铝及铝合金焊接材料的应用
铝及铝合金焊接材料应用
纯铝焊丝ER1100
性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047
性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量
用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043
性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金
典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量
用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱
铝镁合金焊丝ER5356
性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量
用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183
性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,C u≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量
用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等
铝合金焊丝及焊条成分
国标牌号主要成份(%) 特性和用途相当AWS
S 301 Al≥99.5 塑性好、耐蚀。纯铝气焊、氩弧焊用ER1100
S 311 Si5 Al Rem. 抗裂性好,通用性大。铝合金气焊、氩弧焊用。不宜用高镁合金ER4043
S 321 Mn1.3 Al Rem. 良好的耐蚀性、可焊性及塑性。铝合金气焊、氩弧焊用ER3003
S 331 Mg5 Mn0.4
Al Rem. 耐蚀,强度高。铝合金氩弧焊用ER5183
5356 Mg5 Al Rem. 耐蚀、强度高,通用性大。铝合金氩弧焊用ER5356
Al 109 TAl 纯铝,耐蚀性好,但强度不高,纯铝焊接用E1100
Al 209 TAlSi 铝硅,抗裂性好,通用性大。铝合金焊接用,不宜焊接铝镁合金E4043
Al 309 TAMn 铝锰,强度高,耐蚀。铝合金焊接用E3003
CrMo耐热钢、低温钢焊接材料
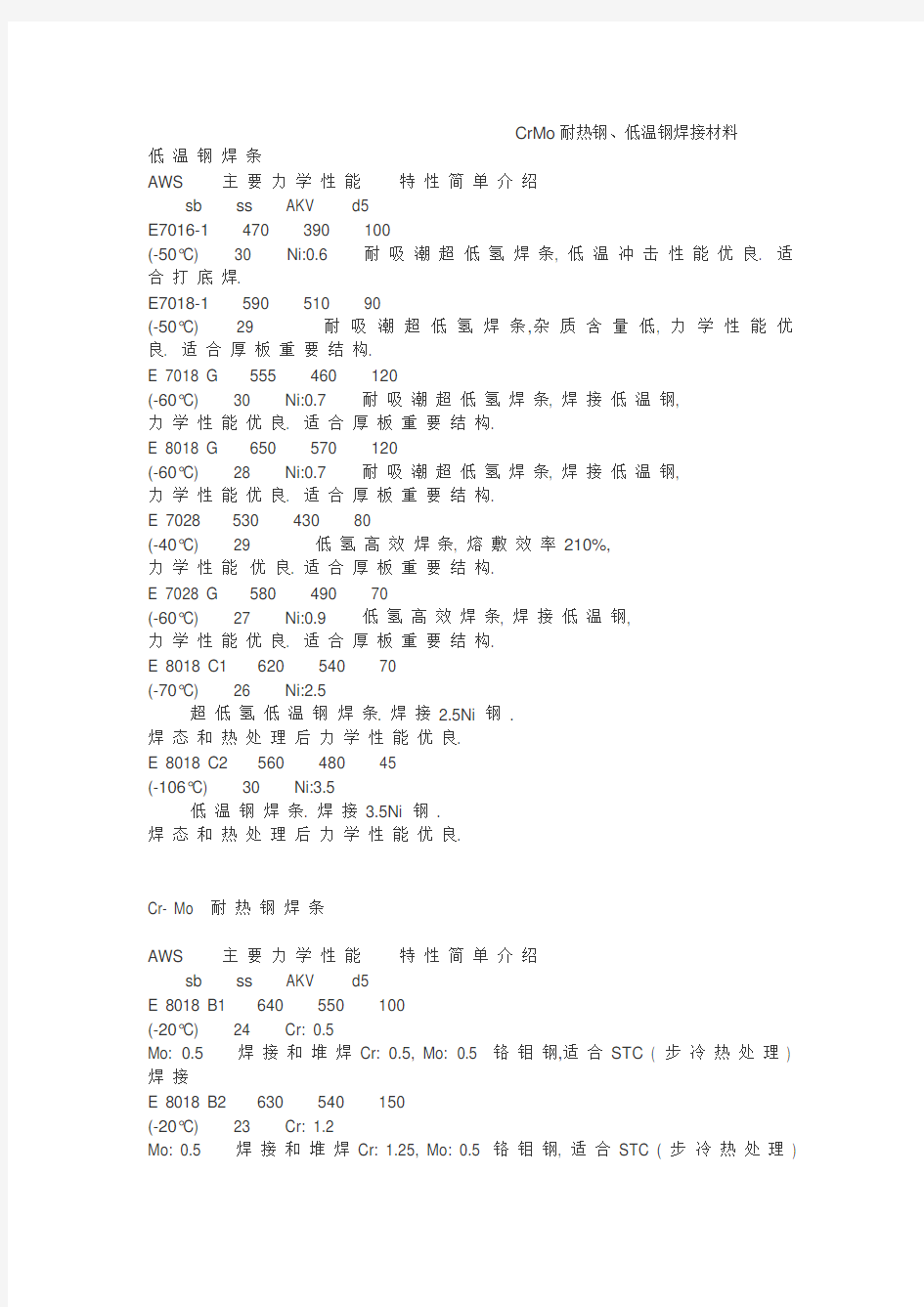
低温钢焊条
AWS 主要力学性能特性简单介绍
sb ss AKV d5
E7016-1 470 390 100
(-50°C) 30 Ni:0.6 耐吸潮超低氢焊条, 低温冲击性能优良. 适合打底焊.
E7018-1 590 510 90
(-50°C) 29 耐吸潮超低氢焊条,杂质含量低, 力学性能优良. 适合厚板重要结构.
E 7018 G 555 460 120
(-60°C) 30 Ni:0.7 耐吸潮超低氢焊条, 焊接低温钢,
力学性能优良. 适合厚板重要结构.
E 8018 G 650 570 120
(-60°C) 28 Ni:0.7 耐吸潮超低氢焊条, 焊接低温钢,
力学性能优良. 适合厚板重要结构.
E 7028 530 430 80
(-40°C) 29 低氢高效焊条, 熔敷效率210%,
力学性能优良. 适合厚板重要结构.
E 7028 G 580 490 70
(-60°C) 27 Ni:0.9 低氢高效焊条, 焊接低温钢,
力学性能优良. 适合厚板重要结构.
E 8018 C1 620 540 70
(-70°C) 26 Ni:2.5
超低氢低温钢焊条. 焊接2.5Ni 钢 .
焊态和热处理后力学性能优良.
E 8018 C2 560 480 45
(-106°C) 30 Ni:3.5
低温钢焊条. 焊接3.5Ni 钢 .
焊态和热处理后力学性能优良.
