汽车轮胎胎面胶
目录
摘要
一?汽车轮胎胎面胶国内外生产情况
二?胎面胶的制造(加工原理, 加工方法)
三?胎面胶原材料,配方组成,及配方的计算。
四?胎面胶的加工工艺,及工艺简述和工艺流图。
五?产品的应用,发展趋势
摘要:
我国是世界最大轮胎生产国,随着全球经济回暖、国内经济持续健康发展,我国轮胎产量近年内仍将保持平稳较快增长,产品结构将向精细化发展,高性能轮胎比例将逐年增加,生产工艺技术将向集成化发展。轮胎工业的发展对合成橡胶市场的影响至关重要,以我国2010年汽车轮胎产量4.0亿条计,将需要合成橡胶约170万t。我国合成橡胶生产企业应进一步降低通用型合成橡胶的成本、加速发展环保型新牌号、努力解决国内环保型填充油资源匮乏的问题,开发高端轮胎产品用合成橡胶新品种、新牌号。
一?汽车轮胎胎面胶国内外生产情况
随着汽车工业和交通运输业的高速发展公路建设特别是高速公路的迅猛发展, 迫切需要各种高性能轮胎。先后出现了所谓的安全轮胎、节能轮胎、高性能轮胎、冬季轮胎、全天候轮胎或者全季节轮胎以及环境轮胎等各种新型轮胎。进入90年代后,绿色运动的广泛开展使人们对节油效益有了更多的了解,出现了所谓“绿色轮胎”。近几十年来国内外对轮胎性能研究的重点集中在滚动损失,抗湿滑性和耐磨性等3个方面,特别是抗湿滑。这3种性能也被称为汽车轮胎
的三大行驶性能。由于子午线轮胎结构的采用,使胎面耐磨性能比斜交轮胎提了30%~%,因此耐磨性已不再成为子午线轮胎的性能指标。考虑到汽车行驶的安全性,尤其是雨天和冰面上的安全性,对轮胎的高性能研究主要集中在滚动损失和湿抓着力上。然而,抗湿滑性与低滚动阻力往往是相互矛盾的,一般而言,提高胎面胶料的滞后损失可改善湿抓着力但增大了滚动阻力;而降低滚动阻力的同时湿抓着力又降低了。如何平衡这一对矛盾是胎面胶的研究热点。研究表明,控制滚动损失的温度和频率与控制湿抓着力的温度和频率不同,后者是在较低温度和较高频率时发生的,所以在某种程度上是可以得到平衡的。传统胎面胶主要有顺丁橡胶(BR)、天然橡胶(NR)和丁苯橡胶(SBR),其中BR的滚动损小,但湿抓着性很差;SBR的湿抓着性较好,但滚动阻力大;而NR的性能介于两者间。要减小胎面的滚动损失而又不牺牲湿抓着力,传统单一的聚合物材料显得无能力[1]。所以要开发新型
聚合物,或者采用并用胶,或者通过对现有的胎面材料进行化学改性来平衡这对矛盾。使胎面胶在0℃左右的tanδ尽量高,而在60℃左右的tan δ尽量低。从而得到理想的效果.
二.胎面胶的制造
胎面胶半成品一般是采用挤出机制造,其原理是将胶料填入挤出机腔内,借腔内螺旋的推力推向机头,通过口型板,将胶料挤压成具有一定形状的胎面胶。
此法优点是:制成的胎面胶致密、无气泡,规格准确;更换规格迅速,生产过程连续化;设备结构简单,操作方便。所以,一般胎面胶的制造都采用此法。一、胎面挤出联动装置
1结构简介
胎面(包括胎冠胶与胎侧胶)由两台φ200mm挤出机挤出。联动装置包括过桥输送带、接取运输装置、前部辊道秤、上升运输装置。;冷却水槽。切割装置、快速运输装置、辊道秤及胎面取出装置等。
2、三复合胎面挤出联动装置
结构简介
三复合胎面挤出装置由两台φ120×14D冷喂料销钉机筒挤出机与一台φ150×
16D冷喂料销钉机筒挤出机共用一个复合机头,吹水装置吹掉台面上的积水。切断的胎面在分离辊道上快速分离后,进入校核秤,该秤配有数字显示装置,并可以在台面上喷射合格与不合格的胶浆标记。经过重量校核的胎面,用胶浆装置在胎面两端喷涂胶浆,最后在胎面取下运输装置上取下合格胎面。
二、挤出口型板的制备
胎面胶半成品一般是采用挤出机挤出的。其原理是将胶料填入挤出腔内,借腔内螺旋的推力推向机头,通过口型板将胶料挤成具有近似胎面形状的胶条。此法具有如下优点:
①制得的胎面致密性好,规格准确。
②可以迅速更换不同规格的口型板,生产过程连续化。
③设备构造简单,操作方便。
④具有制造多种形状制品的可能性。
所以,一般制造胎面面交都采用此法。
