编码器正确的接线
编码器正确的接线
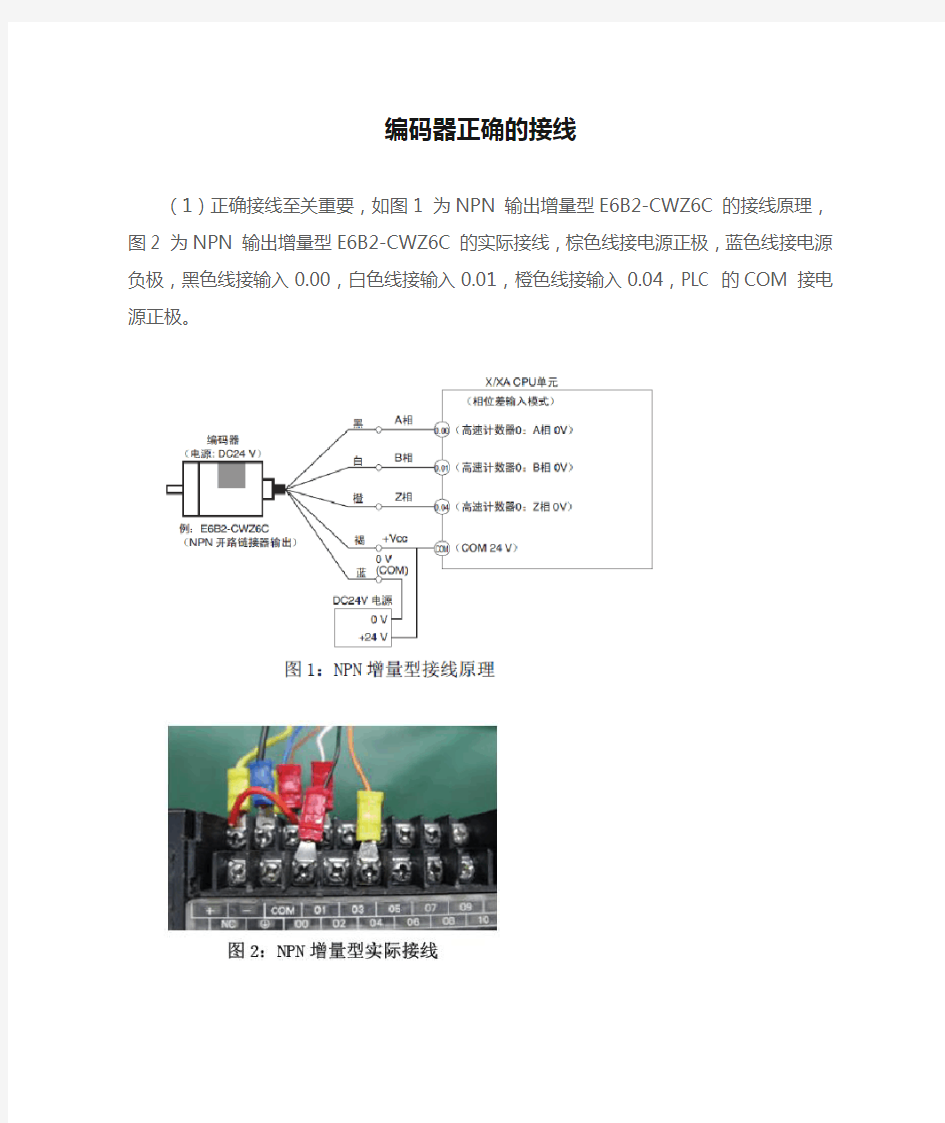
(1)正确接线至关重要,如图1 为NPN 输出增量型E6B2-CWZ6C 的接线原理,图2 为NPN 输出增量型E6B2-CWZ6C 的实际接线,棕色线接电源正极,蓝色线接电源负极,黑色线接输入0.00,白色线接输入0.01,橙色线接输入0.04,PLC 的COM 接电源正极。
编码器计数的接线方法
15. 各种输出形式的旋转编码器与后续设备(PLC、计数器等)接线分别怎么接? ⑴与PLC连接,以CPM1A为例①NPN集电极开路输出 方法1:如下图所示 这种接线方式应用于当传感器的工作电压与PLC的输入电压不同时,取编码器晶体管部分,另外串入电源,以无电压形式接入PLC。但是需要注意的是,外接电源的电压必须在DC30V 以下,开关容量每相35mA以下,超过这个工作电压,则编码器内部可能会发生损坏。 具体接线方式如下:编码器的褐线接编码器工作电压正极,蓝线接编码器工作电压负极,输出线依次接入PLC的输入点,蓝线接外接电源负极,外接电源正极接入PLC的输入com端。 方法2:编码器的褐线接电源正极,输出线依次接入PLC的输入点,蓝线接电源负极,再从电源正极端拉根线接入PLC输入com端。 ②电压输出接线方式如图所示: 具体接线方式如下:编码器的褐线接电源正极,输出线依次接入PLC 的输入点,蓝线接电源负极,再从电源正极端拉根线接入PLC输入com端。不过需要注意的是,不能以下图方式接线。 ③PNP集电极开路输出 接线方式如下图所示:
具体接线方式如下:编码器的褐线接工作电压正极,蓝线接工作电压负极,输出线依次接入PLC的输入com端,再从电源负极端拉根线接入PLC的输入com端。④线性驱动输出具体接线如下:输出线依次接入后续设备相应的输入点,褐线接工作电压的正极,蓝线接工作电压的负极。 ⑵与计数器连接,以H7CX(OMRON制)为例H7CX输入信号分为无电压输入和电压输入。 ①无电压输入:以无电压方式输入时,只接受NPN输出信号。 NPN集电极开路输出的接线方式如下: 具体接线方式如下:褐线接电源正极,蓝线接电源负极,再从电源负极端拉根线接6号端子,黑线和白线接入8和9号端子,如果需要自动复位,则橙线接入7号端子。 NPN电压输出的接线方式如下: 接线方式与NPN集电极开路输出方式一样。 ②电压输入NPN集电极开路输出的接线方式如下图所示: 具体接线方式如下:褐线接电源正极,蓝线接电源负极,再从电源负极端拉根线接6号端子,黑线和白线接入8和9号端子,如果需要自动复位,则橙线接入7号端子。PNP集电极开
编码器接线规范
编码器接线规范 编码器(encoder)是将物理信号编制、转换为可用以通讯、传输和存储的信号的一种设备。应用于速度控制或位置控制系统的检测元件。现场运输小车均使用的是帝尔TR 厂家的CEV65 M 型号编码器,其中C 表示紧凑绝对型、E 表示光学、V 表示实轴、M 表示多圈、65表示外壳 65mm。 图1编码器 图2 编码器后盖地址设定及接线端子介绍
编码器接线方法1: 所需工具:剥线刀、开口2mm一字改锥、内六花一套、偏口钳一把,开口3mm十字螺丝刀一把。 操作步骤: 1)设定地址,接线口朝下拿编码器,左边拨码是十位,右边拨码是个位。 2)设定终端:只接入线时,此编码器是终端,两个终端都打到ON;入线和出线都接时两个拨码都拨到1位。 3)接线: a)把接线端子的附件按顺序套在DP线上,如图3; 图3接线附属设备安装顺序 b)剥除DP线外层的橡胶层10cm左右,如图4; 图4 DP线拨线图5处理屏蔽线 c)把内层的金属屏蔽层屡开,并拧成一股,如图5; d)剥开线内部白色保护层,把屏蔽层接到图7中椭圆标出的螺丝上, 并接网线,A接绿线,B接红线,如图6,图7。
图6穿线图7接线 此方法优、缺点: 优点:屏蔽层接触好; 缺点:接线方法复杂,不易于操作 编码器接线方法2: 所需工具:DP线剥线刀、开口2mm一字改锥、内六花一套、偏口钳一把,开口3mm十字螺丝刀一把。 操作步骤: 1)设定地址,接线口朝下拿编码器,左边拨码是十位,右边拨码是个位。 2)设定终端:只接入线时,此编码器是终端,两个终端都打到ON;入线和出线都接时两个拨码都拨到1位。 3)接线: a)用专业DP线剥线刀剥线,按图8按顺序穿上附件,并做好屏蔽; 图8剥线图9穿线 b)接线,A接绿线,B接红线,如图10。
