端子检验规范(含表格)
端子类检验规范
(IATF16949-2016/ISO9001-2015)
1.0目的:
确保生产所需端子类材料均能正确检验,保证其符合品质要求。
2.0适用范围:
2.1接插件所用的所有端子;
2.2端子材料入料检验和制程材料确认。
3.0定义:
无
4.0步骤:
4.1确认以下文件/样品是否完整:
4.1.1供应商在合格供应商清单上
4.1.2有工程图纸
4.1.3有公司确认的参考样品
备注:如上任何一条不完整,不可进行检验。
4.2抽样方案
具体要求见《抽样检验规范》。
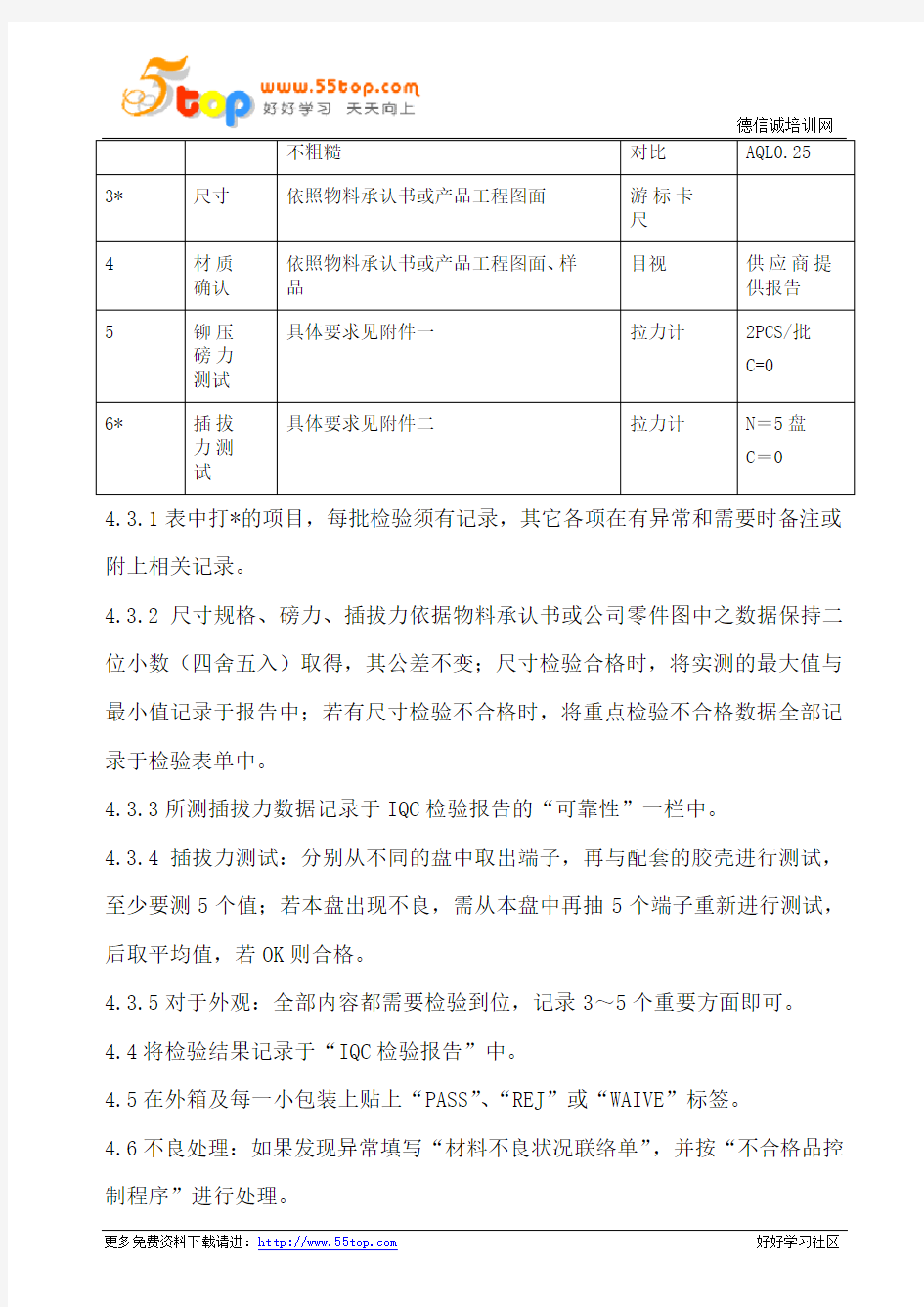
4.3检验内容与记录:
4.3.1表中打*的项目,每批检验须有记录,其它各项在有异常和需要时备注或附上相关记录。
4.3.2尺寸规格、磅力、插拔力依据物料承认书或公司零件图中之数据保持二位小数(四舍五入)取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。
4.3.3所测插拔力数据记录于IQC检验报告的“可靠性”一栏中。
4.3.4插拔力测试:分别从不同的盘中取出端子,再与配套的胶壳进行测试,至少要测5个值;若本盘出现不良,需从本盘中再抽5个端子重新进行测试,后取平均值,若OK则合格。
4.3.5对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。
4.4将检验结果记录于“IQC检验报告”中。
4.5在外箱及每一小包装上贴上“PASS”、“REJ”或“WAIVE”标签。
4.6不良处理:如果发现异常填写“材料不良状况联络单”,并按“不合格品控制程序”进行处理。
5.0相关文件:
5.1物料承认书
5.2公司各产品工程图面书5.3进料检验程序
5.4检验抽样管理规范
5.5不合格品控制程序
6.0使用表单:
7.1 IQC检验报告
IQC进料检验报告
(2).xls
7.2 材料不良状况联络单
材料不良联络书.xl
s
7.3 供应商品质履历表
供货商品质记录履
历表.doc
7.0附件一:常用端子磅力一览表
备注:
1、端子没有胶皮铆合的则不要求包胶皮磅力。
2、面积或线规≤18AWG(面积0.75mm2)可以用吊重20磅力一分钟不脱落代替测试。
3、工程图纸有注明特殊要求的以工程图纸为准。
德信诚培训网
更多免费资料下载请进:https://www.360docs.net/doc/3a12059784.html, 好好学习社区
附件二:常用端子插拔力一览表
端子压着标准及检验规范(全)
标
端子压着检验规范
题
文件编号 版本版次 发行日期 页码
2011111101 A.0
2011-11-11 Page 1 of 4
1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
1.端子配合区
C
ab
拉力强度
2.弹片
F 3.芯线观察窗口
4.芯线压着部(IS)
5.喇叭口
C:压着高度(Crimp Height)
6.绝缘皮观察窗口 7.绝缘皮压着部(WS)
4.2 各部位压着规范标准:
8.料带
1. 端子配合区----------沒有压伤、损伤、扭曲、变形
2. 弹片----------------沒有变形
3. 芯线观察窗口--------必須能看到电线的芯线,芯线露出范围为 0.29-.1.料0m带m
4. 芯线压着部----------必須完全闭合并包含所有芯线,不可看到绝缘外皮
5. 喇叭口--------------後喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm
6. 绝缘皮观察窗口------必須同時能看到芯線和绝缘外皮
7. 绝缘皮压着部--------必須铆合紧密,电线不可有移动之情形
8. 料帶----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围为 0-0.5 mm
4.3 端子各部位压着确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
接线端子检验作业指导书
接线端子检验作业指导书 1、目的 为本公司来料接线端子的检验提供指导,从而保证产品的质量。 2、范围 适用于本公司所有接线端子的进货检验。 3、抽样标准 采用GB2828抽样标准中的“正常检查一次抽样方案”进行抽检,规定检查水平为II,AQL值为2.5。 4、检测内容及方法 4.1标志 应有型号规格、电压以及相关证书等标志,并应清晰、正确。可参照样板。 4.2外观 颜色需与样板一致,色泽均匀,不应有气泡、划痕、损坏、生锈等不良现象。 4.3结构尺寸 用卡尺测量其高度、安装孔位等,结构尺寸应符合样板及安装要求,接线端子上用的螺丝必须电镀,其后能顺畅安装,不得打滑及掉螺丝现象。所有金属部件不允许有生锈氧化等不良现象。连接导线的铜柱需采用黄铜制作,可用磁铁检验,两者不相吸时则可判定为黄铜制作。 