制备:由于胶料的胶种、可塑度是决定挤出变形系数大小的重要因素,因此胶料中生胶的含量、可塑度的大小、配合剂的类型和用量,甚至供胶量也会直接影响挤出变形系数,所以设计胎面口型板时,既要考虑设备的特点,工艺条件,经过多次实际实验找出在一定条件下的基础变形规律,才能正式确定。
当口型板按设计要求制成后,需经试用和调整,直至胎面胶断面各部位的尺寸完全符合要求,方可正式投产。
胎面挤出工艺
一、胎面胶挤出用胶的热炼和供胶
1.使用设备
φ560×1530(22in×60in)开炼机6台;
φ450×1200(18in×48in)开炼机3台;
φ400×1000(16in×36in)开炼机1台。
压出胎面所用胶料在使用前,必须经过热炼。热炼操作在开炼机上,以一定的辊温、辊距进行,从而增加混炼胶的可塑度,使胶料易压出。热炼机速比一般为(1:1.17)~(1:1.30)。
压出用胶料的热炼包括热炼、供胶两部分。热炼的方法是首先按规定调整辊温、辊距,将胶逐步加入,并通过数次,即可供压出使用。
2.工艺标准
a.工艺条件热炼胶料质量的好坏,决定于热炼时的温度、辊距、通
过滚筒次数、容量等条件,这些条件综合为热炼的工艺条件。
b.三块压出胎面返回胶,必须把两边割去,然后回收胶按30%比例均
匀的掺入冠部胶料中。
c.边部返回胶搭配均匀使用。
3.操作要点
a. 热炼时按规定拉刀,按90°捣胶,交叉返炼均匀。
b. 供胶胶片的宽度根据压出胎面规格进行调整,均匀供胶。
c.更换胶种时,必须将压片机台上的余胶清理干净。
d.根据压出的轮胎规格,热炼不同胶料品种。
二、胎面胶挤出
1.使用设备
XJ-200挤压机 2台
螺杆外圆直径 200mm
螺杆形式右旋螺杆等深收敛是式
螺杆转速 67.22~224r/min
喂料辊外圆直径 160mm
喂料工作长度 200mm
胎面机头口型最大直径 740mm
内胎机头口型最大直径 230mm
使用蒸汽压力 0.6~0.8MPa
冷却水压力≥0.2MPa
生产能力约2200Kg/h
重量 7210Kg
XY-3I630三辊压延机
XY-3I630压延机辊筒直径为230mm;辊筒工作长度630mm;滚筒线速度不大于
21m/min;辊筒调节范围2~10mm。
将热炼好的混炼胶经过挤出机挤出,使它的断面成为具有一定形状、尺寸的胶条,此过程成为胎面挤出。
2工艺条件
在胎面挤出过程中,挤出机的转速和温度是决定胎面挤出质量的重要因素之一。各轮胎厂对这些条件都有严格的规定,而且认真执行。
a.挤出速度
挤出速度与挤出后半成品的规格及致密性有密切的关系,一般φ200mm 挤出机的挤出速度为4~12m/min。开始挤出时,最好用较低的工作速度。当机筒内填满涂料时,若偶尔停车,也必须低速下恢复工作。
b.挤出温度
挤出温度主要根据胶料的性质而定。柔软性和可塑性较小的胶料,在挤出机内与机筒和螺杆的摩擦阻力较大,因此宜采用较高的温度。同时挤出温度还必须随口型断面高度作相应的调整。因为当挤出较薄的胎面时,往往需要比挤出较厚的胎面需要稍高的温度。
2.操作要点
a.挤出前,机身、机头和口型板要预热到规定温度,预热口型板温度不
低于60℃。
b.当机身温度升高后应打开冷却水,根据产品规格和工艺要求,调节压
出速度,φ200挤出机挤出速度不大于55r/min,温度≤120℃。
c.做到胶料返回胶、半成品不落地。
d.该规格,换口型板时,预热温度不低于60℃,换口型板停车时间不
超过3min。
e.挤出胎面,必须打上规格标志,挤出过程中,要勤检查、勤量尺寸,
并注意长度、宽度收缩情况。
f.挤出结束时,应放慢速度,用机头胶把胶料顶净,机头胶应单独存放
以便按比例掺用。
g.关车半小时后,关冷却水。
h.胎面胶存放不少于2h,不超过72h。
i.胎面胶贴缓冲胶时,三辊压延机辊温为(90±5)℃。
j.缓冲胶贴合要正,不能漏点。
5分层胎面的挤出