编码器的选型及技术解答
编码器的选型及技术解答 一、问:增量旋转编码器选型有哪些注意事项? 应注意三方面的参数: 1.机械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。 2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。 3.电气接口,编码器输出方式常见有推拉输出(F型HTL格式),电压输出(E),集电极开路(C,常见C为NPN型管输出,C2为PNP型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。 二、问:请教如何使用增量编码器? 1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。 2,增量型编码器通常有三路信号输出(差分有六路信号):A,B和Z,一般采用TTL电平,A脉冲在前,B 脉冲在后,A,B脉冲相差90度,每圈发出一个Z脉冲,可作为参考机械零位。一般利用A超前B或B超前A进行判向,增量型编码器定义为轴端看编码器顺时针旋转为正转,A超前B为90°,反之逆时针旋转为反转B超前A为90°。也有不相同的,要看产品说明。 3,使用PLC采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。 4,建议B脉冲做顺向(前向)脉冲,A脉冲做逆向(后向)脉冲,Z原点零位脉冲。 5,在电子装臵中设立计数栈。 增量型编码器与绝对型编码器的区分:编码器如以信号原理来分,有增量型编码器,绝对型编码器。 增量型编码器(旋转型)工作原理:由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料;玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高。金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级。塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率:编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 信号输出:信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 信号连接:编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块与高速模块之分,开关频率有低有高。如单相联接,用于单方向计数,单方向测速。A.B两相联接,用于正反向计数、判断正反向和测速。A、B、Z三相联接,用于带参考位修正的位臵测量。A、A-,B、B-,Z、Z-连接,
编码器的安装使用与接线方法
编码器的安装使用与接线方法 绝对型旋转编码器的机械安装使用:绝对型旋转编码器的机械安装有高速端安装、低速端安装、辅助机械装置安装等多种形式。 高速端安装:安装于动力马达转轴端(或齿轮连接),此方法优点是分辨率高,由于多圈编码器 有4096圈,马达转动圈数在此量程范围内,可充分用足量程而提高分辨率,缺点是运动物体通过减 速齿轮后,来回程有齿轮间隙误差,一般用于单向高精度控制定位,例如轧钢的辊缝控制。另外编码器直接安装于高速端,马达抖动须较小,不然易损坏编码器。 低速端安装:安装于减速齿轮后,如卷扬钢丝绳卷筒的轴端或最后一节减速齿轮轴端,此方法已无齿轮来回程间隙,测量较直接,精度较高,此方法一般测量长距离定位,例如各种提升设备,送料小车定位等。 辅助机械安装:常用的有齿轮齿条、链条皮带、摩擦转轮、收绳机械等。 旋转编码器是一种光电式旋转测量装置,它将被测的角位移直接转换成数字信号(高速脉冲信号)。 编码器如以信号原理来分,有增量型编码器,绝对型编码器。 我们通常用的是增量型编码器,可将旋转编码器的输出脉冲信号直接输入给PLC,利用PLC的高速计数器对其脉冲信号进行计数,以获得测量结果。