硫磺制酸(30万吨)和硫铁矿制酸(35万吨)工艺流程图及说明
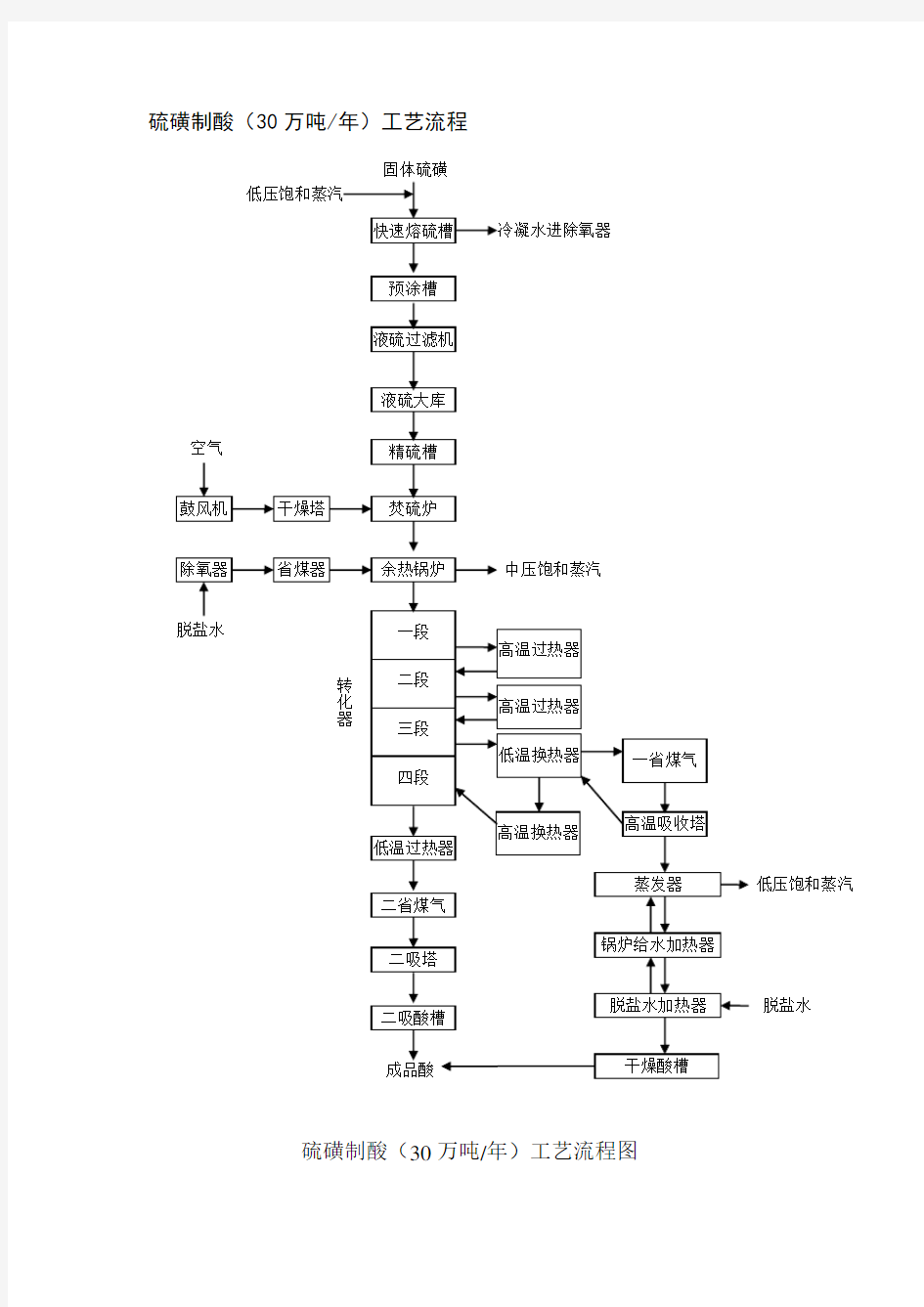

硫磺制酸(30万吨/年)工艺流程
硫磺制酸(30万吨/年)工艺流程图
低压饱和蒸汽 脱盐水
硫磺制酸(30万吨/年)生产线工艺流程说明:
硫磺制酸生产原理:①硫磺燃烧生成SO2,其反应为:S + O2→SO2
②SO2 经“转化”和“吸收”可得硫酸,一般用98.3%的浓硫酸吸收SO3 制硫酸,其反应为:2SO2+ O2→2SO3SO3+ H2O →H2SO4
(1)熔硫工段
原料硫磺室内储存,由带式输送机送入快速熔硫槽内熔融,加热介质为低压蒸汽,生成的粗制液硫经预涂槽、预涂槽泵送入叶片式液硫过滤器制取精制液硫并贮入地下精硫槽,再由液硫输送泵输入液硫贮罐储存,由精硫泵送至焚硫炉内的雾化磺枪。
(2)焚硫和SO2转化工段
液硫由精硫泵加压后经硫磺喷枪机械雾化而喷入焚硫炉,空气经干燥塔干燥并经空气鼓风机加压后与液硫一起燃烧,出焚硫炉的是含10~10.5%SO2、1000~1050℃左右的高温炉气,该高温炉气首先进入余热锅炉回收热量,温度降至425℃再进入转化器的第一段触媒层进行转化。经反应后,温度升至约600~610℃进入高温过热器回收热量,高温过热器换热后温度降至440℃的炉气进入转化器第二段触媒层进行催化反应,转化器后的温度510℃左右的烟气进入第二热交换器(II 换)的管程空间,与来自第一吸收塔经过第三热交换器(III换)预热的SO2气体进行换热,温度降至440℃后进入转化器三段触媒层继续转化,转化后的烟气温度约在457℃左右,进入III换管程空间,与来自一吸塔出口含SO2的工艺烟气换热,降至240℃后进入第一省煤器与余热锅炉给水进行换热,再继续降温至165℃后进入第一吸收塔进SO3吸收,以上的工艺为SO2气体的第一次转化。
完成了第一次转化和吸收的含SO3的工艺烟气,进入转化器四段触媒层继续进行转化,但需要依次进入III换、II换的管程空间进行换热并升温至430℃进入转化器第四段触媒层进行第二次转化,至此,SO2的最终转化率可达到99.8%。二次转化后的工艺气将依次进入低温过热器和第二省煤器进行换热降温至160℃进入第二吸收塔作二次吸收。这样,完成了二转二吸工艺流程。
(3)空气干燥及SO3吸收
空气经过滤后,由空气鼓风机加压后进入干燥塔的底部,自下向上流动,与从塔上部顺流而下的98%浓硫酸在填料层逆流接触,空气中的水份被浓硫酸吸收而干燥,出干燥塔的干空气水份含量指标≤0.1g/Nm3。
经第一、二次转化后生成的SO3先后在第一、二吸收塔内被98%硫酸吸收。该工段使用三塔一泵一槽酸循环吸收流程,即干燥塔、第一、二吸收塔的用于干燥、吸收的喷淋酸,均通过1台共用酸循环槽和1台主酸泵进行三塔的酸循环;将槽中的98%硫酸分别送入各塔上部的管槽式分酸器,并非常均匀的淋洒在整个塔截面上,SO3烟气在塔内作自下而上流动,在填料层中与自上而下的酸逆流接触进行传质吸收过程,过程中SO3吸收率均高达99.99%。在第二吸收塔顶部生成的制酸尾气在塔顶纤维除沫器除去酸沫后送排气筒放空。
(4)硫酸输送储存
成品酸由硫酸泵打入硫酸贮槽储存。
(5)废热回收和余热发电
在制酸过程中产生的余热,配制由高温过热器、低温过热器、第一、二省煤器组成的热能回收系统,产3.82Mpa,T=450℃中温中压
过热蒸汽并选用抽凝式汽轮发电机组进行热电联产。
硫铁矿制酸(35万吨/年)工艺流程
硫铁矿制酸生产原理:
①SO2的制取和净化:将硫铁矿细小的矿粒投放进焙烧炉与氧充分接触燃烧,生成SO2。反应式:4FeS2 + 11O2 = 2Fe2O3 + 8SO2 从焙烧炉里出来的气体中含有SO2、氮气、氧气、水蒸气以及一些杂质,如砷、铅等化合物和矿尘等。杂质和矿尘都会使催化剂作用减弱或失去作用,水蒸气对设备和生产也有不利影响。因此在进行氧化前,必须通过除尘(除去矿尘)、洗涤(除去砷、铅等化合物)、干燥(除去水蒸气)等净化设备来除去这些有害物质。
②SO2氧化成SO3:将SO2跟O2的混合气体加热到一定温度,再通过适当的催化剂,SO2被氧气氧化成SO3。
V2O5
反应式为:2SO2 + O2 2SO3 +Q
③SO3吸收成硫酸:SO3跟水化合生成硫酸。工业上用98.3%的硫酸作吸收剂。
反应式为:SO3 + H2O H2SO4
硫酸
硫铁矿制酸(35万吨/年)工艺流程图
硫铁矿制酸(35万吨/年)工艺流程说明:
(1)原料工段
原料硫铁矿堆放于露天堆场,用铲车运入矿库,用桥式抓斗起重机将原料抓入贮斗内,经皮带给料机均匀加入回转干燥机进行干燥,干燥后的原料含水≤6%,进入链式破碎机粉碎,并经筛分后送入库内堆放。用桥式抓斗起重机将干燥破碎好的硫铁矿抓入成品贮斗,由圆盘给料机均匀加入皮带机,再由皮带栈桥送到焙烧工段沸腾炉加料贮斗。
(2)焙烧工段
沸腾炉加料斗中的矿粉,由皮带加料机送入沸腾炉焙烧。焙烧产生的SO2炉气温度达900~930℃,该炉气经余热锅炉后温度降至400℃左右。在锅炉中产生的中压过热蒸汽,送往汽轮发电机发电。炉气从余热锅炉出来,进入旋风除尘器,经旋风降尘后进入电除尘器进一步除尘。电除尘器除尘效率可达99%。炉气经除尘后含尘0.2g/Nm3左右,温度在300~350℃进入净化工段。
(3)净化工段
由电除尘器出来的炉气进入净化工段空塔及填料洗涤塔,炉气经喷淋的约15%~20%的稀酸洗涤,同时稀酸中水份大量蒸发,炉气绝热冷却至60~70℃,并除去其中的矿尘、砷、氟等有害杂质。炉气在间冷器内冷却,使其中水蒸气冷凝下来,气体温度降至40℃左右,再经电除雾器除去酸雾后进入干吸工段。空塔出口含有矿尘的稀酸,进入斜管沉降器内沉淀,清液流入循环槽,再由泵送至空塔内喷淋,循环使用。少量污酸泥定期排放到污水处理站,用石灰中和后的废泥水送至矿渣增湿器随矿渣一起送入渣仓。在循环泵出口定期引出15%
(H2SO4)稀酸,送到稀酸贮槽。填料洗涤塔和间冷器分别设置稀酸循环系统。在间冷器循环槽内定期加入清水,并依次进入填料洗涤塔循环槽和空塔循环槽。
(4)干吸工段
由净化工段来的炉气在干燥塔内与93%浓硫酸直接接触,除去水份后,由SO2鼓风机送到转化工段。干燥塔出口浓硫酸流入循环槽,由泵送到阳极保护管壳式冷却器,冷却后再送到干燥塔内循环使用。在循环槽内加入第一吸收塔进来的浓度为98%硫酸,同时引出部分92.5% 酸到第一吸收塔循环,以维持干燥循环酸浓度。根据生产需要,在干燥循环泵出口引出部分硫酸,作为成品酸。由转化工段第III换热器来的转化气进入第一吸收塔,用98%浓硫酸吸收成硫酸。由转化器四段触媒出口的转化气,经第IV换热器换热后,进入第二吸收塔进行最后吸收。尾气经60m高烟囱放空。排人尾气SO2浓度≤400ppm。第一,第二吸收塔出口浓硫酸流入各自的循环槽后,由泵分别送到各自的阳极保护管壳式冷却器,冷却后再送至第一、第二吸收塔循环使用。在一吸循环槽内串入干燥塔引来的92.5% 酸,还需加入一定量的水维持浓度。多余的酸由一吸循环泵引出,作为成品酸。