为了降低成本,提高轮胎质量,胎面联动生产线采用胎冠和胎侧两种胶料制成。其制法是:利用两台螺旋挤出机,一台挤出胎侧胶、一台挤出胎冠胶,然后将两种形状不同的胶条趁热对应挤贴在一起,成为整体的胎面胶。
三?胎面胶原材料,配方组成,及配方的计算
材料:天然胶,树脂(不清楚什么树脂),氧化锌,炭黑,白碳黑,硫磺。
四.胎面胶的加工工艺,及工艺简述和工艺流图
生产工艺:
塑炼→混炼→压延挤出→成型→硫化
生产流程
工序一:密炼工序
密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。密炼机每锅料的重量大约为250公斤。轮胎里每一种胶部件所使用的胶料都是特定性能的。胶料的成分取决于轮胎使用性能的要求。同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
工序二:胶部件准备工序
胶部件准备工序包括6个主要工段。在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。这6个工段分别为:
工段一:挤出
胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。
工段二:压延
原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。原材料帘线主要为尼龙和聚酯两种。
工段三:胎圈成型
胎圈是由许多根钢丝挂胶以后缠绕而成的。用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
工段四:帘布裁断
在这个工序里,帘布将被裁断成适用的宽度并接好接头。帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。
工段五:贴三角胶条
在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。三角胶条在轮胎的操作性能方面起着重要的作用。
工段六:带束层成型
这个工序是生产带束层的。在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。挂胶后带束层被裁断成规定的角度和宽度。宽度和角度大小取决于轮胎规格以及结构设计的要求。
所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。
工序三:轮胎成型工序
轮胎成型工序是把所有的半成品在成型机上组装成生胎,这里的生胎是指没经过硫化。生胎经过检查后,运送到硫化工序。
工序四:硫化工序
生胎被装到硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎。硫化完的轮胎即具备了成品轮胎的外观—图案/字体以及胎面花纹。现在,轮胎将被送到最终检验区域了。
工序五:最终检验工序
在这个区域里,轮胎首先要经过目视外观检查,然后是均匀性检测,均匀性检测是通过“均匀性实验机”来完成的。均匀性实验机主要测量径向力,侧向力,锥力以及波动情况的。均匀性检测完之后要做动平衡测试,动平衡测试是在“动平衡实验机”上完成的。最后轮胎要经过X-光检测,然后运送到成品库以备发货
工序六:轮胎测试
在设计新的轮胎规格过程中,大量的轮胎测试就是必须的,这样才能确保轮胎性能达到
政府以及配套厂的要求。
五?产品的应用,发展趋势
前瞻产业研究院预计2014年我国轮胎生产企业将迎来辉煌的一年,轮胎产业的市场集中度将进一步提升,我国轮胎生产商在世界市场上的占有率将上升至15%。数据显示,在汽车行业强劲增长的带动下,2011年我国轮胎行业继续保持良好较快增长。2013年我国轮胎产量同比增长8.5%至9.321亿条,全年合成橡胶的产量增加13%至449万吨,12月产量增加9.6%至42万吨。随着我国汽车行业的快速发展,我国汽车保有量已突破一亿辆,成为全球第一大汽车生产及消费市场,这将给我国轮胎行业注入强劲的发展动力.
