高速立式加工中心主轴箱结构设计及分析_文怀兴

高速立式加工中心主轴箱结构设计及分析
文怀兴1,陆 君1,吕玉清2
(1.陕西科技大学机电工程学院,陕西西安 710021)
(2.宁夏中卫大河机床有限责任公司,宁夏中卫 755000)
摘要:以高速立式加工中心主轴箱为研究对象,为满足高速加工中心整体性能的需要,利用Pro/E 软件,建立了4种主轴箱结构的三维模型,分别进行了主轴箱的力学分析和静、热刚度计算,并对4种方案中最优的设计方案进行了合理的结构优化。分析结果表明,箱体内筋板是影响主轴箱整体刚度的重要因素,并通过优化设计改进了筋板结构布局,提高了箱体刚度。
关键词:主轴箱;Pro/E;静刚度;热刚度
中图分类号:TH122A 文献标识码:A 文章编号:1672-1616(2010)19-0037-04
高速加工具有生产率高、切削力小、工件热变形小、加工精度和表面质量高等4大优点,因此获得了许多工业部门的青睐。加工中心的高速化,使得最初配备的主轴箱等关键部件的刚度和精度要求难以满足,因此必须加强对机床重要部件自身刚度、强度、抗振性的分析来提高机床整体性能,使高速加工技术得到更快的发展[1]。
与国外技术相比,国产数控机床还有一段差距,需要进一步提高进给速度、位置精度以及重复定位精度等性能指标。要提高这些参数必须拥有一套与之相应的有限元模拟仿真和完整的静、动态性能分析方法及优化方案。作为机床主轴系统的重要部件主轴箱体,对其进行结构设计、布局以及静力学动力学分析,是迎合高速加工中心发展的必要条件。因此,如何根据制造工艺技术及组配件的要求,在设计上灵活应用并有所创新,以更好地适应高速加工中心的需要,是摆在机床设计人员面前的一个新课题。高档数控机床的发展将在机床制造业的市场竞争中带来显著的经济效益与社会效益。
本文对主轴箱的研究是为机床厂提供合理的方案选择,对性能最佳的方案进行结构最优化设计,为整体动态性能分析奠定基础,实现从机床的前期设计阶段到生产阶段的转变,达到国内先进水平。1 主轴箱的结构设计及分析
1.1 主轴箱三维建模
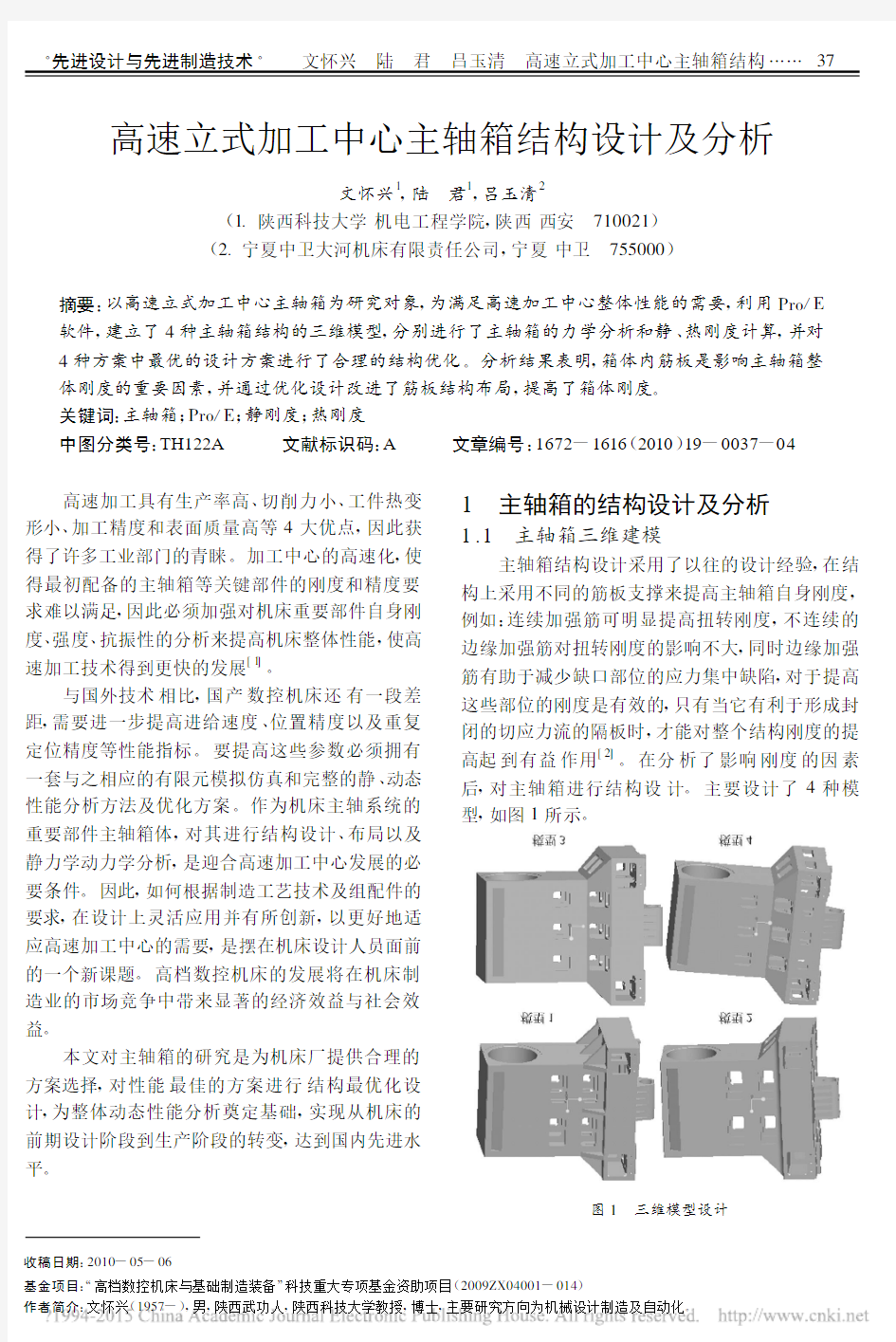
主轴箱结构设计采用了以往的设计经验,在结构上采用不同的筋板支撑来提高主轴箱自身刚度,例如:连续加强筋可明显提高扭转刚度,不连续的边缘加强筋对扭转刚度的影响不大,同时边缘加强筋有助于减少缺口部位的应力集中缺陷,对于提高这些部位的刚度是有效的,只有当它有利于形成封闭的切应力流的隔板时,才能对整个结构刚度的提高起到有益作用[2]。在分析了影响刚度的因素后,对主轴箱进行结构设计。主要设计了4种模型,如图1所示
。
图1 三维模型设计
收稿日期:2010-05-06
基金项目:“高档数控机床与基础制造装备”科技重大专项基金资助项目(2009ZX04001-014)
作者简介:文怀兴(1957-),男,陕西武功人,陕西科技大学教授,博士,主要研究方向为机械设计制造及自动化。
模型1:主轴箱底部与伸出部分采用三角形筋连接,可以保证足够的强度,尤其是矩形截面连接处,同时可减少金属材料。
模型2:与模型1相比主轴箱底部与伸出部分的连接采用倾斜面自由过渡,内部筋板采用直角相交,质量增加不大的情况下能够提高刚度。
模型3:内部筋板采用品字网状结构,构成连续加强筋,有助于提高扭转刚度。
模型4:在模型3的基础上改变了筋间距并增加了一些孔。
按上述模型分别对其进行结构静力分析,用实体单元模拟几何模型,初步计算模型的径向与轴向刚度值。通过分析比较,确定出相对最优方案,以此来进行优化研究,改进初步设计。
1.2 参数选择
主轴箱材料为铸铁TH250,其材料特性参数见表1。单元选择Solid95实体单元,主轴箱模型形状复杂,采用智能划分网格。
表1 材料的相关参数
泊松比μ弹性模量E/Pa
密度ρ/
(kg·m-3)
比热C/
(J·(kg·℃)-1)
热胀系数α/
℃-1
热导率λ/
(W·(m·℃)-1)
0.271.3×1011734052010.5×10-650
1.3 有限元约束边界条件
主轴箱通过滑块与Z轴向导轨连接悬挂在立柱上,丝杠提供主轴箱体在Y轴方向的运动和锁紧,所以丝杠装配孔的边界条件简化为Y轴方向的固定约束。轴承与主轴箱体之间的装配关系是过盈配合。在加工状态下,力通过刀具传递给主轴,再由主轴传递给主轴箱中的轴承孔,在周期性载荷下主轴箱产生加工误差。由于刀具的加工力是一个交变力,而本文只作静力分析,因此就不再讨论处于加工状态下的主轴箱结构效应,只分析主轴箱处于进给状态时的应力和变形情况。
1.4 静力分析
结构静力分析是优化高级结构分析的基础,静力分析能够得出结构在固定不变载荷作用下的变形。在静力分析中,不考虑惯性和阻尼的影响,因此从动力学方程中去掉时间相关项可以得到: [K]·{X}=F
在线性分析的假设下,刚度矩阵[K]为常数,这与胡克定律是一致的。从方程中不难看出,静力学分析只要输入载荷,通过分析即可得到对应载荷下的位移、应力、应变。在这些计算结果的基础之上可以决定做什么样的更改,才能达到最优化设计。在静力分析中为符合实际受力情况,把主轴单元转换为集中质量单元,这样既满足了受力条件,又能够简化模型,提高效率。
上述4种模型通过静力学分析得出的结果见表2。
由表2可以看出,模型3各项指标最好,且计算得出Z轴刚度要远大于径向(Y)刚度值,因此影响主轴箱刚度的因素主要取决于径向刚度。经分析结果验证,最终选定模型3为设计模型,并对其进行进一步的优化设计,可最大限度提高模型刚度。
