生产过程检验情况记录表一
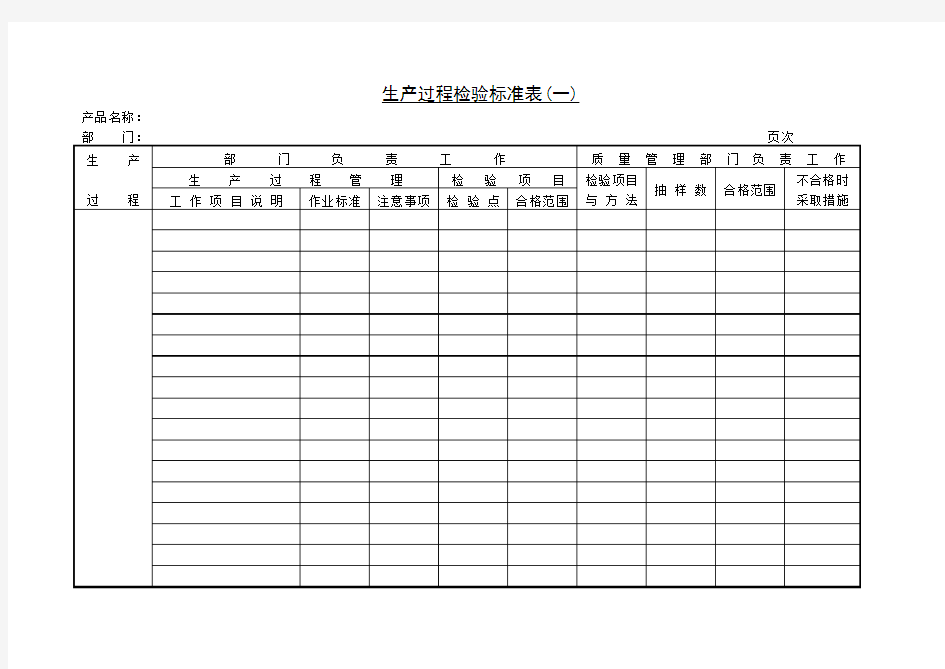

生产过程检验标准表(一)产品名称:
工序检验记录
工序检验记录 J-03-03 NO: 产品名称规格型号加工时间生产数量 序号工序检验要求单项结论操作人员 1 柜体及电器元 器件的检查 各种骨架、结构外形、油漆层牢固、均匀、无刷痕、修整痕迹和明显的机械 杂质;距1米外观察无色差和反光,焊缝均匀,无焊穿、漏焊和焊渣。 是□否□ 符合要求门的开启角大于90°,无阻塞、摩擦,开启过程中没有损坏油漆,门上锁 后无明显晃动。 电器元器件无损坏,元器件型号规格与图纸相符,具有动作工能的元器件应 可靠的分合5次。 2 布局检查电器元器件按照各自规定的条件进行安装;有一、二次线的制作安装距离; 元器件在操作时不受空间的防碍,无触及带电体的可能,能方便的更换元器 件及维修,连线是□否□ 符合要求发热元件的安装距离应大于40mm,紧急开关元器件的操作机构在0.8-1.6m 的范围内。指示灯与按钮的颜色应符合要求 3 固定元器件的安装孔按元器件规定的螺栓规格数量安装,紧固件无遗漏 是□否□ 符合要求螺栓的紧固不得破坏固件的防护层,紧固后螺栓露出螺纹3-5牙;组装所用 紧固件及金属部件均应有防护层,防护层应无脱落、变质、生锈等现象 4 母线制作母线的材质及型号规格、承载电流能力符合规定要求;母线表面应平整洁、 无裂口和起皱 是□否□ 符合要求校直后的母线宽面弯曲度每米不大于2mm 侧面弯曲度每米不大于3mm 母线弯曲半径不得小于母线厚度的2倍 母线弯曲处和母线搭接处距离支撑母线处应不小于10mm 搭接长度应不小于母线的宽度 弯曲后的母线表面应平整,无裂纹及起皱 5 元器件安装螺钉紧固后螺纹应露出2-3牙,螺栓镀层应光亮无锈,螺栓应有防松措施。 安装后必须附上安装使用说明书,产品合格证,易损件等。 是□否□ 符合要求 6 一次母线安装尺寸应符合,平整无毛刺,搭接紧密,折弯角度、电气间隙和爬电距离符合 要求,相序正确符合要求。 是□否□ 符合要求 7 二次线配制、安 装 剥去绝缘导线线皮时,不得伤线,多股导线不得有断线。接线应牢固可靠, 上端子的线不要压线皮,以漏2mm为宜。线号清晰牢固。固定线束应横平竖 直布置,并应捆扎固定。安装后用万用表进行测量。 是□否□ 符合要求 8 调试用万用表进行测量合格后根据设计及图纸要求检查元器件安装、一次线、二 次线并进行通电试验,检查设备是否符合要求。 是□否□ 符合要求 9 一致性检查认证产品的铭牌及标志、主要技术参数、型号规格、结构、所用的关键元器 件和材料应与型式试验报告中的产品描述相一致; 主进线开关: 铜排: 绝缘支撑件: 是□否□ 符合要求
首件检验流程规范范本
1、目的 本文件规定了公司产品生产过程中对新品首件检验、批首件检验的要求及管理规定,以利于整批产品加工得到满足顾客的要求。 2 主题内容和适用范围 本文件规定了公司在生产过程中对新品的首件检验、批首件检验的要求及工作程序。 本规定适用于公司在生产过程中对新品的首件检验、批首件检验的控制。 3 职责 3.1生产部门负责组织安排首件检验工作。 3.2未经新品首件、批首件检验或首件检验不合格,而擅自生产产品,由此引起的质量事故,由直接责任者负责。 3.3检验员、生产线负责人对首件检验的正确性负责。 3.4 对首件确认工作未完成,检验员开始出具质量凭证,造成的质量事故,责任由检验员负责。 4 控制要求 4.1 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。4.2 对于常规生产产品,须按批次进行首件检验。 