不同型号的旋转编码器,其输出脉冲的相数也不同,有的旋转编码器输出A、B、Z三相脉冲,有的只有A、B相两相,最简单的只有A相。 编码器有5条引线,其中3条是脉冲输出线,1条是COM端线,1条是电源线(OC门输出型)。编码器的电源可以是外接电源,也可直接使用PLC的DC24V电源。电源“-”端要与编码器的COM 端连接,“+ ”与编码器的电源端连接。编码器的COM端与PLC输入COM端连接,A、B、Z两相脉冲输出线直接与PLC的输入端连接,A、B为相差90度的脉冲,Z相信号在编码器旋转一圈只有一个脉冲,通常用来做零点的依据,连接时要注意PLC输入的响应时间。旋转编码器还有一条屏蔽线,使用时要将屏蔽线接地,提高抗干扰性。 编码器-----------PLC A-----------------X0 B-----------------X1 Z------------------X2 +24V------------+24V COM------------- -24V-----------COM[1]
编码器控制线制作及连接
编码器控制云台的控制线连接图 一、D31摄像头的控制 方法一: 线缆制作: RJ45(网线)接口:直连线做法(白橙、橙、白绿、蓝、白蓝、 绿、白棕、棕) Com口做法:焊接2(白绿)、3(橙)、5(白棕)口 线缆连接: RJ45直接接在编码器的485口上,Com口直接接D31的控制线,不用485转232的转换头 注:此方法不能做为工程安装使用 方法二:
线缆制作: a)网线一端为水晶头(568B线序),将网线另一端颜色为橙白(485+) 和橙(485-)的线缆剥出。 b)DB9(公)到DB9(公)转接线:用双芯线将两个DB9头的2、3 脚线交叉连接,两芯线的屏蔽线将两DB9的第五根5脚线直连。 c)DB9(母)到VISCA(公)为成品线。 线缆连接: 将网线水晶头一端接到监控前端的RS485口,另一端颜色为橙白(485+)、橙(485-)分别接到485转换器的485+(T/R+)、485-(T/R-),对应关系为+对+,-对-;然后将485转换器的232接口接到DB9转接线上,再将DB9转接线另一端接到DB9(母)到VISCA(公)成品线的DB9端,然后将VISCA端接到SONYD100的VISCA口即可。 如果编码器的485口是用端子连接的话,就把网线的水晶头去掉,白橙接+橙接—,即可实现云台控制。 注:如果云台无法控制的话,把485的+—对调一下即可。二、高速球的云台控制 大多数高速快球的控制线为485接口,在连接控制线时,只需用两芯屏蔽线或网线进行连接。 1.当两端都是485接口时,用两芯屏蔽线按照+接+、—接—连 接。 2.一端为485接口,另一端为RJ45口,用高速球的+、—连接
编码器安装通用指引
本技术文档提供参考方案,旨在解决因机械安装和布线造成的编码器的故障。 一般指引 请不要敲击编码器请不要敲击编码器!! 请不要使编码器承受超出轴所允许的负载请不要使编码器承受超出轴所允许的负载!! 请不要打开编码器内部请不要打开编码器内部!! 请不要使用刚性联轴器不要使用刚性联轴器!! 请不要机械加工编码器本体或者轴请不要机械加工编码器本体或者轴!! 每种产品的安装方式都不尽相同,所以难于提供所有安装方式的信息。按照以下安装指引,结合相应的安装规范仔细安装,能保证产品运行的长久性。 柔性联轴器,伺服夹环,安装螺丝等其他安装硬件是不包含在编码器中的,如需要请与厂家联系。 编码器安装及接线指导
机械安装 实心轴类 1、编码器轴与用户端输出轴之间采用弹性软连接,以避免因用户轴的串动、跳动而造成编码器轴系和码盘的损坏。 2、安装时请注意允许的轴负载。 3、应保证编码器轴与用户输出轴的不同轴度<0.20mm ,与轴线的偏角<1.5°。 4、安装时严禁敲击和摔打碰撞,以免损坏轴系和码盘。 空心轴类 1、要避免与编码器刚性连接。 2、 安装轴的尺寸请参照对应的说明。 3、安装时编码器应轻轻推入被套轴,严禁用锤敲击,以免损坏轴承和码盘。 4、长期使用时,检查固定编码器的螺钉是否松动。 典型机械安装方式之一典型机械安装方式之一::伺服法兰型 1、固定机器上的驱动轴; 不能将编码器轴与机器直接相连接,通常采用柔性联轴器。 2、安装联轴器(1)到编码器上,请注意联轴器不要接触到编码器表面; 3、将带螺丝(3)的伺服夹环(2)推到安装法兰表面,但不要锁紧螺丝; 4、旋转伺服夹环(2)以便将编码器推入到位 5、旋转伺服夹环(2)进入到伺服套子中,然后轻轻缩紧。 6、在驱动轴上固定好联轴器(1)并尽量减少角度和水平对准误差以保证联轴器和编码器安装误差在允许范围内。 7、锁紧伺服夹环上的3个螺丝。