Cr- Mo 耐热钢焊条
AWS 主要力学性能特性简单介绍
sb ss AKV d5
E 8018 B1 640 550 100
(-20°C) 24 Cr: 0.5
Mo: 0.5 焊接和堆焊Cr: 0.5, Mo: 0.5 铬钼钢,适合STC ( 步冷热处理) 焊接
E 8018 B2 630 540 150
(-20°C) 23 Cr: 1.2
Mo: 0.5 焊接和堆焊Cr: 1.25, Mo: 0.5 铬钼钢, 适合STC ( 步冷热处理)
焊接
600-80 3 480 350
(20°C) 3
15 Cr:1.4, Mo: 1.0 V: 0.25 焊接和堆焊相应的Cr - Mo -V 耐热钢.
E 9018 B3 650 540 100
(-60°C) 22 Cr: 2.3
Mo: 1.0 焊接和堆焊Cr: 2.25-Mo铬钼钢,
适合STC ( 步冷热处理) 焊接
500-650 3
400 3110
(-29°C) 3
20 Cr:2.5, Mo: 1.1 V: 0.25 焊接和堆焊Cr: 2.25 - Mo-V 铬钼钒钢, 进行步冷热处理的焊接
550-650 3
400 3100
(-29°C) 3
20 Cr:3.0, Mo: 1.0 焊接和堆焊Cr: 3.0 - Mo 铬钼钒钢, 进行步冷热处理的焊接
550-650 3
400 3100
(-29°C) 3
20 Cr:3.0, Mo: 1.1 V: 0.25 焊接和堆焊Cr: 3.0 - Mo-V 铬钼钒钢, 进行步冷热处理的焊接
E 502-15 850-980 3
750 350 (20°C) 3
17 Cr:4.5, Mo: 0.81 V: 0.5 焊接和堆焊Cr: 4-6% - Mo-V 铬钼钒钢, 进行步冷热处理的焊接
E 502-15 620 520 80
(-20°C) 19 Cr: 5.1
Mo: 0.5 焊接和堆焊Cr: 4--6% , Mo: 0.5 铬钼钢,
E 7 Cr 15 620 440 25
(-20°C) 25 Cr: 8, Mo: 1.2 V: 0.3 焊接和堆焊Cr: 7--9% , Mo: 1 铬钼钢,
E9018 B9 660 480 65
(-20°C) 22 Cr:8.9, V:0.2
Mo:1.0
,Ni:0.65 焊接和堆焊Cr: 8--11% , Mo: 2 铬钼钢, 焊接T9. T91 钢ECrMoWV12 B 20 >
740 >
500 >30
(+20°) > 15 Cr:12, V: 0.3
Mo: 1.0, Ni: 0.6 W: 0.5, 焊接含12% Cr 的耐热钢.
不锈钢手工焊条
AWS 规格GB 规格牌号用途
A5.4>
E307-16 E307-16 A172 非磁性钢用,高锰钢及碳钢异材焊接用。
- - 非磁性钢用,高锰钢及硬化性耐磨钢用。
E308-16 E308-16 A102 18Cr-8Ni钢用。
E308-15 E308-15 A107 低于300°C的耐腐蚀不锈钢,可焊性较差的钢材及堆焊表面层用。
E308H-16 E308H-16 高C-18Cr-8Ni钢用。
E308-16 E308-16 A102 18Cr-8Ni钢用。
E308L-16 E308L-16 A002 低C-18Cr-8Ni钢用。
E308-16 E308-16 A102 18Cr-8Ni钢-196°C极低温用。
E309-16 E309-16 A302 22Cr-12Ni钢用,异材焊接用。
E309-15 E309-15 A307 同类型不锈钢、异种钢以及高铬钢、高锰钢用。
E309L-16 E309L-16 A062 低C-22Cr-12Ni钢用、异材焊接用。
E309Mo-16 E309Mo-16 A312 22Cr-12Ni-2.5Mo钢、碳钢用,异材焊接用。E309MoL-16 E309MoL-16 A042 低C-22Cr-12Ni-2.5Mo钢、碳钢用,异材焊接用。
E310-16 E310-16 A402 25Cr-20Ni钢用,异材焊接用。
E310-15 E310-15 A407 同类型耐热不锈钢用,也可用来焊接硬化性大的铬5钼、铬9钼、铬13及铬28钢等结构。
E310Mo-16 E310Mo-16 A412 25Cr-20Ni-2.5Mo钢用,异材焊接用。
E310H-16 E310H-16 A432 高C-25Cr-20Ni钢用。
E312-16 E312-16 29Cr9Ni铸钢用,异材焊接用。
E312-16 E312-16 29Cr9Ni铸钢用,异材焊接用,蓝色药皮。
E316-16 E316-16 A202 18Cr-12Ni-2.5Mo钢用。
E316-15 E316-15 A207 焊接低碳的0Cr18Ni12Mo2不锈钢设备。
E316L-16 E316L-16 A022 低C-18Cr-12Ni-2.5Mo钢用。
E316-16 E316-16 A202 18Cr-12Ni-2.5Mo钢-196°C极低温用。
E317-16 E317-16 A242 18Cr-12Ni-3.5Mo钢用。
E317L-16 E317L-16 低C-18Cr-12Ni-3.5Mo钢用。
E318-16 E318-16 A212 18Cr-12Ni-2Mo-Ti钢用。
E347-16 E347-16 A132 18Cr-9Ni-Ti钢用。
E347-15 E347-15 A137 重要的耐腐蚀含钛稳定的0Cr19NillTi型不锈钢用。
E347-16 E347-16 低C-18Cr-9Ni-Ti钢用。
E410-16 E410-16 G202 13Cr钢用。
E410NiMo-16 E410NiMo-16 G202NiMo 13Cr-Ni-Mo钢用。
E2209-16 E2209-16 22Cr双相不锈钢用,如UNS S31803(Alloy2205)。
E2553-16 E2553-16 25Cr双相不锈钢用,如UNS S32550(Alloy255)。
不锈钢药芯焊丝
AWS 规格GB 牌号用途
E308LT1-1 E308LT1-1 低C-18Cr-8Ni钢用。
E309LT1-1 E309LT1-1 低C-22Cr-12Ni钢用,异材焊接用。
E309LMoT1-1 E309LMoT1-1 低C-22Cr-12Ni-2.5Mo钢用,异材焊接用。
E316LT1-1 E316LT1-1 低C-18Cr-12Ni-2.5Mo钢用。
E317LT1-1 E317LT1-1 低C-18Cr-12Ni-3.5Mo钢用。
E347LT1-1 E347LT1-1 低C-18Cr-9Ni-Ti钢用。
不锈钢实芯焊丝
AWS牌号用途
ER307 非磁性钢,高锰钢,硬化性耐磨钢用。
ER308 18Cr-8Ni钢用。
ER308L 低C-18Cr-8Ni钢用。
ER308LSi 低C-18Cr-8Ni钢用。
ER309 22Cr-12Ni钢及异材焊接用。
ER309Mo 22Cr-12Ni-2.5Mo钢及异材焊接用。
ER309L 低C-22Cr-12Ni钢及异材焊接用。
ER309LSi 低C-22Cr-12Ni钢及异材焊接用。
ER310 25Cr-20Ni钢及异材焊接用。
- 高C-25Cr-20Ni钢用。
ER312 29Cr-9Ni钢及异材焊接用。
ER316 18Cr-12Ni-2.5Mo钢用。
ER316L 低C-18Cr-12Ni-2.5Mo钢用。
ER316LSi 低C-18Cr-12Ni-2.5Mo钢用。
ER317 18Cr-12Ni-3.5Mo钢用。
ER317L 低C-18Cr-12Ni-3.5Mo钢用。
ER318 18Cr-12Ni-2.5Mo-Ti钢用。
ER347 18Cr-9Ni-Ti钢用。
ER410 13Cr钢用。
ER430 17Cr钢用。
镍及镍合金焊材
镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
常用镍基焊材成分及应用
Nickel 141焊条A5.11 ENi-1
焊接200, 201镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。Nickel 61填充金属A5.14 ERNi-1
200、201镍合金和镀镍钢板的焊接;钢与镍之间的焊接;钢的表面堆焊
190 焊条A5.11 ENiCu-7
MONEL 400合金自身的焊接;以及MONEL 400合金与钢的焊接;用于钢的表面堆焊。
60 填充金属A5.14 ERNiCu-7
MONEL 400合金自身的焊接,以及MONEL 400合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊;(其缓冲层填充材料61合金需用手工电弧焊方法熔敷)
I A 焊条A5.11 ENiCrFe-2
抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍9%合金钢焊接
182 焊条A5.11 ENiCrFe-3
INCONEL600、601合金和INCOLOY800合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
92 填充金属A5.14 ERNiCrFe-6
INCONEL、INCOLOY合金与不锈钢、碳钢以及MONEL合金之间的焊接;MONEL合金和Nickel200合金与不锈钢之间的焊接;不锈钢与碳钢之间的焊接
152 焊条A5.11 ENiCrFe-7
INCONEL690合金的焊接和钢的堆焊,特别适用于核反应堆的建设
601 填充金属A5.14 ERNiCrFe-11
焊接INCONEL601合金
72 填充金属A5.14 ERNiCr-4
焊接INCONEL671、690合金,用于表面堆焊
625 填充金属A5.14 ERNiCrMo-3
INCONEL625、INCOLOY825、INCO25-6Mo以及MONEL400合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
C 276 填充金属A5.14 ERNiCrMo-4
INCO C-276及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
122 焊条A5.11 ENiCrMo-10
INCONEL622及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
686 CPT 焊条A5.11 ENiCrMo-14
INCONEL686及其它Ni-Cr-Mo合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
725 NDUR 填充金属A5.14 ERNiCrMo-15
INCONEL725 、INCOLOY925合金以及低合金高强钢的焊接;接头可热处理;钢的表面堆焊
117 焊条A5.11 ENiCrCoMo-1
抗蠕变接头的焊接;INCONEL617、INCOLOY800、800H、800HT、HP45合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达2100OF
617 填充金属A5.14 ERNiCrCoMo-1
抗蠕变接头的焊接;INCONEL617、INCOLOY800、800H、800HT、803和HP45合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达2100oF.