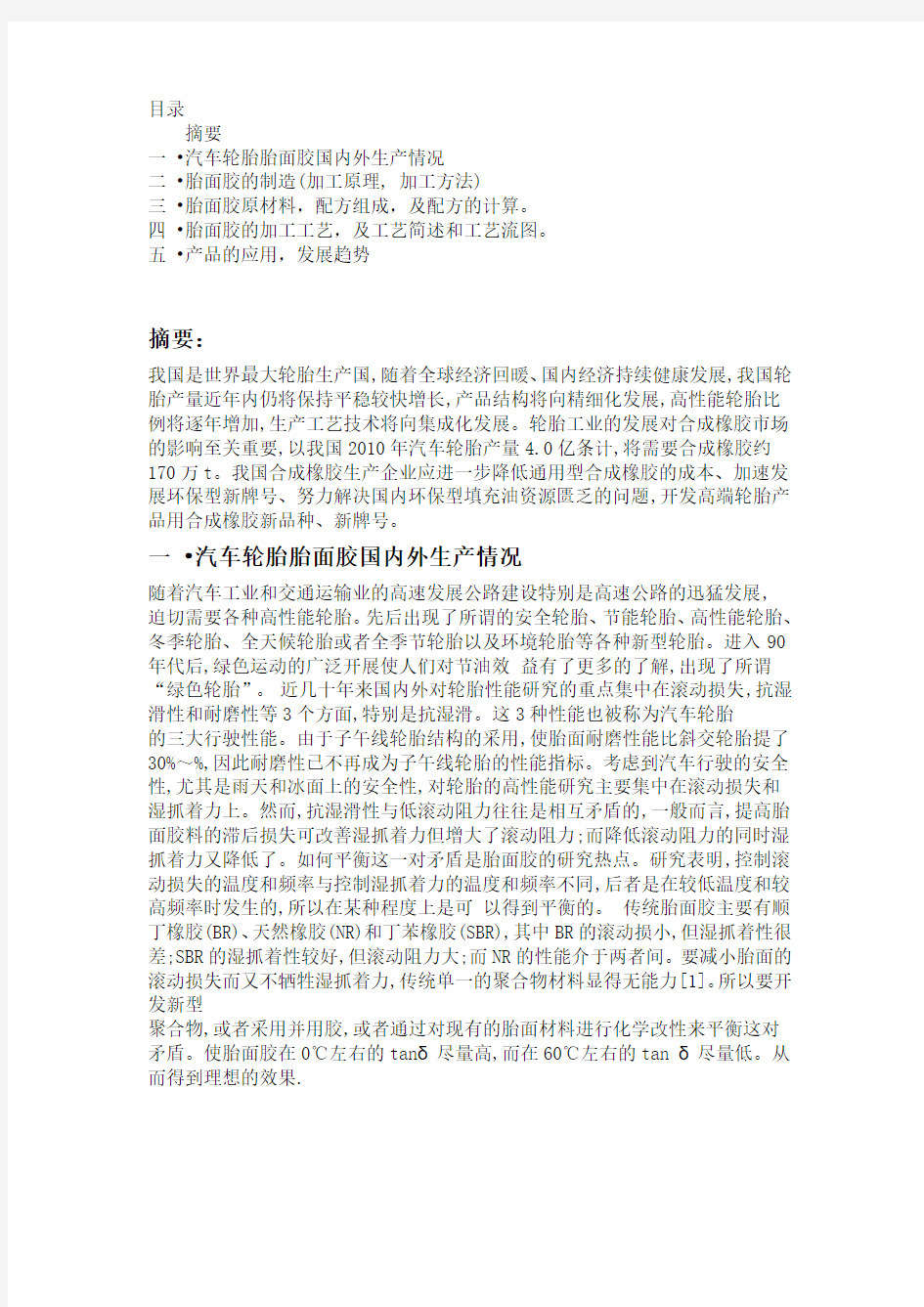
轮胎胎面形状的确定
图1:外胎断面轮廓胎面形状计算图 轮胎胎面形状的确定 姜位文 (杭州中策橡胶有限公司车胎研究室) 摘要:采用成型鼓宽度的计算方法,运用计算机软件作图,计算轮胎胎面的合理形状;参考类似规格轮胎胎面挤出的膨胀率,制作并修正口型板,使最终符合轮胎胎面的设计要求,从而达到降低由于胎面原因引起的轮胎病疵。 关键词:轮胎胎面;断面轮廓;胎面形状 轮胎主要由胎面、帘布、钢丝圈等部份组成;而胎面形状对轮胎的质量有着举足轻重的关系。例如,轮胎胎面的形状对于产品的外观及内在合格率有很大的影响,易出现诸如缺胶、气泡、胎里露线等缺陷。轮胎胎面形状的确定是在完成轮胎结构设计的基础上做的生产前期的准备工作之一,包括胎面形状的计算及胎面的出型。本文着重讲述其计算方法以及用实例作简单介绍。 1.计算方法 参照成型鼓宽度的计算方法[1] ,设计轮胎胎面形状。 1.1 计算公式 如图1,紧贴胎面的帘布最大伸张直径k D ,胎冠帘线角度k β(普通规格取48~52°)与第i 点帘线角度i β存在以下关系: sin sin i i k k D D ββ= ? (1,2,...,)i n = (1-1) 轮胎断面轮廓紧贴胎面第i 个点的帘布伸张直径i D : 2H RD i i D =+ (1,2,...,)i n = (1-2) 胎里每等分段胎面长度系数i K : 1 cos i i K β= (1,2,...,)i n = (1-3) 胎冠中心至第i 点的胎面帘线长度i L : i n i i i=1 L S K ==?∑V (1,2,...,)i n = (1-4) 式中 △S ――胎里每等分段的长度。 帘布裁断角度0α与胎冠帘线角度k β存在下列关系:
轮胎胎面胶
目录 摘要 一?汽车轮胎胎面胶国内外生产情况 二?胎面胶的制造(加工原理, 加工方法) 1、胎面挤出联动装置 2、挤出口型板的制备 胎面挤出工艺 1、胎面胶挤出用胶的热炼和供胶 2、胎面胶挤出 三?配方组成,及配方的计算。 四?胎面胶的加工工艺,及工艺简述和工艺流图。五?产品的应用,发展趋势。
摘要 随着汽车工业和交通运输业的高速发展公路建设特别是高速公路的迅猛发展, 迫切需要各种高性能轮胎。先后出现了所谓的安全轮胎、节能轮胎、高性能轮胎、冬季轮胎、全天候轮胎或者全季节轮胎以及环境轮胎等各种新型轮胎。进入90年代后,绿色运动的广泛开展使人们对节油效益有了更多的了解,出现了所谓“绿色轮胎”。近几十年来国内外对轮胎性能研究的重点集中在滚动损失,抗湿滑性和耐磨性等3个方面,特别是抗湿滑。这3种性能也被称为汽车轮胎 的三大行驶性能。由于子午线轮胎结构的采用,使胎面耐磨性能比斜交轮胎提了 30%~%,因此耐磨性已不再成为子午线轮胎的性能指标。考虑到汽车行驶的安全性,尤其是雨天和冰面上的安全性,对轮胎的高性能研究主要集中在滚动损失和湿抓着力上。然而,抗湿滑性与低滚动阻力往往是相互矛盾的,一般而言,提高胎面胶料的滞后损失可改善湿抓着力但增大了滚动阻力;而降低滚动阻力的同时湿抓着力又降低了。如何平衡这一对矛盾是胎面胶的研究热点。研究表明,控制滚动损失的温度和频率与控制湿抓着力的温度和频率不同,后者是在较低温度和较高频率时发生的,所以在某种程度上是可以得到平衡的。传统胎面胶主要有顺丁橡胶(BR)、天然橡胶(NR)和丁苯橡胶(SBR),其中BR的滚动损小,但湿抓着性很差;SBR的湿抓着性较好,但滚动阻力大;而NR的性能介于两者间。要减小胎面的滚动损失而又不牺牲湿抓着力,传统单一的聚合物材料显得无能力[1]。所以要开发新型 聚合物,或者采用并用胶,或者通过对现有的胎面材料进行化学改性来平衡这对矛盾。使胎面胶在0℃左右的tanδ尽量高,而在60℃左右的tan δ尽量低。从而得到理想的效果