(5)转换工段
SO2鼓风机出口含SO2浓度约为8.75%的干燥炉气,依次经第III 、I换热器升温后进转化器一、二段触媒,进行第一次转化。转化气经换热降温后送入第一吸收塔吸收。未经转化的SO2气体出第一吸收塔后,再经第V、II换热器换热后,进转化器第三、四段触媒层进行二次转化,最终转化率达99.6%以上。气体出转化器进入第V换热器降温后进入第二吸收塔吸收。贮酸工段来自干吸工段的成品硫酸经
计量槽计量后,由泵送入成品库贮存。
(6)余热回收
硫铁矿制酸过程中,焙烧产生的含SO2炉气温度达900~930℃,该炉气进入中压余热锅炉,中压余热锅炉产生的过热蒸汽送往汽轮发电机发电,经过发电做功后,降低为低压蒸汽,低压蒸汽满足磷酸一铵生产线和两钠生产线使用,冷凝水回脱盐水站。
硫磺制酸工艺流程说明
硫磺制酸工艺流程说明 (1)原料工段 固体硫磺由火车运至硫磺仓库,采用人工上料方式,通过一大倾角胶带式输送机将硫磺输送至快速熔硫槽加料口处。 (2)熔硫工段 来自原料工段的固体散装硫磺由胶带输送机送入快速熔硫槽内熔化,经熔化后的熔融液硫自溢流口自流至过滤槽中,由过滤泵送入带助滤剂预涂层的液硫过滤器内过滤后流入液硫中间槽内,再由液硫输送泵输送到液硫贮罐内,液硫由液硫贮罐经精硫 泵(屏蔽泵)送到焚硫转化工段的焚硫炉内燃烧。快速熔硫槽、助滤槽、液硫贮罐、精硫槽等内均设有蒸汽加热管,用0.5?0.6MPa蒸汽间接加热,使硫磺保持熔融状态。助滤槽内设有助滤泵将助滤剂硅藻土预涂到液硫过滤器上。 (3)焚硫及转化工段 液硫由精硫泵加压经磺枪机械雾化而喷入焚硫炉焚烧,硫磺燃烧所需的空气经空气过滤器过滤后,再经空气鼓风机加压、干燥塔干燥后送入焚硫炉。 (4)干吸及成品工段 空气鼓风机设在干燥塔上游,即硫磺焚烧及转化所需空气经过滤器过滤、鼓风机加压后进入干燥塔塔底,用98%硫酸吸收 掉空气中的水分使出塔干燥空气中水分0.1g/Nm3,经塔顶除雾 器除去酸雾后的干燥空气进入焚硫炉。从干燥塔出来的浓度约
97.8%的硫酸流入干吸塔循环槽中,与来自第一吸收塔的吸收酸混合后,经干燥塔酸循环泵加压后送入干燥塔酸冷却器中,经冷却至约70C后送到塔顶进行喷淋。 由转化器第三段出口的气体经冷热换热器和省煤器II回收热量、温度降为172 C后一部分进入第一吸收塔塔底,塔顶用来温度75C、浓度为98.0%的硫酸喷淋,吸收气体中S03后的酸自塔底流出进入干吸塔循环槽中,与来自干燥塔的干燥酸进行混合并用工艺水调节循环酸浓度至98%后,再由一吸塔酸循环泵依 次送入一吸塔酸冷却器冷却后,送至一吸塔塔顶进行喷淋。另一部分一次转化气进入烟酸塔。塔内用104.5%发烟硫酸进行喷淋,吸收转化器中的SO3后,由塔底流入发烟酸循环槽,通过来自一吸塔酸冷却器出口的98%硫酸调节浓度为104.5%,然后经烟酸塔循环泵送入烟酸塔酸冷却器,冷却后的发烟酸一部分作为产 品送至成品工段,另一部分送入烟酸塔塔顶进行喷淋。吸收后的 炉气与另一部分气体混合后再进入第一吸收塔。 由转化器四段出来的二次转化气经低温过热器/省煤器I换热降 温后进入第二吸收塔塔底。该塔用温度为75 C,浓度为98%的 硫酸喷淋,吸收SO3后的硫酸自塔底流入吸收塔循环槽。而后经二吸塔酸循环泵加压,并经二吸塔酸冷却器冷却后进入第二吸收塔喷淋。 98%成品硫酸由干燥酸循环泵出口引出,再经成品酸冷却器冷却至40 C后进入成品酸贮罐。
硫铁矿制酸工艺解读
错误!未找到索引项。 第一章概述 (1) 第一节装置概况 (1) 第二节硫酸及硫氧化物的性质 (2) 第三节工艺流程及其控制特点 (14) 第二章硫铁矿制酸主要工艺原理 (23) 第一节沸腾焙烧工艺原理 (23) 第二节炉气净化工艺原理 (31) 第三节三氧化硫吸收工艺原理 (40) 第四节二氧化硫转化的工艺原理 (47) 第五节循环水工艺原理 (50) 第一章概述 第一节装置概况 江西铜业集团化工有限公司老系统硫酸装置设计生产能力为10万吨/年,以德兴铜矿副产硫精矿为原料,采用氧化焙烧,干法除尘,稀酸酸洗净化和两转两吸接触法制酸工艺。 本装置还具有高回收率和低“三废”排放等优点。总硫回收率期望值可达97%(保证值为96.0%以上),工艺流程采用了二转二吸制酸工艺,“3+1”四段转化,提高硫的利用率,使尾气中SO2及硫酸雾的排放指标低于《大气污染物综合排放标准》,净化工段20%稀酸外运到大山厂和泗州厂做为选矿药剂使用,不外排;硫酸钡烧渣是优质铁精矿,直接销售给钢铁厂,达到综合利用的目的。鼓风机噪音采用消声、隔声及不设固定岗位等有效措施。 本装置技术新、可靠性高,采用以下具有成功业绩的最新技术:DCS 控制系统;阳极保护管壳式酸冷器;二吸塔用高效除雾器控制尾气排放带出酸沫等。
现在建设的江西铜业(德兴)60万吨/年硫铁矿循环经济项目一期工程规模为30万吨/年,项目建成后,年产98%工业硫酸25万吨,105%发烟硫酸15万吨,优质铁精粉18.2万吨,余热发电量7800万度。计划于2012年6月竣工投产。 第二节硫酸及硫氧化物的性质 1 硫酸的物理性质 硫酸的分子量为98.078,分子式为H2SO4。从化学意义上讲,是三氧化硫与水的等摩尔化合物,即SO3·H2O。 在工艺技术上,硫酸是指SO3与H2O以任何比例结合的物质,当SO3与H2O的摩尔比≤1时,称为硫酸,它们的摩尔比﹥1时,称为发烟硫酸。 硫酸的浓度有各种不同的表示方法,在工业上通常用质量百分比浓度表示。 硫酸的主要物理性质为: 20℃时密度g/cm3 1.8305 熔点℃10.37+0.05 沸点℃ 100% 275+5 98.479%(最高) 326+5 气化潜热(326.1℃时),KJ/mol 50.124 熔解热(100%), KJ/mol 10.726 比热容(25℃), J/(g k) 98.5% 1.412 99.22% 1.405 100.39% 1.394 1.1 外观特性 浓硫酸是无色透明液体,能与水或乙醇混合,暴露在空气中迅速吸收空气中的水份。
硫磺制酸转化工段工艺的设计说明
200kt/a硫磺制酸转化工段工艺设计