4.4接线能力检查 取一条(被检验端子规定范围内的)最小线径和一条最大线径的单芯电线分别试验,裸线8-10mm,接入端子里锁紧螺丝,用15N的力拔不出电源线,且左右或上下摆动电线5次电芯不会被端子螺丝底部螺纹切断,或拆除电线目视电线无切口状。 4.5阻燃测试(灼热丝试验) 阻燃等级为94UL-V0。固定带电部件的绝缘材料以及提供防触电保护的绝缘材料的外部件应能经受以下试验:650℃的灼热丝试验中无可见火焰、无持续或在灼热丝移去后任何火焰在30S内熄灭,燃烧物或融化物等落下不应使水平铺置在样品下200mm±5mm的绢纸着火或使松木板烧焦。每批抽检1-3Pcs。 4.6耐热测试(球压试验) 防触电用的绝缘材料外部件和固定带电部件的绝缘材料部件应有足够的耐热性。试验方法:在试验条件125℃的加热箱内进行耐热性能试验,被测试部件的表面应水平放置,用直径5mm钢球以20N压力迫被测试部件的表面,若此表面在受试时弯曲,则应在球压部位下加以支撑,1小时后将球从样品上取下,样品在冷水中浸10S使其冷却,测量压痕的直径不得超过2mm。每批抽检3-4Pcs。 4.7耐压测试 用耐压测试仪分别在任意两个不同相位的接线端子之间施加4500V、50HZ,持续3S的耐压测试,应无击穿或闪络现象。每批抽检3-5件。每批抽检3-5Pcs。 4.8爬电距离≥2.5mm,电气间隙≥1.7mm。
剥线打端子规范
剥皮打端子检验规范 生效日期 2015.5.08 核 准 徐智浩 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 范围: 此规范适用于各类端子压着检验. 权责: 制造部:依此规范进行生产. 术语与定义: 电线附件:电线和插头或插座之间持久的连接物,例如:压接、绝缘替代、焊接等。 插接件:插头和插座的统称。 插头:插入插座可完成电气连接的插接炮包括电线附件的方法。例如:接头、刀口、插销。 插座:接受插头形成电子连接的插接件(包括电线附件的方法)。例如:插座、套管、插孔。 插接器:插头和插座安装在护套内的组合件。 连接:两个配合的插接器或插头/插座。 多线连接:两个配合的插接器和多对插头和插座的连接。 插接器定位:插接器上的装置或某一形状以防止非正确的连接。 参考文件 IPC/WHMA-A-620A Requirement and Acceptance for Cable and wire Harness Assembile (电缆及线缆及线束组件的要求与验收)
剥皮打端子检验规范 生效日期 2015.5.08 核 准 徐智浩 导线准备 1.1导体划伤 合格:导体没有划伤,缺口,被切断或其他损伤导体划伤,缺口和被切断(图B)的程度不能超出“表1”所示 不合格: 导体划伤,缺口和被切断的程度超出“表1”所示 1.2导体变形/呈鸟笼状 目标(图A):股线没有压扁,散开, 弯折,打结或其他形变;股线的原状没有受干扰。合格(图B):股线散开(图C)中 箭头所指的鸟笼形),但没超过1 倍股线直径或绝缘皮外径;剥绝缘外 皮时被接直的股线被大致恢复至原 来 的螺旋状;股线无打结。 不合格:股线散开超过了1 倍股线直径,但无超过导线 绝缘皮的外径;股线螺旋状 不再保持;股线伸出导线绝 缘皮的外径,股线打结。
冷压接线端子压接工艺标准
文件制修订记录
一、适用范围 公司内产品加工过程中使用冷压接线端子的过程。 二、定义: 冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。 三、导线加工工艺要求 1.绝缘导线加工要求 A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。 B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。在生产中,剥线长度应符合工艺文件(导线加工表)的要求。具体剥线长度参考下表1-1。 图1图2 表1-1 线耳规格适用导线剥线长度压力调节(输入气压 0.6mpa) 备注RNB1.25 -x 1015#20;1007号线需要 剥10mm折双使用 5mm 800KG压力压床 RNB2 - x 1015#14;1015#20号线 需要剥11mm折双使用 5~5.5mm,800KG压力压床 RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床 RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力 RNB8 - x 6~10mm2 8.5mm 5T压床最小压力 RNB14 – x 仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档 如图2为 15档 RNB22 – x 仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度