表2 各主轴箱分析结果
模型1模型2模型3模型4最大位移/m2.55E-52.31E-51.94E-52.26E-5 Z向位移/m2.48E-52.24E-51.86E-52.18E-5 Y向位移/m6.25E-65.65E-65.57E-66.22E-6应力/Pa1.81E+71.77E+71.75E+71.61E+7应变能1.98E-11.79E-11.44E-11.71E-1
1.5 主轴箱静刚度计算
a.轴向刚度:主轴箱所受的轴向力为9000N,转化为面力施加在主轴前端面上并进行静力分析,轴向刚度K=F/Y=9000/0.019= 473684.21N/mm。
b.径向刚度:主轴箱所受的径向力为1029N,转化为面力分别施加在主轴前端面的侧面上并进行静力分析,径向刚度K=F/Y=1029/ 0.0056=183750N/mm。
通过分析计算,主轴箱的轴向刚度远远大于径向刚度,所以整个主轴箱的刚度主要由径向刚度决定,要提高主轴箱的刚度,应以提高径向刚度为主[3]。
1.6 主轴箱热刚度分析
考虑到主轴箱的变形不仅受到切削力影响,而且还受到温度的作用,因为主轴转速越来越高,系统产生的温升也加大,对模型刚度的影响不可忽视[4]。因此本节将把热载荷与切削力相结合综合分析主轴箱结构的刚度,再次对上述模型进行分析,结果见表3。通过热刚度分析可以看出,分析结果与上述静刚度分析结果相同,因此在以下的分析优化中主要以提高径向刚度为主,而在优化过程
中只考虑结构静刚度的影响。
表3 主轴箱刚度
加载方向载荷值F/N最大变形位置位移/mm
Z轴方向9000主轴箱前端0.220
Y轴方向1029主轴箱前端0.195
2 主轴箱的结构优化设计
优化前把主轴箱尺寸变量设定为设计变量,通过更改设计变量来达到改变几何形状的目的,实现参数化、智能化,为主轴箱的动态优化提供条件。利用加强筋单元应变能的全局灵敏度,观察各参数对目标函数的影响因子,给出主轴箱加强筋的最优化位置及尺寸,应用设计变量的单元应变能灵敏度得到结构的布局优化设计模型。
在主轴箱三维建模时已将筋厚、壁厚、筋间距,筋孔布置及大小等相关尺寸进行了参数化设计[5],再将这些参数设为优化的设计变量,有限元分析中的位移和应力等设为设计约束,将模型质量设为目标函数,优化就是通过改变设计变量的数值来实现的。目标函数是要尽量减小的数值,它必须是设计变量的函数,也就是说,改变设计变量的数值将改变目标函数的数值。然后进行优化,提取结果并赋值。尺寸变量优化收敛过程如图2所示,优化后的主轴箱应力、位移图如图3所示。
从分析过程可知,厚度尺寸增加时,应力和位移随之下降,但厚度增大到一定值时,应力也会增加,因此不能单纯地增加或减少厚度值,否则只能顾此失彼,既不能降低成本,也不能提高刚度。根据给定的设计变量的变化范围观察其对应力、位移的影响,缩小影响不大的设计变量范围,
节省优化
图2 尺寸变量(左B3、B1)优
化收敛过程图
图3 优化后主轴箱应力、位移图
时间,尽量使用靠近最小厚度值的优化方向或改变孔的大小,这样既可降低应力和变形,又不至于过大增加模型质量。主轴箱优化改进后的分析数据见表4。
表4 优化后的分析结果与原设计方案对比
最大位移/m Z向位移/m Y向位移/m应力/Pa质量/kg 模型31.94E-51.86E-55.57E-61.75E+74.54E-2优化结果1.53E-51.47E-55.09E-51.67E+74.42E-2优化前后差值0.41E-50.39E-50.48E-50.08E+70.12E-2
3 结束语
在整个分析过程中,有限元方法及结构优化的应用,缩短了产品的设计周期,提高了分析精度和设计质量,避免了产品设计的盲目性,保证了材料的最大利用率,减少了产品设计中不必要的浪费,提高了产品性能,为企业提供了选择依据,避免使用昂贵的物理实验,增强了企业的竞争力。
有限元优化方法还不能完全实现智能化,主要原因是模型相对复杂,设计变量较多,尤其是在非对称模型中有些尺寸还不能进行参数化,必须在产品设计时考虑尺寸的参数化设计,给工作带来了不便。另一方面,硬件、软件要求较高,计算时间长,过多的设计变量会导致模型干涉,使优化失败。因此,优化过程还需进一步研究,使其更加方便准确。
参考文献:
[1] 张伯霖,黄晓明,李志英.高速加工中心及其应用[J].机电工
程技术,2001,30(5):11-20.
[2] 蔡厚道,吴 .数控机床构造[M].北京:北京理工大学出
版社,2007.
[3] 刘乘启.新编铣工计算手册[M].北京:机械工业出版社,
2001.
[4] BerndBossmanns,JayF Tu.A thermal model for high speed mo-
torized s pindles[J].International Journal of M achine Tools& M anufactu re,1999(39):1345-1366.
[5] 张晓龙,李功宇,吴俊华.TH65100主轴箱结构动力学分析及
改进设计研究[J].机床与液压,2008,36(4):354-356. [6] 陈 龙,夏书楠,陈岩松.基于Pro/M ECHANICA的滚动轴承
应力分析[J].哈尔滨轴承,2008,29(4):4-7.
