定点突变protocol
基因定点突变试剂盒
产品简介:
碧云天生产的基因定点突变试剂盒(Site-directed Gene Mutagenesis Kit)可
以用于点突变,多个邻近密码子的突变,单个或多个邻近密码子的缺失
(deletion)或插入(insertion)。
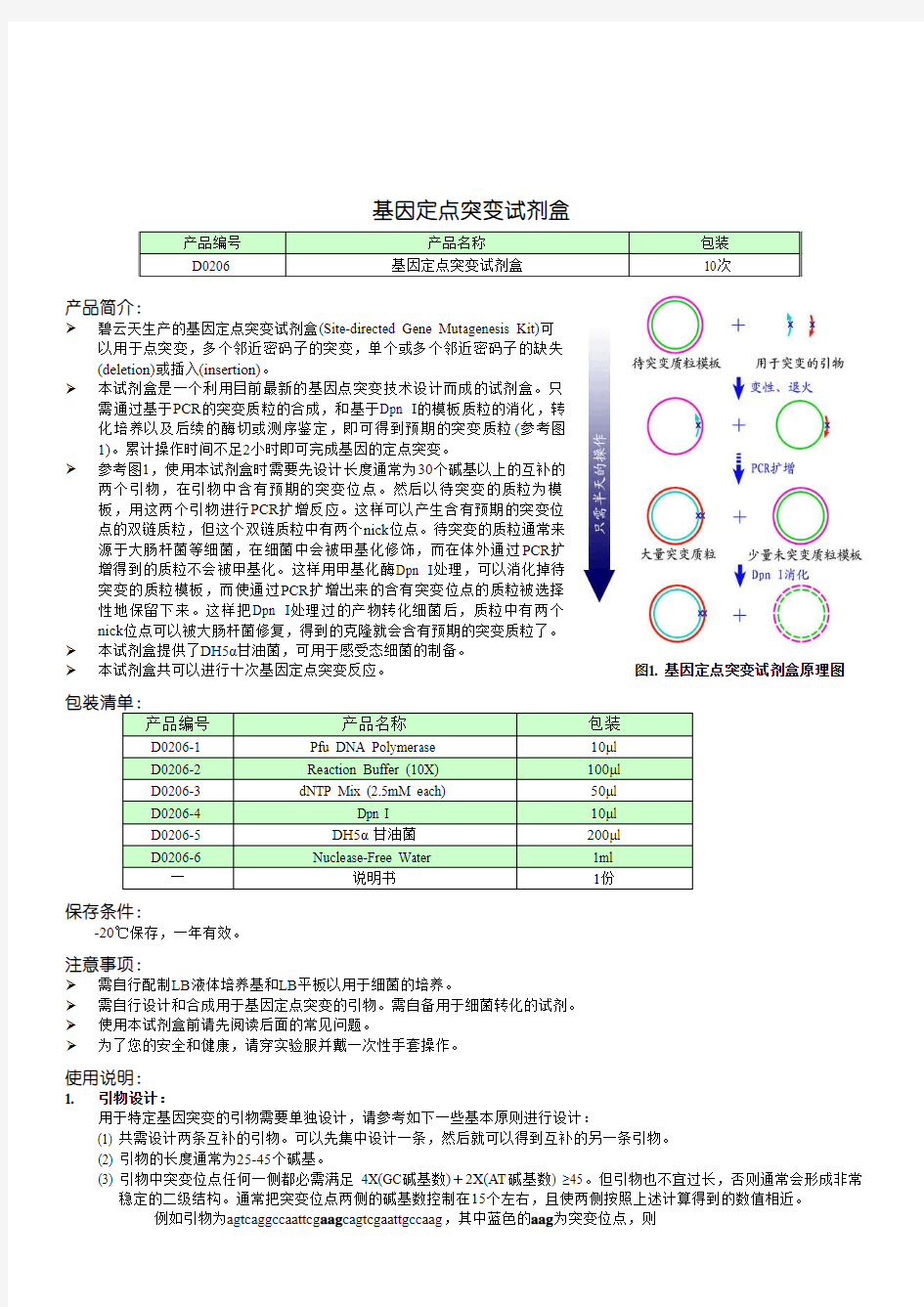
本试剂盒是一个利用目前最新的基因点突变技术设计而成的试剂盒。只
需通过基于PCR的突变质粒的合成,和基于Dpn I的模板质粒的消化,转
化培养以及后续的酶切或测序鉴定,即可得到预期的突变质粒(参考图
1)。累计操作时间不足2小时即可完成基因的定点突变。
参考图1,使用本试剂盒时需要先设计长度通常为30个碱基以上的互补的
两个引物,在引物中含有预期的突变位点。然后以待突变的质粒为模
板,用这两个引物进行PCR扩增反应。这样可以产生含有预期的突变位
点的双链质粒,但这个双链质粒中有两个nick位点。待突变的质粒通常来
源于大肠杆菌等细菌,在细菌中会被甲基化修饰,而在体外通过PCR扩
增得到的质粒不会被甲基化。这样用甲基化酶Dpn I处理,可以消化掉待
突变的质粒模板,而使通过PCR扩增出来的含有突变位点的质粒被选择
性地保留下来。这样把Dpn I处理过的产物转化细菌后,质粒中有两个
nick位点可以被大肠杆菌修复,得到的克隆就会含有预期的突变质粒了。
本试剂盒提供了DH5α甘油菌,可用于感受态细菌的制备。
本试剂盒共可以进行十次基因定点突变反应。图1. 基因定点突变试剂盒原理图
保存条件:
-20℃保存,一年有效。
注意事项:
需自行配制LB液体培养基和LB平板以用于细菌的培养。
需自行设计和合成用于基因定点突变的引物。需自备用于细菌转化的试剂。
使用本试剂盒前请先阅读后面的常见问题。
为了您的安全和健康,请穿实验服并戴一次性手套操作。
使用说明:
1. 引物设计:
用于特定基因突变的引物需要单独设计,请参考如下一些基本原则进行设计:
(1) 共需设计两条互补的引物。可以先集中设计一条,然后就可以得到互补的另一条引物。
(2) 引物的长度通常为25-45个碱基。
(3) 引物中突变位点任何一侧都必需满足 4X(GC碱基数)+2X(AT碱基数) ≥45。但引物也不宜过长,否则通常会形成非常
稳定的二级结构。通常把突变位点两侧的碱基数控制在15个左右,且使两侧按照上述计算得到的数值相近。
例如引物为agtcaggccaattcg aag cagtcgaattgccaag,其中蓝色的aag为突变位点,则
左侧:4X(GC碱基数)+2X(AT碱基数)=4X8+2X7=46≥45
右侧:4X(GC碱基数)+2X(AT碱基数)=4X8+2X8=48≥45
(4) 在可能的情况下,尽量把引物的GC含量控制在40%-60%。
(5) 在可能的情况下,尽量使引物不要产生非常稳定的二级结构和引物二聚体。二级结构和二聚体可以通过一些软件进行
分析。
(6) 最好使用经过PAGE纯化的引物或更高纯度的引物。
2. 引物的配制:
如果合成得到的一个引物A的量是20nmol,另外一个互补引物B的量是19nmol。在引物A中加入200微升水,配制成浓度为100μM,在引物B中加入190微升水也配制成浓度为100μM。吸取20微升100μM引物A和20微升100μM引物B到一新的离心管中,再加入160微升水,混匀后即可得到可以直接用于基因定点突变反应的引物(10μM each)。
3. 待突变模板质粒的选择:
选择GC含量在40-55%的待突变模板质粒,并且每一个50bp左右的局部GC含量最好也不超过70%。如果GC含量过高,请先把目的基因克隆到其它合适的载体上,再进行基因定点突变反应。另外目的基因GC含量最好也在40-55%的范围,并且每一个50bp左右的局部GC含量最好也不超过70%。如果目的基因GC含量过高,而突变位点不在高GC含量区域,可以先把该基因的不含高GC含量的一个区域克隆出来,进行定点突变,然后再把突变后的片断克隆回原基因中。如果必需使用高GC含量的质粒模板,或者有局部高GC含量的质粒模板,请另外使用专门用于高GC含量模板的PCR反应试剂。
必需使用从dam+的大肠杆菌(这类菌中质粒可以被甲基化)中抽提得到的质粒用于基因定点突变。常用的大部分大肠杆菌都是dam+的,包括DH5α、JM109等。