尽量避免断股。如图3、图4、图5所示,为不合格剥线样品。图6为合格样品。 图3线芯被剥伤 图4绝缘层不齐 图5绝缘层有残余 图6绝缘层比较平整 1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。线芯应无锈蚀、氧化发黑等现象。绝缘层损坏或芯线有锈蚀的导线不能使用。 1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。 1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。 多股导线脱去绝缘层后,芯线易松散开,因此必须进行拧头处理,以防止浸锡后线端直径太粗。拧 × × × √
线材与端子拉拔力标准
线材端子拉拔力检验标准 目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 相关文件 產品的測量和監控控制程序 不合格品控制程序 文件控制程序 質量記錄控制程序 主要職責 品保課負責制定、評價和更新本作業指導書,並監督執行; 品保課PQC嚴格按本標準進行檢驗; 各相關部門是本文件的支持部門。 設備/工具 显微镜、拉拔力计、卡尺 标准内容 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺 破胶皮、端子变形、端子损伤等不良 再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 最后测试端子拉拔力 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 以上测试每次2EA 若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 拉拔力标准: 端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM) 拉拔力(KG) UL1007 (#22) 0041 0088 0107
0275 0294 0295 UL1007 (#24) 0202 073-092 0203 0274 0297 0033 0028 UL1007 (#26) 0067 -- 0170 --- 0136 -- 0046 -- 0046 M762 - 0048(合打) 0048(單打) 0068 0076地线 0055 -- 0090 --- 0095 --- 0119 Wire 端子壓芯高度宽度拉拔力UL1007 (#28) 0067(合打)-- 0067(单打) 0067 061 -- 0068 地线
端子检验规范
1.目得:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范。 2.范围:此规范适用于各类端子压着检验、 3.权责: 3.1.制造部:依此规范进行生产、 3.2.品保部:负责依此规范进行检验. 4.定义:无、 5.内容: 5.1.端子正确铆压标准: 5.1.1.端子得外模压着绝缘外被铆压部分须在端子内模与外模间距得1/2或2/3 得位置即可、 5.1.2.端子得内模压着导体后外露部分须超过0.2-1mm。 5.1.3.正确铆压见: 如附图一、 5.2.端子铆压检验: 项 次 检验项目 判定标 准 检验器具检验方法 1 端子内模 拉力 依端子 铆压规 格一览 表 拉力计 1.测试长度以150mm左右为标准 2.脱去外被20mm左右。 3.以拉力计拉引测试,直到导体 与端子分离,记下此时拉力计 上指针之刻度即为端子拉力。 4.若端子为有外皮包裹得,测量 端子拉力时先去除外皮后再测 量。 5.拉力测试后应检验端子拉出
后得状况,若导体七股芯线全 部断在端子内模内为端子压着 高度过低,则必须重新将端子 内模高度调高;若导体七股芯 线无一股芯线留在内模中,则 必须重新将端子内模高度调 低、(除铆压双并线端子外) 6.双并线合铆压在一端子时,端 子内模时不得有芯线导体外 露、双并线之拉力在拉力规格 范围内即可,不要求符合5条. 项 次 检验项目 判定标 准 检验器具检验方法 2 端子内模 高度 依端子 铆压规 格一览 表 分离卡 3 端子外模 绝缘被 覆损伤 露芯线 或滑出 为不允 收 摇摆 导体外被压着后需将导线做上下 90度弯曲三次,检查绝缘被覆就 是否有损伤或滑出,若有表面损伤 或滑出,则压着高度须重新调整。 5.3.端子铆压检验标准: 项 次 检验 项目 判定标准不良图示说明 检 验 方 法
接线端子入厂检验规程
接线端子入厂检验规程 1 主题内容与适用范围 接线端子入厂检验规程(以下简称检验规程)规定了本公司使用此类零、部件的技术要求及检验方法。本检验规程适用于电压等级1140V以下的公司生产的新、老防爆电器产品使用的接线端子的入厂检验。 2依据的标准:除本规程外,还应符合各自产品的企业标准、产品图样、工艺文件等相关标准的技术要求。 3检验项目: a、外观; b、隔爆参数; c、外形尺寸; d、介电强度。 4检验手段:目测和实际测量 5检验用量具:游标卡尺、外径千分尺、粗糙度样块、工频耐压仪。 6技术要求: a、整体外观完整、无破损、无缺件;绝缘件外观表面应光滑,不得有气泡, 无裂纹、无开裂及麻点;隔爆面外观无磕碰及划伤;金属零件不应有锈蚀现象; b、用于主电路中的接线端子,其螺纹规格为M10及以下的导电杆采用H62或 HPb59-1黄铜棒材;螺纹规格M12及以上的导电杆采用T4Y或T2Y的纯铜棒材; 接线端子用于控制电路,其导电杆采用H62、HPb59-1黄铜棒材或Q235园钢; c、绝缘件应采用相比漏电起痕指数为a级,耐弧性达180S的材料制成; d、黄铜、纯铜导电零件须经酸洗或电镀处理;黑色金属零件作电镀处理;