轮胎胎面胎冠的配方设计
常州工程职业技术学院 课程名称:橡胶配方与设计 项目名称:斜交轻型载重轮胎胎冠胶料的设计 系部:材料工程技术系 班级:高材1211(橡胶) 姓名:刘峰 学号:2012110723 项目一斜交轻型载重轮胎胎冠胶料的配方设计 任务一斜交轻型载重轮胎胎冠胶料使用条件分析 任务二斜交轻型载重轮胎胎冠胶料性能指标和检测项目确定 任务三斜交轻型载重轮胎胎冠胶料的配合剂选择 任务四斜交轻型载重轮胎胎冠胶料的配方设计实践 任务五实训报告撰写 任务六实训报告总结交流评价 任务一斜交轻型载重轮胎胎冠胶料使用条件分析 1.根据轮胎的用途、结构、规格、气压等因素进行综合分类 1>.按用途不同分类:汽车轮胎,工程机械轮胎,农业机械轮胎,航空轮胎,力车摩托车轮胎
2>.按结构不同分类:普通结构轮胎(斜交轮胎)和子午线轮胎 3>.按规格不同分类:巨型轮胎,大型轮胎,中型轮胎,小型轮胎 4>.按气压不同分类:固定气压轮胎和调压轮胎 2.轮胎作为车辆滚动时力的承受者,其基本功能包括: 承受汽车的全部负荷和传递,具有减震和缓冲的性能,操作稳定性好,具有抗滑湿性能,轮胎的安全性能好 3.轮胎本身必要的使用性能包括: 1>.有一定的负荷能力及很好的缓冲能力; 2>.有一定的牵引能力及刹车能力; 3>.有一定的转弯能力及方向稳定性能力; 4>.有一定的耐磨性能及耐久性; 5>.有一定安全性及低滚动阻力。 6>.有一定的抗生热性能 任务二斜交轻型载重轮胎胎冠胶料性能指标和检测项目确定 任务三斜交轻型载重轮胎胎冠胶料的配合剂选择 ?生胶体系 胎面胶生胶体系是决定轮胎使用寿命的关键因素。BR的耐磨性能和低生热性能是通用橡胶中最好的,但是随着温度的生高,其耐磨性能逐渐下降,并且在使用中后期易出现崩花掉块现象;SBR具有较好的抗压缩变形能力和抗刺扎性能,并且在较高温度下具有较好的耐磨性能;NR的综合性能良好,尤其是在炭黑用量较低的条件下仍能保持高拉伸强度,既可以降低生热,又可以保持胎面胶的耐磨性能不降低。
橡胶配方大全
橡胶配方设计的原则 橡胶配方设计的原则可以概况如下: 1、保证硫化胶具有指定的技术性能,使产品优质; 2、在胶料和产品制造过程中加工工艺性能良好,使产品达到高产; 3、成本低、价格便宜; 4、所用的生胶、聚合物和各种原材料容易得到; 5、劳动生产率高,在加工制造过程中能耗少; 6、符合环境保护及卫生要求; 任何一个橡胶配方都不可能在所有性能指标上达到全优。在许多情况下,配方设计应遵循如下设计原则: ① 在不降低质量的情况下,降低胶料的成本; ②在不提高胶料成本的情况下,提高产品质量。要使橡胶制品的性能、成本和加工工艺可行性三方面取得最佳的综合平衡。用最少物质消耗、最短时间、最小工作量,通过科学的配方设计方法,掌握原材料配合的内在规律,设计出实用配方。橡胶配方的表示形式 天然橡胶(NR)基础配方