目录 第一章绪论 (1) 1.1.硫酸的性质与用途 (1) 1.2.硫酸的工业发展史 (2) 1.3.硫酸的工业概况及其发展趋势 (3) 1.3.1.国外硫酸工业概况及其发展趋势 (3) 1.3.2.中国硫酸工业概况及其发展趋势 (4) 第二章厂址的选择 (7) 第三章原料的选择 (9) 3.1.原料的选择 (9) 3.2.硫磺制酸的优点 (9) 3.3.硫磺的来源 (10) 第四章转化工段工艺设计 (12) 4.1.基本原理 (12) 4.1.1.二氧化硫氧化热力学 (12) 4.1.2.二氧化硫氧化动力学 (12) 4.2.工艺流程 (14) 4.2.1.工艺流程的确定 (14) 4.2.1.1.二转二吸与一转一吸 (14) 4.2.1.2."3+1"与"3+2"转化工艺的主要区别 (15) 4.2.1.3.工艺流程的确定 (17) 4.2.2.工艺条件 (18) 4.2.2.1.转化器一段入口条件中二氧化硫含量 (18) 4.3.工艺设备 (20) 4.3.1.转化工段的主要工艺设备 (20) 4.3.2.自动控制方案 (22) 4.4工艺计算 (23) 4.4.1.物料衡算 (24) 4.4.2.能量衡算 (26) 第五章环境保护与安全生产 (33) 5.1.环境保护 (33) 5.2.安全生产 (33) 第六章总结 (34) 致 (36) 参考文献 (38)
第一章 绪论 1.1 硫酸的性质和用途[1,2] 硫酸(H 2SO 4)相对分子质量98.078,是指SO 3与H 2O 的摩尔比等于1的化和物, 或指100% H 2SO 4。外观为无色透明油状液体,密度(20℃)为1.8305g/cm 3。工 业上使用的硫酸是硫酸的水溶液,即SO 3与H 2O 摩尔比≤1的物质。发烟硫酸是 SO 3的硫酸溶液,SO 3与H 2O 的摩尔比≥1的物质,亦为无色油状液体,因其暴露 于空气中,逸出的SO 3与空气中的水分结合形成白色酸雾,固称之为发烟硫酸。 硫酸或发烟硫酸的浓度均可用H 2SO 4质量分数表示。但发烟硫酸的浓度常用 其中所含游离SO 3(即除H 2SO 4也外的SO 3)或全部的SO 3质量分数表示。不同表达 方式的硫酸浓度可用也下公式相互换算: C H 2SO 4=1.225C SO 3 (t)=100+0.225C SO 3 (f) C H 2SO 4——H 2SO 4的质量分数,%; C SO 3 (t)——SO 3的质量分数,%; C SO 3 (f)——游离SO 3质量分数,%。 表1.1 硫酸的组成 几种典型浓度硫酸的组成如上表1.1所示。 硫酸是强酸之一,具有酸的通性。但浓酸有其特殊的性质。物理性质方面,有相对密度大,沸点高,液面上水蒸汽的平衡分压极低等特性;化学方面,有氧化,脱水和磺化的特性,有关物理,化学性质及有关数据可查阅文献。
三种主要制酸方式比较
三种主要制酸(硫酸)方式比较 硫酸的来源主要有三种方式,第一种是硫磺制酸,中国用于制酸的硫磺主要来自石油、天然气加工。2007年国内硫磺制酸2655万吨,占全部硫酸产量的46.6%。第二种是贵金属冶炼,2007年中国冶炼烟气制酸1315万吨,占全部硫酸产量的23.1%。第三种是硫铁矿生产硫酸,2007年硫铁矿制酸1678万吨,占全部硫酸产量的29.4%。 1.硫磺制酸 硫磺制酸污染小,资源利用率高。从近几年来看,中国硫磺制酸原料90%以上进口。2004年进口硫磺676.6万吨,当年硫磺制酸1621.8万吨,占全部硫酸产量的40.6%;2005年进口硫磺830.6万吨,硫磺制酸1974万吨,占全部硫酸产量的42.7%;2006年进口硫磺881万吨,硫磺制酸2233万吨,占全部硫酸产量的44.3%;2007年进口硫磺965万吨,硫磺制酸2655万吨,占全部硫酸产量的46.6%。从2005~2007年,硫磺进口分别增长154万吨、50.4万吨、84万吨。 据业内人士介绍,硫磺制酸比较简单,硫磺燃烧变成二氧化硫,再用水吸收。硫磺浓度比较高,对杂质的清除相对简化,热利用率高,可用废热来发电。每生产1吨硫酸产蒸汽约1.1~1.3吨以上。硫磺制酸投资省、上马快,仅是硫铁矿制酸投资额的40%,操作简单,工人劳动强度低,无废渣、废水等污染。 2.硫铁矿制酸 化合态硫中可作为硫矿石的矿物主要有:黄铁矿、白铁矿、磁黄铁矿等,黄铁矿分布最为广泛,是中国最重要的硫矿石。黄铁矿又称硫铁矿,分子式为FeS2,理论硫含量为53.45%,理论铁含量为46.55%。 硫铁矿是中国主要硫资源,占硫资源总量的80%。其中,硫铁矿占53%,伴生硫铁矿占27%。国内硫铁矿资源贫矿多富矿少,矿石平均含硫品位只有18%,矿石含硫品位大于35%的富矿仅占总储量的5%,主要集中在中南和华东地区,以广东省最多,约占全国富矿总储量的85%。 中国高品位硫铁矿较少且分布不均,不得不依赖于低品位硫铁矿的开发及精炼。目前国内对硫铁矿资源勘探投入不足,现有矿山产量已越来越少,后续资源无法跟上,造成硫铁矿供应短缺,价格飞涨。 目前较大规模的硫铁矿山有:广东云浮硫铁矿、安徽新桥硫铁矿、安徽青阳县硫铁矿、内蒙古炭窑口硫铁矿、山西阳泉硫铁矿、江苏云台山硫铁矿、湖南七宝山硫铁矿和四川绵阳雁门硫铁矿等。另外,还有江西铜业、陕西金堆城钼业、凡口铅锌矿、山东招金集团等一批有色、冶金矿山,附产硫精砂。此外还有300多个硫铁矿生产点,分布在全国各地,大部分为小型矿山地下开采。 硫铁矿制酸固有的缺点是工艺路线复杂,环境污染严重,热能回收率低。硫铁矿燃烧出的二氧化硫烟气通过净化吸收和转化,得到浓度不低于96%的硫酸。后期除尘、净化等工序非常繁琐。 近年来,由于环保要求不断提高,加上硫磺制酸较硫铁矿制酸具有投资少、建设周期短、环保效益好等特点,以及现阶段国外石油回收硫产量的增加,硫磺市场资源充足,致使江苏、浙江等沿海地区一些以硫铁矿为原料的制酸企业纷纷转向硫磺制酸。但2007年由于硫磺价格飙升,以硫铁矿制酸的化肥生产企业成为2007年利润较高的化肥生产商。 硫铁矿是中国自有资源,可保证长期、稳定供应,对硫酸工业的稳定和安全具有重要作
硫磺制酸工艺流程及风机的应用教程文件