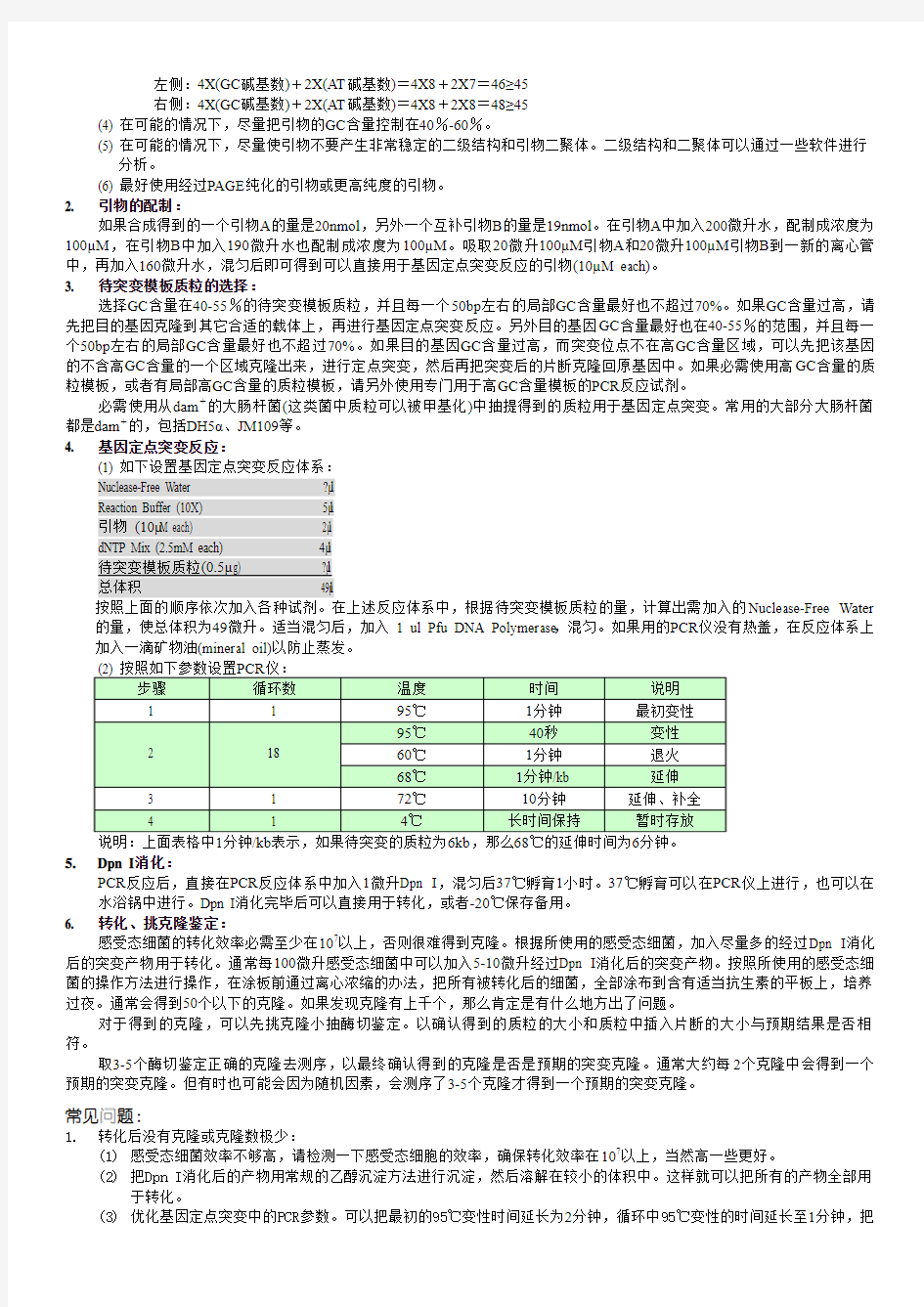
4. 基因定点突变反应:
(1) 如下设置基因定点突变反应体系:
Nuclease-Free Water ?μl
Reaction Buffer (10X) 5μl
引物 (10μM each) 2μl
dNTP Mix (2.5mM each) 4μl
待突变模板质粒(0.5μg) ?μl
总体积 49μl
按照上面的顺序依次加入各种试剂。在上述反应体系中,根据待突变模板质粒的量,计算出需加入的Nuclease-Free Water 的量,使总体积为49微升。适当混匀后,加入 1 ul Pfu DNA Polymerase,混匀。如果用的PCR仪没有热盖,在反应体系上加入一滴矿物油(mineral oil)以防止蒸发。
说明:上面表格中1分钟/kb表示,如果待突变的质粒为6kb,那么68℃的延伸时间为6分钟。
5.Dpn I消化:
PCR反应后,直接在PCR反应体系中加入1微升Dpn I,混匀后37℃孵育1小时。37℃孵育可以在PCR仪上进行,也可以在水浴锅中进行。Dpn I消化完毕后可以直接用于转化,或者-20℃保存备用。
6. 转化、挑克隆鉴定:
感受态细菌的转化效率必需至少在107以上,否则很难得到克隆。根据所使用的感受态细菌,加入尽量多的经过Dpn I消化后的突变产物用于转化。通常每100微升感受态细菌中可以加入5-10微升经过Dpn I消化后的突变产物。按照所使用的感受态细菌的操作方法进行操作,在涂板前通过离心浓缩的办法,把所有被转化后的细菌,全部涂布到含有适当抗生素的平板上,培养过夜。通常会得到50个以下的克隆。如果发现克隆有上千个,那么肯定是有什么地方出了问题。
对于得到的克隆,可以先挑克隆小抽酶切鉴定。以确认得到的质粒的大小和质粒中插入片断的大小与预期结果是否相符。
取3-5个酶切鉴定正确的克隆去测序,以最终确认得到的克隆是否是预期的突变克隆。通常大约每2个克隆中会得到一个预期的突变克隆。但有时也可能会因为随机因素,会测序了3-5个克隆才得到一个预期的突变克隆。
常见问题:
1.转化后没有克隆或克隆数极少:
(1)感受态细菌效率不够高,请检测一下感受态细胞的效率,确保转化效率在107以上,当然高一些更好。
(2)把Dpn I消化后的产物用常规的乙醇沉淀方法进行沉淀,然后溶解在较小的体积中。这样就可以把所有的产物全部用
于转化。
(3)优化基因定点突变中的PCR参数。可以把最初的95℃变性时间延长为2分钟,循环中95℃变性的时间延长至1分钟,把
循环中的68℃的延伸时间改为1.5分钟/kb 至2分钟/kb,退火可以改为60-55℃或65-55℃等的touch down,退火时间也可以适当延长。
(4)引物设计有问题。通过突变反应中的PCR没有很好地扩增出预期的突变质粒。
(5)如果使用矿物油(mineral oil),在转化时如果把矿物油带入感受态菌,会严重影响转化效率。
2.有克隆,但没有或很难检测到预期的突变克隆:
(1)Dpn I消化效果不佳。一种可能是加入Dpn I后,由于该酶在甘油中,会迅速下沉,如果没有混匀就会严重影响Dpn I
的消化作用。另一种可能是Dpn I由于保存不当或保存时间过长等原因导致活性下降,这时可以适当延长消化的时间至1.5-2小时。
(2)使用的待突变的模板质粒量过多,导致Dpn I消化时不完全。我们这里推荐的模板质粒用量0.5微克,已经是模板质
粒用量的上限,不能再使用更多的模板质粒了。
(3)尽量避免多次反复冻融dNTP。可以把dNTP适当分装后再使用。
3.有突变克隆,但突变位点不是预期的位点:
(1)引物设计不佳,并且PCR反应中退火温度过低,导致引物退火到错误的地方。
(2)引物质量较差,没有经过PAGE纯化。这样引物中通常会含有比设计的引物要短的特异性较差的引物,容易导致非预
期的突变。
使用本产品的文献:
1. Song ZB, Bao YL, Zhang Y, Mi XG, Wu P, Wu Y, Yu CL, Sun Y, Zheng LH, Huang YX, Liu B, Li YX
Testes-specific pro tease 50 (TSP50) promotes cell proliferation through the activation of thenuclear factor κB (NF-κB) signalling pathway.