e、接线端子隔爆零部件的隔爆面的表面粗糙度Ra的上限值为6.3μm; f、接线端子隔爆结合面为园筒结构,其隔爆结合面长度L和隔爆结合面配合 间隙W应符合表1的规定: 表1 g、接线端子的介电性能应符合表2的规定: 表2 7检验方法: a、本规程第6款的a、 b、d项采用目测方式检验; b、本规程第6款的c项由供方的型式试验报告和出厂检验报告验证; c、本规程第6款的e项采用粗糙度标准样块实际比较测量; d、本规程第6款的f项,其隔爆面长度采用游标卡尺测量,精度至0.1mm; 园筒隔爆面的外径采用外径千分尺测量,精度至0.001mm; e、本规程第6款的g项采用工频耐压仪试验。 8接线端子的入厂检验采用逐件检验,检验记录按入厂批次分类填写检验报告。9对于检验中发现的不合格品彩退回供方调换处理
接线端子测试作业指导书
文件编号:KF-ZD1307022 接线端子测试作业指导书 版本:A 共4页 编制: 审核: 批准: 日期: 测试作业指导书
可靠性测试6温升温升w 45K。 温升用电阻法测量,先在室温下测量接线端子冷态电阻R1,再将接 线端子接到额定电源电压、额定频率,输出额定输岀电流,然后将 电源电压提高10%,稳定运行,待温升稳定(一般不小于4小时) 后,快速切断接线端子输入电源,测量其热态电阻R2 (要求该值 读数为目视发现电阻值尾数逐步递减的初始值)。计算公式: △ T (K)= (R2 - R1)(+ T1)/ R1 - (T2 - T1) T2试验结束时的环境温度「C)T1试验前环境温度(C)R1试 验前冷态电阻(Q) R2热态电阻(Q) 变频电源 检测仪 —A 7机械强度 螺钉直径力矩 螺钉每次应完全拧岀和拧入,拧紧(用表1力矩)和拧松五 次其间,不应岀现损坏;产品必须有足够的机械强度,应能经受 得住安装和使用中所施加的应力。抽试的样品从离水平 钢板平面50cm高度跌落50次,不应有影响继续使用的损坏。 推拉力计—B ? m ? m ? m 8湿热试验绝缘电阻和电气强度应符合要求。放置在43 C ,93%RH环境中24h,然后立即测量绝缘电阻和电 气强度。 恒温箱—B 9盐雾试验表面应无生锈的痕迹。中性盐雾(NSS pH值?条件下放置72h—B 10耐热应无损坏,标志仍应清晰可认。在温度为100C环境中放置1h,恒温箱—B 11接头容量应无异常发热或变形,且动作特性符合图纸要求。 1、将端子用导线短接,给接头通以(额定电流)的负载通电 运行2h试验后, 2、接线端子的电流负载能力要大于在最恶劣的条件下工作时 通过接线端子的电流值。 直流电源—A 12耐老化材料不应有裂纹和变松。 产品的连接器件及单独的衬垫等在老化箱内应承受加速老化试 验,箱内温度为 70 C±2 C,加热时间橡胶件为240h,热塑材料为168h 后,从箱内取出在室温下4h后观察。 恒温箱—A 备注:带★的为日常进货检验,以上所有项目为型式试验,型式试验抽样方案: (3, 0, 1)。 标记处数更已内容签字日期编制/日期审核/日期批准/日期蓝色部分为更改内容朱海宝2013/07/2 5
端子拉力标准
1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.0范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.0内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。 5.1.3.正确铆压见: 如附图一. 5.2.端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。 5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4.端子内模有导体外露(分叉). 如附图五。 5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 5.2. 6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7.端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3.端子内模导体压着高度测量方式:如附图九 5.4.端子外模绝缘外被压着检验方式: 5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十. 5.5.端子内模导体拉力测试及检验方式:如附图十一. 5.5.1.测试长度以150mm左右为标准 5.5.2.脱去外被20mm左右。 5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。 5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量. 5.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着