4.3由于设备、工艺等原因造成的停机,停机再开机时要进行首件检验和确认。 4. 4 产品材料、规格变更后投入生产时要进行首件检验和确认。 4.5新品首件检验时,应由生产单位负责通知检验有关人员,按现行有效的图纸、清单(或顾客提供的样件)、工艺文件进行,检验员填写检验记录,检验合格后在首件卡上签字,并将卡片挂在首件产品上做好首件标记;首件检验不合格应立即退回,重做首件,并做好记录。未经首件检验合格的产品不得进行验收。 4.6 首件作为批量生产的样件,由生产部门负责保留到全批生产结束后才能最后送交。 4.7首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 5工作程序 5.1 在首件制作过程中,生产线负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。 5.2 常规生产产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在首件牌上签字后再交由检验人员等进行首件检验。首件检验时,检验员应会同生产线负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首
生产过程巡检记录表
生产过程巡检记录表 ----------------------------精品word文档值得下载值得拥有--------- ------------------------------------- 生产管理现场巡查指南 编号:B/JD.HD501 年月日检查人: 巡查检查实际情况描述(合格或不合格描述) 检查内容检查标准岗位项目 及处理 1、标识是否正确(检查原料标识卡填写内容); 1、原料标识卡填写内容与实际 相符; 2、换牌是否及时(保证在用与先进先出); 2、原料标识牌与实际相符且符合先 进先出; 原料3、领用记录是否正确、完整(核对库存数); 3、领用记录清晰、准 确,库存数与实际相符; 标识 4、是否按先进先出原则使用(看入库时间); 4、原 料按先进先出原则使用; 5、是否有不明物(有无未标识的物品)。 5、仓库内无不明(未标识)物品。 1、码放是否规则(检查分区货位、检查码放整齐度、1、原料分区码放,原 料堆无倾斜; 检查是否存在交叉污染的可能); 2、粒料、粉料原料分开码放; 2、防潮情况(查地面湿度和底层包质量;查屋面漏雨 3、仓库不漏雨、不上潮; 原料情况;根据天气查门窗关闭情况); 4、阴雨天门窗关闭; 存储 3、保质期(查入库时间和保质时间;根据库存量和使5、原料在保质期 内使用完;
用量作存放质量评估); 6、原料帐物相符; 4、抽查原料实际库存与阿佳希报表的符合性。 7、各品种原料库存量不低于安全库存量。 5、原料库存量(在安全库存量内) 1、办公室物品摆放(按办公区6S标准核查); 1、办公室符合集团办公区6S 标准; 原料 2、地面、门窗整洁度(按生产区6S标准核查); 2、仓库符合集团生产区6S标准; 库6S 3、仓库墙壁、墙角、屋顶、原料堆上是否有蜘蛛网和 积尘; 1、现场次序(查车辆摆放、装卸顺序的规范性) 1、车辆摆放有序,装卸顺序按到厂时间排列; 2、安全情况(查司机、客户、装卸人员作业的规范性,2、无安全隐患,无安全事故; 装卸查是否有安全隐患); 3、原料码放架板数量符合规定、码放锤直平现场 3、卸车速度和原料码放(查码放数量、码放整齐度,整; 观察到货车辆情况); 