Biochem J. 2011 Jun 1;436(2):457-67.
2. Li YY, Bao YL, Song ZB, Sun LG, Wu P, Zhang Y, Fan C, Huang YX, Wu Y, Yu CL, Sun Y, Zheng LH, Wang GN, Li YX.
The threonine protease activity of testes-specific protease 50 (TSP50) is essential for its functionin cell proliferation.
PLoS One. 2012;7(5):e35030
3. Fei X, Qi M, Wu B, Song Y, Wang Y, Li T.
MicroRNA-195-5p suppresses glucose uptake and proliferation of human bladder cancer T24 cellsby regulating GLUT3 expression.
FEBS Lett. 2012 Feb 17;586(4):392-7.
4. Li F, Jiang Z, Wang K, Guo J, Hu G, Sun L, Wang T, Tang X, He L, Yao J, Wen D, Qin X, Zhang L
Transactivation of the human NME5 gene by Sp1 in pancreatic cancer cells.
Gene. 2012 Jul 25;503(2):200-7.
5. Qin Y, Fang Z, Pan F, Zhao Y, Li H, Wu H, Meng X
Significance of Tyr302, His235 and Asp194 in the α-amylase from Bacillus licheniformis.
Biotechnol Lett. 2012 May;34(5):895-9.
金属拉伸实验报告
金属拉伸实验报告 【实验目的】 1、测定低碳钢的屈服强度R Eh 、R eL及R e 、抗拉强度R m、断后伸长率A和断面收缩率Z。 2、测定铸铁的抗拉强度R m和断后伸长率A。 3、观察并分析两种材料在拉伸过程中的各种现象(包括屈服、强化、冷作硬化和颈缩等现象),并绘制拉伸图。 4、比较低碳钢(塑性材料)与铸铁(脆性材料)拉伸机械性能的特点。 【实验设备和器材】 1、电子万能试验机WD-200B型 2、游标卡尺 3、电子引伸计 【实验原理概述】 为了便于比较实验结果,按国家标准 GB228—76中的有关规定,实验材料要按上述标准做成比例试件,即: 圆形截面试件: L 0 =10d (长试件)
式中: L 0 --试件的初始计算长度(即试件的标距); --试件的初始截面面积; d 0 --试件在标距内的初始直径 实验室里使用的金属拉伸试件通常制成标准圆形截面试件,如图1所示 图1拉伸试件 将试样安装在试验机的夹头中,然后开动试验机,使试样受到缓慢增加的拉力(应根据材料性能和试验目的确定拉伸速度),直到拉断为止,并利用试验机的自动绘图装置绘出材料的拉伸图(图2-2所示)。应当指出,试验机自动绘 图装置绘出的拉伸变形ΔL 主要是整个试样(不只是标距部分)的伸长,还包括机器的弹性变形和试样在夹头中的滑动等因素。由于试样开始受力时,头部在夹头内的滑动较大,故绘出的拉伸图最初一段是曲线。 1、低碳钢(典型的塑性材料) (a )低碳钢拉伸曲线图 (b )铸铁拉伸曲线图
当拉力较小时,试样伸长量与力成正比增加,保持直线关系,拉力超过F P 后拉伸曲线将由直变曲。保持直线关系的最大拉力就是材料比例极限的力值F P。 在F P的上方附近有一点是F c,若拉力小于F c而卸载时,卸载后试样立刻恢复原状,若拉力大于F c后再卸载,则试件只能部分恢复,保留的残余变形即为塑性变形,因而F c是代表材料弹性极限的力值。 当拉力增加到一定程度时,试验机的示力指针(主动针)开始摆动或停止不动,拉伸图上出现锯齿状或平台,这说明此时试样所受的拉力几乎不变但变形却在继续,这种现象称为材料的屈服。低碳钢的屈服阶段常呈锯齿状,其上屈服点B′受变形速度及试样形式等因素的影响较大,而下屈服点B则比较稳定(因此工程上常以其下屈服点B所对应的力值F eL作为 材料屈服时的力值)。确定屈服力值时,必须注 意观察读数表盘上测力指针的转动情况,读取测 力度盘指针首次回转前指示的最大力F eH(上屈 服荷载)和不计初瞬时效应时屈服阶段中的最小 力F eL(下屈服荷载)或首次停止转动指示的恒 定力F eL(下屈服荷载),将其分别除以试样的原 图2-3 低碳钢的冷作硬化 始横截面积(S0)便可得到上屈服强度R eH和下屈服强度R eL。即 R = F e H/S0 R e L= F e L/S0 e H 屈服阶段过后,虽然变形仍继续增大,但力值也随之增加,拉伸曲线又继续上升,这说明材料又恢复了抵抗变形的能力,这种现象称为材料的强化。在强化阶段内,试样的变形主要是塑性变形,比弹性阶段内试样的变形大得多,在达到最大力F m之前,试样标距范围内的变形是均匀的,拉伸曲线是一段平缓上升的曲线,这时可明显地看到整个试样的横向尺寸在缩小。此最大力F m为材料的抗拉强度力值,由公式R m=F m/S0即可得到材料的抗拉强度R m。 如果在材料的强化阶段内卸载后再加载,直到试样拉断,则所得到的曲线如图2-3所示。卸载时曲线并不沿原拉伸曲线卸回,而是沿近乎平行于弹性阶
首件检验流程规范
、目的 本文件规定了公司产品生产过程中对新品首件检验、批首件检验的要求及管理规定,以利于整批产品加工得到满足顾客的要求。 2主题内容和适用范围 本文件规定了公司在生产过程中对新品的首件检验、批首件检验的要求及工作程序。 本规定适用于公司在生产过程中对新品的首件检验、批首件检验的控制。 3职责 3.1生产部门负责组织安排首件检验工作。 3.2未经新品首件、批首件检验或首件检验不合格,而擅自生产产品,由此引起的质量事故,由直接责任者负责。 3.3检验员、生产线负责人对首件检验的正确性负责。 3.4对首件确认工作未完成,检验员开始出具质量凭证,造成的质量事故,责任由检验员负责。4控制要求 4.1对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。 4.2对于常规生产产品,须按批次进行首件检验。 4.3由于设备、工艺等原因造成的停机,停机再开机时要进行首件检验和确认。 4.4产品材料、规格变更后投入生产时要进行首件检验和确认。 4.5新品首件检验时,应由生产单位负责通知检验有关人员,按现行有效的图纸、清单(或顾客提供的样件)、工艺文件进行,检验员填写检验记录,检验合格后在首件卡上签字,并将卡片挂在首件产品上做好首件标记;首件检验不合格应立即退回,重做首件,并做好记录。未经首件检验合格的产品不得进行验收。 4.6首件作为批量生产的样件,由生产部门负责保留到全批生产结束后才能最后送交。 4.7首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 5工作程序 5.1在首件制作过程中,生产线负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。
定点突变技术——从单点突变到多点突变