模具钢/工具钢/特殊用途焊接材料
CMC牌号硬度规格用途说明
SKD11 HRC 55-57 1.0,1.2,1.6,
2.0,2.4,
3.2 焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具有高硬度、高强度之氩弧焊丝。
SKD11-2 HRC 55 1.0,1.2,1.6,
2.4,
3.2 焊补冷作钢、冲模、切模、刀具、成型模、工件硬面制作,具有高硬度、高强
度之氩弧焊丝。
SKD61-2 HRC 52-57 1.0,1.2,1.6,
2.4,
3.2 焊补热锻模、热切模、热冲模、热加工成型模、热作工具、压铸模钢
SKD61-3 HRC 42-46 0.9,1.0,1.2, 1.6,2.4 焊补热锻模、铝热锻模、热气冲模、锤子,高温下具有良好的硬度,耐热、耐磨、抗冲压性
SKD61-4 HRC 38-42 0.9,1.0,1.2, 1.6,2.4 焊补热气冲模、铝铜热锻模、铝铜压铸模、具有良好的耐热、耐磨、抗裂性
SKD61-5 HRC 33-36 0.9,1.0,1.2, 1.6,2.4 焊补锌、铝压铸模,具有良好的耐热与抗裂性
MS-3 HRC 30-32
HRC 48-50
500度2H 1.2,1.6,2.4 特殊硬化高韧度合金,非常适用于铝重力压铸模,可延长2-3倍的使用寿命,科制作非常精密之模具。
M3-2 HRC 61-63 1.2,1.6,2.4, 6.0,9.0 焊补拉刀、热作高硬度工具、模具、热锻模、热冲模、螺丝模、耐磨耗硬面。
提供各国名厂模钢焊丝
ASSAB:8407、XM41、XM11
BUDEERUS:2379、2347、2367、2344、2343
ENICU-7 1.2,1.6,2.4 高硬度钢之接合,硬面制作之打底,裂纹焊合。
ERNI-1 1.6,2.4 高硬度钢之接合,锌铝压铸模亀裂,焊合重建,焊补。ERCUNI 1.6,2.4 高硬度钢之接合,锌铝压铸模亀裂,焊合重建,焊补。
E-FOX RDA E1.5,2.0 BOHLER 研制瑞士刀模专用焊条,易淬火,防亀裂,具韧性。
E-FOX WA12
E-UTP 673 HRC 55-57 E2.5,3.2 BOHLER、UTP研发用于热锻业,冷锻业制作,最适合焊补的(红条),易淬火,防亀裂,焊道优良。
E-SS60T1 HRC 57-59 E2.5,3.2 CMC公司用于热锻,冷锻业的模具制作焊补、搭配(红条)之(黑条)、易淬火,焊道优良。
铸铁焊条
AWS 规格GB 规格牌号用途
ENiFe-CI EZNiFe-1 Z408 镍铁合金芯线制成,球状石墨延性铸铁,一般生铁补修,硬化堆焊。
ENiCu-B EZNiCu-1 Z508 镍铜合金芯线制成,机械加工性佳,铸件巢埋或焊接填补。
ENi-CI EZNi-1 Z308 纯镍芯线制成,各种铸件的补修,合金铸铁、钢与铸铁焊接。
钛焊丝
AWS 规格GB 规格牌号用途
ERTi-2 TC2 钛及钛合金焊接。
堆焊材料
AWS标准GB 用途
ERCoCr-A 耐热,耐腐蚀,耐磨擦用。
RCoCr-B 耐热,耐腐蚀,耐磨擦用。
RCoCr-C 耐热,耐腐蚀,耐磨擦用。
EFeCr-A1 硬度大,耐腐蚀性能优异,如搅拌叶片、切刀、筛器等。
ECoCr-A D802 相当STELLITE NO.6,耐热、耐腐蚀、耐摩擦用。
ECoCr-B D812 相当STELLITE NO.12,耐热、耐腐蚀、耐摩擦用。
ECoCr-C D822 相当STELLITE NO.1,耐热、耐腐蚀、耐摩擦用。
铜焊接材料应用
铜及铜合金焊材适用于氧-乙炔、TIG、MIG焊接,广泛应用于汽车、轮船、电气等制造业。成分
牌号主要成份(%) 特性和用途相当AWS
S 201 Cu Rem. 机械性能好,抗裂性好。紫铜气焊及氩弧焊用ERCu
S 211 Si3 Mn1
Cu Rem. 机械性能好,铜合金氩弧焊及钢的MIG钎焊用ERCuSi-Al
S 212 Sn5 Cu Rem. 耐磨性好。铜合金氩弧焊及钢的堆焊用ERCuSn-A
S 213 Sn8 Cu Rem. 耐磨性好。铜合金氩弧焊及钢的堆焊用ERCuSn-C
S 214 Al7.5 Cu Rem. 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ERCuAl-A1
S 215 Al9 Cu Rem. 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ERCuAl-A2
S 221 Cu60 Sn1 Si0.3
Zn Rem. 熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
S 221F Cu60 Sn1 Si 0.3
Zn Rem. 外涂焊剂的S221焊丝
S 222 Cu58Sn0.9Si0.1
Fe0.8 Zn Rem. 熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁RBCuZn-C
S 222F Cu58Sn0.9Si0.1
Fe0.8 Zn Rem. 外涂焊剂的S222焊丝RBCuZn-C
S 223 Cu59 Sn0.6
Zn Rem. 熔点约900℃。铜、钢、铸铁钎焊用RBCuZn-A
S 224 Cu62 Si0.5
Zn Rem. 熔点约905℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
S 225 Cu48 Ni10
Zn Rem. 熔点约935℃。高强度,钎焊钢、镍及硬质合金用RBCuZn-D
S 225F Cu48 Ni10
Zn Rem. 外涂焊剂的S225焊丝RBCuZn-D
S 226 Cu60 Sn0.3
Si0.2 Zn Rem. 熔点约900℃。黄铜气焊用,也可钎焊铜、钢、铸铁
S 227 Cu58Sn0.9Ni0.5
Si0.1 Fe0.8
Zn Rem. 熔点880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁RBCuZn-B
S 229 Cu55 Ni6 Mn4
Zn余熔点约920℃。高强度,钎焊钢、镍及硬质合金用
焊接钎料
类别牌号规格熔点(℃) 主要成份(%) 用途
相当AWS
铜锌L103 丝885-888 Cu54 Zn Rem. 钎焊铜、青铜和钢等受力不大工件L104 箔890-930 Cu57 Mn2
Co2 Zn Rem. 钎焊硬质合金刀具
铜磷L201 铸条、丝、粉710-800 P7 Cu Rem. 钎焊铜及铜合金BCuP-2 L204 铸条、丝640-815 P5 Ag15
Cu Rem. 钎焊铜及铜合金、银、钼等金属。BCuP-5
L205 铸条、丝、箔640-800 P6 Ag5
Cu Rem. 钎焊铜及铜合金BCuP-3
L207 铸条、丝640-770 P7 Ag5
Cu Rem. 钎焊铜及铜合金BCuP-7
L209 铸条、丝684-710 P7 Ag2
Cu Rem. 钎焊铜及铜合金。BCuP-6