4、叉车按程序保养到位,无带病工作; ----------------------------精品word文档值得下载值得拥有---------------------------------------------- ----------------------------------------------------------------------------------------------------------------------------- ----------------------------精品word文档值得下载值得拥有---------------------------------------------- 4、叉车(查保养情况;看工作状况;查方向、灯光、 5、场地散落原料及时分类回收装袋; 喇叭、刹车的完好性); 6、装卸速度满足到货需要。 5、场地(是否及时清扫车厢、地面;散料回收是否混
生产过程巡检记录表
生产过程巡检记录表 生产管理现场巡查指南 编号:B/JD.HD501 年月日检查人: 巡查检查实际情况描述(合格或不合格描述) 检查内容检查标准岗位项目 及处理 1、标识是否正确(检查原料标识卡填写内容); 1、原料标识卡填写内容与实际 相符; 2、换牌是否及时(保证在用与先进先出); 2、原料标识牌与实际相符且符合先 进先出; 原料3、领用记录是否正确、完整(核对库存数); 3、领用记录清晰、准确,库存数与实际相符; 标识 4、是否按先进先出原则使用(看入库时间); 4、原 料按先进先出原则使用; 5、是否有不明物(有无未标识的物品)。 5、仓库内无不明(未标识)物品。 1、码放是否规则(检查分区货位、检查码放整齐度、1、原料分区码放,原 料堆无倾斜; 检查是否存在交叉污染的可能); 2、粒料、粉料原料分开码放; 2、防潮情况(查地面湿度和底层包质量;查屋面漏雨 3、仓库不漏雨、不上潮; 原料情况;根据天气查门窗关闭情况); 4、阴雨天门窗关闭; 存储 3、保质期(查入库时间和保质时间;根据库存量和使5、原料在保质期 内使用完; 用量作存放质量评估); 6、原料帐物相符; 4、抽查原料实际库存与阿佳希报表的符合性。 7、各品种原料库存量不低 于安全库存量。
5、原料库存量(在安全库存量内) 1、办公室物品摆放(按办公区6S标准核查); 1、办公室符合集团办公区6S标准; 原料2、地面、门窗整洁度(按生产区 6S标准核查); 2、仓库符合集团生产区6S标准; 库6S 3、仓库墙壁、墙角、屋顶、原料堆上是否有蜘蛛网和 积尘; 1、现场次序(查车辆摆放、装卸顺序的规范性) 1、车辆摆放有序,装卸顺 序按到厂时间排列; 2、安全情况(查司机、客户、装卸人员作业的规范性,2、无安全隐患,无 安全事故; 查是否有安全隐患); 3、原料码放架板数量符合规定、码放锤直平 3、卸车速度和原料码放(查码放数量、码放整齐度,整; 装卸观察到货车辆 情况); 4、叉车按程序保养到位,无带病工作; 现场 4、叉车(查保养情况;看工作状况;查方向、灯光、5、场地散落原料及时分类回收装袋; 喇叭、刹车的完好性); 6、装卸速度满足到货需要。 5、场地(是否及时清扫车厢、地面;散料回收是否混 乱)。 1、检查筒仓温度(用温度测试仪测量筒仓原料的温1、筒仓原料温度控制在 规定范围内; 度); 2、筒仓按管理制度实施通风和检查; 2、检查筒仓管理情况(对照管理制度查通风记录;查 3、筛出物分类打包、送到指定存放处; 温度记录;查原料进出记录;查筒仓清理记录); 4、三清筛、永筒筒每班清理; 3、检查筛出物(据筛出物成分判断三清筛网的完好性;5、所有设备保养到位、工作正常; 筒仓筒仓筛出物的清理和摆放是否符合要求); 6、筒仓周边6S