硫磺制酸工艺流程及风机的应用 【摘要】硫磺制酸风机是我公司轴流鼓风机涉及的一个新的领域。本文主要针对硫酸工艺和风机的应用谈一些体会,特别是近期云南富瑞机组在执行过程中出现的技术性问题还需完善。 【关键词】硫磺制酸防喘振系统逆流金属钝化现象密封 1.硫酸生产的原料组成: 硫酸生产的原料是指能够产生SO2的含硫物质。工业原料主要有: 硫磺:用硫磺制造硫酸是使用最早而又最好的原料,该原料制造硫酸流程简单、投资省、产品纯、成本低,是一种理想的制酸原料。 硫铁矿:硫铁矿是硫元素在地壳中存在的主要形态之一。主要成分为FeS2(理论含硫量53.45%、含铁量46.55%),矿石品位按实际含硫量多少而分。开采出来的矿石呈块状,必须经过破碎和筛分,同时对浮选硫铁矿和尾砂烘干,对不同成分原料进行混合配料等。在制酸的同时,矿渣可用来生产铁、水泥等。 含硫气体:石油气、焦炉气和煤气中都含有硫化氢,将其分离燃烧可得到二氧化硫。 硫酸盐:用硫酸盐制取硫酸的同时可以制得其它化工产品。如用硫酸钠可联合生产硫酸和纯碱。 此外,有色金属冶炼过程中产生大量的含二氧化硫的烟气、煤燃烧时排出的烟气中均含有二氧化硫,这些气体中的硫化物都是制硫酸的原料,不但回收资源而且还消除了公害。 我国主要以硫铁矿为原料,其次为硫磺和有色金属冶炼废气。我公司目前的AV71-4和 AV80-4轴流压缩机组主要应用于国内硫磺制酸行业规模在30万吨/年以上的装置中。 2.硫磺制酸的工艺 下图为硫磺制酸工艺流程图。工艺流程中同时出现了两种流程的风机配置形式: 2.1在干燥塔前、后均设置风机,塔前为开车风机,塔后为正常生产时使用的风机。2.2只在干燥塔前设置风机,用来开机及生产(或另有备机)。
硫磺制酸焚硫工艺工段设计
JISHOU UNIVERSITY 专业课课程设计 题目名称 200kt/a硫磺制酸焚硫工段的工艺设计 学生姓名谭振华学号 20104064014 学院化学化工学院 专业年级 10级化工1班 指导教师熊绍锋职称副教授 填写时间 2013年2月—2013年3月
化工原理课程设计任务书 (一)设计题目200kta硫磺制酸焚硫工段的工艺设计 设计(论文)的主要任务及目标 设计的主要任务:根据毕业设计课题要求,结合设计条件,主要完成200kt/a 硫磺制酸装置设计说明书、气体流量及组成计算、液体流量及组成计算、气体热量计算、循环酸温计算、主要设备尺寸核算、主要管道尺寸核算。 设计目标:采用先进成熟的工艺设备,节能措施和环保措施,达到高效、节能、环保的要求,取得好的经济效益。 设计(论文)的基本要求和内容 硫磺制酸装置的物料衡算和热量衡算,及主要设备的尺寸计算、定型型号的选择,原辅材料的消耗计算,和带工艺控制点的工艺流程图和设备装备图的绘制,设计说明书的编制。 (二)设计任务及操作条件 设计任务 (1)以硫磺味原料,含S量为S≥99.5%。 (2) 硫磺燃烧率为100%。 (3)年产纯硫酸200kt 操作条件 (1)硫磺以液态形式进入焚硫炉。 (2)控制鼓风机速率。 (3)控制焚硫炉内的温度。 设备型式 喷硫枪,卧式焚硫炉 设备工作日:每年333天,每天24小时连续运行,约8000小时。 (三)设计内容 1).设计说明书的内容 1)焚硫炉的物料衡算;
2)喷硫枪和鼓风机的速率确定; 3)焚硫炉工艺条件及有关物性数据的计算; 4)焚硫炉炉体工艺尺寸计算; 5) 对设计过程的评述和有关问题的讨论。 2、设计图纸要求: 1) 绘制生产工艺流程图(A2号图纸); 2) 绘制焚硫炉设计条件图(A2号图纸)。(四)参考资料 1.物性数据的计算与图表 2.化工工艺设计手册 3.化工过程及设备设计 4.化学工程手册 5.化工原理
硫磺制酸
目录 绪论 (2) 1 熔硫岗位操作规程 (3) 1.1岗位任务与治理范围 (3) 1.2工艺流程与操作指标 (3) 1.3开、停车方法 (4) 1.4岗位操作要点 (6) 1.5不正常现象及处理方法 (7) 2 焚硫及转化岗位操作法 (8) 2.1岗位任务及治理范围 (8) 2.2工艺流程与操作指标 (8) 3 干吸岗位操作法 (11) 3.1岗位任务与治理范围 (11) 3.2工艺流程与操作指标 (11) 4 锅炉岗位操作法 (14) 4.1岗位任务与治理范围 (14) 4.2工艺流程与操作指标 (14) 5 汽轮机、风机岗位操作法 (16) 5.1岗位任务与治理范围 (16) 5.2操作指标 (16) 6 脱盐水岗位操作法 (17) 6.1岗位任务与治理范围 (17) 6.2工艺流程与操作指标 (17) 结论 ................................................ 错误!未定义书签。参考文献 .............................................. 错误!未定义书签。
绪论 硫酸是重要的化工原料,生产硫酸的原料主要有硫磺,冶炼烟气和硫铁矿。硫磺是当前世界硫酸生产的主要原料,全世界硫磺制酸约占75%,硫铁矿制酸约占16%。与硫铁矿制酸相比,硫磺制酸具有投资省,流程简单,能源利用率高和操作人员少等优点,比硫铁矿制酸更经济,并可减少废水和废渣排放,更好的达到环保要求。 由于天然硫资源缺乏,近几年由于国际硫磺价格降低,国内硫铁矿供应紧张,促使国内硫磺制酸得到很快发展(见附图1)。 我国硫磺制酸发展需要注意以下几点: 1﹑装置大型化 对于硫磺制酸来说,由于工艺流程短,操作控制容易,装置易大型化。 2﹑采用两转两吸新工艺,选用新型催化剂 两转两吸流程在工艺﹑设备上日趋成熟,新建装置应尽量采用两转两吸流程,同时应选用高活性﹑低燃点和低压降的新型钒催化剂,从而提高转化率,降低能耗和减少二氧化硫排放。 3﹑综合利用余热资源 应充分利用硫磺制酸过程中产生的大量高﹑中﹑低温余热,用于产生次高压蒸汽或中压蒸汽以及低压蒸汽。 4﹑提高装置自动化水平 硫磺制酸流程简单﹑操作方便﹑工艺稳定,容易实现微机自动控制。在新建的或改建硫磺制酸装置时,应采用微分集散控制系统,提高自动化水平。
烟气制酸工艺流程
该烟气制酸根据冶炼系统提供的二氧化硫烟气,采用了技术先进、经验成熟的工艺。烟气净化采用稀酸洗涤、绝热蒸发稀酸冷却移热、动力波气体净化工艺流程。干燥和吸收采用一级干燥、两级吸收、循环酸泵后冷却工艺流程。转化采用“3+1”式四段双接触转化工艺,“ⅣⅡⅠa—ⅢⅠb”换热流程。废酸处理采用硫化法处理工艺。 烟气制酸系统按工序分为净化工段、干吸工段、转化工段、酸库工段、废酸处理工段。 (1)净化工段 烟气制酸净化系统采用动力波泡沫洗涤烟气净化技术,该技术已在国内成功应用并国产化,其基本流程为:将由收尘系统来的温度为300℃的冶炼铜时产生的烟气送入净化工段,该烟气首先在一级动力波洗涤器逆喷管中被绝热冷却和洗涤并除去杂质,然后通过一级动力波气液分离槽进行气液分离,分离后的气体进入气体冷却塔进一步冷却及除杂,由气体冷却塔出来的气体进入二级动力波洗涤器的逆喷段进一步除杂。从二级动力波洗涤器出来的烟气中绝大部分烟尘、砷及氟等杂质已被清除,同时烟气温度降至40℃左右,然后进入两级管式电除雾除下酸雾,使烟气中的酸雾含量降至≤5mg/Nm3。烟气中夹带的少量砷、尘等杂质也进一步被清除,净化后的烟气送往干吸工段。 净化工段中的一级动力波洗涤器、气体冷却塔、二级动力波洗涤器均有单独的稀酸循环系统。气体冷却塔的循环酸通过板式换热器进行换热,将热量移出系统。稀酸采取由稀向浓,由后向前的串酸方式。根据废酸中含砷、含氟、含尘量从一级动力波洗涤器中抽出一定的量送至沉降槽、过滤器沉降。底流送至现有的铅压滤系统进行液固分离,产生的副产品铅滤饼可外售,其