端子压接标准及检验规范
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子部位名称: 1.端子配合区;2.弹片;3.芯线观察区域;4.芯线压接部(IS)
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
端子检验规范(含表格)
端子类检验规范 (IATF16949-2016/ISO9001-2015) 1.0目的: 确保生产所需端子类材料均能正确检验,保证其符合品质要求。 2.0适用范围: 2.1接插件所用的所有端子; 2.2端子材料入料检验和制程材料确认。 3.0定义: 无 4.0步骤: 4.1确认以下文件/样品是否完整: 4.1.1供应商在合格供应商清单上 4.1.2有工程图纸 4.1.3有公司确认的参考样品 备注:如上任何一条不完整,不可进行检验。 4.2抽样方案 具体要求见《抽样检验规范》。 4.3检验内容与记录:
4.3.1表中打*的项目,每批检验须有记录,其它各项在有异常和需要时备注或附上相关记录。 4.3.2尺寸规格、磅力、插拔力依据物料承认书或公司零件图中之数据保持二位小数(四舍五入)取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。 4.3.3所测插拔力数据记录于IQC检验报告的“可靠性”一栏中。 4.3.4插拔力测试:分别从不同的盘中取出端子,再与配套的胶壳进行测试,至少要测5个值;若本盘出现不良,需从本盘中再抽5个端子重新进行测试,后取平均值,若OK则合格。 4.3.5对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。 4.4将检验结果记录于“IQC检验报告”中。 4.5在外箱及每一小包装上贴上“PASS”、“REJ”或“WAIVE”标签。 4.6不良处理:如果发现异常填写“材料不良状况联络单”,并按“不合格品控制程序”进行处理。
5.0相关文件: 5.1物料承认书 5.2公司各产品工程图面书5.3进料检验程序 5.4检验抽样管理规范 5.5不合格品控制程序 6.0使用表单: 7.1 IQC检验报告 IQC进料检验报告 (2).xls 7.2 材料不良状况联络单 材料不良联络书.xl s 7.3 供应商品质履历表 供货商品质记录履 历表.doc
接线端子冷压接作业指导书
适用范围:本作业指导书适用于导线截面积0.75mm2~10mm2铜质导线、低烟无卤导线、耐高温导线的压接端子的连接。 表1压线工具清单 工具名称工具型号导线截面(mm2)检定有效期检定标准 压线钳HS-03250.75~2.56个月参见附表3 压线钳HSC86-40.25~6.06个月参见附表3 1.操作方法 1.1剥去导线的绝缘层 1.1.1使用工具 剥线钳,电工刀,螺丝刀,卷尺。 1.1.2技术要求 剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。绝缘层剥去的长度应符合图1~图3的要求,使用笼式端子免接线端子时绝缘层剥去的长度应符合表1规定的要求;非正面接线及其他笼式弹簧接线不知道剥线长度时,先把专用螺丝刀插入接线端子的工艺方孔中,使接线端子弹簧孔张开,把电线插到接线端子圆孔最深处(遇到阻力为止),取出专用螺丝刀,插入专用螺丝刀,取出导线,此时导线压痕距离导线端头的长度即为该接线端子端线长度。 图1 图2 图3
附表1 端子规格(mm2)剥线长度(mm) 1.5(笼式)WAGO端子8~9 2.5(笼式)WAGO端子8~9 4(笼式)WAGO端子9~10 6(笼式)WAGO端子12~13 10(笼式)WAGO端子12~13 16(笼式)WAGO端子16~17 1.1.3检验方法 采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm。使用卷尺目测。 非正面接线及其他笼式弹簧接线要求剥线长度正确。卷尺目测。 1.2清洁接触面 在接线端子与导线插装之前,将剥开的线芯和接线端子仔细清理干净,要求裸露导线光洁无非导电物和异物,接线端子内部清洁。检验方法为目测。 1.3线芯插入接线端子套 剥开的线芯插入接线端子套时,将所有的线芯全部插入端子中。检验方法为目测。 1.4接线端子冷压接 将导线端子压接到导线上,需要专用压线钳压接。本节检验方法均为目测。 1.4.1导线的截面要与接线端子的规格相符。 1.4.2使用压接工具的钳口要与导线截面相符,压线钳必须在有限期内。 1.4.3压接部位在接线端子套的中部,压接部位要求正确。 1.4.4采用V型钳口压接钳压接时,应使压痕在接线端子套的下部,如图4-图6所示。压接 部位要求正确。 图4 图5