注:硫化时间为140℃×10min,20min,40min,80min。NBS为美国国家标准局编写 丁苯橡胶(SBR)基础配方 Phr指每百质量份橡胶的分量数 注:硫化时间为145℃×25min,35min,50min 氯丁橡胶(CR)基础配方 注:硫化时间为150℃×15min,30min,60min 丁基橡胶(IIR)基础配方
注:硫化时间为150℃×20min,40min,80min;150℃×25min,50min,100min 丁腈橡胶(NBR)基础配方 注:硫化时间为150℃×10min,20min,80min 顺丁橡胶(BR)基础配方 注:硫化时间为145℃×25min,35min,50min 异戊橡胶(IR)基础配方 注:硫化时间为15℃×20min,30min,40min,60min。纯胶配方采用天然橡胶基础配方。 三元乙丙橡胶(EPDM)基础配方
轮胎材料配方介绍
. . 第三节 材料和配方 一、轮胎原材料 1、橡胶 橡胶是轮胎胶料的基体,在配方胶料中橡胶的比率会超过50%,也就是说轮胎胶料中主要的成分是橡胶。子午线轮胎中采用的橡胶分为天然橡胶和合成橡胶两种。 (1)、天然橡胶 天然橡胶是原产于热带地区的一种乔木——橡胶树的产物。 当割开橡胶树干, 便有乳白似的胶 液从树皮里流出, 因此在有些地方 称为“流泪的树”。 含有橡胶的植物有 二千多种,但最有价值的是三叶橡胶树(如上图),原产于巴西亚马逊河一带。因此这些树的学名为巴西橡胶树(Hevea brasiliensis)。 巴西虽然是巴西橡胶树的原产地,但由于南美叶疾病的危害和劳动力缺乏,种植面积却很小。目前巴西橡胶树的种植地区主要集中在东南亚,占世界种植面积的80%以上。 天然橡胶的采集是通过割开橡胶树干,使乳白似的胶液从树皮里流出,收集后使它凝固,再经过一系列工序,就成为半透明的橡胶块。 据记载,世界上最早应用天然橡胶的是古代美洲的印第安人。他们常用当地橡胶树产出的胶汁制作雨衣、瓶罐及玩具之类的东西。1492年,哥伦布率领船队横渡大西洋,想寻找通向中国和印度的海路,不料由于航行的错误而跑到了美洲。就在这次闻名世界的航行中,他把印第安人制作的橡胶用具和玩的橡胶球带回了欧洲,使欧洲人第一次见到了橡胶。 中国在1904年开始种植橡胶树,主要产地在海南省和云南省。 目前轮胎生产使用的天然橡胶主要分为烟片胶和标准橡胶两种,烟片胶常用的为1号烟片胶(RSS1)和3号(RSS3)胶;标准橡胶为标准橡胶10号和20号。 天然橡胶的主要的化学成分为一种以异戊二烯为主要成份的高分子化合物。烟片胶和标准橡胶性质是相同的只是在加工方面的区别,由于标准橡胶产品具有良好的均一性,加工方便,目前子午胎使用的天然橡胶多为标准橡胶。 烟片胶的生产过程为: 鲜胶乳—→加保存剂—→过滤除杂质—→加水稀释—→澄清—→加酸凝固—→凝块压片—→熏烟干燥—→分级—→包装。 标准胶的生产过程为: 鲜胶乳—→加保存剂—→过滤除杂质—→加水稀释—→澄清—→加酸凝固—→凝块压片—→造粒—→干燥—→分级—→包装。 烟片胶的生产已有大约100年的历史,是一种传统的生产工艺,熏烟是通过烧木产生的烟气和热量来熏干胶片制成烟片胶的一种方法。 标准橡胶产生于60年代。由于传统的制胶方法在工艺、设备和分级制度上都束缚了天然橡胶事业的发展,特别是天然橡胶产量大的国家。因此,马来西亚于1965年开始实行标准橡胶计划,目前标准橡胶已成为天然橡胶最主要的品种。 标准橡胶与烟片胶相比的优势在于:
轮胎材料配方介绍.