滤液与过滤器的上清液一起送至废酸处理工段进行进一步处理。 (2)干吸工段 干吸工段采用了常规的一级干燥、二次吸收、循环酸泵后冷却的流程与双接触转化工艺相对应。干吸工段基本流程为将来自净化工段经二级电除雾器的烟气在干燥塔入口加入空气,将烟气中氧硫比调到1.0后进入干燥塔,在塔内与塔顶喷淋下来的95%硫酸充分接触,经丝网捕沫器捕沫,使出口烟气含水份≤0.1g/Nm3后进入SO2主鼓风机。来自一次转化的SO3烟气进入第一吸收塔,在塔内与塔顶喷淋下来的约98%的浓硫酸充分接触,吸收烟气中的SO3生成硫酸,烟气经纤维除雾器后进入转化工段进行二次转化。经二次转化的SO3烟气进入第二吸收塔,在塔内与塔顶喷淋下来的98%浓硫酸充分接触,吸收烟气中的SO3生成硫酸,烟气经纤维除雾器除雾后将酸雾量降至≤42mg/Nm3,然后由100m尾气烟囱排空。 干燥塔、第一吸收塔以及第二吸收塔均设有单独的酸循环系统,循环方式均为塔→槽→泵→酸冷却器→塔。干燥塔循环酸吸收烟气中的水分后浓度有所降低,而第一吸收塔和第二吸收塔的循环酸吸收SO3后浓度有所提高,根据工艺操作要求各自需维持一定的酸浓度,为此采用干燥和吸收相互串酸和加水的方式进行自动调节。系统中多余的98%酸或者93%酸可作为成品酸产出。 (3)转化工段 从SO2鼓风机来的冷SO2气体,俗称一次气,利用第Ⅳ热交换器、第Ⅱ热交换器和第Ⅰa热交换器被第四、二段触媒层出来的热气体和第一段触媒层出来的部分热气体加热到420℃进入转化器一段触媒层。经第一、二、三段触媒层催化氧化后SO2转化率约为94.3%的SO3气体,经各自对应的换热器换
新硫铁矿制酸工艺流程
*硫铁矿制酸工艺流程* *该 装 置以固体硫铁矿为原料,采用沸腾焙烧,中压余热锅炉回收高温热能发电,干法收尘,带电除尘的稀酸洗封闭净化和“3+2”五段转化两转两吸工艺流程。硫酸生产工艺流程图见图2-1所示。 破碎 干燥器 块矿 空气 煤 硫精矿 热风炉 除尘 尾气排放 沸腾炉 空气 SO 2炉气 废热锅炉 旋风除尘、电除尘 增湿器 炉渣 蒸汽发电 冷却、洗涤塔 净化、电除雾 循环酸 废酸送磷铵工段 酸泥送污水处理站 干燥塔 SO 2鼓风机 二转二吸 尾气吸收 成品硫酸 尾气放空
年产12万吨硫酸生产工艺主要由原料工段、焙烧工段、净化工段、干吸工段、转化工段、贮酸工段组成。 (1)原料工段 a、原料硫精矿运入装置内,先堆放于露天堆场,再用铲车运入矿库,用桥式抓斗起重机将原料抓入贮斗内,经皮带给料机均匀加入回转干燥机进行干燥,干燥后的原料含水6%,进入链式破碎机粉碎,并经筛分后送入库内堆放。 b、用桥式抓斗起重机将干燥破碎好的硫精砂抓入成品贮斗,由圆盘给料机均匀加入皮带机,再由皮带栈桥送到焙烧工段沸腾炉加料贮斗。 (2)焙烧工段 沸腾炉加料斗中的矿粉,由皮带加料机送入沸腾炉焙烧。焙烧产生的SO2炉气温度达900~930℃,该炉气经余热锅炉后温度降至400℃左右。在锅炉中产生的中压过热蒸汽,送往汽轮发电机发电。炉气从余热锅炉出来,进入旋风除尘器,经旋风降尘后进入电除尘器进一步除尘。电除尘器除尘效率可达99%。炉气经除尘后含尘0.2g/Nm3左右,温度300~350℃进入净化工段。沸腾炉排出的矿渣,余热锅炉,旋风除尘器排出的矿尘都经冷却滚筒冷却后,与电除尘器排出的矿尘,一并用埋刮板输送机输送到矿渣增湿器,喷入水使矿渣降温增湿,再由胶带输送机送往贮仓。 焙烧硫铁矿所需空气由沸腾炉鼓风机送入。
硫磺制酸工艺规程与操作规程
硫磺制酸工艺规程与操作规程 第一部分:工艺规程: 一:产品说明: 硫酸是三氧化硫(SO3)和水(H2O)的化合物,硫酸的分子式:H2SO4, 纯硫酸的分子量为98.08,是无色、无臭而透明的油状液体。 工业上生产的硫酸都是纯硫酸(100%)的水溶液。其性质如下: (一)硫酸的浓度与比重: 商品硫酸的浓度为≥92.5%,浓度较高的硫酸比重与浓度对照表见下表。在同一温度下,硫酸水溶液的比重随着它的浓度的增加而增加,当浓度达到97%时比重达到最大值,过此则递减至100%时为止。 同一浓度的硫酸,它的比重随温度的升高而降低。 20℃时硫酸的比重与浓度对照表 (二)硫酸的结晶温度: 在浓硫酸(指浓度在90%以上)范围内,98%硫酸结晶温度-0.7℃,93%硫酸结晶温度-27℃。因此,商品硫酸为93%的硫酸。 (三)硫酸的沸点和蒸汽压: 当硫酸浓度在98.3%以下时,它的沸点随浓度的升高而增加,浓度为
98.3%的硫酸,沸点最高(336.6℃),以后则开始下降。100%硫酸的沸点为296.2℃。 硫酸水溶液上面的总蒸汽压,随其浓度的增加而逐渐下降,当浓度增加到98.3%时,蒸汽压降至最小值。 硫酸上面的蒸汽是由H2O、H2SO4和SO3分子的混合物所组成。在这种情况下,仅98.3%硫酸的蒸汽成分与液体成分相同。 水蒸汽压小是硫酸的重要性质。温度越低、浓度越高,酸液面上的水蒸气平衡分压越小。用浓硫酸来干燥气体就是利用了这一性质。 (四)硫酸的稀释热: 硫酸能以任何比例与水混合。硫酸中加入水就有热量放出,用水稀释的浓度越低,放出的热量越多。 如果将硫酸无限稀释下去,直到再加水也不会有热量发生,这样整个过程放出热量的总和称为溶解热或无限稀释热,它等于22000卡/摩尔。 由于浓硫酸的稀释热很大,同时由于酸、水比重上的差异,因此,在实验室中稀释浓硫酸时,不能将水倒入硫酸,必须将硫酸慢慢注入水中,同时不断搅拌,以防反应过剧造成酸沫飞溅伤人。在生产过程中,需要往浓硫酸中加水时应当用密闭设备,上设足够大的水汽排出口,而且加水不可过猛。 (五)浓硫酸的特性: (1)、吸水性: 浓硫酸具有强烈的吸水性,浓硫酸容易吸收空气中的水而变稀,工业上利用这一性质将其作为空气或气体的干燥剂。而储存浓硫酸的设备或容器必须密闭,以防吸水。
硫磺制酸(30万吨)和硫铁矿制酸(35万吨)工艺流程图及说明
硫磺制酸(30万吨/年)工艺流程 硫磺制酸(30万吨/年)工艺流程图 低压饱和蒸汽 脱盐水