定点突变技术——从单点突变到多点突变 体外定点突变技术是研究蛋白质结构和功能之间的复杂关系的有力工具,也是我们在实验室中改造/优化基因常用的手段。蛋白质的结构决定其功能,二者之间的关系是蛋白质组研究的重点之一。对某个已知基因的特定碱基进行定点改变、缺失或者插入,可以改变对应的氨基酸序列和蛋白质结构,对突变基因的表达产物进行研究有助于我们了解蛋白质结构和功能的关系,探讨蛋白质的结构/结构域。而利用定点突变技术改造基因,相信大家也非常熟悉:比如野生型的绿色荧光蛋白(wtGFP)是在紫外光激发下能够发出微弱的绿色荧光,经过对其发光结构域的特定氨基酸定点改造,现在的GFP能在可见光的波长范围被激发(吸收区红移),而且发光强度比原来强上百倍,甚至还出现了黄色荧光蛋白,蓝色荧光蛋白等等。定点突变技术的潜在应用领域很广,比如研究蛋白质相互作用位点的结构、改造酶的不同活性或者动力学特性,改造启动子或者DNA作用元件,提高蛋白的抗原性或者是稳定性、活性、研究蛋白的晶体结构,以及药物研发、基因治疗等等方面。 对于单点突变,Stratagene公司的QuikChange Site-directed Mutagenesis kit是不错的选择,通过巧妙设计,将质粒定点突变技术变得简单有效。准备突变的质粒必须是从常规E.coli 中经纯化试剂盒(Miniprep)或者氯化铯纯化抽提的质粒。设计一对包含突变位点的引物(正、反向),和模版质粒退火后用PfuTurbo聚合酶“循环延伸”,(所谓的循环延伸是指聚合酶按照模版延伸引物,一圈后回到引物5’端终止,再经过反复加热褪火延伸的循环,这个反应区别于滚环扩增,不会形成多个串联拷贝。)正反向引物的延伸产物退火后配对成为带缺刻的开环质粒。DpnI酶切延伸产物,由于原来的模版质粒来源于常规大肠杆菌,是经dam甲基化修饰的,对DpnI敏感而被切碎(DpnI识别序列为甲基化的GATC,GATC在几乎各种质粒中都会出现,而且不止一次),而体外合成的带突变序列的质粒由于没有甲基化而不被切开,因此在随后的转化中得以成功转化,即可得到突变质粒的克隆。这个试剂盒非常巧妙的利用甲基化的模版质粒对DpnI敏感而合成的突变质粒对DpnI酶切不敏感,利用酶切除去模版质粒,得到突变质粒,使得操作简单有效。另外由于Pfu聚合酶是公认的最好的高保真聚合酶之一,堪称高保真聚合酶的“黄金标准”,是Stratagene的看家之宝,能够有效避免延伸过程中不需要的错配。试剂盒采用的是低次数的循环延伸而非PCR,有助于减少无意错配。只需要一次酶切和转化,实验可以在一天完成。这个试剂盒适用于质粒大小不超过 8Kb的质粒。后来推出的QuikChange XL site-directed mutagenesis kit则是针对大于8Kb的质
2拉伸试验
第一节 拉伸试验的目的和意义 拉伸试验是材料力学性能试验中最常见、最重要的试验方法之一。 拉伸试验是在三个外界条件:温度、加载速度、应力状态都恒定的条件下进行的。温度条件指常温、低温、和高温。加载速度是在静载荷下进行的,应变速率一般为0.0001~0.01/s 。应力状态为单向沿轴拉伸,即简单应力状态。它具有简单易行、试样便于制备等特点。通过拉伸试验可以得到材料的基本力学性能指标,如弹性模量、屈服强度、规定非比例延伸强度、抗拉强度、断后伸长率、断面收缩率、应变硬化指数和塑性应变比等。缺口拉伸试验可以衡量材料的脆性破坏倾向。高温拉伸试验可以了解材料在高温下的失效情况;而低温拉伸试验则不但可以测定材料在低温下的强度和塑性指标,而且还可以用于评定材料在低温下的脆性。 拉伸试验所得到的材料强度和塑性性能数据,对于设计和选材、新材料的研制、材料的采购和验收、产品的质量控制、设备的安全和评估,都有很重要的应用价值和参考价值,有些则直接以拉伸试验的结果为依据。例如:进行强度计算时,材料所受的应力应小于屈服强度,否则会因塑性变形而导致破坏。材料的强度越高,能承受的外力就越大,所用的材料也越少。又如:断后伸长率和断面收缩率大的材料,轧制和锻造的可塑性也越大,反之,可塑必就越小。此外,拉伸试验指标还和其他的力学性能指标建立了经验关系。如:热轧软钢的抗拉强度与布氏硬度之间有Rm =1/3HB 等。 我国2002年颁布了国家标准GB/T228——2002《金属材料室温拉伸试验方法》。按照金属力学性能试验方法标准体系逐步与国际接轨的方针,该标准等效采用了ISO6892:1998《金属材料室温拉伸试验》。将原GB/T228——1987《金属拉抻试验方法》、GB/T6397——1986《金属拉伸试验试样》和GB/T3076——1982《金属薄板(带)拉伸试验方法》合并,不但技术内容、要求和规定采用国际标准,而且相第二章 金属材料的拉伸试验 F e H F e L F m 自 动 绘 出 的 试 验 力 延 伸 曲 线
定点诱变技术解析
第三章DNA突变技术
?基因突变包括单个碱基或片断的替换,基因片断的插入与删除等。 ?根据其特点可将基因突变技术分两大类: 1.位点特异性突变定点突变 2.随机突变表型筛选
?随机突变 易错PCR法(Error-prone PCR) ?降低一种dNTP的量(降至5%-10%)?加入dITP来代替被减少的dNTP ?缓冲液中另加0.5mmol/L Mn2+ DNA Shuffling ?外显子、单基因和基因家族的重组装?随机引物延伸法 ?交错延伸法 ?定点突变 点突变——碱基删除、增补和替换
易错PCR(epPCR)
How DNA shuffling is done in the tube ?Random fragmentation of a pool of related genes; ?Self-priming polymerase reaction and template switching (causing crossovers); ? PCR amplification with primers of reassembled products How DNA shuffling works
Similar mutants generated by error-prone PCR, random and site-directed mutagenesis . ... .. ... ..Single gene shuffling library of point mutants Family gene shuffling library of chimeras Generating chimeras with crossovers of large blocks of sequences 一、单基因和基因家族的重组装
材料的拉伸试验实验报告
材料的拉伸试验 实验内容及目的 (1)测定低碳钢材料在常温、静载条件下的屈服强度s σ、抗拉强度b σ、伸长率δ和断面收缩率ψ。 (2)掌握万能材料试验机的工作原理和使用方法。 实验材料及设备 低碳钢、游标卡尺、万能试验机。 试样的制备 按照国家标准GB6397—86《金属拉伸试验试样》,金属拉伸试样的形状随着产品的品种、规格以及试验目的的不同而分为圆形截面试样、矩形截面试样、异形截面试样和不经机加工的全截面形状试样四种。其中最常用的是圆形截面试样和矩形截面试样。 如图1所示,圆形截面试样和矩形截面试样均由平行、过渡和夹持三部分组成。平行部分的试验段长度l 称为试样的标距,按试样的标距l 与横截面面积A 之间的关系,分为比例试样和定标距试样。圆形截面比例试样通常取d l 10=或 d l 5=,矩形截面比例试样通常取A l 3.11=或A l 65.5=,其中,前者称为长比例 试样(简称长试样),后者称为短比例试样(简称短试样)。定标距试样的l 与A 之间无上述比例关系。过渡部分以圆弧与平行部分光滑地连接,以保证试样断裂时的断口在平行部分。夹持部分稍大,其形状和尺寸根据试样大小、材料特性、试验目的以及万能试验机的夹具结构进行设计。 对试样的形状、尺寸和加工的技术要求参见国家标准GB6397—86。