Silver
base
银基L302 丝745-775 Ag25 Cu40
Zn Rem. 钎焊铜及铜合金、钢及不锈钢等
L303 丝660-725 Ag45 Cu30
Zn余
钎焊铜及铜合金、钢及不锈钢等BAg-5
L303F 涂药丝660-725 Ag45 Cu30
Zn Rem. 外涂钎剂的L303,用途与L303相同BAg-5
L304 箔690-775 Ag50 Cu34
Zn Rem. 钎焊铜及铜合金、钢等BAg-6
L308 丝779-780 Ag72 Cu Rem. 铜和镍的真空或还原保护气氛钎焊BAg-8
L312 丝595-605 Ag40.Cu.Zn.Cd 钎焊铜及铜合金、钢及不锈钢等
L313 丝625-635 Ag50.Cu.Zn.Cd 钎焊铜及铜合金、钢及不锈钢等BAg-1a
L321 丝615-650 Ag56.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等BAg-7 L323 丝665-755 Ag30.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等
L325 丝645-685 Ag45.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等BAg-36
L326 丝650-720 Ag38.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等BAg-34
Aluminum base
铝基L400 铸条、丝577-582 Si11.5
Al Rem. 铝及铝合金的钎焊BAlSi-4
L401 铸条525-535 Si5 Cu28
Al Rem. 铝及铝合金的钎焊
Tin lead
锡铅L600 丝183-185 Sn60 Sb≤0.8
Pb Rem. 易熔金属及热处理件的钎焊60Sn
L601 丝183-227 Sn18 Sb2
Pb Rem. 铜及铜合金、镀锌铁皮的钎焊。18Sn
L602 丝183-256 Sn30 Sb2
Pb Rem. 铜、黄铜、铁、镀锌铁皮的钎焊30Sn
L603 丝183-235 Sn40 Sb2
Pb Rem. 铜及铜合金、钢、锌制零件的钎焊40Sn
L604 丝183-222 Sn90 Sb≤0.15
Pb Rem. 食品、医疗所需铜、钢等金属的钎焊90Sn
L605 丝232-240 Ag5 Sn95 电器、食品所需铜、钢等金属的钎焊
L608 丝295-305 Sn5.5 Ag2.5
Pb Rem. 铜及铜合金、钢及不锈钢的钎焊
Nickel base
镍基L702
粉970-1000 Cr7 B3 Si4
Ni Rem. 不锈钢真空或保护气氛钎焊BNi-2
焊接熔剂
类别牌号名称特性和用途
气焊CJ301 铜气焊熔剂熔点约650℃,铜及铜合金气焊或钎焊的助熔剂CJ401 铝气焊熔剂熔点约560℃,铝及铝合金气焊的助熔剂
银钎焊QJ101 银钎焊熔剂在550-750℃范围钎焊铜及铜合金、钢及不锈钢的助熔剂
QJ102 银钎焊熔剂在600-850℃范围钎焊铜及铜合金、钢及不锈钢的助熔剂QJ102A 银钎焊熔剂在600-850℃范围钎焊铜及铜合金、钢及不锈钢。不易结块QJ112 膏状银钎焊熔剂在600-850℃范围钎焊铜及铜合金、钢及不锈钢的助熔剂QJ103 银钎焊熔剂在550-750℃范围钎焊铜及铜合金、钢及不锈钢的助熔剂
铝钎焊QJ201 铝钎焊熔剂在450-620℃范围钎焊铝及铝合金的助熔剂QJ207
铝钎焊熔剂在560-620℃范围钎焊铝及铝合金的助熔剂
铝及铝合金焊接材料应用
一、铝及铝合金焊接材料应用 纯铝焊丝ER1100 性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很 高的导热与导电性能,以及极好的可加工性能。对经阳极化处理 的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。 典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL余量用途广泛用于铁路机车、电力、化学、食 品等行业。 铝硅合金焊丝ER4047 性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。低熔点及良好的流动性使母材焊接变形很小。 典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量 用途:焊接或堆焊轻质合金加工业。 铝硅合金焊丝ER4043 性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金 典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量 用途:船舶、机车、化工、食品、运动器材 、模具、家具、容器、集装箱 铝镁合金焊丝ER5356 性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。 典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、 Ti 0.1,AL余量 用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等 行业。 精选范本,供参考!
铝镁合金焊丝ER5183 性能特点:本品为含镁3%的合金焊丝,适用于焊接或表 面堆焊同等级的铝合金材料。 典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量 用途:化工压力容器、核工业、造船、制冷行业、锅炉、 航空航天工业等 铝铜合金焊丝ER2319 性能特点:本品为含铜5.8%-6.8%的合金焊丝,适用于 焊接2219同等级的铝合金材料。 典型化学成份:Cu5.8-6.8,Mg 0.2-0.4,Si0.2,Fe 0.3,V0.05-0.15,Zr0.1-0.2 , Zn 0.10, Mn0.2-0.4,Ti 0.1-0.2,AL余量 用途:核工业、舰船制造、航空航天工业、军工装备等 二、铝合金焊丝及焊条成分 国标牌号主要成份(%) 特性和用途相当AWS S 301 Al≥99.5 塑性好、耐蚀。纯铝气焊、氩弧焊用ER1100 S 311 Si5 Al Rem. 抗裂性好,通用性大。铝合金气焊、氩弧焊用。 不宜用高镁合金 ER4043 S 321 Mn1.3 Al Rem. 良好的耐蚀性、可焊性及塑性。铝合金气焊、 氩弧焊用 ER3003 S 331 Mg5 Mn0.4 Al Rem. 耐蚀,强度高。铝合金氩弧焊用ER5356 5183 Mg5 Al Rem. 耐蚀、强度高,通用性大。铝合金氩弧焊用ER5183 Al 109 TAl 纯铝,耐蚀性好,但强度不高,纯铝焊接用E1100 Al 209 TAlSi 铝硅,抗裂性好,通用性大。铝合金焊接用, 不宜焊接铝镁合金 E4043 精选范本,供参考!