硫磺制酸(30万吨/年)生产线工艺流程说明: 硫磺制酸生产原理:①硫磺燃烧生成SO2,其反应为:S + O2→SO2 ②SO2 经“转化”和“吸收”可得硫酸,一般用98.3%的浓硫酸吸收SO3 制硫酸,其反应为:2SO2+ O2→2SO3SO3+ H2O →H2SO4 (1)熔硫工段 原料硫磺室内储存,由带式输送机送入快速熔硫槽内熔融,加热介质为低压蒸汽,生成的粗制液硫经预涂槽、预涂槽泵送入叶片式液硫过滤器制取精制液硫并贮入地下精硫槽,再由液硫输送泵输入液硫贮罐储存,由精硫泵送至焚硫炉内的雾化磺枪。 (2)焚硫和SO2转化工段 液硫由精硫泵加压后经硫磺喷枪机械雾化而喷入焚硫炉,空气经干燥塔干燥并经空气鼓风机加压后与液硫一起燃烧,出焚硫炉的是含10~10.5%SO2、1000~1050℃左右的高温炉气,该高温炉气首先进入余热锅炉回收热量,温度降至425℃再进入转化器的第一段触媒层进行转化。经反应后,温度升至约600~610℃进入高温过热器回收热量,高温过热器换热后温度降至440℃的炉气进入转化器第二段触媒层进行催化反应,转化器后的温度510℃左右的烟气进入第二热交换器(II 换)的管程空间,与来自第一吸收塔经过第三热交换器(III换)预热的SO2气体进行换热,温度降至440℃后进入转化器三段触媒层继续转化,转化后的烟气温度约在457℃左右,进入III换管程空间,与来自一吸塔出口含SO2的工艺烟气换热,降至240℃后进入第一省煤器与余热锅炉给水进行换热,再继续降温至165℃后进入第一吸收塔进SO3吸收,以上的工艺为SO2气体的第一次转化。
硫磺制酸工艺流程
硫磺制酸工艺流程 硫磺制酸工艺流程说明 (1)原料工段 固体硫磺由火车运至硫磺仓库,采用人工上料方式,通过一大倾角胶带式输送机将硫磺输送至快速熔硫槽加料口处。 (2)熔硫工段 来自原料工段的固体散装硫磺由胶带输送机送入快速熔硫槽内熔化,经熔化后的熔融液硫自溢流口自流至过滤槽中,由过滤泵送入带助滤剂预涂层的液硫过滤器内过滤后流入液硫中间槽内,再由液硫输送泵输送到液硫贮罐内,液硫由液硫贮罐经精硫泵(屏蔽泵)送到焚硫转化工段的焚硫炉内燃烧。快速熔硫槽、助滤槽、液硫贮罐、精硫槽等内均设有蒸汽加热管,用0.5~0.6MPa蒸汽间接加热,使硫磺保持熔融状态。助滤槽内设有助滤泵将助滤剂硅藻土预涂到液硫过滤器上。 (3)焚硫及转化工段 液硫由精硫泵加压经磺枪机械雾化而喷入焚硫炉焚烧,硫磺燃烧所需的空气经空气过滤器过滤后,再经空气鼓风机加压、干燥塔干燥后送入焚硫炉。 (4)干吸及成品工段 空气鼓风机设在干燥塔上游,即硫磺焚烧及转化所需空气经过滤器过滤、鼓风机加压后进入干燥塔塔底,用98%硫酸吸收掉空气中的水分使出塔干燥空气中水分0.1g/Nm3,经塔顶除雾器除去酸雾后的干燥空气进入焚硫炉。从干燥塔出来的浓度约97.8%的硫酸流入干吸塔循环槽中,与来自第一吸收塔的吸收酸混合后,经干燥塔酸循环泵加压后送入干燥塔酸冷却器中,经冷却至约70℃后送到塔顶进行喷淋。 由转化器第三段出口的气体经冷热换热器和省煤器II回收热量、温度降为172℃后一部分进入第一吸收塔塔底,塔顶用来温度75℃、浓度为98.0%的硫酸喷淋,吸收气体中SO3后的酸自塔底流出进入干吸塔循环槽中,与来自干燥塔的干燥酸进行混合并用工艺水调节循环酸浓度至98%后,再由一吸塔酸循环泵依次送入一吸塔酸冷却器冷却后,送至一吸塔塔顶进行喷淋。另一部分一次转化气进入烟酸塔。塔内用104.5%发烟硫酸进行喷淋,吸收转化器中的SO3后,由塔底流入发烟酸循环槽,通过来自一吸塔酸冷却器出口的98%硫酸调节浓度为104.5%,然后经烟酸塔循环泵送入烟酸塔酸冷却器,冷却后的发烟酸一部分作为产品送至成品工段,另一部分送入烟酸塔塔顶进行喷淋。吸收后的炉气与另一部分气体混合后再进入第一吸收塔。 由转化器四段出来的二次转化气经低温过热器/省煤器I换热降温后进入第二吸收塔塔底。该塔用温度为75℃,浓度为98%的硫酸喷淋,吸收SO3后的硫酸自塔底流入吸收塔循环槽。而后经二吸塔酸循环泵加压,并经二吸塔酸冷却器冷却后进入第二吸收塔喷淋。 98%成品硫酸由干燥酸循环泵出口引出,再经成品酸冷却器冷却至40℃后进入成品酸贮罐。
硫磺为原料制硫酸工艺流程
硫磺为原料生产硫酸 工艺 设计人:赵东波 学号:10074120 原料:硫磺 完成时间:2012年4月
一.硫磺制硫酸工艺 以硫磺为原料制硫酸,其炉气无需净化,经适当降温后便可进入转化工段,转化后经吸收即可成酸。该流程无废渣、污水排出,流程简单,成本低。 二.硫磺制酸工艺流程 以硫磺制酸工艺流程主要有:原料预处理、熔硫、焚硫及转化、干燥及成品。 硫磺制酸工艺流程说明 (1)原料工段 固体硫磺由火车运至硫磺仓库,采用人工上料方式,通过一大倾角胶带式输送机将硫磺输送至快速熔硫槽加料口处。 (2)熔硫工段 来自原料工段的固体散装硫磺由胶带输送机送入快速熔硫槽内熔化,经熔化后的熔融液硫自溢流口自流至过滤槽中,由过滤泵送入带助滤剂预涂层的液硫过滤器内过滤后流入液硫中间槽内,再由液硫输送泵输送到液硫贮罐内,液硫由液硫贮罐经精硫泵(屏蔽泵)送到焚硫转化工段的焚硫炉内燃烧。快速熔硫槽、助滤槽、液硫贮罐、精硫槽等内均设有蒸汽加热管,用0.5~0.6MPa蒸汽间接加热,使硫磺保持熔融状态。助滤槽内设有助滤泵将助滤剂硅藻土预涂到液硫过滤器上。 (3)焚硫及转化工段 液硫由精硫泵加压经磺枪机械雾化而喷入焚硫炉焚烧,硫磺燃烧所需的空气经空气过滤器过滤后,再经空气鼓风机加压、干燥塔干燥后送入焚硫炉。 (4)干吸及成品工段 空气鼓风机设在干燥塔上游,即硫磺焚烧及转化所需空气经过滤器过滤、鼓风机加压后进入干燥塔塔底,用98%硫酸吸收掉空气中的水分使出塔干燥空气中水分0.1g/Nm3,经塔顶除雾器除去酸雾后的干燥空气进入焚硫炉。从干燥塔出来的浓度约97.8%的硫酸流入干吸塔循环槽中,与来自第一吸收塔的吸收酸混合后,经干燥塔酸循环泵加压后送入干燥塔酸冷却器中,经冷却至约70℃后送到塔顶进行喷淋。 由转化器第三段出口的气体经冷热换热器和省煤器II回收热量、温度降为172℃后一部分进入第一吸收塔塔底,塔顶用来温度75℃、浓度为98.0%的硫酸喷淋,吸收气体中SO3后的酸自塔底流出进入干吸塔循环槽中,与来自干燥塔的干燥酸进行混合并用工艺水调节循环酸浓度至98%后,再由一吸塔酸循环泵依次送入一吸塔酸冷却器冷却后,送至一吸塔塔顶进行喷淋。另一部分一次转化气进入烟酸塔。塔内用104.5%发烟硫酸进行喷淋,吸收转化器中的SO3后,由塔底流入发烟酸循环槽,通过来自一吸塔酸冷却器出口的98%硫酸调节浓度为104.5%,然后经烟酸塔循环泵送入烟酸塔酸冷却器,冷却后的发烟酸一部分作为产品送至成品工段,另一部分送入烟酸塔塔顶进行喷淋。吸收后的炉气与另一部分气体混合后再进入第一吸收塔。 由转化器四段出来的二次转化气经低温过热器/省煤器I换热降温后进入第二吸收塔塔底。该塔用温度为75℃,浓度为98%的硫酸喷淋,吸收SO3后的硫酸自塔底流入吸收塔循环槽。而后经二吸塔酸循环泵加压,并经二吸塔酸冷却器冷却后进入第二吸收塔喷淋。 98%成品硫酸由干燥酸循环泵出口引出,再经成品酸冷却器冷却至40℃后进入成品酸贮罐。 三.尾气处理 目前,处理硫酸装置尾气(低浓度SO2烟气)的方法较多,有氨法、钙法、钠碱法、氧化锌法等。 氨法脱硫是根据氨与SO2、水反应生成脱硫产物的基本机理进行的,氨是一种良好的碱