第三节材料和配方 一、轮胎原材料 1、橡胶 橡胶是轮胎胶料的基体,在配方胶料中橡胶的比率会超过50%,也就是说轮胎胶料中主要的成分是橡胶。子午线轮胎中采用的橡胶分为天然橡胶和合成橡胶两种。 (1)、天然橡胶 天然橡胶是原产于热带地区的一种乔木——橡胶树的产物。 当割开橡胶树干, 便有乳白似的胶 液从树皮里流出, 因此在有些地方 称为“流泪的树”。 含有橡胶的植物有 二千多种,但最有价值的是三叶橡胶树(如上图),原产于巴西亚马逊河一带。因此这些树的学名为巴西橡胶树(Hevea brasiliensis)。 巴西虽然是巴西橡胶树的原产地,但由于南美叶疾病的危害和劳动力缺乏,种植面积却很小。目前巴西橡胶树的种植地区主要集中在东南亚,占世界种植面积的80%以上。 天然橡胶的采集是通过割开橡胶树干,使乳白似的胶液从树皮里流出,收集后使它凝固,再经过一系列工序,就成为半透明的橡胶块。 据记载,世界上最早应用天然橡胶的是古代美洲的印第安人。他们常用当地橡胶树产出的胶汁制作雨衣、瓶罐及玩具之类的东西。1492年,哥伦布率领船队横渡大西洋,想寻找通向中国和印度的海路,不料由于航行的错误而跑到了美洲。就在这次闻名世界的航行中,他把印第安人制作的橡胶用具和玩的橡胶球带回了欧洲,使欧洲人第一次见到了橡胶。 中国在1904年开始种植橡胶树,主要产地在海南省和云南省。 目前轮胎生产使用的天然橡胶主要分为烟片胶和标准橡胶两种,烟片胶常用的为1号烟片胶(RSS1)和3号(RSS3)胶;标准橡胶为标准橡胶10号和20号。 天然橡胶的主要的化学成分为一种以异戊二烯为主要成份的高分子化合物。烟片胶和标准橡胶性质是相同的只是在加工方面的区别,由于标准橡胶产品具有良好的均一性,加工方便,目前子午胎使用的天然橡胶多为标准橡胶。 烟片胶的生产过程为: 鲜胶乳—→加保存剂—→过滤除杂质—→加水稀释—→澄清—→加酸凝固—→凝块压片—→熏烟干燥—→分级—→包装。 标准胶的生产过程为: 鲜胶乳—→加保存剂—→过滤除杂质—→加水稀释—→澄清—→加酸凝固—→凝块压片—→造粒—→干燥—→分级—→包装。 烟片胶的生产已有大约100年的历史,是一种传统的生产工艺,熏烟是通过烧木产生的烟气和热量来熏干胶片制成烟片胶的一种方法。 标准橡胶产生于60年代。由于传统的制胶方法在工艺、设备和分级制度上都束缚了天然橡胶事业的发展,特别是天然橡胶产量大的国家。因此,马来西亚于1965年开始实行标准橡胶计划,目前标准橡胶已成为天然橡胶最主要的品种。 标准橡胶与烟片胶相比的优势在于:
轮胎胶料配方设计
轮胎胶料配方设计 https://www.360docs.net/doc/4e11771041.html, 2008-1-5 第一节轮胎各部件胶料配方设计 一、胎面胶、胎侧胶配方设计 1、胎面胶、胎侧胶性能要求 (1)胎面胶性能要求由于胎面是轮胎与路面直接接触的部位,承受着轮胎最苛刻的外应力作用,经常出现的损坏形式为胎面磨光、刺扎损坏、花纹崩花及裂口,导致胎体爆破,影响轮胎的使用寿命。因此,胎面胶应具有优越的耐磨性,较高的 拉伸强度和撕裂强度,良好的耐老化、耐屈挠、耐热、抗刺扎和抗花纹沟裂口等性 能。 (2)胎侧胶性能要求胎侧即轮胎两侧,是侧向变形最大的部位,胎侧胶较薄,用以保护胎体免受机械损伤及日光、风雨的侵蚀,其损坏形式为屈挠龟裂、机械损 伤。因此,胎侧胶应具有良好的强伸性能及耐屈挠龟裂、耐大气老化等性能。胎面胶、胎侧胶可用一种胶料制备,但一种胶料难以同时满足各种不同性能的要求。目前大中型载重轮胎已普遍采用分层出形的复合胎面胶,既利于提高产品质 量,又可降低成本。