欧姆龙编码器正确的接线
(1)正确接线至关重要,如图1 为NPN 输出增量型E6B2-CWZ6C 的接线原理,图2 为NPN 输出增量型E6B2-CWZ6C 的实际接线,棕色线接电源正极,蓝色线接电源负极,黑色线接输入0.00,白色线接输入0.01,橙色线接输入0.04,PLC 的COM 接电源正极。 (2)下图为PNP 输出增量型E6B2-CWZ6B 的实际接线图,棕色线接电源正极,蓝色线接电源负极,黑色线接输入0.00,白色线接输入0.01,橙色线接输入0.04,PLC 的COM 接电源负极。
(3)图1 为绝对值型编码器的线与PLC 输入的点的对应图,图2 为NPN 输出绝对值型 E6C3-AG5C 的实际接线图,红色线接电源正极,黑色线接电源负极,褐色线接输入0.00,橙色线接输入0.01,黄色线接输入0.02,绿色线接输入0.03,蓝色线接输入0.04,紫色线接输入0.05,灰色线接输入0.06,白色线接输入0.07,粉色线接输入0.08,PLC 的COM 接电源正极。
(4)下图为PNP 输出绝对值型E6C3-AG5B 的实际接线图,红色线接电源正极,黑色线接 电源负极,褐色线接输入0.00,橙色线接输入0.01,黄色线接输入0.02,绿色线接输入0.03,蓝色线接输入0.04,紫色线接输入0.05,灰色线接输入0.06,白色线接输入0.07,粉色线接 输入0.08,PLC 的COM 接电源负极。 (5)图1 为线驱动编码器的接线原理,图2 为实际接线图,黑色线接A0+,黑红镶边线A0-,白色线接B0+,白红镶边线接B0- 橙色线接Z0+,橙红镶边线接Z0-,褐色线接电源+5V,蓝色线接电源0V,切勿接线错误。
编码器与PLC的连接
编码器与PLC的连接 天LION星 建议删除该贴!! | 收藏| 回复 | 2009-07-27 13:26:27楼主 编码器在工控项目中,作为测量角度、长度、速度控制的传感器,已经用得越来越多了,可是常常有PLC新手,对于编码器如何选型、如何连接、如何编程很困惑,就是PLC 老手,也会碰上手上的编码器与PLC 配不起来,重新再配耽误时间的问题,也会碰上现场情况复杂,干扰头痛的问题,现在根据我就自己掌握的东西简单说点,希望能够抛砖引玉,看到跟多更好的解决方案! 光电编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成脉冲或数字量的传感器。这是目前应用最多的传感器,光电编码器是由光栅盘和光电检测装置组成。光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号,通过计算每秒光电编码器输出脉冲的个数就能反映当前电动机的转速。 旋转编码器是一种光电式旋转测量装置,它将被测的角位移直接转换成数字信号(高速脉冲信号)。因些可将旋转编码器的输出脉冲信号直接输入给PLC,利用PLC的高速计数器对其脉冲信号进行计数,以获得测量结果。不同型号的旋转编码器,其输出脉冲的相数也不同,有的旋转编码器输出A、B、Z三相脉冲,有的只有A、B相两相,最简单的只有A相。 输出两相脉冲的旋转编码器与FX系列PLC的连接,编码器有4条引线,其中2条是脉冲输出线,1条是COM端线,1条是电源线。编码器的电源可以是外接电源,也可直接使用PLC 的DC24V电源。电源“-”端要与编码器的COM端连接,“+ ”与编码器的电源端连接。编码器的COM端与PLC输入COM端连接,A、B两相脉冲输出线直接与PLC的输入端连接,连接时要注意PLC输入的响应时间。有的旋转编码器还有一条屏蔽线,使用时要将屏蔽线接地。 编码器如果是并行输出的,可以直接连接PLC或上位机的输入输出接点I/O,其信号数学格式应该是格雷码。编码器有多少位就要占用PLC的多少位接点,如果是24伏推挽式输出,高电平有效为1,低电平为0;如果是集电极开路NPN输出,则连接的接点也必须是NPN 型的,其高电平有效,低电平为1。能否将集电极开路NPN输出的接到正逻辑的PLC的IO 上呢?这个问题留给大家来思考。 另外编码器选型需要特别注意: 一是:机械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。