Structure Analysis and Optimization of High Speed
Vertical Processing Center Spindle Box
WEN Huai-xing1,LU Jun1,LV Yu-qing2
(1.Shaanxi University of Science and Technology,Shaanxi Xi'an,710021,China)
(2.Ningxia Dahe Machine Tool Co.,Ltd.,Ningx ia Zhongw ei,750021,China)
A bstract:In o rder to satisfy the performance of machining center,it builds3D model for the spindle box of DVG850vertical machining center on the platform Pro/E,simulates the mechanical functions and stiffness characteristic of static and heat,optimizates a reasonable structural design.Analy sis results show that the box plate is a impo rtant factor on the spindle box stiddness,and structure im provement of stiffened plate and lay-out of the box can optimizate the box stiffness.
Key words:Spindle Bo x;Pro/E;Static Stiffness;Hot Stiffness
(上接第36页)
[4] 刘检华,姚
,宁汝新.CAD系统与虚拟装配系统间的信
息集成技术研究[J].计算机集成制造系统,2005,11(1): 44-47.
[5] 刘检华,宁汝新,姚 ,等.面向虚拟装配的零部件精确定
位技术研究[J].计算机集成制造系统,2005,11(1):498-
502.
[6] 武殿梁,杨润党,马登哲,等.集成虚拟装配环境中的多约束
导航技术研究[J].机械工程学报,2004,40(11):47-52.[7] 高 瞻,张树有,顾嘉胤,等.虚拟现实环境下产品装配定位
导航技术研究[J].中国机械工程,2002,13(11):901-904.
[8] 谢 健.W TK环境下虚拟装配碰撞检测与导航技术研究
[D].南京:南京航空航天大学,2009.
[9] 万毕乐,刘检新,宁汝新,等.面向虚拟装配的CAD模型转换
接口的研究与实现[J].系统仿真学报,2006,18(2):391-
394.
[10]PTC.Pro/TOOL KIT User's Guide2002[M].Needham:
Parametric Technology Corporation,2002.
Research on the Automatically Extracting Technology of Assembly
Information for Virtual Assembly
SANG Xiao-chong1,ZHOU Hua-lin2,ZUO Dun-wen1,YAN Jing1,XUE Shan-liang1
(1.Nanjing University of Aeronautics and Astronautics,Jiangsu Nanjing,210016,China)
(2.Nanjing Chenguang Group Ltd.Co.,Jiangsu Nanjing,210006,China)
A bstract:According to the representations of assembly constraints of mechanical product models in com mercial CAD platform,it presents a method for solving the acquisition and transformation of the assembly constraint data automatically to virtual assembly environment based on Pro/E.Based on the storage structure of assem-bly data in Pro/E models and the functional requirements in VR,it desig ns a multi-level data structure of as-sembly constraints for the virtual assembly environment.The result proves that the method can integ rate as-sembly info rmation automatically from Pro/E platform to V R,and increase the assembly efficiency in VR en-vironment.
Key words:Virtual Assembly;Assembly Constraint;Automatic Acquisition;Data Structure;Pro/E
NC400小型立式加工中心主要技术参数MAIN
NC400小型立式加工中心主要技术参数:MAIN SPECIFICATIONS
NC400小型立式加工中心 为了适应现代机械加工教学、数控技术发展的需要,我公司特意开发出适合于教学演练的NC400小型立式加工中心。该机床占地小、速度快,采用了典型的机械结构,如选用滚珠丝杠导轨、转塔式刀库等;数控系统选用大专院校广泛采用的华中世纪星HCNC-22M系统,也可根据用户需求配备FANUC、MITSUBISHI等进口系统,所选数控系统功能完备齐全,对培养机电一体化人才极为适用。同时也适合于航空航天、汽车机车、摩托车、仪器仪表、轻工轻纺、电子电器、小型模具和各种机械制造业的中小型零件的轻铣平面、钻孔、铰孔、螺纹加工, 也可以进行复杂轮廓型面的加工,可用于中小批量,多品种生产。从而帮助院校培养出能掌握数控机床操作、维修、编程技术的学生,实现与企业的“零距离”。 总体布局和主要部件的结构特点 1.机电一体化布局, 结构紧凑, 造型美观, 操作方便, 采用先进的电子技术与机械装置实现最佳 匹配, 无液压与气动环节, 可靠性高, 使用维修方便。 2.底座、立柱、滑座、工作台为优质铸铁件, 高刚度结构, 抗震性能良好。三个方向导轨均采用 高刚度滚动导轨, 三轴进给传动均采用精密滚珠丝杠螺母副, 支撑端使用国产优质轴承,摩擦阻尼小, 运动灵敏, 机床整机动静态特性优良。 3.主轴传动系统采用交流主轴电机驱动, 优质联轴器传动,提高主传动的平稳性和抗振性,主轴 转速高, 可达到5000转/分, 无级变速范围大, 低速扭矩大, 恒功率区宽, 用S功能直接设定主轴转速,其转速增量达1转/分。因而可按刀具和工件材质选择最佳切削条件。主轴支撑采用进口轴承高性能油脂密封润滑, 温升低,噪声小。 4.进给驱动采用高性能交流(AC)伺服电机, 通过无隙联轴器与丝杠连接,减少了传动误差和反向 间隙, 使传动精度高, 刚性高。 5.转塔式刀库和凸轮换刀机构。刀库容量10把刀, 刀库由单独电机驱动, 通过主轴箱沿Z向移 动和刀库旋转实现换刀, 动作可靠, 换刀迅速, 换刀时间仅1.5秒, 达到目前国际先进水平。 6.整机设全密封防护罩, 防止冷却液和切屑飞溅, 操作者通过透明窗口观察加工状况, 改善了操 作环境和劳动条件。 7.机床底座、立柱、滑座、工作台、转塔刀库体和主轴箱、主轴等基础件和关键件均在精密加工 中心上加工, 其中: 导轨基准面、连接面及重要孔系等均为一次装卡完成加工, 保证切削加工质量优良。机床重要配套件如主轴轴承、滚动导轨、滚珠丝杠螺母副选自国内名牌产品,并采用集中润滑装置。部件的组装和总装调试均在空调车间内进行, 检测严格, 重要精度项目如定位精度、重复定位精度等采用进口激光干涉仪进行检验, 确保产品出厂质量。 8.机床联锁保护功能完善, 除CNC系统提供大量保护、报警、自诊断功能外, 机床各轴极限位置 设有电气(行程开关)、极限(行程撞块)、软件(行程极限数据输入)三重保护, 防止意外事故, 提高了可靠性, 确保安全。 _______________________