分层压出形式常用的有以下三种形式。 ①胎冠上层用一种胶料,胎冠下层胶与胎侧共用一种胶料。 ②胎冠上、下层用一种胶料,胎侧用另一种胶料。 ③胎冠、胎肩、胎侧分别采用三种胶料。 2、胎面胶、胎侧胶配方 (1)胎面胶配方特点胎面胶与胎冠上层胶配方相同。 ①常用生胶品种有NR、SBR 和BR。NR 具优异的弹性、拉伸强度和耐磨性能,是轮胎胶料中理想的胶种,虽然使用中出现裂口较快,但其扩展速率比SBR 和BR 慢。SBR 具有优良的耐磨和耐老化性能。BR 的弹性更优于NR 并具有良好的耐磨性 和生热低的特点,适宜用于轮胎胎面胶较料中。 通常大型轮胎如工程机械轮胎胎面以NR 单用为宜。中小型轮胎胎面胶则以NR 为主,掺用SBR 或BR,拖拉机轮胎胎面也可采用三胶并用的配方。 ②主要补强剂是cb,可根据胶料性能要求和生胶类别确定cb 品种及用量。胎面胶采用活性cb,一般总用量为45~50 质量份。以下均用“份”代表“质量份”来 表示配合剂用量。 ③硫化体系中硫磺用量根据选用胶种而定,全天然橡胶配方硫磺用量为2.5~
轮胎知识(轮胎结构、配方-、生产工艺)总结
轮胎知识(轮胎结构、配方-、生产工艺)总结
————————————————————————————————作者:————————————————————————————————日期:
?课程安排 ?轮胎简要介绍 ?轮胎结构 ?轮胎配方 ?轮胎生产工艺?考试第一课时 第二课时第三课时
?轮胎简要介绍 一、轮胎的性能 先举例说明,900-20轮胎,车速60KM/H,则轮胎各部位的变形达2万次/小时,传递90马力以上的功率,胎面表面温度70~100℃,缓冲层可达100℃以上。我们不难想象车速达100KM/H以上的情况。 总之使用条件对轮胎性能要求是非常苛刻的,从社会、轮胎用户及生产厂家的要求出发,可归纳以下方面的要求: 1.经济性(要求使用寿命长,耐磨,节油); 2.行驶安全(要求轮胎抓地力好); 3.舒适性(低噪音,高缓冲性); 4.承载能力强(超载); 5.行驶速度高; 6.气候的要求(高纬度地区耐寒,低纬度地区耐热); 7.路况的要求(良路面耐疲劳,低生热,耐热,低噪音); (差路面耐切割、刺扎、撕裂); 8.低成本的要求。 轮胎能同时满足以上要求很困难,因为一些要求是矛盾的,例如轮胎抓地力好,其耐磨性就下降。我们根据不同用途的轮胎所要求的性能侧重点,来进行轮胎的配方设计与结构设计,以达到较好的平衡。
二、轮胎的一般常识 一套有内胎轮胎包括外胎、内胎、垫带。内胎有天然胶内胎(价格低,气密性差)与丁胶内胎(价格高,气密性优良,丁胶内胎能提高外胎寿命,为什么?),外胎有斜胶胎bias与子午胎radial两种结构,子午胎多为无内胎轮胎。 1.轮胎的功用:a承载;b传递牵引力、制动力;c缓冲冲击、振动; d控制行驶方向。 2.轮胎的分类(粗黑字体为简称) 按车种分载重汽车胎T ruck & B us tire TB 轿车胎P ssenger C ar tire PC 农业胎AG ricultural tire AG 工业轮胎I n D ustrial tire ID 工程机械胎O ff the R oad tire OR 摩托车胎M otor C ycle tire MC 航空轮胎 按结构子午线轮胎R adial Tire R 轻卡胎L ight T ruck tire LT 自行车胎CY cle tire CY 休闲车胎R ecreation V ehicle tire RV 微型车胎U ltra L ight T ruck tire ULT