线材端子拉拔力检验标准
线材端子拉拔力检验标准 线材端子拉拔力检验标准 1.0目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯高度宽度拉拔力 Ul1007(#22) 333334000041 5.0 0 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00 UL1007 (#24) 333334000202 073-092 1.68-2.12 2.35 3.20 333334000203 0.68-0.87 2.18-2.32 2.70 3.50 333334000274 0.68-0.82 1.68-1.87 1.70 3.50 333334000297 0.73-0.84 1.23-1.37 1.44 2.50 333334000033 0.85-0.95 1.60-1.70 1.65 4.50
接线端子入厂检验规程
接线端子入厂检验规程 1、主题内容与适用范围 接线端子入厂检验规程(以下简称检验规程)规定了本公司使用此类零、部件的技术要求及检验方法。 2 、依据的标准: 除本规程外,还应符合各自产品的企业标准、产品图样、工艺文件等相关标准的技术要求。 3、检验项目:a、外观;b、隔爆参数;c、外形尺寸;d、介电强度。 4 、检验手段: 目测和实际测量 检验用量具:游标卡尺、外径千分尺、粗糙度样块、工频耐压仪。 技术要求: 整体外观完整、无破损、无缺件;绝缘件外观表面应光滑,不得有气泡,无裂纹、无开裂及麻点;隔爆面外观无磕碰及划伤;金属零件不应有锈蚀现象; b、用于主电路中的接线端子,其螺纹规格为M10及以下的导电杆采用H62或HPb59-1黄铜棒材;螺纹规格M12及以上的导电杆采用T4Y或T2Y的纯铜棒材;接线端子用于控制电路,其导电杆采用H62、HPb59-1黄铜棒材或Q235园钢; c、绝缘件应采用相比漏电起痕指数为a级,耐弧性达180S的材料制成; d、黄铜、纯铜导电零件须经酸洗或电镀处理;黑色金属零件作电镀处理; e、接线端子隔爆零部件的隔爆面的表面粗糙度Ra的上限值为 6.3μm; f、接线端子隔爆结合面为园筒结构,其隔爆结合面长度L和隔爆结合面配合间隙W应符合表1的规定: 公差带(mm) L(mm) dⅠdⅡ ≥12.5 ≤0.4 ≤0.15 ≥25 ≤0.5 ≤0.2
表g 、接线端子的介电性能应符合表 2的规定: 表2:7、检验方法: a 、本规程第6款的a 、 b 、d 项采用目测方式检验; b 、本规程第6款的 c 项由供方的型式试验报告和出厂检验报告验证;c 、本规程第6款的e 项采用粗糙度标准样块实际比较测量; d 、本规程第6款的f 项,其隔爆面长度采用游标卡尺测量,精度至0.1mm ;园筒隔爆面的外径采用外径千分尺测量,精度至0.001mm ; 额定绝缘电压(V )工频试验电压(有效 值V )要求 ≤220 2000 施加工频试验电 压(有效值) 1min , 无击穿或闪络现象 220≤Ui ≤660 3000 660≤Ui ≤1140 4200
端子检验规范
1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位 置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2-1mm。 5.1.3.正确铆压见: 如附图一 . 5.2.端子铆压检验: 项次检验项目 判定标 准 检验器具检验方法 1 端子内模 拉力 依端子 铆压规 格一览 表 拉力计 1.测试长度以150mm左右为标准 2.脱去外被20mm左右。 3.以拉力计拉引测试,直到导体 与端子分离,记下此时拉力计 上指针之刻度即为端子拉力。 4.若端子为有外皮包裹的,测量 端子拉力时先去除外皮后再测 量. 5.拉力测试后应检验端子拉出 后的状况,若导体七股芯线全 部断在端子内模内为端子压着
高度过低,则必须重新将端子 内模高度调高;若导体七股芯 线无一股芯线留在内模中,则 必须重新将端子内模高度调 低.(除铆压双并线端子外) 6.双并线合铆压在一端子时,端 子内模时不得有芯线导体外 露.双并线之拉力在拉力规格 范围内即可,不要求符合5条. 项 次 检验项目 判定标 准 检验器具检验方法 2 端子内模 高度 依端子 铆压规 格一览 表 分离卡 3 端子外模 绝缘被 覆损伤 露芯线 或滑出 为不允 收 摇摆 导体外被压着后需将导线做上下 90度弯曲三次,检查绝缘被覆是否 有损伤或滑出,若有表面损伤或滑 出,则压着高度须重新调整。 5.3.端子铆压检验标准:
低压成套开关设备和控制设备检验规程模板复习课程
低压成套开关设备和控制设备检验规程 0LE.935.004 北京潞电电气设备有限公司 二oo六年七月