编码器的常见问题解答一
编码器的常见问题解答 一、问:增量旋转编码器选型有哪些注意事项? 应注意四方面的参数: 1.械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。 2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。 3.电气接口,编码器输出方式常见有推拉输出(f型htl格式),电压输出(e),集电极开路(c,常见c为npn型管输出,c2为pnp型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。 4,工作电压 二、问:请教如何使用增量编码器? 1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。 2,增量型编码器通常有三路信号输出(差分有六路信号):ab和z,一般采用ttl电平,a脉冲在前,b脉冲在后,ab脉冲相差90度,每圈发出一个z脉冲,可作为参考机械零位。一般利用a超前b或b超前a进行判向,我公司增量型编码器定义为轴端看编码器顺时针旋转为正转,a超前b为90°,反之逆时针旋转为反转b超前a为90°。也有不相同的,要看产品说明。 3,使用plc采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。 4,建议b脉冲做顺向(前向)脉冲,a脉冲做逆向(后向)脉冲,z原点零位脉冲。 5,在电子装置中设立计数栈。 三、关于户外使用或恶劣环境下使用 有网友来email问,他的设备在野外使用,现场环境脏,而且怕撞坏编码器。
我公司有铝合金(特殊要求可做不锈钢材质)密封保护外壳,双重轴承重载型编码器,放在户外不怕脏,钢厂、重型设备里都可以用。 不过如果编码器安装部分有空间,我还是建议在编码器外部再加装一防护壳,以加强对其进行保护,必竟编码器属精密元件,一台编码器和一个防护壳的价值比较还是有一定差距的。 四、从接近开关、光电开关到旋转编码器: 工业控制中的定位,接近开关、光电开关的应用已经相当成熟了,而且很好用。可是,随着工控的不断发展,又有了新的要求,这样,选用旋转编码器的应用优点就突出了: 信息化:除了定位,控制室还可知道其具体位置; 柔性化:定位可以在控制室柔性调整; 现场安装的方便和安全、长寿:拳头大小的一个旋转编码器,可以测量从几个μ到几十、几百米的距离,n个工位,只要解决一个旋转编码器的安全安装问题,可以避免诸多接近开关、光电开关在现场机械安装麻烦,容易被撞坏和遭高温、水气困扰等问题。由于是光电码盘,无机械损耗,只要安装位置准确,其使用寿命往往很长。 多功能化:除了定位,还可以远传当前位置,换算运动速度,对于变频器,步进电机等的应用尤为重要。 经济化:对于多个控制工位,只需一个旋转编码器的成本,以及更主要的安装、维护、损耗成本降低,使用寿命增长,其经济化逐渐突显出来。 如上所述优点,旋转编码器已经越来越广泛地被应用于各种工控场合。 五、关于电源供应及编码器和plc连接: 一般编码器的工作电源有三种:5vdc、5-13 vdc或11-26vdc。如果你买的编码器用的是11-26vdc 的,就可以用plc的24v电源,需注意的是: 1.编码器的耗电流,在plc的电源功率范围内。 2.编码器如是并行输出,连接plc的i/o点,需了*的信号电平是推拉式(或称推挽式)输出还是集电极开路输出,如是集电极开路输出的,有n型和p型两种,需与plc的i/o极性相同。如是推拉式输出则连接没有什么问题。
omron编码器接线方法(行业二类)