立式加工中心主轴部件设计说明
引言 装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展高新技术产业和尖端工业(如:信息技术及其产业,生物技术及其产业,航空、航天等国防工业产业)的使能技术和最基本的装备。制造技术和装备是人类生产活动的最基本的生产资料,而数控技术则是当今先进制造技术和装备最核心的技术。当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。此外世界上各工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重大措施来发展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封锁和限制政策。 数控机床技术的发展自1953年美国研制出第一台三坐标方式升降台数控铣床 算起,至今已有很多年历史了。20世纪90年开始,计算机技术及相关的微电子基础工业的高速发展,给数控机床的发展提供了一个良好的平台,使数控机床产业得到了高速的发展。我国数控技术研究从1958年起步,国产的第一台数控机床是第一机床厂生产的三坐标数控铣床。虽然从时间上看只比国外晚了几年,但由于种种原因,数控机床技术在我国的发展却一直落后于国际水平,到1980年我国的数控机床产量还不到700台。到90年代,我国的数控机床技术发展才得到了一个较大的提速。目前,与国外先进水平相比仍存在着较大的差距。 总之,大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。
1 绪论 1.1 加工中心的发展状况 1.1.1 加工中心的国外发展 对于高速加工中心,国外机床在进给驱动上,滚珠丝杠驱动的加工中心快速进给大多在40m/min以上,最高已达到90m/min。采用直线电机驱动的加工中心已实用化,进给速度可提高到80~100m/min,其应用围不断扩大。国外高速加工中心主轴转速一般都在12000~25000r/min,由于某些机床采用磁浮轴承和空气静压轴承,预计转速上限可提高到100000r/min。国外先进的加工中心的刀具交换时间,目前普遍已在1s左右,高的已达0.5s,甚至更快。在结构上,国外的加工中心都采用了适应于高速加工要求的独特箱中箱结构或龙门式结构。在加工精度上,国外卧式加工中心都装有机床精度温度补偿系统,加工精度比较稳定。国外加工中心定位精度基本上按德国标准验收,行程1000mm以下,定位精度可控制在0.006~0.01mm之。此外,为适应未来加工精度提高的要求,国外不少公司还都开发了坐标镗精度级的加工中心。 相对而言,国生产的高速加工中心快速进给大多在30m/min左右,个别达到 60m/min。而直线电机驱动的加工中心仅试制出样品,还未进入产量化,应用围不广。国高速加工中心主轴转速一般在6000~18000r/min,定位精度控制在0.008~0.015mm之,重复定位精度控制在0.005~0.01mm之。在换刀速度方面,国机床多在4~5s,无法与国际水平相比。 虽然国产数控机床在近几年中取得了可喜的进步,但与国外同类产品相比,仍存在着不少差距,造成国产数控机床的市场占有率逐年下降。 国产数控机床与国外产品相比,差距主要在机床的高速、高效和精密上。除此之外,在机床可靠性上也存在着明显差距,国外机床的平均无故障时间(MTBF)都在5000小时以上,而国产机床大大低于这个数字,国产机床故障率较高是用户反映最强烈的问题之一。 1.1.2 立式加工中心的研究进展
对加工中心滑枕的结构设计
对加工中心滑枕的结构设计 摘要:数控机床及数控加工中心是现代制造业的关键设备,一个国家数控机床的产量和技术水平在某种程度上就代表这个国家的制造业水平和竞争力。滑枕是加工中心的核心结构之一,是对零部件加工的直接执行机构,它的结构设计是否合理对加工中心的加工结果有着直接的影响。因而加工中心滑枕的结构设计尤为重要。 关键词:加工;滑枕;结构设计 1前言 数字控制也是最近几年新兴起来的一种自动控制的技术,利用数字化的信息实现机床控制的一种方法。数字控制的机床是采用数字来对机床进行控制。数控的机床是装有数控控制的装备。数字控制的系统主要的功能就是采用逻辑处理的方式,或者是运用其他的运算符编码指令来对规定的程序进行编写,数控系统也是一种控制的系统,他能够完成对数控信息的输入、编码以及运算,对数控机床进行全面的加工。 2数控机床及加工中心的工作原理 数控机床的加工中心主要就是运用了计算机技术的自动控制,精密的测量方法和完善的机械设计等方面知识,也是机电一体化的产品,是未来机床的发展趋势。数控机床的工作原理是:首先将加工零件图上的信息和工艺的信息数字化,按照相关规定的代码和格式对其进行相应的加工。数字化信息的定义就是将工件与道具的坐标分割成一个小单位,也可以叫做最小位移量,数控系统是按照程序的要求,对信息进行处理和分配,使得坐标的移动可以是若干个小的位移单位,在工件与道具运动的过程中完成零件的加工。 3 数控加工中心滑枕结构设计 主轴和主轴电机等构件与移动部分相连,随移动部件移动。丝杠电机与固定件连接。丝杠与固定部分连接,丝杠丝母控制移动部分上下移动。主轴电机选择西门子1PH7-137—NG,配套减速器型号为2LG4320。丝杠驱动电机选择西门子1FK7101-5AF71,配套减速器型号为LP155-M01。丝杠公称直径选为55 mm,导程20 mm,长度约为1200 mm。丝母的型号选择为BNFN5520-5。联轴器选择为ROTEX梅花型弹性联轴器。型号NO.001-钢材料,规格38。 3.1滑枕设计计算 3.1.1滚珠丝杠选择计算 (1)已知参数 丝杠的公称直径55mm,导程20mm,长度1500mm,BNFN5520-5。 (2) 切削力的确定 按照立铣(不对称顺铣)计算各向分力,如下图所示:已知主切削力Fc =5000(N),fw—运转系数,见下表:
(完整版)数控车床主轴设计
绪论 随着市场上产品更新换代的加快和对零件精度提出更高的要求,传统机床已不能满足要求。数控机床由于众多的优点已成为现代机床发展的主流方向。它的发展代表了一个国家设计、制造的水平,在国内外都受到高度重视。 现代数控机床是信息集成和系统自动化的基础设备,它集高效率、高精度、高柔性于一身,具有加工精度高、生产效率高、自动化程度高、对加工对象的适应强等优点。实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。可以说,机械制造竞争的实质就是数控技术的竞争。 本课题的目的和意义在于通过设计中运用所学的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。通过设计分析比较机床的某些典型机构,进行选择和改进,学习构造设计,进行设计、计算和编写技术文件,达到学习设计步骤和方法的目的。通过设计学习查阅有关设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。通过设计获得设计工作的基本技能的训练,提高分析和解决工程技术问题的能力,并为进行一般机械的设计创造一定的条件。
一、设计题目及参数 1.1 题目 本设计的题目是数控车床的主轴组件的设计。它主要由主轴箱,主轴,电动机,主轴脉冲发生器等组成。我主要设计的是主轴部分。 主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中要多加注意。主轴前后的受力不同,故要选用不同的轴承。 1.2参数 床身回转空间400mm 尾架顶尖与主轴端面距离1000mm 主轴卡盘外径Φ200mm 最大加工直径Φ600mm 棒料作业能力50~63mm 主轴前轴承内和110~130mm 最大扭矩480N·m 二、主轴的要求及结构 2.1主轴的要求 2.1.1旋转精度 主轴的旋转精度是指装配后,在无载荷,低转速的条件下,主轴前端工件或刀具部位的径向跳动和轴向跳动。 主轴组件的旋转精度主要取决于各主要件,如主轴、轴承、箱体孔的的制造,装配和调整精度。还决定于主轴转速,支撑的设计和性能,润滑剂及主轴组件的平衡。 通用(包括数控)机床的旋转精度已有标准规定可循。 2.1.2 静刚度 主轴组件的静刚度(简称刚度)反映组件抵抗静态外载荷变形的能力。影响主轴组件弯曲刚度的因素很多,如主轴的尺寸和形状,滚动轴承的型号,数量,配置形式和预紧,前后支撑的距离和主轴前端的悬伸量,传动件的布置方式,主轴组件的制造和装配质量等。 各类机床主轴组件的刚度目前尚无统一的标准。 2.1.3抗振性 主轴组件工作时产生震动会降低工件的表面质量和刀具耐用度,缩短主轴轴承寿命,还会产生噪声影响环境。 振动表现为强迫振动和自激振动两种形式。