低压成套开关设备和控制 0LE.935.004 设备通用检验规程 共5页 第1页 1范围 本规程适用于本企业生产《低压成套开关设备和控制设备》实现过程的检验 2引用标准 低压成套开关设备验收规程 低压成套开关设备和控制设备 北京地区电气规程汇编 3检验项目 3.1 结构箱体的检验 结构箱体的检验应符合《结构箱体检验规程》中 4.0规定的要求 3.2 外观检查 3.2.1 元件清洁、无缺损和破裂,电镀件的镀层均匀、牢固、无脱落和生锈; 3.2.2 元件正确安装,型号应符合技术图纸要求;标识正确醒目,标记头,标记牌应清晰完整 3.2.3 断路器相间应安装隔弧板 3.2.4 框架、手动机构及主电路元件导电外壳可靠接地。 3.2.5 检查保护电路的连续性,金属安装构件与主开关之间的螺栓连接处应装有与螺栓规 格相 同的爪垫并有明显接地的保护点及标识。门和框架的接地点间应装有裸编铜线连接或黄 /绿双色铜芯线,并且有标识。并在接地螺柱连接处加装相应规格的爪垫,并将齿面接触零 部件表面,以划破绝缘层。 3.2.6 装置中的指示灯与按钮的颜色应符合:合闸时绿按钮红指示灯;分闸时红按钮绿指 示 灯;储能黄色指示 3.2.7 调度号符合技术要求,字迹清晰完整。 3.2.8 铭牌固定应牢固、平整,标注完整,与图纸或文件相符。 3.2.9 检查安装的电器元件、零部件和组件,应牢固可靠,与图纸和材料表相符并有合格 证 明,涉及强制认证产品的必须有 CC (标志。 3.2.10 母线表面应光洁平整,不应有裂纹、折皱、划痕、锤痕 3.2.11 母线排列安装应层次分明、整齐美观,镀锡应色泽均匀;母线接触面平整光洁,连 接处边缘和开孔处应无毛刺或凸凹不平现象,母线搭接应无应力,连接紧密可靠。母线弯曲 CECS49 : 93 GB7251.1 ?5 北京电力行业协会
线材端子拉拔力检验标准
. 线材端子拉拔力检验标准 线材端子拉拔力检验标准 1.0目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適 用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子 变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调 机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯高度宽度拉拔力 Ul1007(#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00
接线端子检验规程
接线端子检验规程 1、主题内容与适用范围: 接线端子入厂检验规程(以下简称检验规程)规定了本公司使用此类零、部件的技术要求及检验方法。本检验规程适用于的公司生产的防爆电气产品使用的关键工序隔爆电气壳体的检验。 2、依据的标准:除本规程外,还应符合各自产品的企业标准、产品图样、工艺文件等相关标准的技术要求。 3、检验项目: a.外观: b.隔爆参数; c.外形尺寸: d.水压试验: 4、检验手段:目测、实际测量和相关文件。 5、检验用量具:游标卡尺、外径千分尺、工频耐压仪、粗糙度样块。 6、技术要求: a.整体外观完整、无破损、无缺件:外观表面应光滑,不得有气泡,无裂纹;隔爆面外观无磕碰及划伤;部件不应有锈蚀现象; b.用于主电路中的接线端子,其螺纹规格为M10及以下的导电杆采用H62或HPb59-1黄铜棒材;螺纹规格M12及以上的导电杆采用T4Y或T2Y的纯铜棒材;接线端子用于控制电路,其导电杆采用H62、HPb59-1黄铜棒材或Q235圆钢; c. 绝缘件应采用相比漏电起痕指数为a级,耐弧性达180S的材料制成; d. 黄铜、纯铜导电零件须经酸洗或电镀处理;黑色金属零件作电镀处理;
e.接线端子隔爆零件的隔爆面的表面粗糙度Ra的上限值为6.3μm; f.接线端子隔爆结合面为圆筒结构,其隔爆结合面长度L和隔爆结合面配合间隙W 应符合表1的规定; g.接线端子的介电性能应符合表2的规定; 7、检验方法: a. 本规程第6款的a、b、d项采用目测方式检验; b. 本规程第6款的c项由供方的型式试验报告出厂检验报告验证; c. 本规程第6款的e项光洁度采用粗糙度标准样块实际比较测量; d. 本规程第6款的f项,其隔爆面长度采用游标尺测量,精度至0.1mm;孔隔爆面的外径采用外径千分尺测量,精度至0.01mm; e. 本规程第6款的g项采用工频耐压仪试验。 8、接线端子的检验采用逐件检验,检验记录按入厂批次分类填写检验报告。 9、对于检验中发现的不合格品退回供方调换处理。
端子压着标准及检验规范全
端子压着标准及检验规范 全
Final revision on November 26, 2020
1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 范围: 此规范适用于各类端子压着检验.
3. 权责:
制造部:依此规范进行生产.
品质部:负责依此规范进行检验.
4. 内容:
端子压着部位名称:
端子部位名称:
各C部:位压压着着高规度范(标Cr准im:p Height)
1.端子配合区 2.弹片
F 1.