文书#借鉴 1 欧姆龙E6B2系列(增量型编码器)接线方式 常用欧姆龙E6B2系列编码器有CWZ6C 、CWZ5B 、CWZ3E 三种,其中CWZ6C 和CWZ5B 分别是NPN 开路集电极和PNP 开路集电极输出(如下图),CWZ3E 是电压输出,因此在接线上前2者不同与以往编码器,不能直接接入变频器的脉冲采集装置中,以安川PG-2卡为例: 一:根据三极管放大电路,在集极与电源间增加偏置电阻接法 PG-2 +12V 0V A+A-B+B-E6B2-CWZ6C +-A B Z R PG-2 +12V 0V A+A-B+B- E6B2-CWZ5B +-A B Z R
文书#借鉴 2 其中R 取值680欧~2000欧,0.5W 其中针对安川PG-B2卡应选用680~1000欧的电阻 针对ABB PRBA01编码器模块应选用 15V (1000~1500欧),24V (1500~2000欧)的电阻(ABB 只能用偏置电阻接法,且A-B-不能同OV 短接,出差前 注意带电阻。) 若出现下列情况,则适当减少电阻阻值: A :脉冲信号不稳定,编码器反馈数值波动较大 B :正方向信号反馈数值正常,负方向反馈数值基本没有 C :反馈数值响应慢,电机运行电流不正常 二:直连法 PG-2 +12V 0V A+A-B+B-E6B2-CWZ6C +-A B Z PRBA01 +15V 0V A+A-B+B-E6B2-CWZ6C +-A B Z R
文书#借鉴 3 此接法经过实际运用信号正常,但有反映在超频下有可能发生异常,请在使用此连接方式时注意观察。 PG-2 +12V 0V A+A-B+B-E6B2-CWZ5B +-A B Z
编码器PLC接线
旋转编码器与后续设备(PLC、计数器等)接线如何接? 分享到: ⑴与PLC连接,以CPM1A为例: ①NPN集电极开路输出 方法1:如下图所示 这种接线方式应用于当传感器的工作电压与PLC的输入电压不同时,取编码器晶体管部分,另外串入电源,以无电压形式接入PLC。但是需要注意的是,外接电源的电压必须在DC30V以下,开关容量每相35mA以下,超过这个工作电压,则编码器内部可能会发生损坏。 具体接线方式如下:编码器的褐线接编码器工作电压正极,蓝线接编码器工作电压负极,输出线依次接入PLC的输入点,蓝线接外接电源负极,外接电源正极接入PLC的输入com 端。 方法2:
编码器的褐线接电源正极,输出线依次接入PLC的输入点,蓝线接电源负极,再从电源正极端拉根线接入PLC输入com端。 ②电压输出 接线方式如图所示: 具体接线方式如下:编码器的褐线接电源正极,输出线依次接入PLC的输入点,蓝线接电源负极,再从电源正极端拉根线接入PLC输入com端。 ③PNP集电极开路输出 接线方式如下图所示: 具体接线方式如下:编码器的褐线接工作电压正极,蓝线接工作电压负极,输出线依次接入PLC的输入com端,再从电源负极端拉根线接入PLC的输入com端。 ④线性驱动输出 具体接线如下:输出线依次接入后续设备相应的输入点,褐线接工作电压的正极,蓝线接工作电压的负极。 ⑵与计数器连接,以H7CX(OMRON制)为例
H7CX输入信号分为无电压输入和电压输入。 ①无电压输入: 以无电压方式输入时,只接受NPN输出信号。 NPN集电极开路输出的接线方式如下: 具体接线方式如下:褐线接电源正极,蓝线接电源负极,再从电源负极端拉根线接6号端子,黑线和白线接入8和9号端子,如果需要自动复位,则橙线接入7号端子。 NPN电压输出的接线方式如下: 接线方式与NPN集电极开路输出方式一样。 ②电压输入 NPN集电极开路输出的接线方式如下图所示:
编码器安装及接线注意事项
编码器安装及接线注意事项 编码器安装调试过程中应注意以下两个方面: 一,机械安装方面: 1.不得对编码器本体和轴进行任何形式的机械加工。安装过程中,不得对编码器本体及轴进行敲砸、拆卸等,会造成编码器机械损伤。 2.轴型编码器安装时,编码器本体采用刚性支架固定,应采用弹性联轴器联接编码器轴和驱动轴,X2轴向偏差应小于 0.5mm,X3角度偏差应小于2度。联轴器固定时应保持自 然状态,以保证具有弹性能力。 3.轴套型编码器安装时,编码器套装在驱动轴上,必须采用弹性支架固定编码器本体。弹性形变区域内不得有干涉。 驱动轴伸入编码器部分应大于编码器厚度的3/4。编码器轴套的加工精度是H7,故要求电机轴的加工精度为g6。