立式加工中心结构
立式加工中心的分类 马毅, 【摘要】介绍了立式加工中心的分类及结构 【关键词】立式加工中心;分类;结构 The classification of Vertical Machine Center Ma yi , 【Abstract】:This paper introduces classification and structure of vertical machine center 【Keywords】:vertical machine center; classification;structure 一、概述 进入21世纪,我国机床制造业面临着市场需求旺盛而引发的制造装备业发展的良机,机床是机械制造的工作母机,是装备制造的基础设备,主要应用领域是汽车、船舶、工程机械、军工、农机、电力设备、铁路机车、阀门等行业。在汽车、船舶、工程机械等行业的产能扩张压力的推动下,机床工业正迎来快速发展阶段。 数控机床是现代制造业的基础装备,一个国家数控机床的水平高低和拥有量是衡量国家综合经济实力和国防安全的重要标志。当今,数控机床已成为机床市场消费的主流产品,我国汽车、航天航空、船舶、一般机械、铁路机车、军工和高新技术产业的发展为数控机床提供了广阔的市场。 加工中心是典型的数控机床,它的产销量占数控机床市场的30%~40%,立式加工中心是加工中心中的主要产品,它的主轴轴线垂直于水平面。立式加工中心主要的用户层面为:以看好的汽车零部件行业为首,还有工程机械、军工、模具、阀门、飞机、医疗设备、电力、光学设备等行业。立式加工中心的产销量占加工中心市场的60%~70%,2007年,国内生产立式加工中心近9000台,并且从国外进口立式加工中心近11000台。即国内立式加工中心年需求量近20000台,市场需求量巨大。 二、立式加工中心的分类 1.定立柱式立式加工中心(即工作台运动,立柱固定型结构) 定柱式立式加工中心,又称工作台运动式立式加工中心。此类立式加工中心产销量占立式加工中心市场的75%左右,大多数机床制造厂家都有此类结构的机床。此类机床属于传统
基于Abaqus的高速立式加工中心立柱冲击振动研究_王延忠
/9 机床振动是加工过程中不可避免的,它不仅使工件和刀具的相对位置发生变化,影响加工精度,而且加速了刀具磨损,进一步影响加工精度,同时还产生污染环境的噪声。研究表明,机床的加工质量在很大程度上取决于机床所产生的振动,特别是高速、高精度的机床,振动对其影响尤其明显,因此,机床振动是机床动态特性研究的首要问题[1]。 BVG 系列高速立式加工中心是北京机电院研制开发的一种轻型龙门式高速铣床,工作台实现一个直线轴,主轴实现两个直线轴的运动,定位精度为:X :0.010mm ,Y 、Z :0.008mm 。研究机床立柱在切削载荷不同作用时间条件下的振动及衰减情况,可为提高机床加工性能提供理论性指导及建议。 1有限元模型的建立 利用Pro /E 建立立柱的三维模型,为减少计算量,提高计算精确度,对模型进行适当简化。 1)去掉结构中存在的小倒角和小圆角(R 5及以下 的圆角简化为直角,R 5以上的圆角按实际尺寸保留); 2)去掉结构中存在的小台阶以及对分析影响不大的凸台; 3)去掉次级安装孔及部件上各个附件的安装面。简化后,模型如图1所示。 将简化好的模型导入Abaqus 软件,定义材料属性为铸铁,密度ρ为7200kg /m 3,弹性模量E 为210GPa,泊松比μ为0.28。立柱模型较为复杂, 采取自由网格划分方式,并采用单元精度较高的10节点修正二次四面体单元C3D10M 对立柱进行网格划分,模型总节点数46667,单元数2305。定义立柱与床身的连接表面为完全固定约束(如图2所示)。 2立柱的模态分析 在结构动力学分析中,模态分析扮演着重要角色, 它主要用于计算模型的固有模态的两个基本参数:固有频率和振型。它们表明了系统自由振动的特性,是系统固有的。参考结构的固有频率,一方面可以在设计与改进时使结构的固有频率避开其在使用过程中的外部激励频率;另一方面,通过对模态振型的分析,了解部件的弯曲刚度和扭转刚度的分布情况,找出部件结构的薄弱环节和可能的破坏区域从而为部件动力学优化设计提供必要的依据。 设置Abaqus 的分析步类型为频率,提取立柱的前30阶固有频率值。立柱的一、二阶振型如图3、4所示。立柱的前10阶固有频率见表1。 立柱在切削力冲击作用下的主要运动方向是沿Z 基于Abaqus 的高速立式加工中心立柱冲击振动研究* □ 王延忠1 □ 吕晓宇1 □ 孙红梅1 □ 刘 强1 □ 高琦2□沈华红2 1.北京航空航天大学机械学院 北京 1001912.北京机电院高技术股份有限公司 北京 100027 摘 要:以BVG 系列高速立式加工中心的立柱为对象,通过有限元分析软件Abaqus ,研究立柱在不同冲击载荷作用 时间下的振动衰减、变形、应力变化情况,为机床减少振动、提高机床加工性能提供理论参考。 关键词:立柱 Abaqus 冲击振动 中图分类号:TH113.1;TB122 文献标识码:A 文章编号:1000-4998(2010)09-0024-03 Abstract:Taking the column of the series BVG high -speed vertical machining center as an example,the research on the impact vibration,deformation and stress variation under different impact loads is carried out with the help of the finite element analysis software Abaqus,thus providing the theoretical guidance for reduction of vibration and improvement of machining perfor-mance. Key Words:Column Abaqus Impact Vibration 研究·开发 *国家科技重大专项项目(编号:2009ZX04001-012-02)收稿日期:2010年4月
立式加工中心采购规范
500×2000立式铣加工中心 采购规范 编制: 审核: 批准:
一、机床基本功能 机床可进行平面(水平面、垂直面等)、空间曲面、沟槽(键槽、T形槽等)、分齿表面(齿轮、链轮、花键轴等)、螺旋形表面(螺纹、螺旋槽等)、各种空间曲面的加工;配备换刀装置,主要有以铣为主兼有钻、镗、铰、攻螺纹等多种功能。主要用于零件的粗加工、半精加工和精加工。 二、机床结构及技术特点 本机床要求在重负荷切削及断续切削条件下能保持良好的精度和刚性,具备高可靠性和稳定性。 1.主轴部件 1)主轴轴承采用德国FAG公司的高精度精密主轴轴承,保证回转精度和精度的长久保持性; 2)主轴采用15/18.5KW主轴电机驱动,选配德国ZF变速箱以1:1及1:4传动至主轴,实现主轴480M.N的大扭矩加工,最高转速达6000RPM; 3)具备刚性攻丝功能,主轴锥孔具有吹气功能,空气从主轴喷出,以防止铁粉尘进入主轴锥孔; 4)配置主轴恒温油冷却系统,保证主轴的热稳定性及高精度。2.立柱、床身及工作台部件 1)机床的床身、立柱、主轴箱等重要结构件应采用强度高、抗震性 能好的铸铁材料,以满足工件的强力切削及精度要求; 2)X、Z向导轨采用复合导轨结构,配置镶钢滚动导轨传动结构,滚动 导轨块之间为镶钢滑动导轨。