铝合金材料的应用领域
铝合金材料的应用领域 一、铝合金材料在汽车领域的应用 从高速、舒适、美观、耐用、轻量化、节能、保护环境、降低综合成本等综合性能方面来看,铝合金无疑是汽车工业现代化和轻量化的首选材料,世界许多国家都在致力于汽车用铝合金的研究。汽车自重每降低100kg,油耗就可以减少0.7L/km。因此,以铝合金代替钢铁材料,最大限度地减轻汽车的自重也就成为当前的研究热点。 从第一辆全铝车身奥迪A8问世,到捷豹的 Jaguar XJ,再到2012款新路虎极光揽胜发售,全铝车身加工工艺及技术正在不断走向成熟。不过,运用铝合金也面临不少问题,比如,铝合金加工难度比钢材高,成型性还需继续改善;由于铝导热性好,导致铝合金的焊接性能差;另外,成本控制对铝合金的应用非常重要,因此,全铝车身仅限于高端车型中。随着能源和环境危机的不断加剧,各国节能减排法规不断提高规范要求,铝合金作为汽车轻量化新材料将应用在更多的车型上,在工业化生产与设计中,钢铝混合车身的应用将成为主流。 1、汽车用铝合金材料的品种构成: 世界各国工业用铝合金材料的品种结构虽然有一定差异,但大体是相同的,所用的铝合金材料基本上属两大类,铸造铝合金和变形铝合金,前者用于生产各类铸件,后者用于生产各类加工材(如板,带,箔,型,棒,线)及锻件,各类加工材一般都需经过进一步加工才能成为汽车零部件。其品种构成:铸件占80%左右,锻件只占1%-3%其余为加工材。
铸造铝合金材料生产的各类铝合金铸件.主要用于发动机上的部分零件(如活塞、缸盖等)以及变速箱、制动器、转向器等部件上的部分铝合金铸件。近年来,由于发动机缸体、变速箱壳体、轮毂等一批大型铝合金汽车零件(见表1)的应用.使得汽车用铸造铝合金材料获得了飞速的发展。 变形铝合金材料主要用在汽车的散热系统、车身、底盘等部位上(见表2)如汽车水箱、汽车空调器的蒸发器和冷凝器等,主要是用铝合金带、箔材及管材;车身各部位(如发动机罩、行李箱盖、车身顶板、车身侧板、挡泥板、地板等从及底盘等则多用板材、挤压型材,近年来、由于汽车散热系统、车身铝合金化进程加快使汽车用变形铝合金材料也在迅速增长,最近十年汽车用铝合金材料各品种中加工材增加最为显著,达4倍(其中带材4.6倍,挤压材4倍),锻件增长更快,近5年增长了15倍。 表1 汽车主要部件系统中的铝铸件
铝合金各种型号应用领域
铝合金各型号应用领域 铝制品在生活中应用十分普遍,几乎涵盖了人们的衣食住行,厨具、汽车、门窗等等,但是铝材有不同的型号,各型号适合加工成不同的产品。以下是华深景泰调查总结铝 各种型号的应用领域: 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉。 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具。 1199 电解电容器箔,光学反光沉积膜。 1350电线、导电绞线、汇流排、变压器带材。 2011 螺钉及要求有良好切削性能的机械加工产品。 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件。 2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用 机械零件、结构与运输工具结构件,螺旋桨与配件。 2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件。 2036 汽车车身钣金件。 2048 航空航天器结构件与兵器结构零件。 2124 航空航天器结构件。 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环。 2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力。 2319 焊拉2219合金的焊条和填充焊料。 2618 模锻件与自由锻件。活塞和航空发动机零件。
铝合金分类及用途
铝合金分类及用途 公司标准化编码[QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N] 铝合金的分类一系:1000系列铝合金代表1050、1060、IloO系列。在所 有系列中IOOo系列属于含铝量最多的一个系列。纯度可以达到%以上。山于不
含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是IJ前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1030系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到%以上方为合格产品。我国的铝合金技术标准(gB∕T3880-2006)中也明确规定1050含铝量达到%.同样的道理1060系列铝板的含铝量必须达到%以上。二系:2000系列铝合金代表2024、2A16 (LYl6)、2A02 (LY6)。2000系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2000系列铝棒属于航空铝材,EI前在常规工业中不常应用。三系:3000系列铝合金代表3003、3A21为主。我国3000系列铝板生产工艺较为优秀。3000系列铝棒是由镭元素为主要成分。含量在之间,是一款防锈功能较好的系列。四 系:4000系列铝棒代表为4A01 4000系列的铝板属于含硅量较高的系列。通常硅含量在之间。属建筑用材料,机械零件,锻造用材,焊接材料;低熔点,耐蚀性好,产品描述:具有耐热、耐磨的特性五系:5000系列铝合金代表5052. 5005、5083、5A05系列。5000系列铝棒属于较常用的合金铝板系列,主要元素为镁,含镁量在3-5%之间。乂可以称为铝镁合金。主要特点为密度低,抗拉强度高,延伸率高。在相同面积下铝镁合金的重量低于其他系列?在常规工业中应用也较为广泛。在我国5000系列铝板属于较为成熟的铝板系列之一。六 系:6000系列铝合金代表6061主要含有镁和硅两种元素,故集中了4000系列和5000系列的优点6061是一种冷处理铝锻造产品,适用于对抗腐蚀性、氧化性要求高的应用。可使用性好,容易涂层,加工性好。七系:7000系列 铝合金代表7075主要含有锌元素。也属于航空系列,是铝镁锌铜合金,是可热处理合金,属于超硬铝合金,有良好的耐磨性.LHif基本依黑进口,我国的生产工艺还有待提高。八系:8000系列铝介金较为常用的为8011属于其他系列,大部分应用为铝箔,生产铝棒方面不太常用。九系:9000系列铝合金是备用合金。 铝合金典型用途 1050食瓜、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途Iloo用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145包装及绝热铝箔,热交换器1199电解电容器箔,光学反光沉积膜 1350电线、导电绞线、汇流排、变压器带材 2011螺钉及要求有良好切削性能的机械加工产品 2014应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017是笫一个获得工业应用的2XXX系合金,Ll前的应用范围较窄,主要为钏钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024飞机结构、钏钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身锻金件 2048航空航天器结构件与兵器结构零件 2124航空航天器结构件
铝合金分类及应用领域
铝合金分类及应用领域1XXX 纯铝说明1XXX系列代表1050 1060 1070 1XXX系列铝板又被称为纯铝板,在所有系列中1XXX系列属于含铝量最多的一个系列。纯度可以达到%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1XXX系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到%以上方为合格产品。我国的铝合金技术标准(GB/T3880-2006)中也明确规定1050含铝量达到%.同样的道理1060系列铝板的含铝量必须达到%以上。应用领域 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2XXX 铝铜说明2XXX系列铝板代表2A16(LY16) 2A06(LY6)2XXX系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2XXX系列铝板属于航空铝材,目前在常规工业中不常应用。我国目前生产2XXX系列铝板的厂家较少。质量还无法与国外相比。目前进口的铝板主要是由韩国和德国生产企业提供。随着我国航空航天事业的发展,2XXX系列的铝板生产技术将进一步提高。 应用领域 2011 螺钉及要求有良好切削性能的机械加工产品 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件 2036 汽车车身钣金件 2048 航空航天器结构件与兵器结构零件