二,电气接线方面: 1.电气接线应按照编码器接线色标和信号的对应关系正确联 接,不得将编码器信号线短接到电源端,电源线接线时应 避免短路现象。 2.未使用信号线应进行单独绝缘处理,防止发生短路。 3.电缆对接处应采用接线端子连接,接线应牢靠,避免发生 电气意外。 4.编码器信号电缆布线应避免与动力线缆混布于同一电缆槽 架,这样会对编码器信号造成干扰,影响编码器信号反馈。现场判断编码器好坏的方法: 1.给编码器通电后,使用示波器查看输出通道A和B的输出波形。
如图,当示波器查看的编码器信号通道输出波形正常,电压伏值正常时,表示编码器工作正常。否则,表示编码器存在接线故障或编码器本身有故障。 2.使用万用表判断编码器:给编码器通电后,使用万用表分别测 量A和B通道与电源负的电压。当编码器运转时,测得的输出电压为标准输出电压的1/2时,表示编码器通道有输出,编码器能够正常工作。否则如果只能测量到0V,或高电平,表示编码器接线故障或编码器故障。
编码器的定义
义项指多义词的不同概念,如李娜的义项:网球运动员、歌手等;非诚勿扰的义项:冯小刚执导电影、江苏卫视交友节目等。查看详细规范>> 编码器(encoder)是将信号(如比特流)或数据进行编制、转换为可用以通讯、传输和存储的信号形式的设备。编码器把角位移或直线位移转换成电信号,前者称为码盘,后者称为码尺。按照读出方式编码器可以分为接触式和非接触式两种;按照工作原理编码器可分为增量式和绝对式两类。增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。绝对式编码器的每一个位置对应一个确定的数字码,因此它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。 主要分类 编码器可按以下方式来分类。 1、按码盘的刻孔方式不同分类 (1)增量型:就是每转过单位的角度就发出一个脉冲信号(也有发正余弦信号, 编码器(图1)编码器(图1) 然后对其进行细分,斩波出频率更高的脉冲),通常为A相、B相、Z相输出,A 相、B相为相互延迟1/4周期的脉冲输出,根据延迟关系可以区别正反转,而且通过取A相、B相的上升和下降沿可以进行2或4倍频;Z相为单圈脉冲,即每圈发出一个脉冲。 (2)绝对值型:就是对应一圈,每个基准的角度发出一个唯一与该角度对应二进制的数值,通过外部记圈器件可以进行多个位置的记录和测量。 2、按信号的输出类型分为:电压输出、集电极开路输出、推拉互补输出和长线驱动输出。 3、以编码器机械安装形式分类
(1)有轴型:有轴型又可分为夹紧法兰型、同步法兰型和伺服安装型等。 (2)轴套型:轴套型又可分为半空型、全空型和大口径型等。 4、以编码器工作原理可分为:光电式、磁电式和触点电刷式。 工作原理 由一个中心有轴的光电码盘,其上有环形通、暗的刻线, 编码器(图5) 有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。 由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率-编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 主要作用 它是一种将旋转位移转换成一串数字脉冲信号的旋转式传感器,
编码器工作原理
编码器的工作原理及作用:它是一种将旋转位移转换成一串数字脉冲信号的旋转式传感器,这些脉冲能用来控制角位移,如果编码器与齿轮条或螺旋丝杠结合在一起,也可用于测量直线位移。 编码器产生电信号后由数控制置CNC、可编程逻辑控制器PLC、控制系统等来处理。这些传感器主要应用在下列方面:机床、材料加工、电动机反馈系统以及测量和控制设备。在ELTRA编码器中角位移的转换采用了光电扫描原理。读数系统是基于径向分度盘的旋转,该分度由交替的透光窗口和不透光窗口构成的。此系统全部用一个红外光源垂直照射,这样光就把盘子上的图像投射到接收器表面上,该接收器覆盖着一层光栅,称为准直仪,它具有和光盘相同的窗口。接收器的工作是感受光盘转动所产生的光变化,然后将光变化转换成相应的电变化。一般地,旋转编码器也能得到一个速度信号,这个信号要反馈给变频器,从而调节变频器的输出数据。