3)Y向导轨采用宽距四导轨结构,外侧两导轨是主运动的镶钢滚动导 轨,内侧两导轨是镶钢滑动导轨。 3.传动系统 1)X、Y、Z直线坐标轴由AC伺服电机驱动,并通过德国KTR联轴器 直接与滚珠丝杠连接,并消除传动链的间隙,提高位置精度; 2)X、Y、Z直线坐标轴均采用经预加载荷的高精度双螺母滚珠丝杠, 该丝杠两端的支撑为高精度成组轴承,形成双推结构配置,且对滚珠丝杠进行预应力拉伸安装,以提高进给传动系统的刚度并避免快速移动带来的热变形,提高定位精度; 3)X、Y、Z直线坐标轴需配置德国Heidenhain光栅测量,全闭环控 制,以提高机床的定位精度和重复定位精度; 4.主轴箱垂向平衡系统 采用最先进的电机制动平衡方式,确保了Z向高速运动,提高定位精度; 5.刀库 采用斗笠式刀库,机械手换刀,刀库容量16把,最大刀具长度350mm,最大刀具重量15kg,换刀时间8秒; 6.气路系统 气源三大件、气阀、气缸采用合资的上海新益气动元件公司的产品,为机床的气路系统的正常工作提供可靠的保障; 7.润滑系统 1)配置中央自动润滑系统,对所有滑动导轨面、滚动导轨面和滚动丝 杆部件,通过定量分配润滑系统进行自动供油润滑。 2)各进给系统的滚动轴承和其他部件中的滚动轴承用3#特种润滑脂 润滑。
龙门机床加工中心主轴系统改型设计
龙门机床加工中心主轴系统改型设计
龙门镗铣床加工中心主轴部分的改型设计 学院机械学院 专业机械设计制造及其自动化 班级 学号 姓名 指导教师
辽宁科技大学2015,04
目录 龙门镗铣床加工中心主轴部分的改型设计 (2) 摘要 (7) 第一章绪论 (9) 1.1 我国机床行业发展趋势 (9) 1.1.1 我国机床发展史 (9) 1.1.2 我国机床行业今年的发展 状况 (10) 1.1.3 我国机床行业未来发展的 趋势 (10) 1.2 本课题的提出 (12) 1.2.1 龙门镗铣床及镗铣加工中 心简介 (12) 1.2.2本课题提出的意义 (13) 1.3 本课题研究的主要任务 (14) 1.4可行性分析 (15) 第二章主轴系统的设计 (17) 2.1 设计参数 (17) 2.2 主轴箱体方案设计 (17) 2.2.1 加工中心主轴型号的选择 (17)
2.2.2 电机型号的选择 (18) 2.2.3 电机主轴轴颈的确定.. 19 2.2.4 电机转速的确定 (19) 2.2.5 加工中心变速箱总体结构 设计 (20) 2.3 主要结构的设计与计算 (21) 2.3.1 带传动的设计 (21) 2.4齿轮传动设计 (24) 2.4.1 轴Ⅰ上的第一组啮合齿轮 (24) 2.4.2 轴Ⅰ上的第二组啮合齿轮 (28) 2.4.3 轴Ⅱ上的第一组啮合齿轮 (33) 2.2.4 轴Ⅱ上的第二组啮合齿轮 (37) 2.4.5 第Ⅲ轴啮合齿轮 (42) 2.5轴的尺寸设计及强度校核 (46) 2.5.1 轴Ⅰ的尺寸设计 (46) 2.5.2 轴Ⅱ的尺寸设计错误!未定 义书签。
主轴的形式及结构
关于主轴结构 何謂直結式主軸? 直結式主軸即類似三軸馬達與滾珠螺桿之接合方式,主軸馬達置於主軸上方,馬達與主軸以高剛性無間隙連軸器相連,馬達端之轉動經由連軸器傳於主軸,此即直結式主軸 直結式主軸比起皮帶式,齒輪式與內藏式有什麼特色? 內藏式主軸: 內藏式主軸即將馬達與主軸合而為一,將馬達轉子安裝於主軸軸心,定子在外,運轉原理和一般主軸馬達相同,其具有低振動特性,動態迴轉精度亦較好,但因主軸內必須置放馬達轉子造成軸承跨距較大,剛性較弱的情形發生 內藏式主軸因剛性之故並不適合重切削 直結式主軸: 直結式主軸即類似三軸馬達與滾珠螺桿之接合方式,主軸馬達置於主軸上方,馬達與主軸以高剛性無間隙連軸器相連,馬達端之轉動經由連軸器傳於主軸,此即直結式主軸 直結式主軸屬於剛性連結,對於馬達輸出之POWER較能完全表達於主軸特性,機械效率較高,於主軸運動時,連軸器扮演著不可或缺的角色,連軸器校正好或壞足以影響主軸運動精度,若連軸器校正不良對主軸產生下列影響,主軸溫昇急劇昇高、主軸震動過大、主軸偏擺過大、加工精度不良、甚至主軸燒毀 皮帶式主軸: 皮帶式主軸以皮帶傳遞主軸馬達之運動至主軸,其優點為,振動較齒輪式主軸小,易組裝,缺點為高速時噪音大,皮帶張力不易控制等 齒輪式主軸: 齒輪式主軸最大之優點為可傳遞高扭力,重切削能力優良,其缺點為轉速受限於齒輪設計不易提昇等 电主轴是最近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术,它与直线电机技术、高速刀具技术一起,将会把高速加工推向一个新时代。电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置。 电主轴所融合的技术: 高速轴承技术:电主轴通常采用复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;有时也采用电磁悬浮轴承或静压轴承,内外圈不接触,理论上寿命无限; 高速电机技术:电主轴是电动机与主轴融合在一起的产物,电动机的转子即为主轴的旋转部分,理论上可以把电主轴看作一台高速电动机。关键技术是高速度下的动平衡; 润滑:电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。所谓定时,就是每隔一定的时间间隔注一次油。所谓定量,就是通过一个叫定量阀的器件,精确地控制每次润滑油的油量。而油气润滑,指的是润滑油在压缩空气的携带下,被吹入陶瓷轴承。油量控制很重要,太少,起不到润滑作用;太多,在轴承高速旋转时会因
VMC850B立式加工中心技术协议(硬轨)
VMC850B(硬轨)立式加工中心(数控铣床)技术协议 甲方:(以下简称甲方) 乙方:深圳市宝佳数控设备制造有限公司(以下简称乙方) 就甲方订购乙方的VMC850B立式加工中心(数控铣床)的有关事宜达成如下协议:一、简介 我厂生产的立式加工中心具有加工适用范围广,具有高刚性、高精度、高速度、高效率、高可靠性、大扭矩等特点。 该系列机床适用于汽车、摩托车、航空航天、机械制造、缝纫机、电机等行业的阀类、凸轮、模具、板盘类和箱体类零件的铣、钻、扩、镗、攻等加工工序,特别适用于各种形状复杂的二、三维凹凸模型及复杂的型腔和表面,既可用于中小批量多品种加工生产,也可以进入自动线进行批量生产。 使用该系列机床可以节省工艺装备,缩短生产准备周期,保证零件加工质量,提高生产效率。 二、性能特点 1、应用计算机辅助设计(CAD)系统完成机床最优结构设计,机床整体结构采用树脂砂型铸造,箱形结构,厚壁多筋,并经多道应力消除工序,使得机床具有良好的刚性; 2、采用特殊导轨座设计,窄轨距,宽导轨面,全行程支撑,无悬垂,载荷力强,使得机床适于进行大扭距切削;轨道贴附耐磨的TURCITE-“B”氟化树脂板,经手工精密刮研,使得各轴移动平衡顺畅,机床具有恒久的精密度。 3、导轨面经过深度达2毫米以上的高频淬火,并由进口导轨磨床进行高精度磨削加工,使得机床具有极好的精度保持性;且导轨、主轴锥孔及工作台面的淬火等方面拥有专有技术,大大保证了其硬度和精度和精度稳定性; 4、主轴轴承采用进口预压高精密斜角滚珠轴承,给予主轴最大刚性和最高精度,工作精度稳定;采用大扭距交流伺服主轴电机,能进行强力切削,特别适用于高速加工场合,提高加工精度和光洁度,缩短加工时间; 5、(选配)采用选用快速换刀机构,节省非切削时间,最多可容纳24把刀具,最大刀具重量8Kg; 6、X、Y、Z三轴均采用大扭矩.高效率。高精度的交流伺服电机通过弹高精度预拉伸滚珠丝杠直接传动,消除了传动间隙,且滚珠丝杆装配时采用预拉伸措施,最大限度地适宜于工件高精度强力切削;三轴驱动采用高效率、高扭矩、高精度的AC伺服电机通过弹性联轴器与滚珠丝杆直接连接,消除了传动间隙,且滚性联轴器与珠丝杆装配时采用预拉伸措施,最大限度地避免了滚珠丝杆运行过程中热变形对精度的影响,定位精度及重复定位精度高。 7、大功率、大流量、高扬程冷却泵,对加工工件提供良好的冷却; 8、操作面板按人机工程学科学布局,符合安全规范,旋转设计,易于操作;继电器、波段开关等均采用日本富士、欧姆龙等进口名牌优质原器件,保证了整体机床的高可靠性;携式手持遥控单元盒,极大地方便了对刀、试切; 9、采用高性能、高可靠性的高速微处理器日本系统,刀具轨迹动态图形显示,智慧型警示显示,自诊断等功能方面使用、维护;多段预读控制尤其适合于高速大容量程序的模具加工和教学演示;RS-232-C串行通讯接口,方便了大容量的程序的快速高效传输和在线加工;
立式钻床主轴箱的结构设计