2. 3.
端弹芯子片线配-观-合-察-区-窗---口--------------------------没没必C 有有须压变能伤形看a 、到b损电伤线、的扭芯曲线拉、,力变芯强形线度露出范围为芯线345...压芯芯喇着线线叭部观压口--察着--窗部--口(-I-S-)-必须完全
闭合并包含所有芯线,不可看到绝缘外皮
6.绝缘皮观察窗口
4. 喇叭口--------------後喇叭口必须可见,最佳尺寸范围为绝缘皮观7.察绝窗缘口皮--压--着--部必(须WS同) 时能看
到芯线和绝缘外皮
8.料带
5. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形
9.料带
6. 料带----------------前端料带尺寸范围为,后端尺寸范围为 mm
端子各部位压着确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.2 料带切断位置确认(参考)
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
×?不可接受
×?不可接受
×?不可接受
端子检验规范
1?目得:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范、 2?范ffih此规范适用于各类端子压着检验、 3.权责: 3.1.制造部:依此规范进行生产、 3.2.品保部.负责依此规范进行检验、 4.定义:无、 5.内容: 5?1?端子正确钏压标准: 5. 1. 1.端子得外模压着绝缘外被钾压部分须在端子内模与外模间距得1 / 2或2/3得 位置即可、 5.1. 2.端子得内模压着导体后外露部分须超过0 . 2- 1 mm。 5. 1. 3.正确钏压见:如附图一、 5.2.端子钏压检验: 项次检验项目 判定标准 检验器具检验方法 1 端子内模拉 力依端子钏 压规格一 览表 拉力计 1 .测试长度以1 5 0mm左右为标准 2.脱去外被2 0nim左右。 3.以拉力计拉引测试,直到导体与 端子分离,记下此时拉力计上指 针之刻度即为端子拉力. 4.若端子为有外皮包裹得,测量端 子拉力时先去除外皮后再测量、
14 5. 拉力测试后应检验端子拉出 后得 状况,若导体七股芯线全 部断在 端子内模内为端子压着 高度过低,则必须重新将端子 内模高度调高;若导体七股芯 线无一股芯线留在内模中,则 必须重新将端子内模高度调 低、(除钏压双并线端子外) 6. 双并线合钏压在一端子时,端 子内模时不得有芯线导体外 露、双并线之拉力在拉力规格 范围内即可, 不要求符合5条、 检验项目 端子内模 高度 判定标 准 依端子 钏压规 格一览 表 检验器具 检验方法 分离卡 端子外模 绝缘被 覆损伤 露芯线 或滑出 为不允 收 摇摆 5.3.端子钏压检验标准: 项 检验 次 项目 判定标准 fOl 厂 导体外被压着后需将导线做上下9 0 度弯曲三次,检查绝缘被覆就是 否有损伤或滑岀,若有表而损伤或 滑出,则压着高度须重新调整. £L 二乂 mg r 不良图示说明 检 验 方 法
端子铆压及检验规范
1. 目的 明确各类端子铆压检验规范 2. 适用范围 适用于各类铆压端子 3. 职责 3.1 技术人员负责修订端子铆压检验规范,主任工程师负责审核,部门长负责批准,品质及供应部门会签,程控器技术部负责发放本技术规范; 3.3 品质管理部负责依据本规范制定端子铆压检验卡,用以端子质量检测。 4. 概述 4.1 端子铆压的原理 端子压接连接使导线和接触的材料产生对称变形,压缩各自面积。这种连接能得到较好的机械强度和电连续性。较锡焊来说,能承受更恶劣的环境条件,特别是在大电流的场合,必须使用压接处理。 4.2端子铆压的组成部分 端子铆压完成由电线、端子组成 4.2.1电线,电线分多股软件和单股线,现在我司使用的电线均为多股软线,即 导线内含有多股铜丝,多股铜丝截面积的和为导线截面积。
4.2.2端子的一般构成 线芯包筒:包住并压紧导线铜丝的部位,提供电气连续性。 绝缘皮包筒:包住并压紧导线绝缘皮,提供保持力,保护铜丝压接部位。 连接端与对接端连接实现电七连续。 4.2.3端子铆压的电气与机械特性 端子与导线铆压,减少导线与端子的面积来取得电气性能和机械强度。电气性能希望高越好,机械强度太小,线芯与端子间易脱落;机械强度太大,则超出芯线所能承受的强度,造成芯线的损坏,所以在合理的机械强度范围内达到最高的电气性能,为最佳的端子铆压状态。 导线与端子的被压缩面积与电气性能和机械强度的关系见下图;
由上图可见,在初期阶段,随着压接面积缩小的越多,机械强度和电气性能均快速增长,但超过一定的界限,压缩面积继续增加,机械强度会骤然下跌。即:端子铆 压的收缩面积也要控制在一个合理的范围内。 5、端子铆压的检验及判定标准 影响端子铆压品质的因素有很多,我们可以通过以下一些主要的参考指标来检验端子铆压是否合格。 5.1外观检查 5.1.1端子无变形、扭曲 合 格 不合格(扭矩)