铝合金焊接技术
钛合金焊接技术 日期:08-12-10 09:00:09 作者:鲜雪强川航机务部 由于钛合金低重量、强度高、耐腐蚀性优异,又具有与先进复合材料在热学、电化学方面的相容性,一直是航空、宇航工业上应用的重要结构材料。焊接作为钛合金加工中的重要手段,在提高材料利用率、减轻结构重量、降低成本等方面有独特的优势,因此有必要研究飞机结构修理中的钛合金焊接技术。关键词:焊接、疲劳性能、残余应力、疲劳寿命 一、钛合金焊接的重要性 疲劳断裂是材料在交变载荷(或应力)作用下发生的破损断裂。国内外研究表明,飞机结构疲劳破坏是飞机主要破坏形式。早期设计的飞机只考虑静强度问题,直到上个世纪五十年代,随着航空事业的不断发展,飞机性能不断提高,飞机的使用要求不断严格,飞机在使用过程中疲劳破坏与安全可靠性之间的矛盾逐渐暴露出来。 焊接是一种运用(多种情况下为局部)加热或加压手段、添加或不添加填充材料将构件不可拆卸的连接在一起,或在基材表面堆敷覆盖层的加工工艺。焊接技术广泛的应用于国民经济的各个部门,如机械工程、桥梁工程、压力容器船舶工程、航空航天等领域。焊接结构在现代工业中应用越来越广泛,无论是在航天领域还是在一般的工程领域,无论是小部件还是大型结构,都在不断扩大焊接结构的比重。例如,飞机中央翼焊接下壁板是关键承力构件,承受机翼传来的弯矩、扭矩、剪力和油箱压力的作用;在国外第四代战斗机中钛合金含量已达到40%左右。而对于钛合金焊接结构疲劳特性与寿命评估技术的研究则是为实现钛合金结构在先进飞机上的合理使用,所必不可少的前提条件之一。 二、焊接区域材料性能的确定 焊接接头由焊缝、热影响区、母材组成,是一种非均质材料,各向异性。热影响区是焊缝到母材的过渡区域,其材料性能也介于焊缝和母材之间。
铝合金的发展前景及应用展望
铝合金的发展前景及应用展望 1 前言 经过对铝合金化学成分的组成与优化,铝合金型材的铸造工艺、热挤压加工工艺和人工时效工艺进行优化,形成了合理的工艺路线和工艺流程。在此工艺路线和工艺流程的指导下生产出的铝合金型材强度高、延伸率大,延展成型性能好,且具有良好的抗腐蚀性能,已突破普通铝合金建筑材料的应用范围的局限,除应用于铝合金建筑门窗、幕墙外,可用做高层建筑的阳台护栏、栅栏、交通护栏、指示牌、广告牌,以及交通运输设施,汽车、高速列车、航空航天、船舶、军工以及大型建筑结构等领域。因其良好的耐腐蚀性能,不仅可以杜绝碳素钢,铸铁护栏因生锈而带来的反复维护的成本与烦恼,且表面多彩化,可与建筑群、建筑小区的人文环境效果匹配,大大丰富了建筑物的外立面,增强建筑的整体美感。目前,该项成果正在进一步向交通高速公路护栏、汽车等行业渗透推广。 2 论文部分 一铝合金的发展前景 2.1 铝合金在汽车领域应用前景广阔 铝合金的优良特性以及节能、环保、安全的三大汽车技术发展主题确定了铝在汽车行业应用的美好前景,特别是以宝马、奔驰、卡迪拉克等品牌为代表的高档轿车的引进,为铝合金的应用提供了新的市场。 在近期和不久的将来,汽车工业将加快对钢制产品的替代工作,并渴望在如下方面取得进展:1、全铝车身,包括美国福特、通用、日本本田、德国奥迪的概念车车身已经大量采用铝合金,与钢结构相比,重量减轻40%以上;2 、底盘结构件及支架和悬挂类零部件;3、储气罐,后保险杠;4、新材料的开发,为铝合金应用领域的扩展提供了可能。如德国开发成功的泡沫铝材AFS(aluminumfoamsandwich)具有高的刚度/重量和强度/重量之比,能够有效吸收冲击能,具有防震防噪音、易于回收等特点,在车门立柱,保险杠,门侧防撞杆、前防撞梁、军车上的防爆板、轿车发动机零部件等方面拥有极强的应用前景;5、铝镁合金、铝钛合金在汽车车轮、电器件、内饰件等方面的应用也正在逐步扩大。 2.2 稀土锌铝合金镀层金属制品前景看好 如由马鞍山鼎泰金属制品(集团)公司研制开发的国产新一代稀土锌铝合金镀层钢丝、钢绞线,投放市场后,受到用户青睐。专家认为该产品潜在市场十分巨大,前景相当广阔。 稀土锌铝合金镀层钢丝、钢绞线、钢丝绳是新一代耐腐蚀金属制品,目前世界公认的、有产品标准可遵循的只有两种,一种是含铝55%、硅6%、锌43.4%,称为Ga
铝合金的牌号性能与应用
铝合金的牌号、状态和性能 1 铝及铝合金的分类 纯铝比较软,富有延展性,易于塑性成形。如果根据各种不同的用途,要求具有更高的强度和改善材料的组织和其他各种性能,可以在纯铝中添加各种合金元素,生产出满足各种性能和用途的铝合金。 铝合金可加工成板、带、条、箔、管、棒、型、线、自由锻件和模锻件等加工材(变形铝合金),也可加工成铸件、压铸件等铸造材(铸造铝合金)。 纯铝—1×××系,如1000合金 非热处理型合金Al-Mn系合金—3×××系,如3003合金 Al-Si系合金—4×××系,如4043合金变形铝合金Al-Mg系合金—5×××系,如5083合金 Al-Cu系合金—2×××系,如2024合金 热处理型合金Al-Mg-Si系合金—6×××系,如6063合金铝及Al-Zn-Mg系合金—7×××系,如7075合金铝合金Al-其它元素—8×××系,如8089合金 纯铝系 非热处理型合金Al-Si系合金,如ZL102合金 Al-Mg系合金,如ZL103合金 铸造铝合金Al-Cu-Si系合金,如ZL107合金 Al-Cu-Mg-Si系合金,如ZL110合金 热处理型合金Al-Mg-Si系合金,如ZL104合金 Al-Mg-Zn系合金,如ZL305合金
2 变形铝合金分类、牌号和状态表示法 3. 1 变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si 合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3.3 中国变形铝合金状态代号及表示方法 根据GB/T16475–1996标准规定,基础状态代号用一个英文大写字母表示。细分状态代号采用基础状态代号后跟一位、两位或多位阿拉伯数字表示。 3.3.1基础状态代号 3.3.2 细分状态代号 HXX状态 H后面的第一位数字表示获得该状态的基本处理程序 H1 ——单纯加工硬化状态 适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
铝合金焊接通用工艺规范(定版)
铝合金焊接工艺规范 技术部 编制 审核 批准 ××工业有限公司 2012.6.26
前言 本规范根据××工业有限公司,定制与实施设计规范、工艺规范、试验规范的要求,按《企业标准编写的一般规定》,为明确铝合金焊接的工艺要求而制定。 本规范是公司在铝合金焊接中的经验总结,对于生产起指导作用。 本规范编制部门:技术部 本规范制定日期:2012-6-26。
一、目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本规范。 二、编制依据 1. GB/T 985.3 《铝及铝合金气体保护焊推荐坡口》 2. GB/T10858-2008《铝及铝合金焊丝》 3. GB/T24598-2009《铝及铝合金熔化焊焊工技能评定》 4. GBT3199-2007 《铝及铝合金加工产品贮存及包装》 5. GBT22087-2008《铝及铝合金弧焊接头缺欠质量》 6.有关产品设计图纸 三、焊前准备 3.1 焊接材料 铝板 3A21(原LF21)及铝合金型材。 焊丝:S311铝硅焊丝 ER4043 直径φ2,φ3,焊丝应有制造长的质量合格证,领取和发放由管理员统一管理。铝硅焊丝抗裂性好,通用性大。 3.2 氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.99%,所用流量8-16升/分钟,气瓶中 的氩 气不能用尽,瓶内余压不得低于0.5MPa ,以保证充氩纯度。氩气应符合 GB/T4842-1995。 3.3 焊接工具 ①采用交流电焊机,本厂用WSME-315(J19)。 ②选用的氩气减压流量计应开闭自如,没有漏气现象。切记不可先开流量计、后开气 瓶,造成高压气流直冲低压,损坏流量计;关时先关流量计而后关氩气瓶。 ③输送氩气的胶皮管,不得与输送其它气体的胶皮管互相串用,可用新的氧气胶皮管
各种铸造铝合金牌号的主要特点及应用
各种铸造铝合金牌号的 主要特点及应用 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