立式钻床主轴箱的结构设计 摘要 组合机床是一种专用机床,它是由系列化标准化的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成。。组合机床随着生产力的发展,是由万能机床和专用机床发展而来的。 此次设计的任务是机床立式主轴箱的设计。这次设计的内容有主轴箱设计及其各部件的主要参数。主轴箱的设计是这次任务的重点,它是组合机床的重要部件之一。它是由通用部件,按照被加工零件的加工要求,根据专用要求设计的。合理的安排主轴箱内部每一根轴的的位置,选择合适的各级传动比,将动力和运动由电机或动力部件传给各工作主轴,使之得到要求的转速和转向从而实现对零件的加工。其次,合理安排各主轴和传动轴上齿轮所在的排数;确定主轴和传动轴的支撑方式和预紧方法也是非常重要的工作。 本文依据主轴箱的设计原则完成了对结构型式的选择及动力计算,传动系统的设计与计算,主要轴和轴承以及齿轮的校核,主轴箱总图设计。 关键词主轴箱;传动轴;齿轮;立式钻床
Structure design of vertical drilling machine spindle box Abstract Combined machine tool is a kind of s pecial machine tool. It’s composed of u niversal Parts which systematic and unitized and according to t he shape of the processed parts and special parts of the design of requirements of the machining process. Following with the development of productive forces, combined machine tool developed by u niversal machine tools and special machine tools. This design’s task is the design of vertical machine tool spindle box. This design’s content is the design of spindle box and the parts of this’s major parameter. The key point of this task is the design of spindle box, it is one of the major part of combined machine tool. It is design by universal Parts, and according to p rocessed parts’s processing requirements and p articular requirements. In order to i mplementation of parts processing, arrange the site of each shaft in the spindle box, choose appropriate All levels of drive ratio, let m otivation and sport to the work spindle through motor or power part. By means of it, it can acquire speed and steering. Next, reasonable arrangement the row number of main shaft and shaft’s gear; it is also a very important work that to ensure main shaft and shaft’s support way and pre-tightening methods. In this paper, according to the spindle box’s design princ iples, it complete structure form’s choose and dynamic calculation. The design and calculation of the transmission system. Main shaft and bearing, as well as the check of gear. The design of the spindle box general layout. Keywords The spindle box; Transmission shaft; Gear
高速立式加工中心主轴箱结构设计及分析_文怀兴
高速立式加工中心主轴箱结构设计及分析 文怀兴1,陆 君1,吕玉清2 (1.陕西科技大学机电工程学院,陕西西安 710021) (2.宁夏中卫大河机床有限责任公司,宁夏中卫 755000) 摘要:以高速立式加工中心主轴箱为研究对象,为满足高速加工中心整体性能的需要,利用Pro/E 软件,建立了4种主轴箱结构的三维模型,分别进行了主轴箱的力学分析和静、热刚度计算,并对4种方案中最优的设计方案进行了合理的结构优化。分析结果表明,箱体内筋板是影响主轴箱整体刚度的重要因素,并通过优化设计改进了筋板结构布局,提高了箱体刚度。 关键词:主轴箱;Pro/E;静刚度;热刚度 中图分类号:TH122A 文献标识码:A 文章编号:1672-1616(2010)19-0037-04 高速加工具有生产率高、切削力小、工件热变形小、加工精度和表面质量高等4大优点,因此获得了许多工业部门的青睐。加工中心的高速化,使得最初配备的主轴箱等关键部件的刚度和精度要求难以满足,因此必须加强对机床重要部件自身刚度、强度、抗振性的分析来提高机床整体性能,使高速加工技术得到更快的发展[1]。 与国外技术相比,国产数控机床还有一段差距,需要进一步提高进给速度、位置精度以及重复定位精度等性能指标。要提高这些参数必须拥有一套与之相应的有限元模拟仿真和完整的静、动态性能分析方法及优化方案。作为机床主轴系统的重要部件主轴箱体,对其进行结构设计、布局以及静力学动力学分析,是迎合高速加工中心发展的必要条件。因此,如何根据制造工艺技术及组配件的要求,在设计上灵活应用并有所创新,以更好地适应高速加工中心的需要,是摆在机床设计人员面前的一个新课题。高档数控机床的发展将在机床制造业的市场竞争中带来显著的经济效益与社会效益。 本文对主轴箱的研究是为机床厂提供合理的方案选择,对性能最佳的方案进行结构最优化设计,为整体动态性能分析奠定基础,实现从机床的前期设计阶段到生产阶段的转变,达到国内先进水平。1 主轴箱的结构设计及分析 1.1 主轴箱三维建模 主轴箱结构设计采用了以往的设计经验,在结构上采用不同的筋板支撑来提高主轴箱自身刚度,例如:连续加强筋可明显提高扭转刚度,不连续的边缘加强筋对扭转刚度的影响不大,同时边缘加强筋有助于减少缺口部位的应力集中缺陷,对于提高这些部位的刚度是有效的,只有当它有利于形成封闭的切应力流的隔板时,才能对整个结构刚度的提高起到有益作用[2]。在分析了影响刚度的因素后,对主轴箱进行结构设计。主要设计了4种模型,如图1所示 。 图1 三维模型设计 收稿日期:2010-05-06 基金项目:“高档数控机床与基础制造装备”科技重大专项基金资助项目(2009ZX04001-014) 作者简介:文怀兴(1957-),男,陕西武功人,陕西科技大学教授,博士,主要研究方向为机械设计制造及自动化。
立式加工中心VDF-850
VDF850立式加工中心售前技术资料
目录 第一部分VDF-850立式加工中心简介 (3) 一、VDF-850主体构成 (3) 二、VDF-850主要性能和特点 (3) 三、VDF-850立式加工中心主要技术参数 (5) 四、VDF-850机床标准配置 (5) 五、VDF-850机床选择配置 (6) 六、VDF-850立式加工中心主要配套件一览表 (6) 七、VDF-850立式加工中心随机附件清单 (7) 八、VDF-850立式加工中心随机工具清单 (7) 九、VDF-850立式加工中心随机资料清单 (8) 十、VDF-850机床工作条件 (8) 第二部分机床外观图 (9) 第三部分机床安装图 (10) 第四部分精度检验标准 (12) 第五部分部分标准配置图表 (12) 第六部分部分选择配置图表 (13)
