH101之間點適量白膠
CY301与TF101之間點適量白膠
點膠時不可蓋住PCB 面
CY101與CY102之間點適量白膠
CY101與CY102之間