各种铸造铝合金牌号的主要特点及用途 ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。主要采用砂型铸造和金属型铸造。 Zl101A 由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。其使用量目前仅次于ZL102。多采用砂型和金属型铸造。(ZL101A合金是以ZL101合金为基础严格控制杂质含量,改进铸造技术可以获得更高的力学性能。铸造性能,耐腐蚀性能和焊接性良好。用于铸造各种壳体零件,飞机的泵体、汽车变速箱、燃油箱的弯管等) Zl102 这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。 Zl104 因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。 Zl105、ZL105A
铝合金分类及用途
铝合金的分类一系:1000系列铝合金代表1050、1060 、1100系列。在所有系列中1000系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。二系:2000系列铝合金代表2024、2A16(LY16)、2A02(LY6)。2000系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2000系列铝棒属于航空铝材,目前在常规工业中不常应用。三系:3000系列铝合金代表3003 、3A21为主。我国3000系列铝板生产工艺较为优秀。3000系列铝棒是由锰元素为主要成分。含量在1.0-1.5之间,是一款防锈功能较好的系列。四系:4000系列铝棒代表为4A01 4000系列的铝板属于含硅量较高的系列。通常硅含量在4.5-6.0%之间。属建筑用材料,机械零件,锻造用材,焊接材料;低熔点,耐蚀性好,产品描述: 具有耐热、耐磨的特性五系:5000系列铝合金代表5052、5005、5083、5A05系列。5000系列铝棒属于较常用的合金铝板系列,主要元素为镁,含镁量在3-5%之间。又可以称为铝镁合金。主要特点为密度低,抗拉强度高,延伸率高。在相同面积下铝镁合金的重量低于其他系列.在常规工业中应用也较为广泛。在我国5000系列铝板属于较为成熟的铝板系列之一。六系:6000系列铝合金代表6061 主要含有镁和硅两种元素,故集中了4000系列和5000系列的优点6061是一种冷处理铝锻造产品,适用于对抗腐蚀性、氧化性要求高的应用。可使用性好,容易涂层,加工性好。七系:7000系列铝合金代表7075 主要含有锌元素。也属于航空系列,是铝镁锌铜合金,是可热处理合金,属于超硬铝合金,有良好的耐磨性. 目前基本依靠进口,我国的生产工艺还有待提高。八系:8000系列铝合金较为常用的为8011 属于其他系列,大部分应用为铝箔,生产铝棒方面不太常用。九系:9000系列铝合金是备用合金。 铝合金典型用途 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2011 螺钉及要求有良好切削性能的机械加工产品 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件 2036 汽车车身钣金件 2048 航空航天器结构件与兵器结构零件 2124 航空航天器结构件 2218 飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。焊
铝及铝合金焊接材料的应用
铝及铝合金焊接材料应用 纯铝焊丝ER1100 性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。 典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL余量用途广泛用于铁路机车、电力、化学、食品等行业。 铝硅合金焊丝ER4047 性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。低熔点及良好的流动性使母材焊接变形很小。 典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量 用途:焊接或堆焊轻质合金加工业。 铝硅合金焊丝ER4043 性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金 典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量 用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱 铝镁合金焊丝ER5356 性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。本品也能为经阳极化处理的焊接提供良好的配色。 典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量 用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。 铝镁合金焊丝ER5183 性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。 典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,C u≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量 用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等 铝合金焊丝及焊条成分 国标牌号主要成份(%) 特性和用途相当AWS S 301 Al≥99.5 塑性好、耐蚀。纯铝气焊、氩弧焊用ER1100 S 311 Si5 Al Rem. 抗裂性好,通用性大。铝合金气焊、氩弧焊用。不宜用高镁合金ER4043 S 321 Mn1.3 Al Rem. 良好的耐蚀性、可焊性及塑性。铝合金气焊、氩弧焊用ER3003 S 331 Mg5 Mn0.4 Al Rem. 耐蚀,强度高。铝合金氩弧焊用ER5183 5356 Mg5 Al Rem. 耐蚀、强度高,通用性大。铝合金氩弧焊用ER5356 Al 109 TAl 纯铝,耐蚀性好,但强度不高,纯铝焊接用E1100 Al 209 TAlSi 铝硅,抗裂性好,通用性大。铝合金焊接用,不宜焊接铝镁合金E4043 Al 309 TAMn 铝锰,强度高,耐蚀。铝合金焊接用E3003
铝合金的应用领域及发展方向
铝合金的应用领域及发展方向
铝合金的主要应用领域及其发展方向 一,铝合金简介 以铝为基的合金总称。主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。 二,铝合金的分类 铝合金按照其性质和应用的不同可划分为普通铝合金,超高强度铝合金,耐热铝合金,铝基复合材料。其应用的领域各有侧重,涵盖了铝合金的所有应用领域。 三,铝合金的应用 1,典型用途 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2011 螺钉及要求有良好切削性能的机械加工产品 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件 2036 汽车车身钣金件 2048 航空航天器结构件与兵器结构零件 2124 航空航天器结构件 2218 飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环 2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力2319 焊拉2219合金的焊条和填充焊料 2618 模锻件与自由锻件。活塞和航空发动机零件
铝合金在高速铁路上的应用现状及发展趋势