第一部分VDF-850立式加工中心简介 一、VDF-850主体构成 二、VDF-850主要性能和特点 VDF-850立式加工中心是大连机床集团公司引进先进技术生产的新一代数控机床,该机床独特坚稳持久的刚性结构,经由工程力学的反复仿真与计算,设计坚稳的床身结构,达到刚性倍增而质量精简的工程需求。全面硬化处理的移动滑轨,搭配精密的研磨加工,组合出令人满意的精度品质。不仅适用于板类、盘类、壳体类、精密零件的加工,而且适用于模具加工。机床带有自动刀具交换系统,全封闭式防护罩,自动润滑系统、冷却系统、自动排屑装置、手动喷枪及便携式手动操作装置(MPG)。零件一次装夹后可完成铣、镗、钻、扩、铰、攻丝等多工序加工,具有自动化程度高、可靠性强、操作简单、方便、宜人,整体造型美观大方、机电一体化程度高等优点。 1、机床底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,永久确保品质。铸件结构均经过机床动力学分析和有限元分析,合理的结构程度与加强
立式加工中心技术规格
立式加工中心技术规格 设备名称:立式加工中心 数量:1台 一、设备用途 1、设备用途 1.1加工对象、用途: ?加工几何形状复杂,尺寸繁多,精度要求高的零件; ?加工型腔、曲面、球面等; ?加工各种公、英制内外螺纹; ?能铣削外形、铣槽及倒角,也可以进行钻、扩、铰、滚压及镗、铣削、攻丝加工; ?适用于中、小批量及单件生产,也可用于复杂零件的大批量生产。 1.2基本要求:机床应是3轴3联动、半闭环数控加工中心。床身采用密烘技术 铸铁床身,高刚性线性导轨,带自动排屑功能。具有刚性攻丝功能,可以容纳 20把刀的电子伞式刀库,FANUC 18i以上系统或同等级别的控制系统。主轴转速 8100转以上,快进速度不低于25m/min,切削速度不低于16m/min 二、设备主要技术规格和要求 序号技术要求 1 机床基本功能与要求 1.1机床采用稳固的三角形结构铸件,全封闭防护,机电一体化结构; *1.2机床采用CNC控制,控制系统具有操作简单的功能,控制轴数不低于3轴 1.3机床具有完善、可靠的机械、电气保护措施;必须符合机电设备的安全、环保要求,产品通过CE安全认证 *1.4机床应具有进口自动气压刀具交换装置。 1.5机床主轴轴承采用如德国SKF,主轴电机采用美国Lincoln(林肯) 名牌产品1.6 当使用冷却液时,主轴具有水冷却功能 *1.6X轴、Y轴、Z轴、均采为高精度等级的国际著名品牌的高刚性线性导轨(机床导轨采用:如日本THK或NSK,德国博士力士乐。) 1.7机床的主轴、进给系统应有完善、可靠的减小热变形措施1.8机床应配置标准的自动润滑系统、冷却系统。 1.9机床所有零、部件、计量单位应全部采用国际单位制(SI) 1.10机床配套的液压、气动、电气元件等均应为著名品牌(如美国的PARKER,日本的SMC 和NEC,美国的MOTOROLA)) *1.11滚珠丝杠应采用著名品牌:如日本THK,或德国STAR. *1.12 机床应具有刚性攻丝功能 1.13指示信号灯
一种加工中心主轴的调速系统
2004年7月第11卷增刊 控制工程 ControlEngineeringofChina Jul.20O4 V01.11,S1 文章编号:1671—7848(2004)sl—0193.03 一种加工中心主轴的调速系统 于双岁 (佳木斯大学继续教育学院,黑龙江佳木斯154007) 摘要:介绍了一种用于加工中心机床主轴的具有三级机械自动变速、由变流电动 机拖动的PwM变频调速系统。分析了交流电动机变频调速时的机械特性,指出了低频段 电动机启动转矩小,过载能力差的不足。并结合机电联合调速的实例,提出了在设计自动 电力拖动系统时应尽量用机电联合调速来扩大调速范围的观点。对自动电力拖动系统的 设计有一定的参考价值和实用意义。 关键词:加工中心;主轴;机电调速 中图分类号:TP273文献标识码:A 1引言 20世纪80年代中期,我国从日本东芝机械公司引进了一批BMC和BvC系列加工中心机床。这些机床现在正在我国的一些工厂企业中使用着。该系列加工中心机床为由多CPU组成PC和NC结合技术先进的电子计算机控制的CNC数控系统。其主轴电气传动系统采用东芝机械公司研制的TOSvERT一150系列PwM脉冲调宽技术的交流变频装置,该装置是由大功率晶体管为逆变元件的电流型变调调速系统。就电气装置本身而言,其调速范围可达1:200,低速静差率为0.4%,频响特性为%≥30rad/s。尽管电气装置具有如此良好的技术指标,东芝机械公司的设计师们亦采用了三级机械变速,给电气调速创造了宽松的条件,使系统工作稳定可靠。 2机械特性分析 文献[1]从三相异步电动机等值电路推导出在u】/cc,1=常数的情况下,变频调速电动机的机械特性方程为 T一=刊甜× (鲁+((鲁)z+(LP,+LP2)2))Ⅳ2)。1 \叫l、叫l7172// (1)式中,T。。为最大转矩;U1为定子相电压;∞1为定子供电电压角频率,山l=2Ⅳ1;^为定子供电电源频率;P为定子极对数;R1为定子相电阻;L。.为定子相漏抗;L,.为折算到定子侧的转子相漏抗。 式(1)给出了变频调速电动机最大转矩和定子供电频率的关系。可见,频率越低转矩会越小。异步电动机变频调速的一组机械特性曲线如图1所示,可见频率越低其最大转矩越小。 图1异步电动机变顾调速机械特性 对于变频调速电动机,在低速时其过载能力受到限制,使其工作不稳定,特别是在低速重切削时。系统就更不稳定,使电气调速范围变小。尽管可采用低速电压补偿来增加输出转矩,其效果亦不甚理想。当从基频向上调时,只能用弱磁法,即减少激磁电流,使转数升高,为恒功率调速,当然转距随转数升高而减少,转矩亦受到限制。况且由于频率的增高能使电机铁损增加,因而频率的 收稿日期:2003.12.22 作者简介:于双岁(1970一),男,黑龙江林口人,讲师,大学本科,主要从事机电一体化等方面的教学与科研工作。 万方数据
加工中心主轴组件结构设计开题报告
加工中心主轴组件结构设计 1 综述 1.1 本课题研究的意义 装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备。马克思曾经说过“各种经济时代的区别,不在于生产什么,而在于怎样生产,用什么劳动资料生产”。制造技术和装备就是人类生产活动的最基本的生产资料,而数控技术又是当今先进制造技术和装备最核心的技术。因此,专家们预言: 机械制造的竞争,其实质是数控技术的竞争。 数控技术是用数字信息对机械运动和工作过程进行控制的技术;是制造业实现自动化、柔性化、集成化生产的基础;是提高产品质量、提高劳动生产率必不可少的物质手段;是国防现代化的重要战略物质;是关系到国家战略地位和体现国家综合国力水平的重要基础性产业。当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。此外世界上各工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采取重大措施来发展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封锁和限制政策。 根据国民经济发展和国家重点建设工程的具体需求,设计制造“高、精、尖”重大数控装备,打破国外封锁,掌握数控装备关键技术,创出中国数控机床品牌,提
高市场占有率是全面提升我国基础制造装备的核心竞争力的关键所在。 1.2本课题要解决的问题 主轴组件是机床的一个重要组成部分,它包括主轴,轴承以及安装在主轴上的传动件。主轴要求传递扭矩,直接承受切削力且还要满足通用机床,专用机床,数控机床各自不同的要求。主轴组件设计应满足的要求: 1)旋转精度 是指轴类工件在装配后,在无负载、低速旋转的条件下,工件前端的径向跳动和轴向窜动量的大小。 2)刚度 指主轴组件在外力的作用下,仍能保持一定工作精度的能力。刚度不足时,不仅影响加工精度和表面质量,还容易引起振动。恶化传动件和轴承的工作条件。 设计时应在其他条件允许的条件下,尽量提高刚度值。 3)抗震性 指主轴组件在切削过程中抵抗强迫振动和自激振动保持平稳运转的能力。抗震性直接影响加工表面质量和生产率,应尽量提高。 4)温升和热变形 温升会引起机床部件热变形,使主轴旋转中心的相对位置发生变化,影响加工精度。并且温度过高会改变轴承等原件的间隙、破坏润滑条件,加速磨损。5)耐磨性 指长期保持其原始精度的能力。主要影响因素是材料热处理、轴承类型和润滑剂方式。 设计时应综合考虑以上几点要求,注意吸收新技术,以获得满意的设计方案。