(a ) (b ) 图1 拉伸试样 (a )圆形截面试样;(b )矩形截面试样 实验原理 进行拉伸试验时,外力必须通过试样轴线,以确保材料处于单向应力状态。低碳钢具有良好的塑性,低碳钢断裂前明显地分成四个阶段: 弹性阶段:试件的变形是弹性的。在这个范围内卸载,试样仍恢复原来的尺寸,没有任何残余变形。 屈服(流动)阶段:应力应变曲线上出现明显的屈服点。这表明材料暂时丧失抵抗继续变形的能力。这时,应力基本上不变化,而变形快速增长。通常把下屈服点作为材料屈服极限(又称屈服强度),即A F s s = σ,是材料开始进入塑性的标志。结构、零件的应力一旦超过屈服极限,材料就会屈服,零件就会因为过量变形而失效。因此强度设计时常以屈服极限作为确定许可应力的基础。 强化阶段:屈服阶段结束后,应力应变曲线又开始上升,材料恢复了对继续变形的抵抗能力,载荷就必须不断增长。D 点是应力应变曲线的最高点,定义为材料的强度极限又称作材料的抗拉强度,即A F b b = σ。对低碳钢来说抗拉强度是材料均匀塑性变形的最大抗力,是材料进入颈缩阶段的标志。 颈缩阶段:应力达到强度极限后,塑性变形开始在局部进行。局部截面急剧收缩,承载面积迅速减少,试样承受的载荷很快下降,直到断裂。断裂时,试样的弹性变形消失,塑性变形则遗留在破断的试样上。 材料的塑性通常用试样断裂后的残余变形来衡量,单拉时的塑性指标用断后伸长率δ和断面收缩率ψ来表示。即 %1001?-= l l l δ
基因定点突变 (1)
基因定点突变 一、定点突变的目的 把目的基因上面的一个碱基换成另外一个碱基。 二、定点突变的原理 通过设计引物,并利用PCR将模板扩增出来,然后去掉模板,剩下来的就是我们的PCR 产物,在PCR产物上就已经把这个点变过来了,然后再转化,筛选阳性克隆,再测序确定就行了。 三、引物设计原则 引物设计的一般原则不再重复。 突变引物设计的特殊原则: (1)通常引物长度为25~45 bp,我们建议引物长度为30~35 bp。一般都是以要突变的碱基为中心,加上两边的一段序列,两边长度至少为11-12 bp。若两边引物太短了,很可能会造成突变实验失败,因为引物至少要11-12个bp才能与模板搭上,而这种突变PCR要求两边都能与引物搭上,所以两边最好各设至少12个bp,并且合成多一条反向互补的引物。 (2)如果设定的引物长度为30 bp,接下来需要计算引物的Tm值,看是否达到78℃(GC含量应大于40%)。 (3)如果Tm值低于78℃,则适当改变引物的长度以使其Tm值达到78℃(GC含量应大于40%)。 (4)设计上下游引物时确保突变点在引物的中央位置。 (5)最好使用经过纯化的引物。 Tm值计算公式:Tm=0.41×(% of GC)–675/L+81.5 注:L:引物碱基数;% of GC:引物GC含量。 四、引物设计实例 以G CG→A CG为例: 5’-CCTCCTTCAGTATGTAG G CGACTTACTTATTGCGG-3’ (1)首先设计30 bp长的上下游引物,并将A (T)设计在引物的中央位置。 Primer #1: 5’-CCTTCAGTATGTAG A CGACTTACTTATTGC-3’ Primer #2: 5’-GCAATAAGTAAGTCG T CTACATACTGAAGG-3’
首件检验标准
结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格,特制定公司产品生产过程中对首件检验的要求及管理规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要求及工作程序。 3 、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正确性负责。3.4 工序负责人对首件检验完成后,由下道工序进行复检。如不履行复检职责,下道工序负同等责任。 3.5 对首件确认工作未完成,检验员在?首件检验记录表?上签字的,造成的质量问题,责任由检验员负责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 4.2 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。 4、3 对于常规产品,须按批次进行首件检验。 4.4 在下列情况下应该进行首件检验:
1、批量加工(10台以上) 2、客户要求 3、设计要求 4、非常规产品 5、停机再开机时 6、原材料及规格更改时 5、首件检验流程 5.1 在首件制作过程中,工序负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。 5.2 常规产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在?首件检验记录表?上签字后再交由检验人员进行首件检验。首件检验时,检验员应会同工序负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首件产品上做好标识(如签注“首件合格”等),并在?首件检验记录表?上由生产者(或代表)、检验人员签字确认。首件检验不合格立即退回,重做首件,直至合格。 5. 3 批量生产过程中材料、规格发生变更后生成的半成品、成品都需要进行首件检验及确认。 5.4 首件检验时应及时做好首件记录,并填写?首件检验记录表?5.5 当首件生产中发现质量问题应及时反映和处理,并对不合格项重新进行确认。只有当检验合格的首件,并将结果记录在?首件检验记录表?上,并由检验员对质量作出认可后,方可组织生产。
基因定点突变全攻略
基因定点突变全攻略 一、定点突变的目的 把目的基因上面的一个碱基换成另外一个碱基。 二、定点突变的原理 定点突变是指通过聚合酶链式反应(PCR)等方法向目的DNA片段(可以是基因组,也 可以是质粒)中引入所需变化(通常是表征有利方向的变化),包括碱基的添加、删除、点 突变等。定点突变能迅速、高效的提高DNA所表达的目的蛋白的性状及表征,是基因研究工作中一种非常有用的手段。 体外定点突变技术是研究蛋白质结构和功能之间的复杂关系的有力工具,也是实验室中改造/优化基因常用的手段。蛋白质的结构决定其功能,二者之间的关系是蛋白质组研究的重 点之一。对某个已知基因的特定碱基进行定点改变、缺失或者插入,可以改变对应的氨基酸 序列和蛋白质结构,对突变基因的表达产物进行研究有助于人类了解蛋白质结构和功能的关 系,探讨蛋白质的结构/结构域。而利用定点突变技术改造基因:比如野生型的绿色荧光蛋 白(wtGFP)是在紫外光激发下能够发出微弱的绿色荧光,经过对其发光结构域的特定氨基 酸定点改造,现在的GFP能在可见光的波长范围被激发(吸收区红移),而且发光强度比原 来强上百倍,甚至还出现了黄色荧光蛋白,蓝色荧光蛋白等等。定点突变技术的潜在应用领 域很广,比如研究蛋白质相互作用位点的结构、改造酶的不同活性或者动力学特性,改造启动子或者DNA作用元件,提高蛋白的抗原性或者是稳定性、活性、研究蛋白的晶体结构,以 及药物研发、基因治疗等等方面。 通过设计引物,并利用PCR将模板扩增出来,然后去掉模板,剩下来的就是我们的PCR 产物,在PCR产物上就已经把这个点变过来了,然后再转化,筛选阳性克隆,再测序确定就 行了。 三、引物设计原则 引物设计的一般原则不再重复。 突变引物设计的特殊原则: (1)通常引物长度为25~45 bp,我们建议引物长度为30~35 bp。一般都是以要突变的 碱基为中心,加上两边的一段序列,两边长度至少为11-12 bp。若两边引物太短了,很可 能会造成突变实验失败,因为引物至少要11-12个bp才能与模板搭上,而这种突变PCR要求两边都能与引物搭上,所以两边最好各设至少12个bp,并且合成多一条反向互补的引物。 (2)如果设定的引物长度为30 bp,接下来需要计算引物的Tm值,看是否达到78℃(GC 含量应大于40%)。 (3)如果Tm值低于78℃,则适当改变引物的长度以使其Tm值达到78℃(GC含量应大于40%)。 (4)设计上下游引物时确保突变点在引物的中央位置。