铝合金在高速铁路上的应用现状及发展趋势 摘要:铁路运输是我国主要的交通运输方式,在国民经济中起着非常重要的作用。而铁路车辆是铁路运输中直接载运旅客和货物的工具,是铁路中的一个主要环节,随着社会的进步,运输对车辆的要求越来越高。车体作为车辆的一个主要部件,其轻量化设计就成为一个关键的问题。高速列车的轻型化对于发展交通运输、改善机车车辆运行平稳性、降低能源消耗、减少轮轨磨耗都是至关重要的。当今世界上,大多数发达国家采用铝合金为材质制造车体结构,介绍目前国内外铁路运输中铝材的应用优势及其主要障碍,通过使用铝材来代替传统的钢铁材料,可大大减轻自重以降低能耗、减少环境污染、提高经济性。并对铝材的发展趋势做了猜测。 关键词铝合金;现状;发展趋势 1引言 铁路运输工业正面临越来越严重的三大课题:能源、环保、安全。减轻火车自重以降低能耗,减少环境污染,节约有限资源已成为火车运输关注的焦点。轻量化是火车发展的一个重要趋势,通过使用轻质材料来替代传统的钢铁材料,可以减轻火车的质量,以达到节省燃料的目的。因此,越来越多的轻质或高比强度的材料受关注,如板、铝合金。本文就高速铁路客车用铝合金材料的现状及发展趋势做些讨论。 2铝合金的特点及其应用优势 2.1铝合金的特点 铝的密度小,仅为2.7(属轻金属),约为钢的1/3。由于铝的表面易氧化形成致密而稳定的氧化膜,所以耐蚀性好。铝有较好的铸造性,由于铝的融化温度低,流动性好,易于制造各种复杂外形的零件。铝中加入一种或几种元素后即构成铝合金,铝合金相对于纯铝可以提高强度和硬度,除固溶强化外,有些铝合金还可以热处理强化,使有些铝合金的抗拉强度可超过600MPa,与低碳钢相比,比强度则胜过某些合金钢。铝合金是纯铝加入一些合金元素制成的,如铝—锰合金、铝—铜合金、铝—铜—镁系硬铝合金、铝—锌—镁—铜系超硬铝合金。铝合金比纯铝具有更好的物理力学性能:易加工、耐久性高、适用范围广、装饰效果好、花色丰富。铝合金分为防锈铝、硬铝、超硬铝等种类,各种类均有各自的使用范围,并有各自的代号,以供使用者选用。 铝合金仍然保持了质轻的特点,但机械性能明显提高。铝合金材料的应用有以下三个方面:一是作为受力构件;二是作为门、窗、管、盖、壳等材料;三是作为装饰和绝热材料。
铝合金的分类与典型用途
铝合金的分类与典型用途 一 JIS A.A 1000 系列--纯铝系 1000系列铝合金代表1050、1060 、1100系列。在所有系列中1000系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。我国的铝合金技术标准(GB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。 1、1060作为导电材料IACS保证61%,需要强度时使用6061 电线 2、1085 1080 1070 1050 1N30 1085 1080 1070 1050 —成形性、表面处理性良好,在铝合金中其耐蚀性最佳。因为是纯铝、其强度较低,纯度愈高其强度愈低。日用品、铝板、照明器具、反射板、装饰品、化学工业容器、散热片、溶接线、导电材 3、1100 1200 AL纯度99.0%以上之一般用途铝材,阳极氧化处理后之外观略呈白色外与上记相同。一般器物、散热片、瓶盖、印刷板、建材、热交换器组件1N00 -强度比1100略高,成形性良好,其化特性与1100相同。 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 二日用品 2000 系列-- AL x Cu 系 2000系列铝合金代表2024、2A16(L Y16)、2A02(LY6)。2000系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2000系列铝棒属于航空铝材,目前在常规工业中不常应用。 1、2011快削合金,切削性好强度也高。但耐蚀性不佳。要求耐蚀性时,使用6062系合金音量轴、光学组件、螺丝头。 2、2014 2017 2024 含有多量的Cu,耐蚀性不佳,但强度高,可作为构造用材使用,锻造品亦可适用,航空器、齿轮、油、压组件、轮轴。 3、2117固溶化热处理后,作为铰钉用材,为延迟常温时效速度之合金。 4、2018 2218 锻造用合金。锻造性良好且高温强度较高,因此使用于需要耐热性之锻造品,耐蚀性不佳,汽缸头、活塞、VTR汽缸。
铝及铝合金的应用
1.同方锋锐S30i的名字大家一定很熟悉,该机时尚的造型,低廉的价格,给人们留下了非常深刻的印象。该机造型上采用了由金属打造的外壳,拥有良好的散热能力和手感 外观方面:锋锐S30i采用了镁铝合金材质外壳,相对于传统笔记本的工程塑料来说,铝镁合金具有更轻便的重量、更坚固的韧性、更有效的散热等特征。而且锋锐S30i有银、黄、黑三种主流色彩可选。 2.全新捷豹XKR配置了源于航天工业的轻量化车身结构,保证车体具有优异的结构完整性和上乘的品质,而且在同类汽车中重量最轻。全新的引擎、更具表现力的外观、奢华的内部设计、先进的轻量化全铝车身,全新捷豹XKR将跑车体验提升到了一个全新的高度。 3.为降低建筑能耗,采取了建筑遮阳措施:出挑花池结合绿色藤蔓,美观的同时起到遮阳的作用;A到D栋山墙采用木百叶遮阳和铝合金百叶(见图十二);屋顶飘架具有遮阳隔热的作用;G栋南面设计了1200mm进深的阳台横向遮阳,在无阳台的东南、南向增加挑宽750mm的遮阳板。 4.空客A380机身铝量仍占三分之一以上 空客北美公司(Airbus North America)销售经理西蒙·皮库曾(Simon Pickup)说:空客a380机身用的铝材仍占到1/3以上,其中11%为常规铝合金,23%为铝-锂合金。他说,机翼之所以转用复合材料是因为它们有很好的强度忍耐性(strength tolerance),因而能够承受飞机的超载荷,而用铝-锂合金,是因为它们既有高的强度,又有良好的抗腐蚀性能与疲劳强度,对减轻飞机的自身重量大有裨益,同时铝-锂合金零件的加工制造比复合材料的容易得多。 5.国内首辆铝合金自卸车在中国重汽研制成功 日前,重汽集团专用汽车公司研发的QDZ3310ZH46W型铝合金轻量化自卸车成功下线,该产品已通过山东省科技成果鉴定,这项拥有自主知识产权的产品技术创新达到了国内领先水平。 根据国际上轻量化自卸车发展趋势,2009年重汽集团专用汽车公司技术中心立项研发铝合金轻量化自卸车。当前,国内自卸车一直采用各类高强度钢板实现轻量化,但单纯的钢板厚度降低一定程度上影响了车厢的强度和刚度,自卸车轻量化的降幅受到限制,为解决轻量化实施中遇到的问题,专汽公司决定立项开发以新材料应用为代表的前瞻性产品——铝合金自卸车。经过多次的试验验证,成功的解决了铝合金材料在折弯、焊接、制造过程中的工艺难题。QDZ3310ZH46W型铝合金自卸车设计箱体长度8.2m,有效容积33 9m。,自卸车上装重量小于3.8吨。可广泛适用于煤炭、粮食等散装货物的运输需求。是一款满足轻量化市场需要的高品质自卸车。 6.铝建筑材料的回收量会有多高? 2008年中,美国铝协会发布的调研报告表明,美国国内轧制铝建筑产品的总回收率约85%。而且还有一个结论,即产品总量平均60%的原料来自用过的资源。用于建筑工业的铝材中,不仅消费过的和加工回收过的铝的百分比含量高,而且在产品很长的使用寿命终结之时,仍可以100%回收。铝建筑部件可以在保证质量的前提下,反复回收,并再加工成类似产品。 6.铝屋顶板住宅建筑中最常用的铝屋顶产品,尽管通常比传统石棉顶板价格要昂贵一些,但优势明显。轻质铝屋顶板容易安装,一般是石棉屋顶板使用寿命的2-3倍,由于其反射性(反射95%的阳光),可以明显降低夏季空调的使用量。铝屋顶板中,98%的材料可回收。铝屋顶板和木质屋顶板不一样,它不干燥、不开裂、不腐烂和不生虫;和钢质屋顶板也不一样,铝屋顶板不生锈;和石棉屋顶板不一样,铝屋顶板不卷边、不干燥、不翘起和不滋生霉菌。最重要的是,铝屋顶板在使用寿命终结时可100%回收。据美国国家房屋建筑商协会的统计数据,废弃的石棉屋顶板以200亿磅/年速度倾倒回填入土地;与此相比,
铝合金分类及应用领域精编WORD版
铝合金分类及应用领域精编W O R D版 IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】
铝合金分类及应用领域 1XXX 纯铝说明1XXX系列代表 1050 1060 1070 1XXX系列铝板又被称为纯铝板,在所有系列中1XXX系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1XXX系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。我国的铝合金技术标准(GB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。 应用领域 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2XXX 铝铜说明2XXX系列铝板代表2A16(LY16) 2A06(LY6)2XXX系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2XXX系列铝板属于航空铝材,目前在常规工业中不常应用。我国目前生产2XXX系列铝板的厂家较少。质量还无法与国外相比。目前进口的铝板主要是由韩国和德国生产企业提供。随着我国航空航天事业的发展,2XXX系列的铝板生产技术将进一步提高。