年产10万吨硫铁矿制酸及10万吨磷酸一铵项目可行性研究报告-
目录 第一章总论 (1) 第一节项目名称及承办单位 (1) 第二节项目背景和建设必要性 (2) 第三节生产方案及建设规模 (3) 第四节建设投资及资金来源 (4) 第五节经济评价 (5) 第六节可行性研究结论 (5) 第二章市场分析与建设规模 (6) 第一节项目产品市场分析 (6) 第二节建设规模 (9) 第三章建设条件与厂址选择 (10) 第一节自然环境条件 (10) 第二节社会经济条件 (12) 第三节建设厂址的选择 (12) 第四章工艺技术及设备布置方案 (14) 第一节硫精砂制酸工艺设备方案 (14) 第二节磷酸一铵工艺设备方案 (17) 第三节设备布置 (24) 第五章公用工程及辅助设施方案 (25) 第一节总平面布置和运输 (25) 第二节土建工程 (25) 第三节辅助工程 (26) 第六章环境保护 (28)
第一节设计依据 (28) 第二节设计采用的环境保护标准 (28) 第三节项目建设对环境的影响 (29) 第五节环境保护措施 (31) 第七章节能节水 (34) 第一节设计依据 (34) 第二节能源消耗分析 (34) 第三节节能方案技术设计 (34) 第四节节能节水措施 (35) 第八章劳动安全卫生与消防 (38) 第一节设计依据 (38) 第二节生产过程中主要危险因素分析 (38) 第三节设计采用的安全卫生技术措施 (41) 第四节消防 (43) 第九章企业组织与劳动定员 (44) 第一节企业组织 (44) 第二节劳动定员 (45) 第三节人员培训 (45) 第十章项目实施进度 (46) 第一节项目实施阶段 (46) 第二节项目实施进度 (47) 第十一章投资估算与资金筹措 (49) 第一节投资估算 (49) 第二节资金筹措方式和来源 (50) 第十二章经济及社会效益评价 (51)
硫磺制酸设计说明书
目录 1概述 (1) 1.1系统组成 (1) 2技术规范 (1) 2.1工艺条件 (1) 2.2余热锅炉规范 (1) 2.3余热锅炉受热面积和全水容积 (1) 3系统说明 (2) 3.1烟气流程 (2) 3.2汽水流程 (2) 4主要结构说明 (2) 4.1火管锅炉 (2) 4.2高温过热器1B (3) 4.3低温过热器4A、省煤器4A/4C (4) 4.4省煤器3B (5) 5安全附件及阀门 (5) 6锅炉控制系统 (6) 6.1过热蒸汽压力控制 (6) 6.2过热蒸汽温度控制 (6) 6.3锅炉汽包液位控制 (6) 6.4汽包紧急放水联锁 (7) 6.5锅炉汽包压力控制 (7) 6.6声光报警 (7) 7公用工程条件 (7) 7.1工业冷却水用量 (7) 7.2电源 (7)
8锅炉型号编制说明 (8) 9锅炉的水质要求 (8) 10排放和清理要求 (8) 11设计和制造标准规范 (8) 12检验和试验 (9)
1概述 本套余热锅炉适用于80万吨/年硫磺制酸系统。回收制酸系统热量生产中压过热蒸汽(3.82MPa、450℃),供汽轮发电机组发电。 1.1系统组成 1.1.1火管锅炉,设在焚硫炉出口; 1.1.2高温过热器1B,设在转化器一段出口; 1.1.3省煤器3B,设在转化器三段出口; 1.1.4低温过热器4A、省煤器4A/4C,设在转化器四段出口; 2技术规范 2.1工艺条件 表1 余热锅炉工艺条件表 2.2余热锅炉规范 表2 余热锅炉规范 2.3余热锅炉受热面积和全水容积 表3 余热锅炉受热面积和全水容积
3系统说明 3.1烟气流程 来自焚硫炉出口烟道的1056℃左右高温烟气进入火管锅炉的进口烟箱,由进口烟箱分流,通过锅壳的烟管,冷却到385℃,再经焚硫炉的高温烟气混合到420℃进入转化一段;转化一段出口的烟气经高温过热器1B从617℃左右冷却到445℃后进转化器二段;转化三段出口的烟气通过热交换器冷却到280℃,再经省煤器3B冷却到170℃引出;转化四段出口的烟气依次通过低温过热器4A、省煤器4A/4C从430℃冷却到140℃进一吸塔。 3.2汽水流程 脱盐水经除氧器除氧加热后到108℃后经锅炉给水泵分别送入省煤器4A、3B、4C,加热到245℃左右进入锅炉汽包。 汽包产生的饱和蒸汽依次通过低温过热器4A、喷水减温器A、高温过热器1B低温段、喷水减温器B、高温过热器1B高温段,加热到450℃后送出界区。 本系统最终产生3.82MPa(G)、450℃的中压过热蒸汽。 4主要结构说明 4.1火管锅炉 火管锅炉为卧式并联双锅筒自然循环锅炉,露天布置。由公用汽包、锅壳、进出口烟箱和锅炉范围内管系等部件组成。 烟管固定在锅壳两端的管板上。烟气由进口烟箱分流,纵向通过烟管,在出口烟箱内汇流引出。为避免高温烟气直接冲刷锅壳的前管板,在前管板表面浇筑耐高温的耐火保护层,并在每根烟管进口处安装了锆质耐高温保护套管。进口烟箱上设有人孔,可以在计划停车期间,入内检查保护层及保护套管的完好程度。出口烟箱底部设有排酸口。 整台锅炉由八个鞍式支座支承,其中两个锅壳下面分别安置两个,前、后
制酸工艺流程简述