故障现象:1、旋转编码器坏(无输出)时,变频器不能正常工作,变得运行速度很慢,而且一会儿变频器保护,显示“PG断开”...联合动作才能起作用。要使电信号上升到较高电平,并产生没有任何干扰的方波脉冲,这就必须用电子电路来处理。编码器pg接线与参数矢量变频器与编码器pg之间的连接方式,必须与编码器pg的型号相对应。一般而言,编码器pg型号分差动输出、集电极开路输出和推挽输出三种,其信号的传递方式必须考虑到变频器pg卡的接口,因此选择合适的pg卡型号或者设置合理. 编码器一般分为增量型与绝对型,它们存着最大的区别:在增量编码器的情况下,位置是从零位标记开始计算的脉冲数量确定的,而绝对型编码器的位置是由输出代码的读数确定的。在一圈里,每个位置的输出代码的读数是唯一的;因此,当电源断开时,绝对型编码器并不与实际的位置分离。如果电源再次接通,那么位置读数仍是当前的,有效的;不像增量编码器那样,必须去寻找零位标记。 现在编码器的厂家生产的系列都很全,一般都是专用的,如电梯专用型编码器、机床专用编码器、伺服电机专用型编码器等,并且编码器都是智能型的,有各种并行接口可以与其它设备通讯。 编码器是把角位移或直线位移转换成电信号的一种装置。前者成为码盘,后者称码尺.按照读出方式编码器可以分为接触式和非接触式两种.接触式采用电刷输出,一电刷接触导电区或绝缘区来表示代码的状态是“1”还是“0”;非接触式的接受敏感元件是光敏元件或磁敏元件,采用光敏元件时以透光区和不透光区来表示代码的状态是“1”还是“0”。 按照工作原理编码器可分为增量式和绝对式两类。增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。绝对式编码器的每一个位置对应一个确定的数字码,因此它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。 旋转增量式编码器以转动时输出脉冲,通过计数设备来知道其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。这样的编码器是由码盘的机械位置决定的,它不受停电、干扰的影响。 绝对编码器由机械位置决定的每个位置的唯一性,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。 由于绝对编码器在定位方面明显地优于增量式编码器,已经越来越多地应用于工控定位中。绝对型编码器因其高精度,输出位数较多,如仍用并行输出,其每一位输出信号必须确保连接很好,对于较复杂工况还要隔离,连接电缆芯数多,由此带来诸多不便和降低可靠性,
CT 备选件选型 (有编码器接线图)
Commander SK
Options for Commander SK
Michael Nakulski
September 2004
Product Management Copyright 2004 ? Control Techniques
1
Commander SK
INDEX
Page 3 - Options for Commander SK Page 4 - LED Remote Mounting Keypad Page 5 - LCD Remote Mounting Keypad Page 6 - Parameter Memory Stick Page 7 - Fieldbus Option Modules Page 8 - Extended I/O Page 9 - Extended I/O with Real-time-clock Page 10 - Commissioning Software Page 11 - PLC Function Programming Software Page 12 - PLC Function Stick Page 13 - Connecting Cable for PC Page 14 - Additional EMC Filters Page 15 - Top NEMA 1 Cover Page 16 - Bottom Glanding Metal Cover
Product Management Copyright 2004 ? Control Techniques
2