首件检验规定
首件检验规定 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
首件检验规定 1目的 规范和管理品质检验工作,防止不合格品在生产过程中使用,确保总装产品质量。 2适用范围 适用于本公司生产质量管理工作首件检测活动。 3术语 检验:通过观察和判断,适当时结合测量、试验所进行的符合性评价; 质量检验:就是对产品的一个或多个质量特性进行观察、测量、试验,并将结果和规定的质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动; 不合格:未满足要求. 4职责 品管部是检验和试验的归口管理部门,负责对程序的监督和管理; 工艺技术部负责提供产品检验和试验所需的产品图样及设计文件、技术标准等技术资料;品管部负责组织编制首件检验和试验规范或检验作业指导书;负责对检验数据的记录和保存,定期进行数据分析并形成报表,并对产品质量问题进行反馈,责成供货方进行整改;生产单位负责生产物料的接收、确认和报检,作好状态标识,以及将首件样品交品质部确认并填写(首件质量确认报告)表。 检验人员负责对生单位送检之产品的检测、判定、隔离和标识; 品管部主管负责部分重要零部件的检验和试验; 5补充说明 生产用物料接收和检验通知
物料从仓库料出后,由生产组长依生产计划单对所到物料的名称、规格、数量和生产产品型号规格等进行确认; 如果所生产的物料为客户要求试做样品,生产组长需在样品及《生产计划单》上注明“样品”标识。新样品由工艺技术部进行测试,品管部协助。 如物料为客户加急订单,生产组长应在《首件质量报告》表上注明为“加急订单”,并及时向相关部门报检; 物料报检应在领料后的半个小时内完成。 物料检验 检验责任部门在收到首件检验通知后,区分是否为急需用料,如是急料,应在接到通知的第一时间内安排检验,并将检验结果及时告知生产部和品管部。如不能及时完成,应立刻与工艺技术部和生产部协商解决。 检验员收到送检通知后,依据对应的图纸及检验指导书规定的检验内容逐项检验。对有经确认检验样品的零部件,需参照样品的质量水平进行对比检验。无检测手段的可采用上机测试的方法进行验证; 每种物料检验的抽样比例按《物料检验抽样规范》中的规定执行,无抽样比例的与品管部门协商决定; 一般物料检验部门应按报检先后顺序进行检验,原则上在接到《首件检验通知单》的半个小时内完成。 检验完毕后,检验人员应及时填写检验记录并存档; 各部门检验后的记录应及时交由品管部存档和统计分析;将填写好的《首件检验通知单》过程质量管理看板上。 不合格品处置 对检验过程中发现的不合格品,检验人员和及时做出隔离、标识,避免混用;检验人员判定不合格的零件,在检验完成后应及时向品管部报告并提供相关检验报告或数据;
定点突变protocol
基因定点突变试剂盒 产品简介: 碧云天生产的基因定点突变试剂盒(Site-directed Gene Mutagenesis Kit)可 以用于点突变,多个邻近密码子的突变,单个或多个邻近密码子的缺失 (deletion)或插入(insertion)。 本试剂盒是一个利用目前最新的基因点突变技术设计而成的试剂盒。只 需通过基于PCR的突变质粒的合成,和基于Dpn I的模板质粒的消化,转 化培养以及后续的酶切或测序鉴定,即可得到预期的突变质粒(参考图 1)。累计操作时间不足2小时即可完成基因的定点突变。 参考图1,使用本试剂盒时需要先设计长度通常为30个碱基以上的互补的 两个引物,在引物中含有预期的突变位点。然后以待突变的质粒为模 板,用这两个引物进行PCR扩增反应。这样可以产生含有预期的突变位 点的双链质粒,但这个双链质粒中有两个nick位点。待突变的质粒通常来 源于大肠杆菌等细菌,在细菌中会被甲基化修饰,而在体外通过PCR扩 增得到的质粒不会被甲基化。这样用甲基化酶Dpn I处理,可以消化掉待 突变的质粒模板,而使通过PCR扩增出来的含有突变位点的质粒被选择 性地保留下来。这样把Dpn I处理过的产物转化细菌后,质粒中有两个 nick位点可以被大肠杆菌修复,得到的克隆就会含有预期的突变质粒了。 本试剂盒提供了DH5α甘油菌,可用于感受态细菌的制备。 本试剂盒共可以进行十次基因定点突变反应。图1. 基因定点突变试剂盒原理图 保存条件: -20℃保存,一年有效。 注意事项: 需自行配制LB液体培养基和LB平板以用于细菌的培养。 需自行设计和合成用于基因定点突变的引物。需自备用于细菌转化的试剂。 使用本试剂盒前请先阅读后面的常见问题。 为了您的安全和健康,请穿实验服并戴一次性手套操作。 使用说明: 1. 引物设计: 用于特定基因突变的引物需要单独设计,请参考如下一些基本原则进行设计: (1) 共需设计两条互补的引物。可以先集中设计一条,然后就可以得到互补的另一条引物。 (2) 引物的长度通常为25-45个碱基。 (3) 引物中突变位点任何一侧都必需满足 4X(GC碱基数)+2X(AT碱基数) ≥45。但引物也不宜过长,否则通常会形成非常 稳定的二级结构。通常把突变位点两侧的碱基数控制在15个左右,且使两侧按照上述计算得到的数值相近。 例如引物为agtcaggccaattcg aag cagtcgaattgccaag,其中蓝色的aag为突变位点,则
拉伸实验报告
实验报告(一) 实验名称: 金属静态拉伸破坏实验 实验目的: 1、测定低碳钢的屈服极限S σ、强度极限b σ、延伸率δ、截面收缩率ψ。 2、测定铸铁的抗拉强度极限b σ。 3、观察低碳钢和铸铁在拉伸过程中表现的现象,绘出外力和变形间的关系曲线(L F ?-曲线)。 4、分析和比较低碳钢和铸铁的拉伸力学性能和破坏特征。 实验设备和仪器: 材料试验机、游标卡尺、试样划线器等。 拉伸试件: 金属材料拉伸实验常用的试件形状如图所示。图中工作段长度l 称为标距,试件的拉伸变形量一般由这一段的变形来测定,两端较粗部分是为了便于装入试验机的夹头内。 为了使实验测得的结果可以互相比较,试件必须按国家标准做成
标准试件,即d l10 =。 =或d l5 对于一般板的材料拉伸实验,也应按国家标准做成矩形截面试件。其截面面积和试件标距关系为A .5 =,A为标距段 l65 l3. =或A 11 内的截面积。 实验原理: 1、低碳钢 低碳钢的拉伸图全面而具体的反映了整个变形过程。观察自动绘图机绘出的拉伸图。 图1-2 从图中可以看出,当载荷增加到A点时,拉伸图上OA段是直线,表明此阶段内载荷与试件的变形成比例关系,即符合虎克定律的弹性变形范围。当载荷增加到B'点时,L -曲线变成锯齿状,这时变形 F? 增加很快,载荷在小幅度内波动很慢;这说明材料产生了流动(或者叫屈服)与B'点相应的应力叫上流动极限(屈服高限),与B相应的应力叫下流动极限(屈服低限),因下流动极限比较稳定,所以材料的流动极限一般规定按下流动极限取值。以B点相对应的载荷值 F除 S
以试件的原始截面积A 即得到低碳钢的流动极限S σ, A F S S =σ流动阶段后,试件要承受更大的外力,才能继续发生变形若要使塑性变形加大,必须增加载荷,如图形中C 点至D 点这一段为强化阶段。当载荷达到最大值b F (D 点)时,试件的塑性变形集中在某一截面处的小段内,此段发生截面收缩,即出现“颈缩”现象(局部变形)。此时记下最大载荷值b F ,用b F 除以试件的原始截面积A ,就得到低碳钢的强度极限A F /b b =σ。在试件发生“颈缩”后,由于截面积的减小,载荷迅速下降,到E 点试件断裂,其断口形貌成杯锥状。试样拉断后,弹性变形立即消失,而塑性变形则保留在拉断的试样上。 关闭机器,取下拉断的试件,将断裂的试件紧对到一起,用游标卡尺测量出断裂后试件标距间的长度1l ,按下式可计算出低碳钢的延伸率δ %1001?-= l l l δ。 将断裂的试件的断口紧对在一起,用游标卡尺量出断口(细颈)处的直径1d ,计算出面积1A ;按下式可计算出低碳钢的截面收缩率ψ, %1001 ?-= A A A ψ 2、铸铁 从铸铁的拉伸图可以看出,在整个拉伸过程中变形很小,无屈服、颈缩现象,拉伸图无直线段。曲线快达到最大拉力b F ,试样突然发生断裂,其断 口是平齐粗糙的,是一种典型的脆性破坏断口。其抗拉强度远小于低碳钢的抗拉强度。