硫酸工艺技术规程 硫酸装置设计生产能力为15万吨/年,日产能力为500吨(以100%H2SO4计),以硫精砂为原料,采用沸腾焙烧、酸洗净化、4+1两转两吸接触法制酸工艺。并采用中压锅炉、 板式换热器及省煤器回收焙烧和转化工序的废热产生中压过热蒸汽用于发电。 装置包括以下生产设施和辅助设施: 生产设施有原料工序、焙烧工序、净化工序、转化工序、干吸工序、成品工序、排渣工序、余热发电工序。 辅助设施有控制室、变配电所、柴油发电机组、脱盐水站、污水处理站、循环水站、界区内给排水、界区内供电和道路照明。 原料工序采用矿石和尾沙混烧法,用铲车将含硫不同的原料通过混料机混料,混合后的物料过筛,经天车送到成品区。大颗粒外送或送到破碎。矿石经过三级破碎,粒度在3mm 以下进入仓库。 焙烧工序采用流态化焙烧,干法除尘,将硫精砂焙烧成SO2烟气,然后降温降尘输送至净化工序,同时废热锅炉的汽包输出中压蒸汽至余热发电工序发电。设有沸腾炉(配用鼓风机350kw)、废热锅炉、旋风除尘器和电除尘器等设备。 净化工序设计采用一文氏管—两级洗涤塔—两级电除雾器的酸洗净化工艺及稀酸冷却流程。对SO2烟气酸洗、冷却、除雾。 干吸工序采用四塔流程,塔槽一体设备,对净化后的SO2烟气用95%硫酸干燥,然后由SO2风机送往转化工序,转化工序过来的SO3烟气经发烟硫酸一次吸收和98%硫酸两次吸收后排空,生产的发烟硫酸送到三氧化硫蒸发工序生产气体三氧化硫供给氯磺酸工段,生产的105酸、65酸、液体三氧化硫外卖或送到储罐区,产生的浓H2SO4送往成品工序,设有SO2风机(1250kw)、一个干燥塔,三个吸收塔等设备。 转化工序采用4+1两转工艺,对干吸工序过来的SO2烟气转化SO3烟气。设有电加热炉、转化器、换热器等设备。 成品工序存储和装运98%浓H2SO4。设有浓酸贮罐3000m3×2个,4台装酸泵、4个 汽车装酸嘴等设备。 排渣工序将焙烧产生的渣灰用水冲洗后进入浓密机,由渣浆泵送到高频筛,分成大于120目大颗粒和小颗粒渣,大颗粒返回球磨机,经球磨机粉碎后回到浓密机,在回到高频筛。小颗粒渣从浓密机下来直接进入磁选机,经过三级磁选和磁力脱水槽后,铁精粉进入带式过滤机,脱水成为铁精粉成品销售。从磁选机和磁力脱水槽出来的尾渣进入尾矿回收机,回收的含铁高的部分重新回到球磨机,进入磁铁的流程,剩余的尾渣回到尾矿浓密机,经过压滤机泵输送到压滤机,脱水后滤饼成为尾渣矿,销售到水泥厂。 余热发电工序利用废热锅炉产生的中压蒸汽,通过透平发电机发电,设备有透平发电机、冷凝器、减温减压器、分汽缸、抽汽器、除氧器等设备、设施。 脱盐水站给锅炉制备脱盐水,产量70T/h。 污水处理站利用石灰乳中和来处理装置产生的废水,其中净化稀酸量1.0T/h。 循环水站包含制酸循环水站、发电循环水站,配有三台循环水泵,为二开一备。
硫磺制酸工艺规程与操作规程
硫磺制酸工艺规程与操作规程 1
硫磺制酸工艺规程与操作规程 第一部分:工艺规程: 一:产品说明: 硫酸是三氧化硫(SO3)和水(H2O)的化合物,硫酸的分子式:H2SO4, 纯硫酸的分子量为98.08,是无色、无臭而透明的油状液体。 工业上生产的硫酸都是纯硫酸(100%)的水溶液。其性质如下:(一)硫酸的浓度与比重: 商品硫酸的浓度为≥92.5%,浓度较高的硫酸比重与浓度对照表见下表。 在同一温度下,硫酸水溶液的比重随着它的浓度的增加而增加,当浓度达到97%时比重达到最大值,过此则递减至100%时为止。 同一浓度的硫酸,它的比重随温度的升高而降低。 20℃时硫酸的比重与浓度对照表 (二)硫酸的结晶温度: 在浓硫酸(指浓度在90%以上)范围内,98%硫酸结晶温度- 2
0.7℃,93%硫酸结晶温度-27℃。因此,商品硫酸为93%的硫酸。(三)硫酸的沸点和蒸汽压: 当硫酸浓度在98.3%以下时,它的沸点随浓度的升高而增加,浓度为98.3%的硫酸,沸点最高(336.6℃),以后则开始下降。100%硫酸的沸点为296.2℃。 硫酸水溶液上面的总蒸汽压,随其浓度的增加而逐渐下降,当浓度增加到98.3%时,蒸汽压降至最小值。 硫酸上面的蒸汽是由H2O、H2SO4和SO3分子的混合物所组成。在这种情况下,仅98.3%硫酸的蒸汽成分与液体成分相同。 水蒸汽压小是硫酸的重要性质。温度越低、浓度越高,酸液面上的水蒸气平衡分压越小。用浓硫酸来干燥气体就是利用了这一性质。 (四)硫酸的稀释热: 硫酸能以任何比例与水混合。硫酸中加入水就有热量放出,用水稀释的浓度越低,放出的热量越多。 如果将硫酸无限稀释下去,直到再加水也不会有热量发生,这样整个过程放出热量的总和称为溶解热或无限稀释热,它等于 2 卡/摩尔。 由于浓硫酸的稀释热很大,同时由于酸、水比重上的差异,因此,在实验室中稀释浓硫酸时,不能将水倒入硫酸,必须将硫酸慢慢 3
硫铁矿制酸工艺
第一章概述 第一节装置概况 江西铜业集团化工有限公司老系统硫酸装置设计生产能力为10万 吨/年,以德兴铜矿副产硫精矿为原料,采用氧化焙烧,干法除尘,稀酸酸洗净化和两转两吸接触法制酸工艺。 本装置还具有高回收率和低―三废‖排放等优点。总硫回收率期望值可达97%(保证值为96.0%以上),工艺流程采用了二转二吸制酸工艺,―3+1‖四段转化,提高硫的利用率,使尾气中SO2及硫酸雾的排放指标低于《大气污染物综合排放标准》,净化工段20%稀酸外运到大山厂和泗州厂做为选矿药剂使用,不外排;硫酸钡烧渣是优质铁精矿,直接销售给钢铁厂,达到综合利用的目的。鼓风机噪音采用消声、隔声及不设固定岗位等有效措施。 本装置技术新、可靠性高,采用以下具有成功业绩的最新技术:DCS 控制系统;阳极保护管壳式酸冷器;二吸塔用高效除雾器控制尾气排放 带出酸沫等。 现在建设的江西铜业(德兴)60万吨/年硫铁矿循环经济项目一期工程规模为30万吨/年,项目建成后,年产98%工业硫酸25万吨,105%发烟硫酸15万吨,优质铁精粉18.2万吨,余热发电量7800万度。计划于2012年6月竣工投产。 第二节硫酸及硫氧化物的性质 1 硫酸的物理性质 硫酸的分子量为98.078,分子式为H2SO4。从化学意义上讲,是三氧化硫与水的等摩尔化合物,即SO3·H2O。 在工艺技术上,硫酸是指SO3与H2O以任何比例结合的物质,当SO3与H2O的摩尔比≤1时,称为硫酸,它们的摩尔比﹥1时,称为发烟硫酸。
硫酸的浓度有各种不同的表示方法,在工业上通常用质量百分比浓度表示。 硫酸的主要物理性质为: 20℃时密度g/cm3 1.8305 熔点℃10.37+0.05 沸点℃ 100% 275+5 98.479%(最高) 326+5 气化潜热(326.1℃时),KJ/mol 50.124 熔解热(100%), KJ/mol 10.726 比热容(25℃), J/(g k) 98.5% 1.412 99.22% 1.405 100.39% 1.394 1.1 外观特性 浓硫酸是无色透明液体,能与水或乙醇混合,暴露在空气中迅速吸收空气中的水份。 发烟硫酸是无色或微有颜色的粘稠状液体,敞口则挥发窒息性三氧化硫烟雾。 1.2化学组成 分子量:98.08 O 分子式:H2SO4‖ 分子结构:HO-S -OH ‖ O 1.3密度 100%H2SO4在20℃时的密度为1.8305g/cm3,同一温度下,硫酸溶液的密度首先随它的浓度增加而增加,当浓度达到98.3%时其密度达到