控制计划——模版
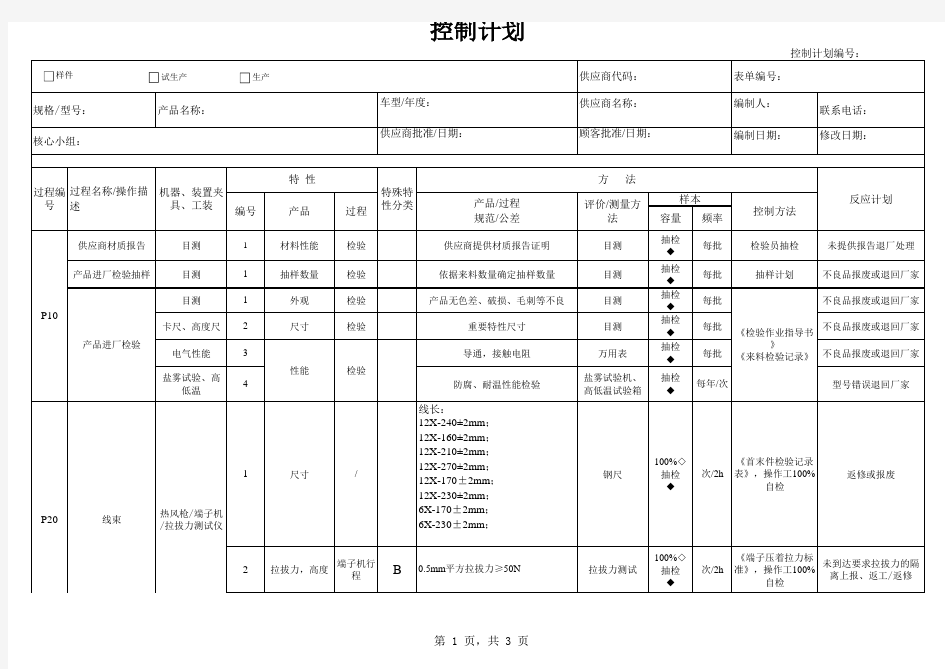
编制人:联系电话:编制日期:
修改日期:
供应商材质报告目测1
材料性能检验供应商提供材质报告证明目测抽检◆每批检验员抽检未提供报告退厂处理产品进厂检验抽样
目测1抽样数量检验依据来料数量确定抽样数量目测抽检◆每批抽样计划
不良品报废或退回厂家目测
1外观检验产品无色差、破损、毛刺等不良
目测抽检◆每批不良品报废或退回厂家
卡尺、高度尺
2尺寸
检验
重要特性尺寸目测抽检◆每批不良品报废或退回厂家
电气性能3
导通,接触电阻
万用表抽检◆每批
不良品报废或退回厂家
盐雾试验、高
低温
4
防腐、耐温性能检验
盐雾试验机、高低温试验箱
抽检◆
每年/次
型号错误退回厂家
1
尺寸/
线长:12X-240±2mm ;12X-160±2mm ;12X-210±2mm ;12X-270±2mm ;12X-170±2mm ;12X-230±2mm ;6X-170±2mm ;6X-230±2mm ;
钢尺
100%◇抽检◆
次/2h
《首末件检验记录表》,操作工100%
自检
返修或报废
2
拉拔力,高度
端子机行
程
B
0.5mm 平方拉拔力≥50N 拉拔力测试
100%◇抽检◆
次/2h
《端子压着拉力标
准》,操作工100%
自检
未到达要求拉拔力的隔
离上报、返工/返修
过程编号车型/年度:供应商名称:核心小组:
供应商批准/日期:
顾客批准/日期:
方 法
评价/测量方
法
产品/过程规范/公差
控制计划
供应商代码:
表单编号:规格/型号:产品名称:
反应计划
编号
产品
样本控制方法
容量
频率
过程
特 性
特殊特
性分类
《检验作业指导书
》
《来料检验记录》产品进厂检验
P10
性能
检验
过程名称/操作描述机器、装置夹具、工装
P20
线束
热风枪/端子机/拉拔力测试仪
样件
试生产
生产
相关主题