首件检验的目的和原理
首件检验的目的和流程 生产过程中的首件检验主要是防止产品出现成品返修、报废。首件检验是预先控制产品生产过程的一种手段,是制程品质控制的一种重要方法,是企业确保产品品质,提高经济效益的一种行之有效的方法。 首件检验的目的是为了尽早发现生产过程中影响产品品质的因素,预防批量性的不良或报废。首件三检的步骤为:自检、互检、专检。产品经过首件检验合格后方可投入正式生产。 长期的实践证明,通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误,测、量具精度误差、看错图纸、投料或方法错误等多种影响产品质量的问题,从而采取相应的纠正或改进措施,以防止批次性不合格品发生。其流程如下图: 自检 互检 专检
首件三检的定义及流程 三检制是指送检的产品必须先由作业人员进行“自检”,然后由班长或同事进行“互检”,最后由质检部检验人员进行“专检”,确定合格后方可继续加工后续产品。 1自检 自检就是作业人员对自己加工的产品开展自行检验。自检最显著的特点是检验工作基本上与生产加工过程同步进行。自检是指运用目测和量具实际测量的方式,确认本工序的生产是否合格,若合格则进行首件三检的后续工序,若不合格则立即返工。作业人员在实施自检时,一定要确保作业的内容全部到位,自检的流程如下图: 不合格
2互检 互检是指由生产班长或同事,确认首件产品是否合格,如合格则开始继续传递,不合格则反馈和查找原因,经确认后返回加工者返工。互检的流程如下图: 3 专检 专检是指由质检部门的专业质检员进行最终检验,首件检验是否合格必须得到质检人员的认可,经过质检人员检验合格的产品,质检员应用记号笔标记,加工者须单独摆放,以便随时抽查。 首件检验不合格,检验人员应通知加工者,让其查明原因并采取措施,排除故障后重新进行加工、三检。直到合格后才可以继续生产。
材料拉伸与压缩试验报告
材料的拉伸压缩实验 【实验目的】 1.研究低碳钢、铸铁的应力——应变曲线拉伸图。 2.确定低碳钢在拉伸时的机械性能(比例极限R p、下屈服强度R eL、强度极限R m、延伸率A、断面收缩率Z等等)。 3. 确定铸铁在拉伸时的力学机械性能。 4.研究和比较塑性材料与脆性材料在室温下单向压缩时的力学性能。 【实验设备】 1.微机控制电子万能试验机; 2.游标卡尺。 3、记号笔 4、低碳钢、铸铁试件 【实验原理】 1、拉伸实验 低碳钢试件拉伸过程中,通过力传感器和位移传感器进行数据采集,A/D转换和处理,并输入计算机,得到F-?l曲线,即低碳钢拉伸曲线,见图1。 对于低碳钢材料,由图1曲线中发现OA直线,说明F正比于?l,此阶段称为弹性阶段。屈服阶段(B-C)常呈锯齿形,表示载荷基本不变,变形增加很快,材料失去抵抗变形能力,这时产生两个屈服点。其中,B'点为上屈服点,它受变形大小和试件等因素影响;B点为下屈服点。下屈服点比较稳定,所以工程上均以下屈服点对应的载荷作为屈服载荷。测定屈服载荷Fs时,必须缓慢而均匀地加载,并应用σs=F s/ A0(A0为试件变形前的横截面积)计算屈服极限。 图1低碳钢拉伸曲线 屈服阶段终了后,要使试件继续变形,就必须增加载荷,材料进入强化阶段。
当载荷达到强度载荷F b后,在试件的某一局部发生显著变形,载荷逐渐减小,直至试件断裂。应用公式σb=F b/A0计算强度极限(A0为试件变形前的横截面积)。 根据拉伸前后试件的标距长度和横截面面积,计算出低碳钢的延伸率δ和端面收缩率ψ,即 % 100 1? - = l l l δ,% 100 1 0? - = A A A ψ 式中,l0、l1为试件拉伸前后的标距长度,A1为颈缩处的横截面积。 2、压缩实验 铸铁试件压缩过程中,通过力传感器和位移传感器进行数据采集,A/D转换和处理,并输入计算机,得到F-?l曲线,即铸铁压缩曲线,见图2。 对铸铁材料,当承受压缩载荷达到最大载荷F b时,突然发生破裂。铸铁试件破坏后表明出与试件横截面大约成45?~55?的倾斜断裂面,这是由于脆性材料的抗剪强度低于抗压强度,使试件被剪断。 材料压缩时的力学性质可以由压缩时的力与变形关系曲线表示。铸铁受压时曲线上没有屈服阶段,但曲线明显变弯,断裂时有明显的塑性变形。由于试件承受压缩时,上下两端面与压头之间有很大的摩擦力,使试件两端的横向变形受到阻碍,故压缩后试件呈鼓形。 铸铁压缩实验的强度极限:σb=F b/A0(A0为试件变形前的横截面积)。 【实验步骤及注意事项】 1、拉伸实验步骤 (1)试件准备:在试件上划出长度为l0的标距线,在标距的两端及中部三个位置上,沿两个相互垂直方向各测量一次直径取平均值,再从三个平均值中取最小值作为试件的直径d0。 (2)试验机准备:按试验机→计算机→打印机的顺序开机,开机后须预热十分钟才可使用。按照“软件使用手册”,运行配套软件。 (3)安装夹具:根据试件情况准备好夹具,并安装在夹具座上。若夹具已 图2 铸铁压缩曲线
首件检验的目的和原理讲课讲稿
首件检验的目的和原 理
首件检验的目的和流程 生产过程中的首件检验主要是防止产品出现成品返修、报废。首件检验是预先控制产品生产过程的一种手段,是制程品质控制的一种重要方法,是企业确保产品品质,提高经济效益的一种行之有效的方法。 首件检验的目的是为了尽早发现生产过程中影响产品品质的因素,预防批量性的不良或报废。首件三检的步骤为:自检、互检、专检。产品经过首件检验合格后方可投入正式生产。 长期的实践证明,通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误,测、量具精度误差、看错图纸、投料或方法错误等多种影响产品质量的问题,从而采取相应的纠正或改进措施,以防止批次性不合格品发生。其流程如下图: Array 自检 互检 专检 收集于网络,如有侵权请联系管理员删除
首件三检的定义及流程 三检制是指送检的产品必须先由作业人员进行“自检”,然后由班长或同事进行“互检”,最后由质检部检验人员进行“专检”,确定合格后方可继续加工后续产品。 1自检 自检就是作业人员对自己加工的产品开展自行检验。自检最显著的特点是检验工作基本上与生产加工过程同步进行。自检是指运用目测和量具实际测量的方式,确认本工序的生产是否合格,若合格则进行首件三检的后续工序,若不合格则立即返工。作业人员在实施自检时,一定要确保作业的内容全部到位,自检的流程如下图: 不合格 收集于网络,如有侵权请联系管理员删除
2互检 互检是指由生产班长或同事,确认首件产品是否合格,如合格则开始继续传递,不合格则反馈和查找原因,经确认后返回加工者返工。互检的流程如下图: 3 专检 专检是指由质检部门的专业质检员进行最终检验,首件检验是否合格必须得到质检人员的认可,经过质检人员检验合格的产品,质检员应用记号笔标记,加工者须单独摆放,以便随时抽查。 首件检验不合格,检验人员应通知加工者,让其查明原因并采取措施,排除故障后重新进行加工、三检。直到合格后才可以继续生产。 收集于网络,如有侵权请联系管理员删除
蛋白质工程的定点突变
20世纪80年代以来,基因克隆技术与DNA化学合成方法相结合,建立和发展了定点突变技术。可以按照预定设计,在已知的DNA序列中增删或转换核苷酸,精确地是靶基因在特定位点发生碱基序列的变化,进而使基因表达及调控,基因产物发生相应改变。这种快速精确的基因突变已经被广泛地应用与基因工程和蛋白质工程之中。定点突变有多种方法,有的改变特定核苷酸,有的则是对一段最可能影响蛋白质功能的基因序列进行随机突变,产生一系列突变蛋白质。 寡核苷酸诱导的定点突变基本上分两类:一类是用单链噬菌体M13作载体的寡核苷酸介导的单链模板定点突变;另一类用双链质粒作载体,双引物法定点突变。为了在体外导入特定的点突变,小的限制性片段可以切除,并被包含所需要突变的合成接头所替代(称为盒式诱变)。如果不行,插入片段可以克隆到产生单链DNA的噬菌粒载体中,由所设计的错配引物知道DNA复制,产生异源双链的复制型,并在下面的复制循环中产生野生型和突变的复制型。 (图) 单链噬菌体作载体的定点突变的基本原理是,用已知序列的环状DNA变性后为模板,人工合成一段引物,将所要设计的定点突变寡核苷酸置于引物中,也就是说人工所合成的引
物不是完全和模板互补,而是在某个位点有意识地让碱基突变,和模板上的碱基不能配对,由于其他的碱基是互补的,所以任然可以通过复性,使引物和模板特异性结合。在M13单链环状模板上杂交一段寡核苷酸引物,利用DNA聚合酶和连接酶的作用,从引物延伸合成链,得到一个闭合环状的异源双链分子。由于预先在寡核苷酸引物中人为地引入碱基的错配对,插入或缺失,然后在将杂合双环DNA转化到细菌中,因此异源双链DNA经转化和筛选就可以分离到带有相应突变的DNA克隆。由于复制是半保留复制,经克隆后将有一半的后代环状DNA产生了定点突变,另一半和正常的亲代链一样。 环状双链质粒DNA作为载体进行基因的改造有它的优点。待改造基因中如有两个适当的限制性内切酶切点,可以用人工合成双链DNA片段置换两切点之间原有序列,在人工合成的双链DNA片段中包含有突变的序列。但是这种置换方法收到限制酶酶切位点的限制。 1.用M13DNA进行的寡核苷酸引物介导的定点突变:寡核苷酸引物介导的定点突变的步骤是用含有突变碱基的寡核苷酸片段作引物,在聚合酶的作用下启动DNA分子进行复制。主要过程是:(1)将待突变基因克隆到突变载体上; 2.制备含突变基因的M13DNA单链模板; 3.引物与模板与模
材料拉伸与压缩实验报告参考
碳钢与铸铁的拉伸、压缩实验(实验一) 一、实验目的 1、测定碳钢在拉伸时的屈服极限s σ,强度极限b σ,延伸率δ和断面收缩率ψ,测定铸铁拉伸时的强度极限b σ。 2、观察碳钢、铸铁在拉伸过程中的变形规律及破坏现象,并进行比较,使用绘图装置绘制拉伸图(P-ΔL 曲线)。 二、实验设备 微机控制电子万能材料试验机、液压式万能材料试验机、游标卡尺。 三、实验试祥 1. 为使各种材料机械性质的数值能互相比较,避免试件的尺寸和形状对试验结果的影响,对试件的尺寸形状GB6397-86作了统一规定,如图1所示: 图1 用于测量拉伸变形的试件中段长度(标距L 0)与试件直径d 。必零满足L 0/d 0=10或5,其延伸率分别记做和δ10和δ5 2、压缩试样:低碳钢和铸铁等金属材料的压缩试件一般做成很短的圆柱形,避免压弯,一般规定试件高度h 直径d 的比值在下列范围之内: 1≤d h ≤3 为了保证试件承受轴向压力,加工时应使试件两 个端面尽可能平行,并与试件轴线垂直,为了减少 两端面与试验机承垫之间的摩擦力,试件两端面应 进行磨削加工,使其光滑。 四、实验原理 图2为试验机绘出的碳钢拉伸P-△L 曲线图, 拉伸变形ΔL 是整个试件的伸长,并且包括机器本身 的弹性变形和试件头部在夹头中的滑动,故绘出的 曲线图最初一段是曲线,流动阶段上限B ‘受变形速度和试件形式影响,下屈服点B 则比较稳定,工程上均以B 点对应的载荷作为材料屈服时的载荷P S ,以试样的初始横截面积A0除PS ,即得屈服极限: 0A Ps S =σ 图2
屈服阶段过后,进入强化阶段,试样又恢复了承载能力,载荷到达最大值P b ,时,试样某一局部的截面明显缩小,出现“颈缩”现象,这时示力盘的从动针停留在P b 不动,主动针则迅速倒退表明载荷迅速下降,试样即将被拉断。以试样的初始横截面面积A 。除P b 得强度极限为 0A P b b =σ 延伸率δ及断面收缩率φ的测定,试样的标距原长为L 0拉断后将两段试样紧密地对接在一起,量出拉断后的标距长为L 1延伸率应为 % 100001?-=l l l δ 断口附近塑性变形最大,所以L 1的量取与断口的部位有关,如断口发生于L ο的两端或在L ο之外,则试验无效,应重做,若断口距L 。的一端的距离不在标距长度的中央31 区域内,要采用断口移中的办法;以度量试件位断后的标距,设两标点CC 1之间共有10格,断口靠近左段,如图3,从临近断口的第一刻线d 起,向右取10/2=5格,记作a ,这就相当于把断口摆在标距中央,再看a 点到C 1点有多少格,就由a 点向左取相同的格数,记作b , 令L ˊ表示C 至b 的长度,L ’表示b 至a 的长度,则L ′+2L ‘′的长度中包含的格数等于 标距长度内的格数10,即 L ′+2L ‘′=L 1。 图3 试样拉断后,设颈缩处的最小横截面面积为A 1,由于断口不是规则的圆形,应在两个相互垂直的方向上量取最小截面的直径,以其平均值计算A 1,然后按下式计算断面收缩率: 010100%ψA -A =?A 铸铁试件在变形极小时,就达到最大载荷P b 而突然发生断裂。没有屈服和颈缩现象,其强度极限远小于低碳钢的强度极限。 图4为低碳钢试件的压缩图,在弹性阶段和屈服阶段,它与拉伸时的形状基本上是一致 图4 图5
首件检验控制程序
首件检验控制程序 首件检验控制程序 一、目的 为了保证产品生产质量,在产品量产前对影响产品质量 的因素和首件产品实物质量进行验证和确认,尽早发现生产过程中影响产品质量的因素,避免出现批量性质量问题。 二、范围适用所有新项目,新产品开发设计,供方提供产品
等的首件新产品验证,设计、工艺变更后的首件检验以及每日批量生产前首件验证。 2.1在新开发产品首次上线生产时的首件检验。 2.1.1 新产品的内部首检。 2.1.2 新产品交付顾客前的外部首件检验(顾客有要求现场验证的情况)。 2.1.3 供应商(外包、外购)提供的新产品首件检验。 2.2 因后续设计、工艺更改等变化导致先前首检失效的首件检验。 2.3 在批量生产过程中(每个生产班次开始加工的第一个工件,或加工过程中因换人、换料及换工装、调整机床等改变工序条件后加工的第一个工件)的首件检验。 三、定义 )即工Process First Article Inspection 3.1 P-FAI(序首检,是对工序的制程因素及其结果的验证。)即首件检验。是3.2 FAI (First Article Inspection 指按照技术文件的要求,对批量生产前的首个零(部或组)件进行全面的工序和成品检查、考核,以确定零部件是否满稳定的生产合格产品的能力。足技术要求,是否具备批量的、公司提供技术要求产品制造过程外包:(技术协议、3.3
图纸等)、必要时提供零部件(或原材料、半成品),要求供应商按技术要求进行相应工序加工的过程。 3.4外购:产品不是由组织(公司)设计的,通过选型向外界直接购买。 (四)职责 4.1营销部门(或新产品项目组) 4.1.1负责对客户提供技术资料、图纸等外来文件的审核、传递、归档。 4.1.2负责对客户所提供的图纸、验收准则等存在分歧的沟通协调处理。 4.1.3 负责提供产品的所有图纸、原材料清单、技术标准、关键零部件清单等检验准则,编制内部首件检验计划。4.1.4负责组织相关人员对供方提供的零部件新产品的首件验证及对产品制造过程外包的首件验证,对其它新产品的首样验证要求供方提供相关资料。 负责发起并组织顾客现场验证的首检工作(顾客 4.1.5 有要求的情况),并为迎接外部首检做工作安排,制定外部首检计划。 4.1.6参与并推动和促进首检工作。 负责跟踪产品交付后客户使用情况,整理和传递4.1.7 外部首检不合格项,并组织落实外部首检不合格项关闭。4.1.8